A pump impeller looks like a compact part, but it carries a large share of the hydraulic work inside a centrifugal pump. The vane shape, passage area, hub geometry, balance condition and surface finish all influence how smoothly liquid enters, accelerates and leaves the pump. A well-made impeller helps the pump hold efficiency, flow and head closer to the design curve. A poorly made one can waste power, overload bearings, create vibration, shorten seal life or fail early in corrosive service.
This guide explains how a stainless steel pump impeller is normally manufactured for industrial use, from material selection and investment casting to CNC machining, balancing, inspection and final finishing. The discussion is written from a production point of view. It does not assume that casting is always better than fabrication or machining from billet. The right process depends on geometry, duty condition, batch size, inspection requirements and the buyer’s tolerance for cost, lead time and risk.
Engineering note: pump performance is designed on paper, but it is protected on the shop floor. Small errors in vane thickness, bore concentricity or balance can show up later as noise, heat, vibration or lost head.

What Is a Stainless Steel Pump Impeller?
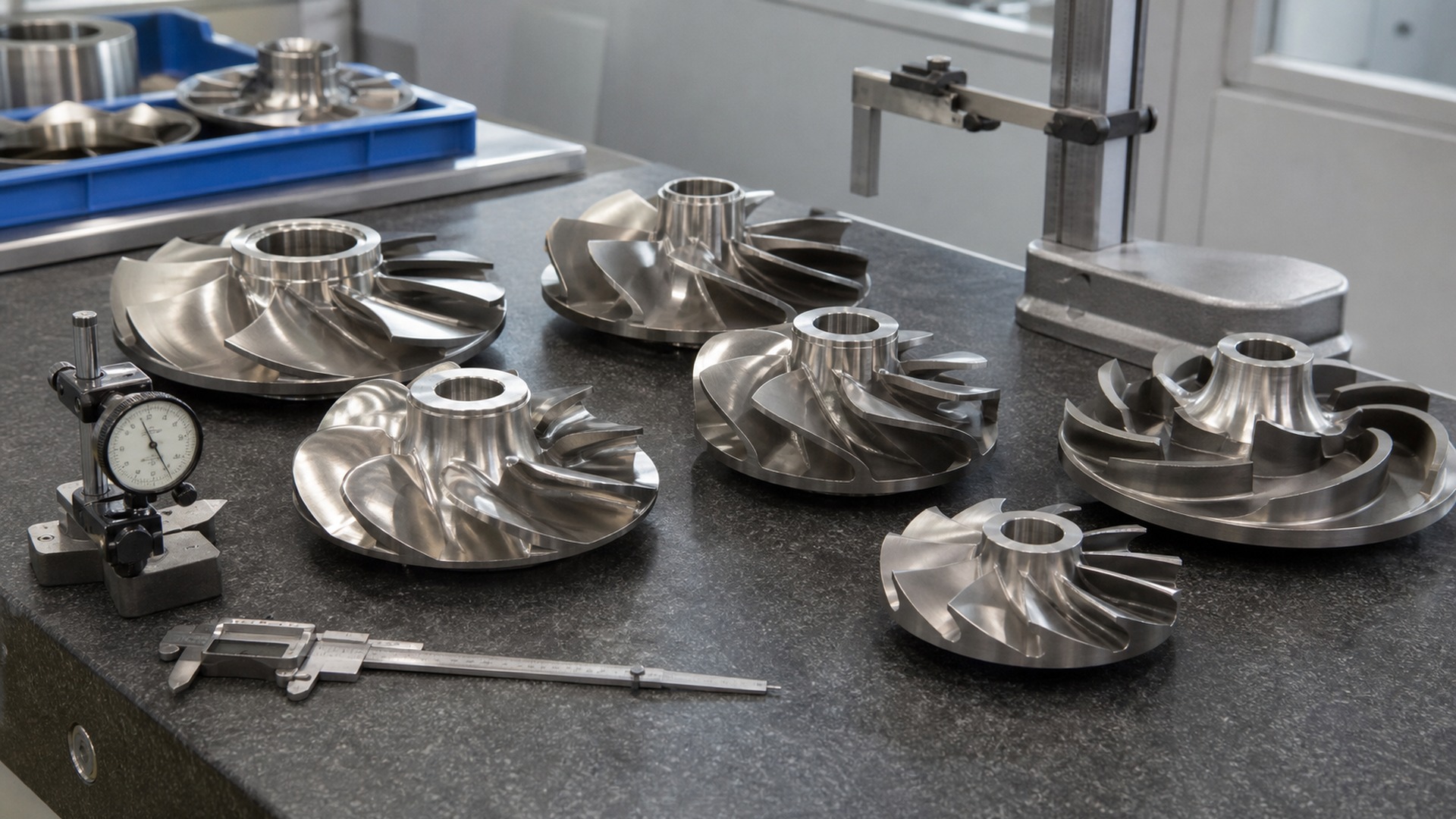
A stainless steel impeller is the rotating hydraulic component that transfers mechanical energy from the shaft to the fluid. In a centrifugal pump, the impeller accelerates liquid from the eye toward the outside diameter. The volute or diffuser then converts part of that velocity into pressure. Stainless steel is selected when the pumped media, cleaning routine, temperature or environment would attack carbon steel, bronze, cast iron or aluminum.
