تبدو دافعة المضخة قطعة صغيرة الحجم، لكنها تتحمل جزءًا كبيرًا من العمل الهيدروليكي داخل المضخة الطاردة المركزية. يؤثر شكل الريشة، ومساحة الممر، وهندسة المحور، وحالة التوازن، وجودة السطح، جميعها على سلاسة دخول السائل وتسارعه وخروجه من المضخة. تساعد الدافعة المصممة جيدًا المضخة على الحفاظ على كفاءتها وتدفقها وضغطها أقرب ما يكون إلى منحنى التصميم. أما الدافعة المصممة بشكل رديء فقد تهدر الطاقة، وتزيد الحمل على المحامل، وتسبب الاهتزازات، وتقصر عمر موانع التسرب، أو تتعطل مبكرًا في البيئات المسببة للتآكل.
يشرح هذا الدليل كيفية عمل مروحة مضخة من الفولاذ المقاوم للصدأ تُصنع هذه المنتجات عادةً للاستخدام الصناعي، بدءًا من اختيار المواد وصب الاستثمار وصولًا إلى التشغيل الآلي باستخدام الحاسوب (CNC) والموازنة والفحص والتشطيب النهائي. يُكتب هذا النقاش من منظور إنتاجي، ولا يفترض أن الصب دائمًا أفضل من التصنيع أو التشغيل الآلي من القوالب. تعتمد العملية الأمثل على الشكل الهندسي، وظروف التشغيل، وحجم الدفعة، ومتطلبات الفحص، ومدى تقبّل المشتري للتكلفة، ومدة التسليم، والمخاطر.
ملاحظة هندسية: يتم تصميم أداء المضخة نظرياً، ولكن يتم حمايته عملياً في المصنع. قد تظهر أخطاء بسيطة في سمك الريشة، أو مركزية التجويف، أو التوازن لاحقاً على شكل ضوضاء، أو حرارة، أو اهتزاز، أو فقدان في الضغط.

ما هي مروحة المضخة المصنوعة من الفولاذ المقاوم للصدأ؟
المروحة المصنوعة من الفولاذ المقاوم للصدأ هي المكون الهيدروليكي الدوار الذي ينقل الطاقة الميكانيكية من العمود إلى السائل. في المضخة الطاردة المركزية، تعمل المروحة على تسريع السائل من مركز المضخة باتجاه القطر الخارجي. ثم يقوم الغلاف الحلزوني أو الموزع بتحويل جزء من هذه السرعة إلى ضغط. يُختار الفولاذ المقاوم للصدأ عندما يكون السائل المضخوخ، أو إجراءات التنظيف، أو درجة الحرارة، أو البيئة المحيطة، عوامل قد تؤثر سلبًا على الفولاذ الكربوني، أو البرونز، أو الحديد الزهر، أو الألومنيوم.
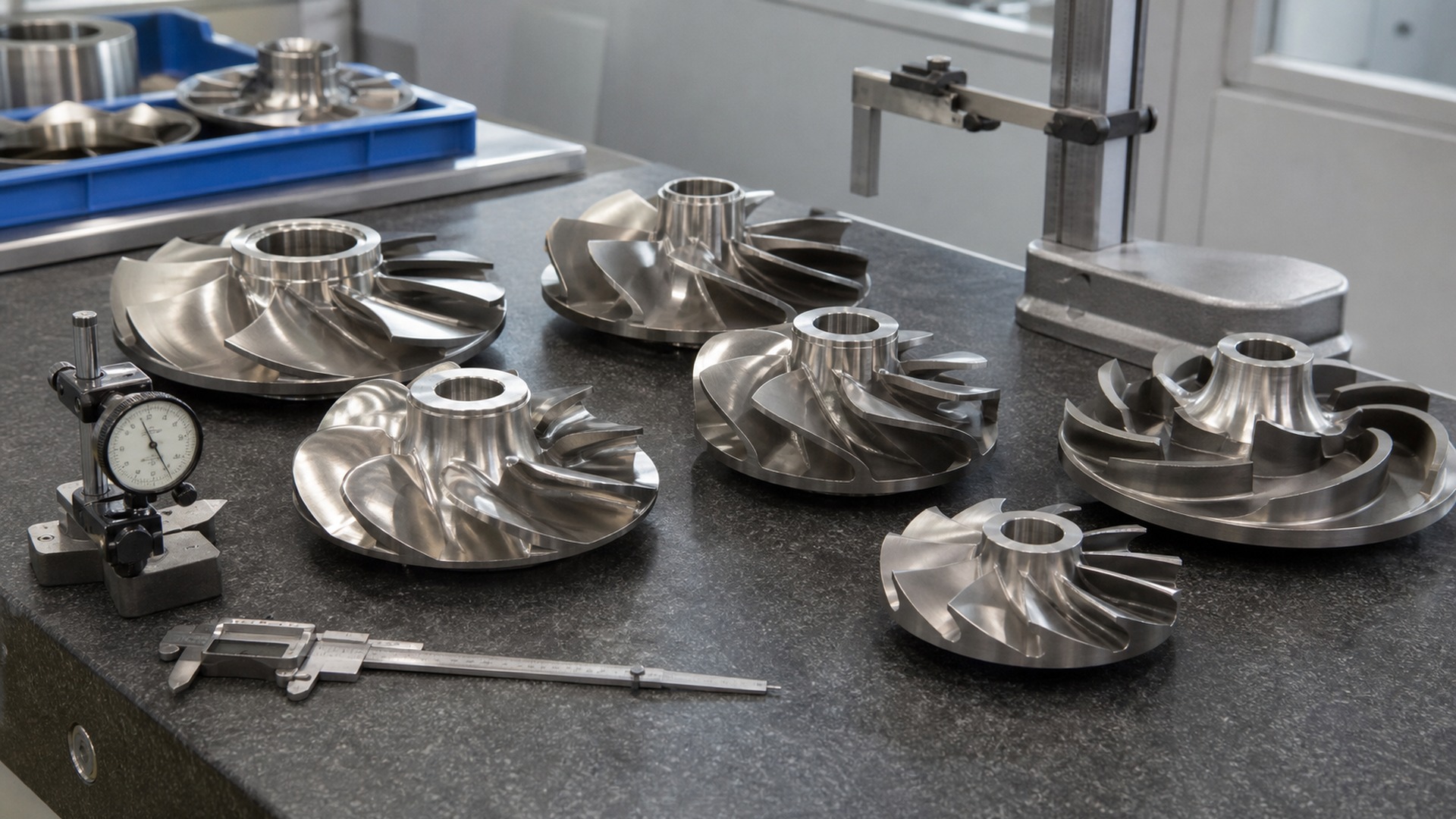
تُستخدم عدة أشكال من المراوح في المضخات الصناعية. مروحة مغلقة يحتوي على أغطية أمامية وخلفية حول الريش. وهو شائع الاستخدام في مضخات السوائل النظيفة، وتغذية الغلايات، ومعالجة المياه، والخدمات البحرية، والعديد من المضخات الكيميائية، نظرًا لقدرته على تحقيق كفاءة عالية مع تحكم دقيق في التسريب الداخلي. لكن يعيبه أن الممرات الضيقة أقل تسامحًا مع وجود مواد صلبة أو ألياف أو ترسبات.
