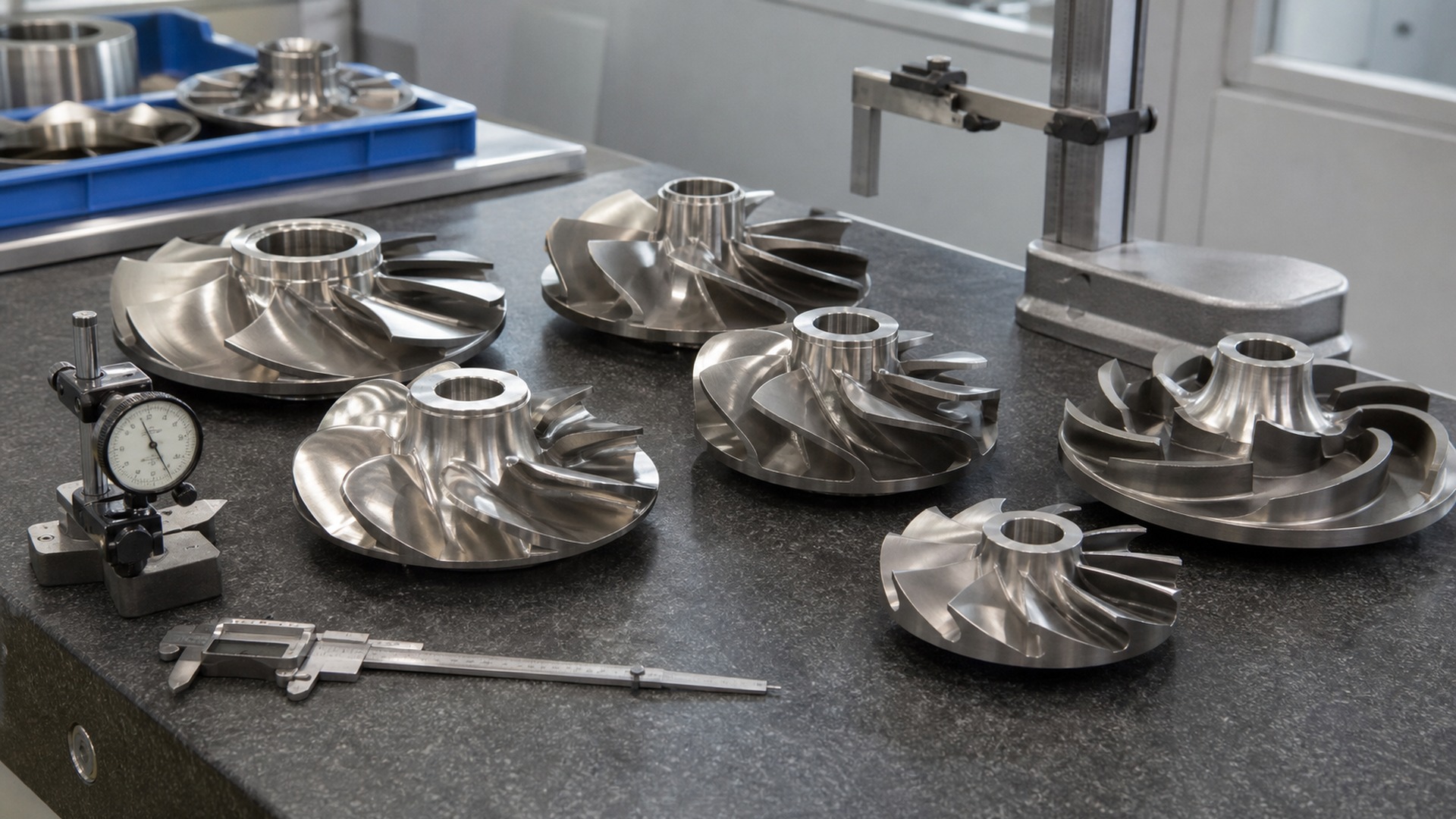
泵葉輪看似緊湊,卻承擔著離心泵內部大部分的液壓功。葉片形狀、通道面積、輪轂幾何形狀、平衡狀態和表面光潔度都會影響液體進入、加速和離開泵浦的順暢程度。優質的葉輪有助於幫浦保持效率、流量和揚程更接近設計曲線。而劣質的葉輪則會造成功率浪費、軸承過載、產生振動、縮短密封件壽命,甚至在腐蝕性環境中過早失效。.