Several impeller forms are used in industrial pumps. A closed impeller has front and back shrouds around the vanes. It is common in clean liquids, boiler feed, water treatment, marine service and many chemical pumps because it can deliver good efficiency with controlled internal leakage. The tradeoff is that narrow passages are less forgiving when solids, fibers or scale are present.
A semi-open impeller has one shroud, usually on the back side. It is easier to clean and can tolerate some suspended solids, but it needs tighter axial clearance control between the vane tips and casing or wear plate. A open impeller has no shroud and is used where cleaning access or solids handling is more important than peak efficiency. It can be suitable for slurry, food processing, wastewater and some repair applications, provided the casing and wear surfaces are designed for it.
Mixed flow impellers move fluid with both radial and axial components. They are used when flow is higher and head is moderate, such as circulation, irrigation and large water systems. Axial flow impellers push fluid mainly along the shaft direction. They are closer to propellers and are used for high-flow, low-head service such as flood control, cooling water and process circulation.
- Closed impeller: clean liquids, higher efficiency, tighter casting and machining control.
- Semi-open impeller: moderate solids, easier cleaning, clearance-sensitive performance.
- Open impeller: solids or viscous service, lower efficiency, easier repair access.
- Mixed flow impeller: higher flow with moderate head.
- Axial flow impeller: very high flow with low head.

Choosing the Right Stainless Steel Material
Material choice should start with the fluid, not with a catalog habit. Chloride content, pH, temperature, abrasive solids, cleaning chemicals, oxygen level and duty cycle all matter. A 316 stainless steel impeller may perform well in many water and chemical services, while the same grade may pit quickly in warm chloride conditions. Duplex stainless steel may solve a strength and chloride problem, but it introduces stricter heat treatment and foundry control requirements.
For cast impellers, buyers often see CF8 and CF8M rather than 304 and 316. CF8 is the cast equivalent commonly associated with 304-type chemistry. CF8M is the molybdenum-bearing cast grade commonly associated with 316-type corrosion resistance. A CF8 impeller can be economical for clean water, mildly corrosive fluids and general industrial pumps. A CF8M impeller is normally preferred for marine, chemical and food-related equipment where better pitting resistance is required.
316L is used when lower carbon helps reduce sensitization risk after welding or thermal exposure. For fully cast and machined impellers with no welding, 316L may still be specified by customer standards. Duplex 2205 and super duplex 2507 are used when chloride stress corrosion cracking, higher strength or seawater exposure becomes a central concern. Heat resistant stainless steels and nickel alloys are selected for hot gas, hot oil, aggressive chemical or high-temperature equipment where ordinary austenitic stainless steels are no longer suitable.