أ مروحة شبه مفتوحة يحتوي على غطاء واحد، عادةً ما يكون في الجهة الخلفية. يسهل تنظيفه ويمكنه تحمل بعض المواد الصلبة العالقة، ولكنه يحتاج إلى تحكم أدق في الخلوص المحوري بين أطراف الريش والغلاف أو لوحة التآكل. مروحة مفتوحة لا يحتوي على غطاء واقٍ، ويُستخدم حيث تكون سهولة التنظيف أو معالجة المواد الصلبة أهم من الكفاءة القصوى. وهو مناسب لتطبيقات معالجة الطين، وتصنيع الأغذية، ومياه الصرف الصحي، وبعض تطبيقات الإصلاح، شريطة أن يكون الغلاف وأسطح التآكل مصممة خصيصًا لذلك.
التدفق المختلط تقوم المراوح بتحريك السوائل بمكونات شعاعية ومحورية. وتُستخدم عندما يكون التدفق عالياً والضغط متوسطاً، كما هو الحال في أنظمة الدوران والري وأنظمة المياه الكبيرة. التدفق المحوري تدفع المراوح السائل بشكل أساسي على طول اتجاه العمود. وهي أقرب إلى المراوح الدافعة وتستخدم في التطبيقات ذات التدفق العالي والضغط المنخفض مثل التحكم في الفيضانات ومياه التبريد وتدوير العمليات.
- المروحة المغلقة: سوائل نظيفة، كفاءة أعلى، تحكم أدق في الصب والتشغيل الآلي.
- مروحة شبه مفتوحة: مواد صلبة معتدلة، تنظيف أسهل، أداء حساس للمسافة.
- المروحة المفتوحة: خدمة المواد الصلبة أو اللزجة، كفاءة أقل، سهولة الوصول للإصلاح.
- المروحة ذات التدفق المختلط: تدفق أعلى مع ضغط معتدل.
- المروحة ذات التدفق المحوري: تدفق عالي جداً مع ضغط منخفض.

اختيار مادة الفولاذ المقاوم للصدأ المناسبة
ينبغي أن يبدأ اختيار المواد بالسائل نفسه، وليس بالاعتماد على كتالوجات المنتجات. فمحتوى الكلوريد، ودرجة الحموضة، ودرجة الحرارة، والمواد الصلبة الكاشطة، ومواد التنظيف الكيميائية، ومستوى الأكسجين، ودورة التشغيل، كلها عوامل مهمة. مروحة من الفولاذ المقاوم للصدأ 316 قد يكون أداؤه جيدًا في العديد من التطبيقات المائية والكيميائية، بينما قد يتعرض نفس النوع من الفولاذ للتآكل بسرعة في ظروف الكلوريد الدافئة. قد يحل الفولاذ المقاوم للصدأ المزدوج مشكلة القوة ومقاومة الكلوريد، ولكنه يفرض متطلبات أكثر صرامة للمعالجة الحرارية والتحكم في المسابك.
بالنسبة للمراوح المصبوبة، غالباً ما يرى المشترون CF8 وCF8M بدلاً من 304 و316. CF8 هو المكافئ المصبوب المرتبط عادةً بتركيبة النوع 304. أما CF8M فهو درجة الصب المحتوية على الموليبدينوم المرتبطة عادةً بمقاومة التآكل من النوع 316. مروحة CF8 يمكن أن تكون اقتصادية للمياه النظيفة، والسوائل ذات التآكل الطفيف، والمضخات الصناعية العامة. مروحة CF8M يفضل استخدامه عادةً في المعدات البحرية والكيميائية والغذائية حيث تكون هناك حاجة إلى مقاومة أفضل للتنقر.
يُستخدم الفولاذ المقاوم للصدأ 316L عندما يُساعد انخفاض نسبة الكربون على تقليل خطر التحسس بعد اللحام أو التعرض الحراري. بالنسبة للمراوح المصبوبة والمُشَكَّلة بالكامل دون لحام، قد يُحدد العميل استخدام الفولاذ 316L وفقًا لمعاييره. يُستخدم الفولاذ المزدوج 2205 والفولاذ المزدوج الفائق 2507 عندما يُصبح تشقق التآكل الناتج عن إجهاد الكلوريد، أو الحاجة إلى قوة أعلى، أو التعرض لمياه البحر، من الشواغل الرئيسية. تُختار أنواع الفولاذ المقاوم للصدأ المقاومة للحرارة وسبائك النيكل للمعدات التي تعمل بالغاز الساخن، أو الزيت الساخن، أو المواد الكيميائية القوية، أو درجات الحرارة العالية، حيث لا يُناسب الفولاذ الأوستنيتي المقاوم للصدأ العادي.