本指南說明如何 不銹鋼泵葉輪 通常情況下,此類產品是為工業用途而製造的,涵蓋從材料選擇、精密鑄造到數控加工、動平衡、檢驗和最終精加工等各個環節。本文從生產角度出發進行討論,並不認為鑄造總是優於坯料加工或機械加工。適當的工藝取決於幾何形狀、工況、批量大小、檢驗要求以及買方對成本、交貨時間和風險的容忍度。.
工程注意事項:泵浦的性能設計是基於圖紙,但在實際生產中則受到保護。葉片厚度、缸徑同心或平衡的微小誤差都可能在後期表現為噪音、發熱、振動或揚程損失。.

什麼是不銹鋼泵浦葉輪?
不銹鋼葉輪是旋轉的液壓部件,它將機械能從軸傳遞到流體。在離心泵中,葉輪將流體從泵口加速流向外徑。蝸殼或擴散器隨後將部分速度轉換為壓力。當泵送介質、清洗程序、溫度或環境會對碳鋼、青銅、鑄鐵或鋁造成腐蝕時,通常會選擇不銹鋼。.
工業泵浦中使用了多種葉輪形式。 封閉式葉輪 這種幫浦的葉片前後都有護罩。它常用於輸送清潔液體、鍋爐給水、水處理、船舶應用以及許多化學泵,因為它能在控制內部洩漏的同時保持良好的效率。但缺點是,當存在固體、纖維或水垢時,狹窄的通道容錯性較差。.
一個 半開放式葉輪 它只有一個護罩,通常位於背面。這種設計更容易清潔,並且可以容忍一些懸浮固體,但需要更嚴格地控制葉片尖端與殼體或耐磨板之間的軸向間隙。 開放式葉輪 它沒有外罩,適用於清潔方便或固體處理比最高效率更重要的場合。如果外殼和耐磨表面經過專門設計,它也適用於漿料、食品加工、廢水處理和某些維修應用。.
混合流 葉輪透過徑向和軸向兩個分量來驅動流體。它們適用於流量較大、揚程適中的場合,例如循環系統、灌溉系統和大型供水系統。. 軸向流 葉輪主要沿軸方向推動流體。它們更接近螺旋槳,用於高流量、低揚程的工況,例如防洪、冷卻水和製程循環。.
- 封閉式葉輪:乾淨的液體、更高的效率、更嚴格的鑄造和加工控制。.
- 半開放式葉輪:可處理中等固體顆粒,易於清潔,對間隙要求較高。.
- 開放式葉輪:適用於固體或黏稠介質,效率較低,但維修較方便。.
- 混流式葉輪:流量大,揚程適中。.
- 軸流式葉輪:流量大,揚程低。.

選擇合適的不銹鋼材料
材料的選擇應該從流體本身入手,而不是照搬產品目錄。氯化物含量、pH值、溫度、磨蝕性固體、清潔劑、氧氣含量和工作週期等因素都至關重要。 316不銹鋼葉輪 在許多水和化學品環境中,這種不銹鋼可能表現良好,但在溫暖的氯化物環境中,同等級的不銹鋼可能很快就會出現點蝕。雙相不銹鋼可以解決強度和氯化物問題,但它對熱處理和鑄造控制提出了更嚴格的要求。.
對於鑄造葉輪,買家通常看到的是 CF8 和 CF8M,而不是 304 和 316。 CF8 是與 304 型化學成分對應的鑄造材料,而 CF8M 是含鉬鑄造材料,通常具有與 316 型耐腐蝕性類似的性能。 CF8 葉輪 對於清潔水、弱腐蝕性流體和一般工業泵浦而言,可能經濟實惠。 CF8M 葉輪 通常用於對耐點蝕性要求較高的船舶、化學和食品相關設備。.