| Material | Typical Use | Strengths | Watch Points |
|---|---|---|---|
| 304 / CF8 | Clean water, mild chemical service, general industrial pumps | Good corrosion resistance, good castability, economical | Limited chloride resistance compared with molybdenum grades |
| 316 / CF8M | Marine pumps, chemical pumps, food and washdown equipment | Better pitting resistance, widely accepted for OEM pump parts | Still vulnerable in high-chloride or hot stagnant conditions |
| 316L | Welded assemblies, sanitary equipment, customer-specified low-carbon parts | Lower sensitization risk, good chemical compatibility | Strength may be lower than some duplex alternatives |
| 2205 Duplex | Seawater, brine, higher pressure pump components | High strength, better chloride stress corrosion resistance | Needs correct solution treatment and phase balance |
| 2507 Duplex | Severe chloride service, offshore and demanding chemical duties | Very high pitting resistance and strength | Higher cost and stricter foundry control |
| Heat Resistant Stainless | Hot process fluids, furnace-related or thermal equipment | Oxidation and temperature resistance | Confirm mechanical properties at service temperature |
| Nickel Alloy | Highly aggressive chemicals or elevated temperature corrosion | Excellent corrosion or heat resistance in selected media | High cost, machining difficulty, longer lead time |
Tip 1: do not approve an alloy from the name alone. Ask for the standard, chemistry limits, heat treatment condition and corrosion assumptions. For cast impellers, also confirm whether the grade will be reported by heat number and supported by spectrometer or PMI records.

Investment Casting Process for Pump Impellers
Precision casting, often called lost wax investment casting, is widely used for complex impeller geometry because it can form curved vanes, hubs, shrouds and internal contours with less machining stock than sand casting. For many OEM pump impeller programs, investment casting offers a practical balance between shape accuracy, surface finish, repeatability and cost.
The process begins with engineering drawing review. The foundry checks alloy, impeller type, casting weight, wall thickness, vane geometry, machining allowance, tolerance class, surface finish and inspection requirements. This stage is where many production problems can be prevented. Thin vane tips, isolated heavy hubs, sharp section transitions and blind cleaning areas need attention before tooling begins.
The wax pattern is produced in a metal die. Good wax injection control helps maintain vane thickness and hub concentricity. Operators check the pattern for sink, distortion, incomplete fill and die parting marks. Multiple patterns are then joined to a runner system during assembly. Gating is not only a feeding issue; it also affects turbulence, shrinkage, oxide inclusion and ease of cutoff.

During ceramic shell building, the wax assembly is dipped into slurry, coated with refractory sand and dried. Several layers are applied until the shell reaches the required strength. The first coat controls surface quality, while backup coats provide strength for dewaxing and pouring. Shell drying must be consistent. Trapped moisture or weak layers can create shell cracks, inclusions or metal penetration.
Dewaxing removes the wax, commonly by autoclave or flash fire. The shell is then fired to burn out residual wax and increase strength. Shell firing also brings the mold closer to pouring temperature. Stainless steel is melted, chemically adjusted and checked before metal pouring. Pour temperature, shell temperature and pour speed need to match the geometry. Thin vanes need enough fluidity, while heavy hubs need adequate feeding to avoid shrinkage.

After cooling, the ceramic shell is removed. Castings are cut from the runner system, gates are ground, and parts move through heat treatment if the alloy specification requires it. Austenitic stainless castings may need solution treatment depending on grade and service requirement. Duplex grades require much stricter thermal control to avoid harmful phase formation. Cleaning, pickling if specified, and shot blasting prepare the surface for inspection and machining.
- Drawing review and manufacturability check
- Wax pattern injection and inspection
- Runner assembly and gating control
- Ceramic shell building and drying
- Dewaxing, firing, pouring and cooling
- Cutting, heat treatment, cleaning and shot blasting

Precision CNC Machining
Casting creates the hydraulic shape, but machining establishes the connection between the impeller and the pump shaft. A precision machined impeller normally requires turning, milling, boring, drilling, keyway machining and sometimes five-axis finishing. The bore, hub faces, outside diameter, wear ring seats and balance correction surfaces must be controlled as one functional system.
Turning is used for faces, diameters, hub steps and wear ring locations. Boring controls shaft fit and concentricity. Milling may be required for open vane cleanup, keyways, slots or balancing pads. A keyway that is off-center can create assembly runout even when the bore diameter is correct. The balancing bore or correction surfaces should be defined before production begins, not improvised after inspection.