| مادة | الاستخدام النموذجي | نقاط القوة | نقاط المراقبة |
|---|---|---|---|
| 304 / CF8 | مياه نظيفة، خدمة مواد كيميائية خفيفة، مضخات صناعية عامة | مقاومة جيدة للتآكل، قابلية صب جيدة، اقتصادية | مقاومة محدودة للكلوريد مقارنة بدرجات الموليبدينوم |
| 316 / CF8M | مضخات بحرية، مضخات كيميائية، معدات غذائية ومعدات غسيل | مقاومة أفضل للتنقر، مقبولة على نطاق واسع لأجزاء مضخات الشركات المصنعة الأصلية | لا تزال عرضة للخطر في ظروف ارتفاع نسبة الكلوريد أو الظروف الساخنة الراكدة |
| 316L | تجميعات ملحومة، معدات صحية، قطع غيار منخفضة الكربون حسب طلب العميل | انخفاض خطر التحسس، وتوافق كيميائي جيد | قد تكون قوة البناء أقل من بعض البدائل المزدوجة. |
| 2205 دوبلكس | مياه البحر، محلول ملحي، مكونات مضخة الضغط العالي | قوة عالية، ومقاومة أفضل للتآكل الناتج عن الإجهاد الكلوريدي | يحتاج إلى معالجة محلولية صحيحة وتوازن طوري |
| 2507 دوبلكس | خدمة في بيئات شديدة الكلوريد، في البحر، ومهام كيميائية شاقة | مقاومة عالية جدًا للتنقر وقوة | ارتفاع التكلفة وضوابط أكثر صرامة على المسبك |
| مقاوم للحرارة من الفولاذ المقاوم للصدأ | سوائل العمليات الساخنة، أو المعدات المتعلقة بالأفران أو المعدات الحرارية | مقاومة الأكسدة ودرجات الحرارة | تأكد من الخواص الميكانيكية عند درجة حرارة التشغيل |
| سبيكة النيكل | المواد الكيميائية شديدة العدوانية أو التآكل الناتج عن درجات الحرارة المرتفعة | مقاومة ممتازة للتآكل أو الحرارة في وسائط مختارة | تكلفة عالية، صعوبة في التصنيع، وقت تسليم أطول |
النصيحة الأولى: لا تعتمد على اسم السبيكة فقط للموافقة عليها. اطلب المواصفات القياسية، والحدود الكيميائية، وشروط المعالجة الحرارية، وافتراضات مقاومة التآكل. بالنسبة للمراوح المصبوبة، تأكد أيضًا مما إذا كان سيتم الإبلاغ عن درجة السبيكة برقم الدفعة، مدعومًا بسجلات مطياف أو PMI.

استثمار صب عملية تصنيع مراوح المضخات
الصب الدقيق, تُستخدم تقنية الصب الاستثماري بالشمع المفقود، والتي تُعرف أيضًا باسم الصب الاستثماري بالشمع المفقود، على نطاق واسع في تصنيع أشكال المراوح المعقدة، نظرًا لقدرتها على تشكيل الريش المنحنية، والمحاور، والأغطية، والخطوط الداخلية باستخدام كمية أقل من المواد اللازمة للتشكيل مقارنةً بالصب الرملي. بالنسبة للعديد من برامج تصنيع مراوح المضخات الأصلية، يوفر الصب الاستثماري توازنًا عمليًا بين دقة الشكل، وجودة السطح، وقابلية التكرار، والتكلفة.
تبدأ العملية بـ مراجعة الرسومات الهندسية. تتحقق المسبكة من السبيكة، ونوع المروحة، ووزن المسبوكة، وسماكة الجدار، وهندسة الريشة، ونسبة التشغيل، وفئة التفاوت، وجودة السطح، ومتطلبات الفحص. في هذه المرحلة، يمكن تجنب العديد من مشاكل الإنتاج. يجب الاهتمام بأطراف الريش الرقيقة، والمحاور الثقيلة المعزولة، والانتقالات الحادة بين المقاطع، ومناطق التنظيف المغلقة قبل بدء عملية التشكيل.
ال نموذج شمعي يتم إنتاجها في قالب معدني. يساعد التحكم الجيد في حقن الشمع على الحفاظ على سمك الريشة وتمركز المحور. يتحقق المشغلون من النموذج بحثًا عن أي انخفاض أو تشوه أو تعبئة غير كاملة أو علامات فصل القالب. ثم يتم ربط نماذج متعددة بنظام قناة أثناء عملية التصنيع. حَشد. إن التحكم في البوابات ليس مجرد مشكلة تغذية؛ بل يؤثر أيضًا على الاضطراب والانكماش واحتواء الأكسيد وسهولة القطع.

خلال غلاف خزفي أثناء عملية البناء، تُغمس مجموعة الشمع في الملاط، ثم تُغطى برمل مقاوم للحرارة وتُجفف. تُضاف عدة طبقات حتى يصل الغلاف إلى القوة المطلوبة. تتحكم الطبقة الأولى في جودة السطح، بينما توفر الطبقات الداعمة القوة اللازمة لإزالة الشمع والصب. يجب أن يكون تجفيف الغلاف متسقًا، إذ يمكن أن تؤدي الرطوبة المحتبسة أو الطبقات الضعيفة إلى تشققات في الغلاف، أو شوائب، أو اختراق المعدن.
إزالة الشمع تُزال طبقة الشمع، عادةً باستخدام جهاز التعقيم بالبخار أو اللهب السريع. ثم تُحرق الطبقة الخارجية لحرق الشمع المتبقي وزيادة صلابتها. إطلاق القذائف كما أنه يقرب القالب من درجة حرارة الصب. يتم صهر الفولاذ المقاوم للصدأ وتعديله كيميائياً وفحصه قبل صب المعادن. يجب أن تتناسب درجة حرارة الصب ودرجة حرارة الغلاف وسرعة الصب مع الشكل الهندسي. تحتاج الريش الرقيقة إلى سيولة كافية، بينما تحتاج المحاور الثقيلة إلى تغذية مناسبة لتجنب الانكماش.

بعد تبريد, تُزال القشرة الخزفية. تُقطع المسبوكات من نظام المجرى، وتُصقل البوابات، وتُمرر الأجزاء عبر المعالجة الحرارية إذا تطلبت مواصفات السبيكة ذلك. قد تحتاج مسبوكات الفولاذ المقاوم للصدأ الأوستنيتي إلى معالجة محلولية حسب الدرجة ومتطلبات الخدمة. تتطلب درجات الفولاذ المزدوج تحكمًا حراريًا أكثر صرامة لتجنب تكوين أطوار ضارة. التنظيف، والتخليل إذا لزم الأمر، و تفجير بالرصاص تجهيز السطح للفحص والتشغيل الآلي.
- مراجعة الرسومات وفحص قابلية التصنيع
- حقن وفحص نموذج الشمع
- تجميع نظام الركض والتحكم في البوابات
- بناء وتجفيف الأصداف الخزفية
- إزالة الشمع، والحرق، والصب، والتبريد
- القطع، والمعالجة الحرارية، والتنظيف، والتفجير بالرصاص

دقة التصنيع باستخدام الحاسوب (CNC)
تُشكّل عملية الصب الشكل الهيدروليكي، بينما تُنشئ عملية التشغيل الآلي الوصلة بين المروحة وعمود المضخة. مروحة مصنعة بدقة تتطلب هذه العملية عادةً الخراطة، والتفريز، والتجويف، والحفر، وتشكيل مجرى المفتاح، وأحيانًا التشطيب باستخدام خمسة محاور. يجب التحكم في التجويف، وأسطح المحور، والقطر الخارجي، ومقاعد حلقات التآكل، وأسطح تصحيح التوازن كنظام وظيفي واحد.