當低碳含量有助於降低焊接或熱暴露後的敏化風險時,通常使用316L不銹鋼。對於完全鑄造和機械加工且無焊接的葉輪,客戶標準仍可能指定使用316L不銹鋼。當氯化物應力腐蝕開裂、高強度或海水暴露成為主要考慮因素時,則使用雙相不銹鋼2205和超級雙相不銹鋼2507。對於高溫氣體、高溫油、腐蝕性化學物質或高溫設備,當普通奧氏體不銹鋼不再適用時,則選用耐熱不銹鋼和鎳合金。.
| 材料 | 典型用途 | 優勢 | 觀察點 |
|---|---|---|---|
| 304 / CF8 | 清潔水、輕度化學介質、通用工業泵 | 耐腐蝕性好,鑄造性能好,經濟實惠。 | 與鉬合金相比,其耐氯化物性能有限 |
| 316 / CF8M | 船用泵浦、化學泵浦、食品和沖洗設備 | 更優異的抗點蝕性能,被廣泛接受用於原廠配套泵浦零件 | 在高氯化物或高溫靜水環境中仍然很脆弱 |
| 316L | 焊接組件、衛生設備、客戶指定的低碳零件 | 致敏風險低,化學相容性好。 | 強度可能低於某些雙工替代方案 |
| 2205 雙拼別墅 | 海水、鹽水、高壓幫浦零件 | 強度高,耐氯化物應力腐蝕性能較佳 | 需要正確的溶液處理和相平衡 |
| 2507 雙拼別墅 | 高氯化物環境、海上作業和嚴苛的化學品作業 | 極高的抗點蝕性和強度 | 更高的成本和更嚴格的代工廠監管 |
| 耐熱不銹鋼 | 熱製程流體、爐相關設備或熱力設備 | 抗氧化性和耐高溫性 | 確認使用溫度下的機械性質 |
| 鎳合金 | 高腐蝕性化學物質或高溫腐蝕 | 在特定介質中具有優異的耐腐蝕性或耐熱性 | 成本高、加工難度高、交貨期長 |
提示1: 不要僅憑名稱就認定合金。務必詢問其標準、化學成分限制、熱處理條件和腐蝕假設。對於鑄造葉輪,也要確認其牌號是否以爐號表示,並輔以光譜儀或PMI記錄。.

投資 鑄件 泵葉輪製造工藝
精密鑄造, 熔模鑄造(通常稱為失蠟鑄造)因其能以比砂型鑄造更少的加工餘量形成彎曲的葉片、輪轂、輪罩和內部輪廓,而被廣泛用於複雜幾何形狀的葉輪製造。對於許多OEM泵葉輪專案而言,熔模鑄造在形狀精度、表面光潔度、重複性和成本之間實現了切實可行的平衡。.
這個過程始於 工程圖審查. 鑄造廠會檢查合金成分、葉輪類型、鑄件重量、壁厚、葉片幾何形狀、加工餘量、公差等級、表面光潔度和檢驗要求。許多生產問題都可以在這個階段避免。薄葉尖、孤立的重型輪轂、銳角過渡和盲區清理等問題需要在開工前加以注意。.
這 蠟模 是在金屬模具中生產的。良好的蠟模注射控制有助於維持葉片厚度和輪轂同心度。操作員檢查模型是否有縮痕、變形、填充不完整和模具分型痕跡。然後,多個模型在生產過程中連接到流道系統。 集會. 澆口不僅影響進料,還會影響湍流、收縮、氧化物夾雜和切斷的難易度。.

期間 陶瓷殼 在建造過程中,將蠟模浸入漿料中,塗上耐火砂並乾燥。需塗覆多層,直至殼體達到所需強度。第一層塗層控製表面質量,而後續塗層則提供強度,以便進行脫蠟和澆注。殼體乾燥必須均勻。殘留的水分或強度不足的塗層會導致殼體開裂、夾雜物或金屬滲入。.
脫蠟 通常會使用高壓釜或閃燒法去除彈殼上的蠟層。然後將彈殼進行燒製,以燒掉殘留的蠟層並提高強度。. 砲彈射擊 還能使模具更接近澆注溫度。不銹鋼在澆注前需要熔化、進行化學調整和檢驗。 金屬澆鑄. 澆注溫度、殼體溫度和澆注速度需要與幾何形狀相符。薄葉片需要足夠的流動性,而厚重輪轂則需要充足的供料以避免收縮。.