Typical tolerances depend on impeller size and pump duty, but bore fits may be controlled within a few hundredths of a millimeter, while concentricity and face runout are often held tighter than general casting dimensions. Surface finish on sealing, bore and wear ring areas may require Ra 0.8-3.2 micrometer. Hydraulic surfaces can be left as cast, machined, blended or polished depending on efficiency target and cost.
| Feature | Common Control | Why It Matters |
|---|---|---|
| Shaft bore | Size, roundness, straightness | Controls fit, torque transfer and assembly vibration |
| Hub faces | Flatness and parallelism | Supports correct axial position and clamping |
| Wear ring seat | Diameter and concentricity | Controls leakage and casing clearance |
| Keyway | Width, depth, position | Prevents assembly looseness and runout |
| Vane passages | Profile cleanup and burr removal | Protects flow stability and efficiency |
| Balance surfaces | Stock allowance and accessibility | Allows controlled weight correction |
Tip 2: for repeat orders, ask the manufacturer to keep a control plan for machining datums. Switching datums between batches can change runout even when every single dimension appears to pass inspection.


Dynamic Balancing and Static Balancing
Balancing is not a cosmetic operation. An unbalanced centrifugal pump impeller creates rotating force that can damage bearings, mechanical seals, couplings and the pump casing. The effect becomes more severe as speed increases. For small impellers running at high speed, a minor mass error at the outside diameter can create more trouble than a much larger error near the hub.