الانعطاف يُستخدم لتحديد مواقع الأسطح والأقطار ودرجات المحور وحلقات التآكل. ممل يتحكم في ملاءمة العمود وتمركزه. الطحن قد يكون ذلك ضروريًا لتنظيف الريش المكشوفة، ومجاري المفاتيح، والفتحات، أو وسادات الموازنة. يمكن أن يتسبب مجرى المفتاح غير المركزي في حدوث انحراف في التجميع حتى عندما يكون قطر التجويف صحيحًا. يجب تحديد تجويف الموازنة أو أسطح التصحيح قبل بدء الإنتاج، وليس بشكل ارتجالي بعد الفحص.
تعتمد التفاوتات النموذجية على حجم المروحة وحمل المضخة، ولكن يمكن التحكم في دقة تركيبات التجويف بدقة تصل إلى بضعة أجزاء من مئة من المليمتر، بينما غالبًا ما تكون دقة التمركز وانحراف السطح أعلى من دقة أبعاد الصب العامة. قد يتطلب تشطيب سطح مناطق منع التسرب والتجويف وحلقة التآكل قيمة Ra تتراوح بين 0.8 و3.2 ميكرومتر. يمكن ترك الأسطح الهيدروليكية كما هي بعد الصب، أو تشغيلها آليًا، أو مزجها، أو تلميعها، وذلك حسب هدف الكفاءة والتكلفة.
| ميزة | التحكم المشترك | لماذا يهم ذلك |
|---|---|---|
| تجويف العمود | الحجم، الاستدارة، الاستقامة | التحكم في الملاءمة، ونقل عزم الدوران، واهتزاز التجميع |
| يواجه المحور | التسطيح والتوازي | يدعم الوضع المحوري الصحيح والتثبيت |
| ارتدي مقعد الحلقة | القطر والمركزية | يتحكم في التسرب وخلوص الغلاف |
| مفتاح الفتحة | العرض، العمق، الموضع | يمنع ارتخاء التجميع وانحرافه |
| ممرات متعرجة | تنظيف الملف الشخصي وإزالة النتوءات | يحمي استقرار التدفق وكفاءته |
| أسطح التوازن | بدل المخزون وإمكانية الوصول | يسمح بتصحيح الوزن بشكل متحكم فيه |
النصيحة الثانية: بالنسبة للطلبات المتكررة، اطلب من الشركة المصنعة الاحتفاظ بخطة تحكم لبيانات التشغيل. قد يؤدي تغيير البيانات بين الدفعات إلى تغيير الانحراف حتى عندما يبدو أن كل بُعد يجتاز الفحص.


التوازن الديناميكي والتوازن الثابت
الموازنة ليست عملية تجميلية. عدم التوازن مروحة مضخة طرد مركزي تُولّد هذه القوة الدورانية ما قد يُلحق الضرر بالمحامل، والأختام الميكانيكية، والوصلات، وغلاف المضخة. ويزداد هذا التأثير حدةً مع ازدياد السرعة. بالنسبة للمراوح الصغيرة التي تعمل بسرعات عالية، قد يُسبب خطأ بسيط في الكتلة عند القطر الخارجي مشاكل أكبر من خطأ أكبر بكثير بالقرب من محور الدوران.
التوازن الثابت يقوم بتصحيح نقطة واحدة ثقيلة وهو مفيد لبعض الدوارات الأبطأ أو الضيقة. التوازن الديناميكي يقيس هذا المعيار عدم التوازن في مستويين، ويُفضّل استخدامه مع المراوح الأعرض، والمضخات عالية السرعة، ومتطلبات الموثوقية الأكثر صرامة. ويُشار عادةً إلى معيار ISO 21940 لجودة التوازن. تُصنّف العديد من مراوح المضخات الصناعية ضمن الفئة G6.3 أو G2.5، بينما قد تتطلب المعدات الخاصة فئات أدق. ينبغي تحديد الفئة الصحيحة بناءً على السرعة، وكتلة الدوّار، ومدة التشغيل، وتصميم المضخة، وليس بناءً على العادة.
يمكن إجراء تصحيح التوازن عن طريق التجليخ أو الحفر أو التشغيل الآلي المُتحكم به في المناطق المعتمدة. إزالة المواد من الريشة دون موافقة هندسية قد يُؤثر سلبًا على الأداء الهيدروليكي أو يُسبب تركيزًا للإجهاد. يقوم المورد الموثوق بتسجيل عدم التوازن المتبقي، ومواقع التصحيح، وتاريخ الفحص، خاصةً لبرامج مراوح مضخات الشركات المصنعة الأصلية حيث تُعدّ قابلية التكرار أمرًا بالغ الأهمية.
ملاحظة هندسية: يتم تحقيق التوازن بعد عمليات التشغيل النهائية، وليس قبلها. فإزالة القشور بالمعالجة الحرارية، وتشكيل الثقوب، وقطع مجرى المفتاح، والتلميع، كلها عوامل قد تؤثر على حالة التوازن.