後 冷卻, 陶瓷殼被移除。鑄件從澆注系統中切割下來,澆口被打磨,如果合金規格要求,零件將進行熱處理。奧氏體不銹鋼鑄件可能需要固溶處理,具體取決於牌號和使用要求。雙相不銹鋼需要更嚴格的熱控制,以避免有害相的形成。清洗,如果規格要求,則進行酸洗,以及 噴砂 為檢驗和加工做好表面準備。.
- 圖紙審核和可製造性檢查
- 蠟模注射和檢測
- 滑軌組裝和閘門控制
- 陶瓷殼體建造和乾燥
- 脫蠟、燒製、澆注和冷卻
- 切割、熱處理、清洗和噴丸

精確 CNC加工
鑄造過程塑造出液壓形狀,而機械加工則實現葉輪與泵浦軸之間的連接。 精密加工葉輪 通常需要車削、銑削、鏜削、鑽孔、鍵槽加工,有時需要五軸精加工。孔、輪轂端面、外徑、耐磨環座和平衡修正面必須作為一個功能係統來控制。.
轉彎 用於測量輪轂表面、直徑、輪轂台階和耐磨環位置。. 無聊的 控制軸的配合和同心度。. 銑削 可能需要對開放式葉片、鍵槽、槽口或平衡墊進行清潔。即使孔徑正確,偏離中心的鍵槽也會導致組裝跳動。平衡孔或校正面應在生產開始前確定,而不是在檢驗後臨時調整。.
典型公差取決於葉輪尺寸和泵浦的工況,但孔配合精度可控制在百分之幾毫米以內,而同心度和端面跳動通常比一般鑄造尺寸要求更高。密封件、孔和耐磨環區域的表面光潔度可能需要 Ra 0.8-3.2 微米。根據效率目標和成本,液壓表面可以保持鑄造狀態、進行機械加工、打磨或拋光。.
| 特徵 | 共同控制 | 為什麼這很重要 |
|---|---|---|
| 軸孔 | 尺寸、圓度、直線度 | 控製配合、扭矩傳遞和組裝振動 |
| 樞紐面 | 平坦性和平行性 | 支援正確的軸向定位和夾緊 |
| 配戴環形座椅 | 直徑和同心度 | 控制洩漏和套管間隙 |
| 鍵槽 | 寬度、深度、位置 | 防止裝配鬆動和跳動 |
| 風向通道 | 輪廓清理和毛邊去除 | 保護流動穩定性和效率 |
| 平衡面 | 庫存津貼和便利性 | 允許進行可控的體重調整 |
提示 2: 對於重複訂單,請製造商保留加工基準的控制方案。即使每個尺寸看起來都通過了檢驗,批次間基準的變更也可能導致跳動量變化。.


動態平衡和靜態平衡
平衡調整並非美容手術。不平衡的… 離心泵葉輪 產生的旋轉力會損壞軸承、機械密封、聯軸器和泵殼。轉速越高,這種影響越嚴重。對於高速運轉的小型葉輪而言,外徑處微小的質量誤差造成的危害可能比輪轂附近較大的誤差更大。.
靜平衡 可以修正單一較重點,適用於一些速度較慢或較窄的轉子。. 動態平衡 平衡儀用於測量兩個平面上的不平衡度,特別適用於較寬的葉輪、轉速較高的泵浦以及可靠性要求更高的應用。 ISO 21940 標準常用於衡量平衡品質。許多工業泵葉輪的規格為 G6.3 或 G2.5,而特殊設備可能需要更高的等級。正確的等級應根據轉速、轉子品質、工況和泵浦的設計來決定,而不是憑經驗。.
平衡校正可透過在核准區域內進行受控研磨、鑽孔或機械加工來實現。未經工程批准而從葉片上去除材料可能會影響水力性能或造成應力集中。可靠的供應商會記錄殘餘不平衡量、校正位置和檢驗日期,尤其是在OEM泵葉輪專案中,因為重複性至關重要。.