Static balancing corrects a single heavy point and is useful for some slower or narrow rotors. Dynamic balancing measures imbalance in two planes and is preferred for wider impellers, higher speed pumps and stricter reliability requirements. ISO 21940 is commonly referenced for balance quality. Many industrial pump impellers are specified around G6.3 or G2.5, while special equipment may require tighter grades. The correct grade should be based on speed, rotor mass, duty and pump design rather than habit.
Balancing correction may be done by controlled grinding, drilling or machining in approved zones. Removing material from a vane without engineering approval can disturb hydraulic performance or create a stress concentration. A reliable supplier records residual unbalance, correction locations and inspection date, especially for OEM pump impeller programs where repeatability matters.
Engineering note: balance after final machining, not before. Heat treatment scale removal, bore machining, keyway cutting and polishing can all shift the balance condition.

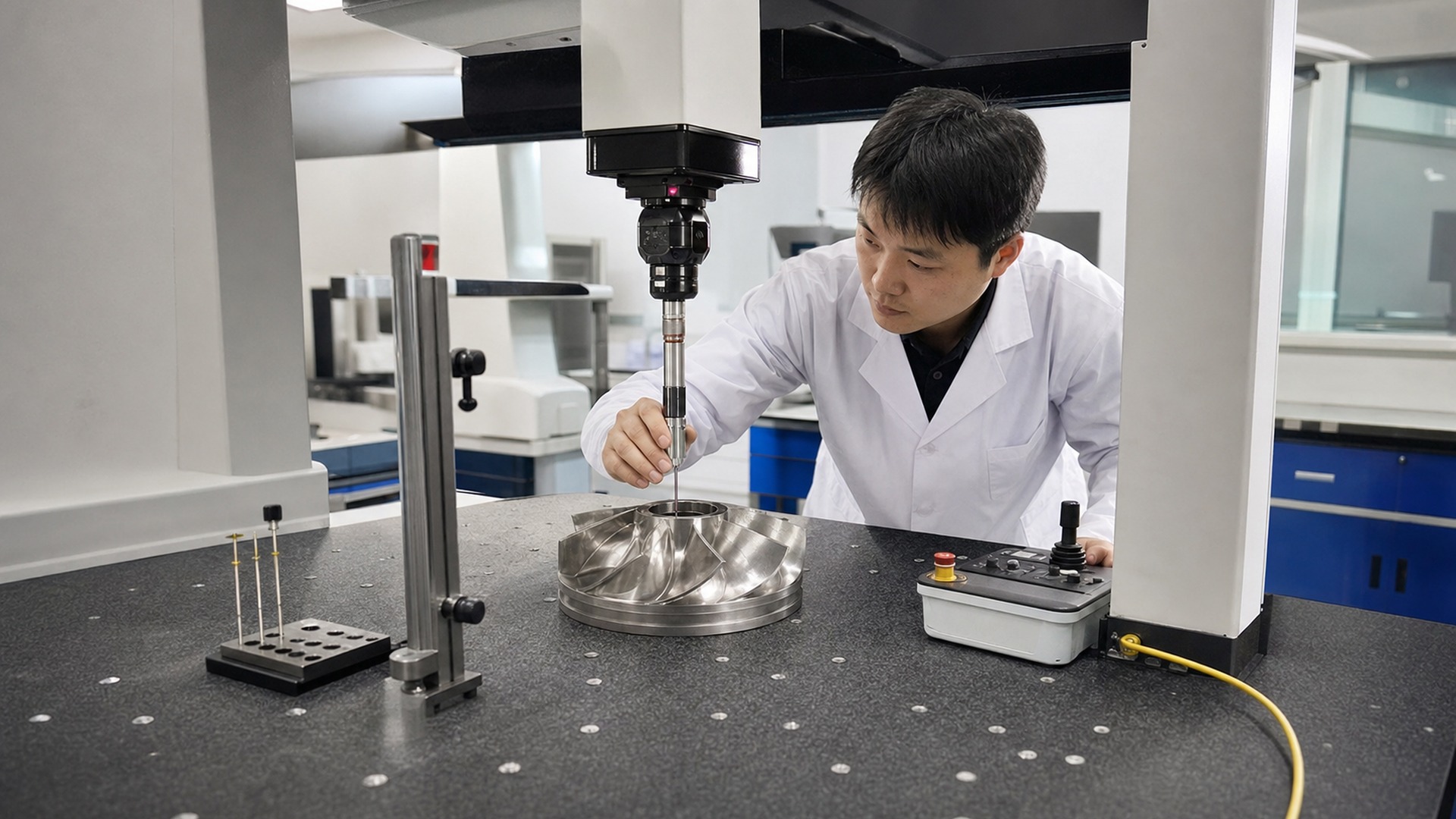
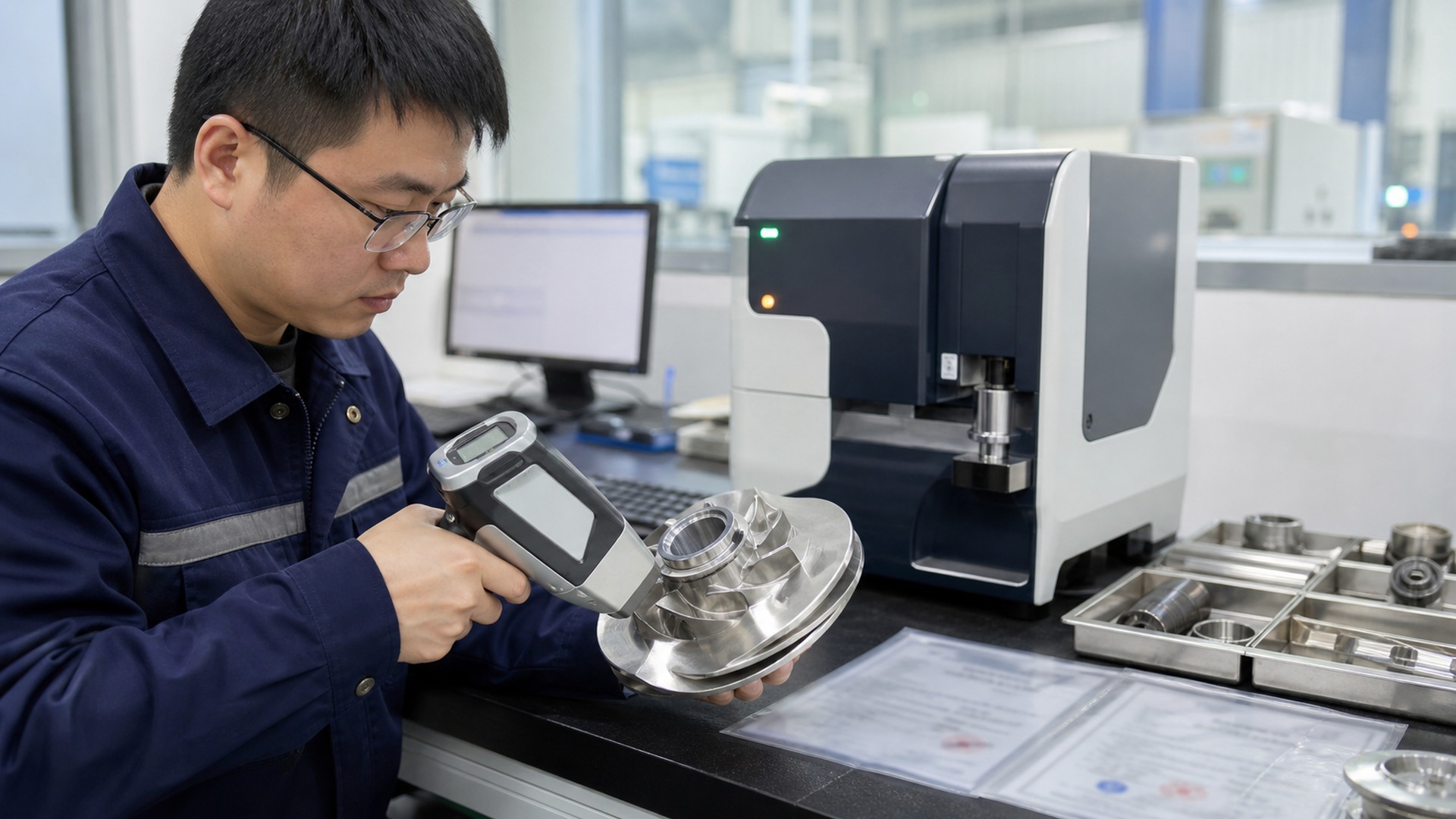
Quality Inspection
Inspection should cover material, geometry, surface condition and traceability. A spectrometer verifies melt chemistry. PMI can confirm alloy identity after heat treatment, machining or warehouse storage. CMM inspection is useful for bore position, hub geometry, vane reference points and critical diameters. Manual dimensional inspection still matters for production checks, especially where fixtures and go/no-go gauges are faster than full CMM reports.