فحص الجودة
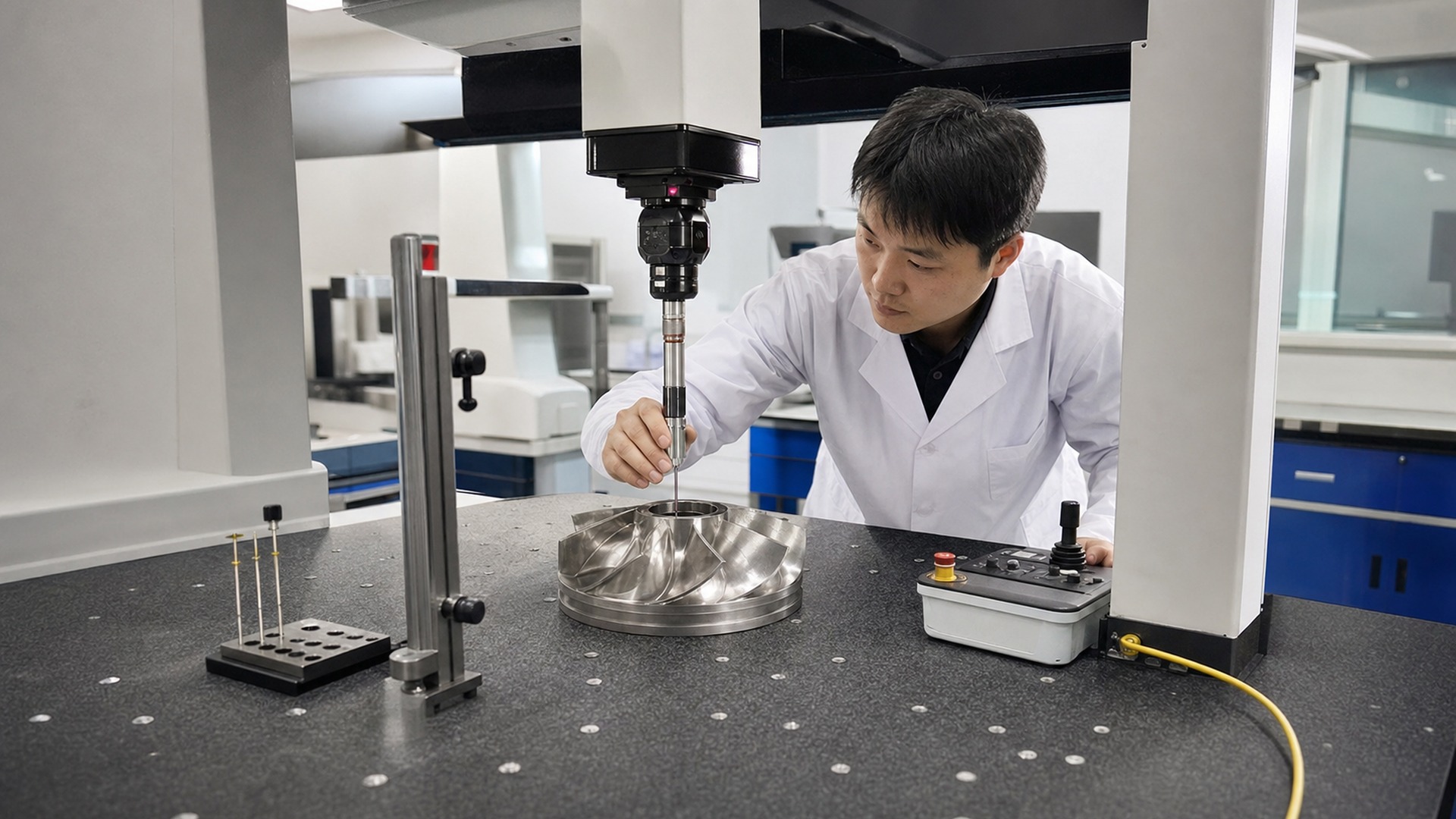
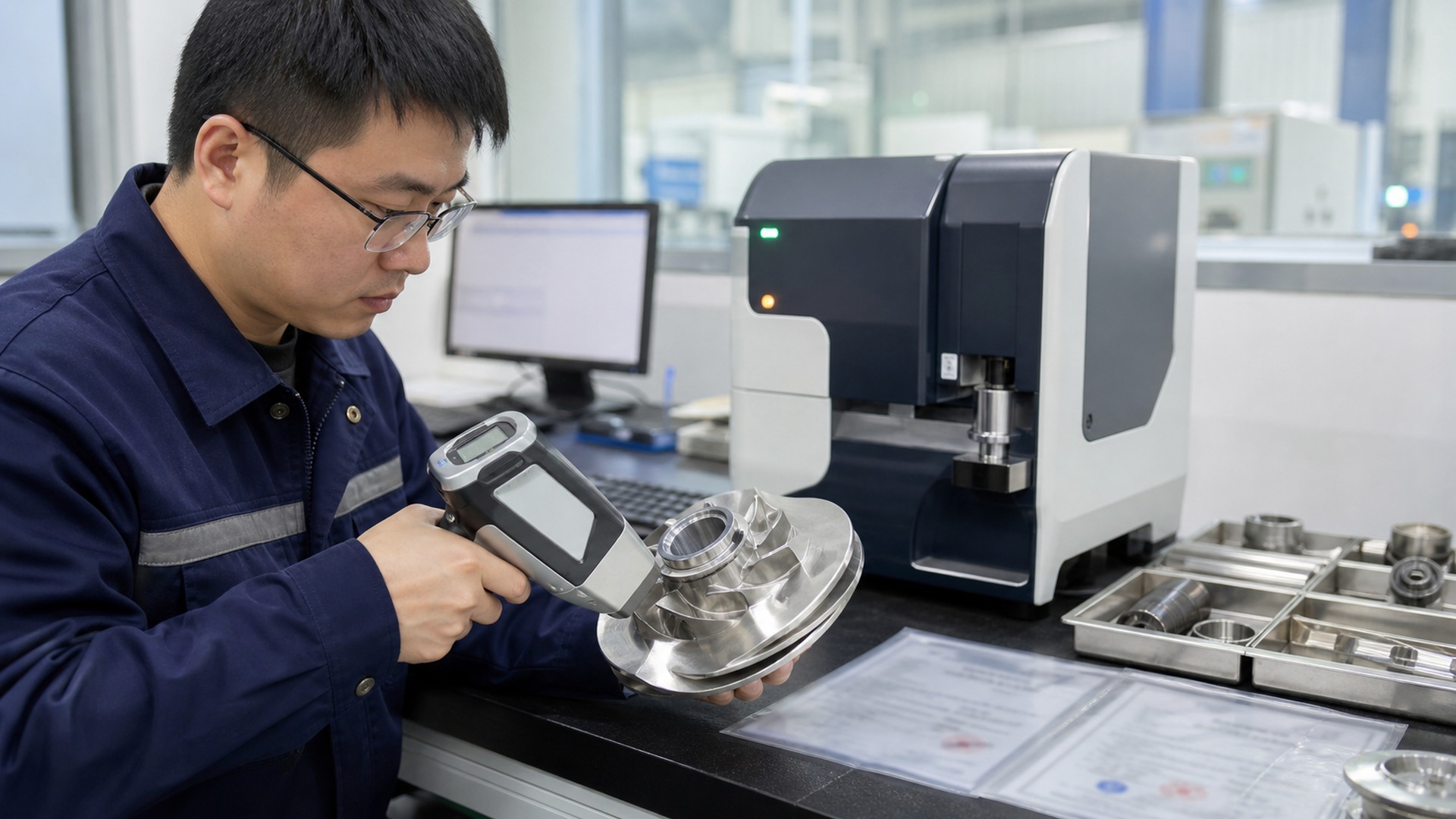
ينبغي أن يشمل الفحص المواد، والهندسة، وحالة السطح، وإمكانية التتبع. يتحقق مطياف الكتلة من التركيب الكيميائي للمصهور. يمكن لتقنية تحديد التركيب الكيميائي (PMI) تأكيد هوية السبيكة بعد المعالجة الحرارية، أو التشغيل الآلي، أو التخزين في المستودعات. يُعد فحص آلة القياس ثلاثية الأبعاد (CMM) مفيدًا لتحديد موضع التجويف، وهندسة المحور، ونقاط مرجعية الريش، والأقطار الحرجة. لا يزال الفحص اليدوي للأبعاد مهمًا لفحوصات الإنتاج، خاصةً عندما تكون أدوات التثبيت ومقاييس القبول/الرفض أسرع من تقارير آلة القياس ثلاثية الأبعاد الكاملة.