Hardness testing confirms heat treatment response or material condition. Surface roughness checks may be required on sealing faces, bores and hydraulic surfaces. Visual inspection remains one of the most important controls for casting defects, grinding marks, cracks, undercuts, burrs and handling damage. Pressure testing applies only when the impeller design includes sealed cavities or welded assemblies; many solid cast impellers do not require it.
- Spectrometer: melt chemistry and heat record verification.
- PMI: alloy confirmation on finished or semi-finished parts.
- CMM: critical geometry and datum relationship checks.
- Hardness: heat treatment and material condition reference.
- Roughness: sealing, bore and hydraulic surface verification.
- Traceability: heat number, traveler, inspection report and shipment marking.
Quality control flow:
- Review drawing, alloy standard and inspection level.
- Verify incoming wax pattern and tooling condition.
- Inspect shell, melt chemistry and pouring record.
- Check cast surface after cleaning and gate removal.
- Confirm heat treatment and material traceability.
- Inspect machined dimensions and runout.
- Perform balancing and record residual unbalance.
- Complete final visual, roughness and packaging checks.
Common Manufacturing Defects
Most impeller defects come from metal feeding, mold filling, shell quality, heat treatment, handling or machining control. Shrinkage is common near heavy hubs or thick-to-thin transitions when feeding is not adequate. The solution may include redesigned gates, risers, chills, modified section thickness or changed pour temperature. Porosity can come from gas, turbulence, dirty melt, poor deoxidation or shell issues. Small rounded pores may be acceptable in non-critical zones, but clusters near the bore, vane root or wear ring seat deserve careful review.
Misrun occurs when metal does not fully fill thin sections, often because the metal or shell is too cold, the passage is too thin, or venting is poor. Cold shut happens when two metal fronts meet without proper fusion. Both defects are serious on vane tips and shroud edges. Cracks may develop from hot tearing, stress during cooling, poor gate removal or aggressive straightening. Cracks should not be treated as a simple cosmetic issue on rotating parts.
Sand inclusion or ceramic inclusion usually points to shell damage, weak slurry layers, poor cleaning or turbulence during pouring. Warping can occur during cooling or heat treatment, especially in thin open impellers. Machining error includes wrong datum setup, bore oversize, keyway offset, tool chatter, incorrect surface finish or burrs left in flow passages. A good corrective action should identify the source, not only repair the part.
- Checklist 1: casting defect review – identify location, size, depth, frequency and whether the defect reaches a machined or stressed area.
- Checklist 2: machining defect review – check datum setup, fixture repeatability, tool wear, program revision and operator inspection points.
- Checklist 3: acceptance review – compare the defect against drawing, standard, pump duty and written repair procedure.
Tip 3: for new impeller tooling, run a first article review before approving batch production. It is much cheaper to adjust gates, machining stock or datum plans after a trial run than after a full shipment is late.
Surface Finishing Options
Surface finishing depends on corrosion requirement, hydraulic expectation and appearance. Machining removes stock and establishes functional surfaces. Shot blasting creates a uniform matte surface and removes scale after casting. Glass bead blasting gives a smoother satin appearance but should be controlled to avoid embedding contamination. Pickling removes heat tint and scale. Passivation improves the chromium-rich passive layer on stainless steel surfaces after machining or cleaning.
Electropolishing can reduce micro-roughness and improve cleanability, especially in food, pharmaceutical or sanitary equipment. It is not a substitute for proper casting and machining. Deep porosity, laps and cracks will not disappear because the part is polished. Mirror finishing may be requested for visible parts or very smooth hydraulic surfaces, but it increases cost and can round edges if the process is not controlled.
For related finishing considerations, buyers can compare process expectations with established finished stainless steel component manufacturing practices. The key is to specify the required finish by measurable criteria whenever possible: Ra value, passivation standard, visual sample, forbidden media and cleaning method.
Typical Applications
Stainless impellers are used across many pump families. Chemical pumps need alloy compatibility with acids, alkalis, solvents or mixed process fluids. Marine pumps require resistance to saltwater, humidity and galvanic conditions. Food processing pumps need cleanable surfaces and materials that fit sanitary expectations. Water treatment pumps may handle chlorinated water, sludge, dosing chemicals or corrosive wastewater.
Oil and gas pumps may need duplex or nickel alloy materials depending on chloride, sulfur, temperature and pressure. Mining pumps face abrasive solids, so material selection must consider both corrosion and wear. Power plants use impellers in cooling, condensate, boiler feed and auxiliary systems. Small industrial pumps, including some coffee machine parts and fluid control assemblies, may use miniature stainless impellers where casting accuracy and machining repeatability are more important than part size suggests.
- Chemical pumps and dosing equipment
- Marine and seawater pumps
- Food processing and washdown systems
- Water treatment and wastewater equipment
- Oil and gas process pumps
- Mining and slurry pumps
- Power plant auxiliary pumps
- Coffee machine pumps and small fluid devices
- General industrial pumps and repair parts

How to Select a Reliable Pump Impeller Manufacturer
Choosing a manufacturer for an OEM pump impeller should be based on engineering control, not only on unit price. A low quote is not useful if the supplier cannot hold the bore, balance grade, alloy chemistry or delivery schedule. The most reliable suppliers are usually comfortable discussing risks before production begins.
- Check whether the supplier understands pump function, not only casting weight.
- Ask how they review vane thickness, machining allowance and gating before tooling.
- Confirm available materials, including CF8, CF8M, 316L, duplex and nickel alloys if needed.
- Review their heat treatment capability and records for stainless and duplex grades.
- Confirm CNC equipment, fixturing approach and datum control for bores and wear ring seats.
- Ask for balancing capability and the balance standard they can document.
- Review inspection equipment such as spectrometer, PMI, CMM, hardness tester and roughness tester.
- Request first article inspection for new tooling or critical pump programs.