يؤكد اختبار الصلابة استجابة المعالجة الحرارية أو حالة المادة. قد يلزم فحص خشونة السطح على أسطح منع التسرب، والثقوب، والأسطح الهيدروليكية. يبقى الفحص البصري أحد أهم وسائل التحقق من عيوب الصب، وعلامات التجليخ، والشقوق، والتجاويف، والنتوءات، وأضرار المناولة. يُطبق اختبار الضغط فقط عندما يتضمن تصميم المروحة تجاويف محكمة الإغلاق أو تجميعات ملحومة؛ ولا يتطلبه العديد من المراوح المصبوبة الصلبة.
- جهاز قياس الطيف: التحقق من كيمياء المصهور وسجل الحرارة.
- PMI: تأكيد نوع السبيكة على الأجزاء النهائية أو شبه النهائية.
- CMM: فحوصات العلاقة بين الهندسة والبيانات الأساسية.
- الصلابة: مرجع للمعالجة الحرارية وحالة المادة.
- الخشونة: التحقق من منع التسرب، والثقب، والسطح الهيدروليكي.
- إمكانية التتبع: رقم الدفعة، اسم المسافر، تقرير الفحص، وعلامة الشحنة.
آلية مراقبة الجودة:
- مراجعة الرسم، ومعايير السبيكة، ومستوى الفحص.
- تحقق من نموذج الشمع الوارد وحالة الأدوات.
- افحص القشرة، والتركيب الكيميائي للصهر، وسجل الصب.
- افحص سطح الصب بعد التنظيف وإزالة البوابة.
- تأكيد المعالجة الحرارية وإمكانية تتبع المواد.
- افحص أبعاد القطع المصنعة وانحرافها.
- قم بإجراء عملية الموازنة وسجل عدم التوازن المتبقي.
- إجراء الفحوصات النهائية على المظهر الخارجي، والخشونة، والتغليف.
عيوب التصنيع الشائعة
معظم عيوب المروحة ناتجة عن تغذية المعدن، أو ملء القالب، أو جودة الغلاف، أو المعالجة الحرارية، أو المناولة، أو التحكم في التشغيل الآلي. انكماش يُعدّ هذا الأمر شائعًا بالقرب من المحاور الثقيلة أو عند الانتقال من السماكة إلى السماكة الرقيقة عندما لا يكون التغذية كافية. وقد يشمل الحل إعادة تصميم البوابات، أو أنابيب الرفع، أو المبردات، أو تعديل سماكة المقطع، أو تغيير درجة حرارة الصب. المسامية قد تنشأ هذه المشكلة من الغازات، أو الاضطرابات، أو الصهر غير النظيف، أو ضعف عملية إزالة الأكسدة، أو مشاكل في الغلاف الخارجي. قد تكون المسامات الصغيرة المستديرة مقبولة في المناطق غير الحرجة، ولكن التجمعات القريبة من التجويف، أو جذر الريشة، أو موضع حلقة التآكل تستدعي فحصًا دقيقًا.
ميسرن يحدث ذلك عندما لا يملأ المعدن الأجزاء الرقيقة بالكامل، وغالبًا ما يكون ذلك بسبب برودة المعدن أو الغلاف، أو لأن الممر رقيق جدًا، أو لأن التهوية سيئة. إغلاق بارد يحدث هذا عندما تلتقي واجهتان معدنيتان دون اندماج مناسب. كلا العيبين خطيران على أطراف الريش وحواف الغطاء. الشقوق قد تنشأ الشقوق نتيجة التمزق الحراري، أو الإجهاد أثناء التبريد، أو سوء إزالة البوابة، أو التقويم المفرط. لا ينبغي التعامل مع الشقوق على أنها مجرد مشكلة تجميلية بسيطة في الأجزاء الدوارة.
شوائب رملية أو أن وجود شوائب خزفية يشير عادةً إلى تلف الصدفة، أو طبقات الطين الضعيفة، أو سوء التنظيف، أو الاضطراب أثناء الصب. التشويه يمكن أن يحدث ذلك أثناء التبريد أو المعالجة الحرارية، وخاصة في المراوح المفتوحة الرقيقة. خطأ في عملية التصنيع يشمل ذلك إعداد البيانات المرجعية الخاطئ، وزيادة قطر التجويف، وانحراف مجرى المفتاح، واهتزاز الأداة، وعدم دقة تشطيب السطح، أو وجود نتوءات في قنوات التدفق. يجب أن يحدد الإجراء التصحيحي الجيد مصدر المشكلة، وليس مجرد إصلاح الجزء.
- قائمة التحقق 1: مراجعة عيوب الصب - تحديد الموقع والحجم والعمق والتكرار وما إذا كان العيب يصل إلى منطقة مصنعة أو منطقة معرضة للإجهاد.
- قائمة التحقق 2: مراجعة عيوب التصنيع – التحقق من إعداد المرجع، وتكرارية التثبيت، وتآكل الأداة، ومراجعة البرنامج، ونقاط فحص المشغل.
- قائمة التحقق 3: مراجعة القبول - قارن العيب بالرسم، والمعيار، وحمل المضخة، وإجراءات الإصلاح المكتوبة.
النصيحة الثالثة: بالنسبة لأدوات تصنيع المراوح الجديدة، يُنصح بإجراء مراجعة أولية قبل الموافقة على الإنتاج بكميات كبيرة. فتكلفة تعديل البوابات أو مواد التصنيع أو مخططات البيانات بعد التشغيل التجريبي أقل بكثير من تكلفتها بعد تأخر الشحنة الكاملة.
خيارات تشطيب الأسطح
تعتمد عملية تشطيب السطح على متطلبات مقاومة التآكل، والتوقعات الهيدروليكية، والمظهر. تزيل عملية التشغيل الآلي الخام وتُهيئ أسطحًا وظيفية. يُنتج السفع بالخردق سطحًا غير لامع موحدًا ويزيل القشور بعد الصب. يُعطي السفع بالخرز الزجاجي مظهرًا ناعمًا كالحرير، ولكن يجب التحكم فيه لتجنب التلوث الناتج عن التضمين. يُزيل التخليل اللون الناتج عن الحرارة والقشور. يُحسّن التخميل طبقة التخميل الغنية بالكروم على أسطح الفولاذ المقاوم للصدأ بعد التشغيل الآلي أو التنظيف.
يمكن للتلميع الكهربائي أن يقلل من الخشونة الدقيقة ويحسن سهولة التنظيف، خاصةً في معدات الأغذية والأدوية والأدوات الصحية. لكنه لا يغني عن عمليات الصب والتشغيل الآلي الصحيحة. فالمسامية العميقة والتداخلات والشقوق لا تختفي بمجرد تلميع القطعة. قد يُطلب تشطيب المرآة للأجزاء الظاهرة أو الأسطح الهيدروليكية فائقة النعومة، ولكنه يزيد التكلفة وقد يؤدي إلى تقريب الحواف إذا لم تتم مراقبة العملية بدقة.
فيما يتعلق باعتبارات التشطيب ذات الصلة، يمكن للمشترين مقارنة توقعات العملية مع المعايير المعمول بها. تصنيع مكونات الفولاذ المقاوم للصدأ النهائية الممارسات. يكمن المفتاح في تحديد التشطيب المطلوب بمعايير قابلة للقياس كلما أمكن ذلك: قيمة Ra، ومعيار التخميل، والعينة المرئية، والوسائط المحظورة، وطريقة التنظيف.
التطبيقات النموذجية
تُستخدم مراوح الفولاذ المقاوم للصدأ في العديد من أنواع المضخات. تتطلب المضخات الكيميائية توافقًا بين السبائك والأحماض والقلويات والمذيبات أو سوائل العمليات المختلطة. تتطلب المضخات البحرية مقاومةً للمياه المالحة والرطوبة والظروف الكهروكيميائية. تحتاج مضخات معالجة الأغذية إلى أسطح ومواد قابلة للتنظيف تتوافق مع المعايير الصحية. قد تتعامل مضخات معالجة المياه مع المياه المكلورة أو الحمأة أو المواد الكيميائية المستخدمة في المعالجة أو مياه الصرف الصحي المسببة للتآكل.
قد تحتاج مضخات النفط والغاز إلى مواد مزدوجة أو سبائك النيكل اعتمادًا على تركيز الكلوريد والكبريت ودرجة الحرارة والضغط. وتواجه مضخات التعدين مواد صلبة كاشطة، لذا يجب أن يراعي اختيار المواد كلاً من التآكل والتلف. وتستخدم محطات توليد الطاقة مراوح في أنظمة التبريد والتكثيف وتغذية الغلايات والأنظمة المساعدة. أما المضخات الصناعية الصغيرة، بما في ذلك بعض قطع غيار ماكينات القهوة ويمكن استخدام مراوح الفولاذ المقاوم للصدأ المصغرة ومجموعات التحكم في السوائل حيث تكون دقة الصب وقابلية تكرار التشغيل أكثر أهمية مما يوحي به حجم الجزء.
- مضخات المواد الكيميائية ومعدات الجرعات
- مضخات بحرية ومضخات مياه البحر
- أنظمة معالجة الأغذية والتنظيف
- معدات معالجة المياه والصرف الصحي
- مضخات معالجة النفط والغاز
- مضخات التعدين ومضخات الطين
- مضخات مساعدة لمحطة توليد الطاقة
- مضخات ماكينات القهوة وأجهزة السوائل الصغيرة
- مضخات صناعية عامة وقطع غيارها

كيفية اختيار شركة مصنعة موثوقة لمراوح المضخات
اختيار الشركة المصنعة لـ دافع مضخة OEM ينبغي أن يستند السعر إلى معايير هندسية دقيقة، وليس فقط إلى سعر الوحدة. لا فائدة من عرض سعر منخفض إذا لم يتمكن المورد من الالتزام بمواصفات التجويف، أو درجة التوازن، أو التركيب الكيميائي للسبيكة، أو جدول التسليم. عادةً ما يكون الموردون الأكثر موثوقية على استعداد لمناقشة المخاطر قبل بدء الإنتاج.
- تأكد مما إذا كان المورد يفهم وظيفة المضخة، وليس فقط وزن الصب.
- اسأل عن كيفية مراجعتهم لسمك الريشة، وبدل التشغيل، والبوابات قبل عملية التشكيل.
- تأكد من المواد المتاحة، بما في ذلك CF8 و CF8M و 316L والسبائك المزدوجة وسبائك النيكل إذا لزم الأمر.
- قم بمراجعة قدراتهم وسجلاتهم في مجال المعالجة الحرارية للفولاذ المقاوم للصدأ والفولاذ المزدوج.
- تأكد من معدات CNC، وطريقة التثبيت، والتحكم في المرجع للثقوب ومقاعد حلقات التآكل.
- اطلب منهم تقديم معلومات حول إمكانية الموازنة ومعيار الموازنة الذي يمكنهم توثيقه.
- مراجعة معدات الفحص مثل جهاز قياس الطيف، وجهاز تحليل العناصر الدقيقة (PMI)، وجهاز قياس الإحداثيات ثلاثية الأبعاد (CMM)، وجهاز اختبار الصلابة، وجهاز اختبار الخشونة.
- اطلب فحص العينة الأولى للأدوات الجديدة أو برامج المضخات الحيوية.
- تحقق من كيفية تعاملهم مع المسبوكات غير المطابقة للمواصفات وما إذا كان الإصلاح يتطلب موافقة العميل.
- اطلب إمكانية تتبع الشحنة من رقم الدفعة إلى الشحنة النهائية.
- تأكد من طرق التغليف التي تحمي الأسطح المصنعة آلياً وحواف الريش الرقيقة.
- قم بتقييم جودة التواصل أثناء مراجعة الرسومات؛ فالأسئلة غير الواضحة في البداية غالباً ما تؤدي إلى تأخيرات في الإنتاج لاحقاً.
النصيحة الرابعة: المورد الذي يطرح أسئلة عملية حول سائل الخدمة والسرعة ودرجة التوازن ومستوى الفحص واستراتيجية البيانات عادة ما يحمي المشروع، ولا يعقده.
إذا كان الجزء جزءًا من نطاق أوسع صب دقيق من الشركة المصنعة الأصلية يُنصح بمراجعة البرنامج، وتنسيق الرسومات، وموافقات العينات، والتغليف، وتقارير الفحص قبل البدء في إنتاج الكميات المطلوبة. هذا التحضير يقلل من الخلافات اللاحقة عندما تختلف تفسيرات التفاوتات، أو معايير المظهر، أو سجلات الاختبار بين فرق المشتريات والهندسة والجودة.