- Check how they handle nonconforming castings and whether repair requires customer approval.
- Ask for traceability from heat number to final shipment.
- Confirm packaging methods that protect machined faces and thin vane edges.
- Evaluate communication quality during drawing review; unclear questions at the start often become production delays later.
Tip 4: a supplier that asks practical questions about service fluid, speed, balance grade, inspection level and datum strategy is usually protecting the project, not complicating it.
If the part is part of a broader OEM precision casting program, align drawings, sample approvals, packaging and inspection reports before releasing production quantities. That preparation reduces argument later when tolerances, cosmetic standards or test records are interpreted differently by purchasing, engineering and quality teams.
Frequently Asked Questions
1. What is the best stainless steel for a pump impeller?
There is no single best grade. CF8 or 304-type stainless works for clean, mild service. CF8M or 316-type stainless is better for many marine, chemical and washdown applications. Duplex or nickel alloys may be required for severe chloride, high strength or aggressive chemical service.
2. Is investment casting suitable for all pump impellers?
No. Investment casting is strong for complex shapes and medium production volumes, but large impellers, very simple geometries or extremely tight hydraulic profiles may be better made by sand casting, fabrication, forging plus machining or full machining from billet.
3. What information should be included on an impeller drawing?
The drawing should include alloy standard, heat treatment, critical dimensions, datum scheme, machining allowance, surface finish, balance grade, inspection requirements, quantity, application notes and any approved repair limits.
4. Why do stainless steel impellers still corrode?
Stainless steel resists corrosion through a passive chromium oxide film, but chloride, low pH, high temperature, stagnant zones, crevices and wrong cleaning chemicals can break down that protection. Material selection must match the real fluid environment.
5. What is the difference between CF8 and CF8M?
CF8 is a cast austenitic stainless steel commonly associated with 304-type corrosion resistance. CF8M contains molybdenum and is commonly associated with 316-type resistance, especially improved pitting resistance in many chloride-containing environments.
6. When is dynamic balancing required?
Dynamic balancing is preferred for higher speed, wider or more critical impellers. It is especially important when vibration can damage bearings, seals or couplings. The required grade should be defined by the pump design and service speed.
7. Can casting defects be repaired?
Some non-critical surface defects may be blended or weld repaired if the drawing and customer standards allow it. Cracks, deep shrinkage, defects near the bore or vane root and defects in high-stress areas should be reviewed carefully before any repair is accepted.
8. What tolerance is typical for a machined impeller bore?
The tolerance depends on size, fit and shaft design. Many industrial impeller bores are controlled within hundredths of a millimeter, but the drawing should define the exact tolerance, fit system and keyway relationship.
9. Should impeller hydraulic surfaces be polished?
Polishing can improve cleanability and may reduce surface drag, but it is not always needed. The benefit depends on pump size, fluid, duty and cost target. Removing burrs and sharp casting irregularities is usually more important than cosmetic brightness.
10. What documents should buyers request with shipment?
Common documents include material certificate, chemistry report, heat treatment record, dimensional report, balancing report, PMI record, surface finish report if required, packing list and traceability information tied to the heat number or batch number.
11. Can one impeller design be used for several fluids?
Sometimes, but the material, finish and clearance requirements may change. A geometry that works hydraulically may still fail early if the alloy is wrong for the fluid, temperature or cleaning procedure.
12. How should sample approval be handled?
Use first article inspection, material verification, balance records and visual standards. Keep approved samples or detailed photos for future comparison, especially for cast surface finish and blended areas.
Final Thoughts
Manufacturing a stainless steel pump impeller is a chain of decisions. Alloy selection protects the part against corrosion and temperature. Casting control creates the vane shape and reduces internal defects. CNC machining defines the mechanical fit. Balancing protects the rotating assembly. Inspection gives the buyer evidence that the part is not only shaped correctly, but also traceable and repeatable.
Looking for a reliable manufacturing partner for stainless steel pump impellers?
Our engineering team can review your drawings, recommend suitable materials and manufacturing processes, and provide practical production suggestions before quotation.
If you have technical questions, feel free to contact our engineering team.