الأسئلة الشائعة
1. ما هو أفضل نوع من الفولاذ المقاوم للصدأ لمحرك مضخة؟
لا توجد درجة واحدة مثالية. يُعدّ الفولاذ المقاوم للصدأ من نوع CF8 أو 304 مناسبًا للاستخدامات النظيفة والخفيفة. أما الفولاذ المقاوم للصدأ من نوع CF8M أو 316 فهو أفضل للعديد من التطبيقات البحرية والكيميائية وتطبيقات الغسيل. وقد يتطلب الأمر استخدام الفولاذ المزدوج أو سبائك النيكل في البيئات شديدة الكلوريد، أو البيئات التي تتطلب قوة عالية، أو البيئات الكيميائية القاسية.
2. هل يُعدّ صب الاستثمار مناسبًا لجميع مراوح المضخات؟
لا. يُعدّ الصب الاستثماري قويًا للأشكال المعقدة وأحجام الإنتاج المتوسطة، ولكن قد يكون من الأفضل صنع المراوح الكبيرة أو الأشكال الهندسية البسيطة للغاية أو المقاطع الهيدروليكية الضيقة للغاية عن طريق الصب الرملي أو التصنيع أو التشكيل بالإضافة إلى التشغيل الآلي أو التشغيل الآلي الكامل من البليت.
3. ما المعلومات التي يجب تضمينها في رسم المروحة؟
يجب أن يتضمن الرسم معيار السبيكة، والمعالجة الحرارية، والأبعاد الحرجة، ونظام المرجع، وبدل التشغيل، وتشطيب السطح، ودرجة التوازن، ومتطلبات الفحص، والكمية، وملاحظات التطبيق، وأي حدود إصلاح معتمدة.
4. لماذا لا تزال مراوح الفولاذ المقاوم للصدأ تتآكل؟
يقاوم الفولاذ المقاوم للصدأ التآكل بفضل طبقة أكسيد الكروم الواقية، لكن الكلوريدات، وانخفاض الرقم الهيدروجيني، وارتفاع درجة الحرارة، والمناطق الراكدة، والشقوق، واستخدام مواد التنظيف غير المناسبة قد تُضعف هذه الحماية. لذا، يجب أن يتناسب اختيار المواد مع بيئة السائل الفعلية.
5. ما الفرق بين CF8 و CF8M؟
يُعدّ CF8 فولاذًا أوستنيتيًا مصبوبًا مقاومًا للصدأ، ويرتبط عادةً بمقاومة التآكل من النوع 304. أما CF8M فيحتوي على الموليبدينوم، ويرتبط عادةً بمقاومة من النوع 316، وخاصةً مقاومة التنقر المحسّنة في العديد من البيئات المحتوية على الكلوريدات.
6. متى يكون التوازن الديناميكي مطلوبًا؟
يُفضّل استخدام الموازنة الديناميكية للمضخات ذات السرعات العالية، أو المراوح الأعرض، أو المراوح ذات الأهمية البالغة. وتكتسب هذه الموازنة أهمية خاصة عندما يُمكن أن تُلحق الاهتزازات أضرارًا بالمحامل، أو موانع التسرب، أو الوصلات. ويجب تحديد الدرجة المطلوبة بناءً على تصميم المضخة وسرعة التشغيل.
7. هل يمكن إصلاح عيوب الصب؟
يمكن دمج بعض عيوب السطح غير الحرجة أو إصلاحها باللحام إذا سمحت بذلك الرسومات ومعايير العميل. يجب مراجعة الشقوق والانكماش العميق والعيوب القريبة من التجويف أو جذر الريشة والعيوب في مناطق الإجهاد العالي بعناية قبل قبول أي إصلاح.
8. ما هو التفاوت النموذجي لثقب المروحة المشغول آلياً؟
يعتمد التفاوت المسموح به على الحجم والملاءمة وتصميم العمود. يتم التحكم في العديد من تجاويف المراوح الصناعية بدقة تصل إلى أجزاء من مئة من المليمتر، ولكن يجب أن يحدد الرسم التفاوت المسموح به بدقة، ونظام الملاءمة، وعلاقة مجرى المفتاح.
9. هل ينبغي تلميع الأسطح الهيدروليكية للمروحة؟
يمكن أن يُحسّن التلميع من سهولة التنظيف وقد يُقلل من احتكاك السطح، ولكنه ليس ضروريًا دائمًا. وتعتمد الفائدة على حجم المضخة، ونوع السائل، وطبيعة العمل، والتكلفة المستهدفة. وعادةً ما تكون إزالة النتوءات والعيوب الحادة في عملية الصب أكثر أهمية من اللمعان التجميلي.
10. ما هي المستندات التي يجب على المشترين طلبها مع الشحنة؟
تشمل المستندات الشائعة شهادة المواد، وتقرير الكيمياء، وسجل المعالجة الحرارية، وتقرير الأبعاد، وتقرير الموازنة، وسجل PMI، وتقرير تشطيب السطح إذا لزم الأمر، وقائمة التعبئة ومعلومات التتبع المرتبطة برقم التسخين أو رقم الدفعة.
11. هل يمكن استخدام تصميم واحد للمروحة لعدة سوائل؟
أحيانًا، ولكن قد تتغير متطلبات المواد والتشطيب والمسافة. قد يتعطل تصميم هندسي يعمل هيدروليكيًا في وقت مبكر إذا كانت السبيكة غير مناسبة للسائل أو درجة الحرارة أو إجراء التنظيف.
12. كيف ينبغي التعامل مع الموافقة على العينات؟
استخدم فحص العينة الأولى، والتحقق من المواد، وسجلات التوازن، والمعايير البصرية. احتفظ بالعينات المعتمدة أو الصور التفصيلية للمقارنة المستقبلية، خاصةً فيما يتعلق بتشطيب سطح الصب والمناطق الممزوجة.
الخاتمة
إن تصنيع دافعة مضخة من الفولاذ المقاوم للصدأ عملية معقدة تتطلب سلسلة من القرارات. فاختيار السبيكة يحمي القطعة من التآكل ودرجات الحرارة المرتفعة. أما التحكم في عملية الصب فيضمن شكل الريشة ويقلل من العيوب الداخلية. وتحدد عملية التصنيع باستخدام الحاسوب (CNC) التوافق الميكانيكي. ويحمي التوازن مجموعة الدوران. ويمنح الفحص المشتري دليلاً على أن القطعة ليست فقط مصنّعة بالشكل الصحيح، بل يمكن تتبعها وتكرارها أيضاً.
هل تبحث عن شريك تصنيع موثوق به لمضخات الفولاذ المقاوم للصدأ؟
بإمكان فريقنا الهندسي مراجعة رسوماتك، والتوصية بالمواد المناسبة وعمليات التصنيع، وتقديم اقتراحات عملية للإنتاج قبل تقديم عرض الأسعار.
إذا كانت لديك أسئلة فنية، فلا تتردد في تواصل مع فريقنا الهندسي.