工程注意事項:平衡應在最終加工後進行,而非加工前。熱處理氧化皮去除、鏜孔加工、鍵槽切割和拋光等操作都可能改變平衡狀態。.

品質檢驗
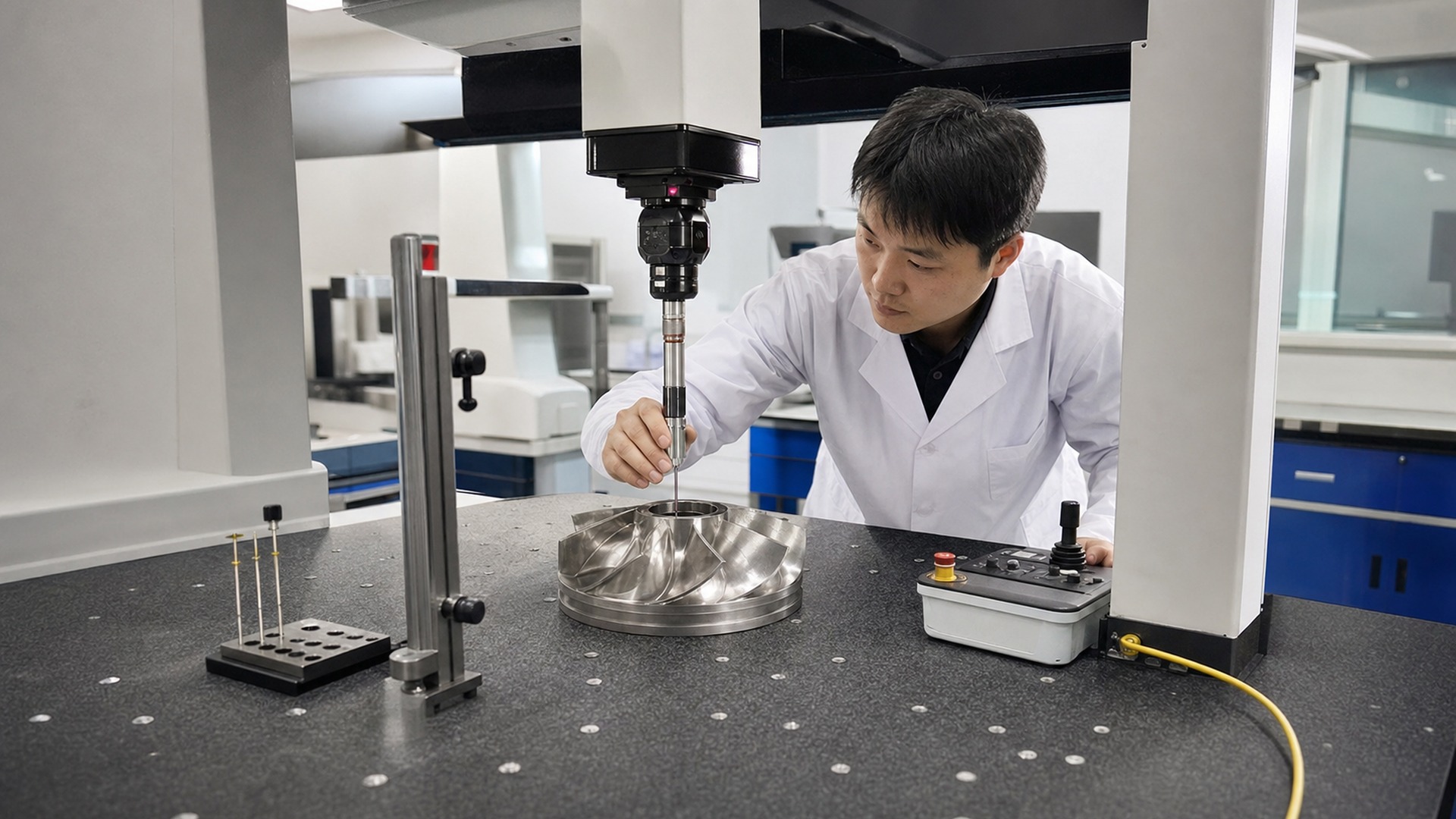
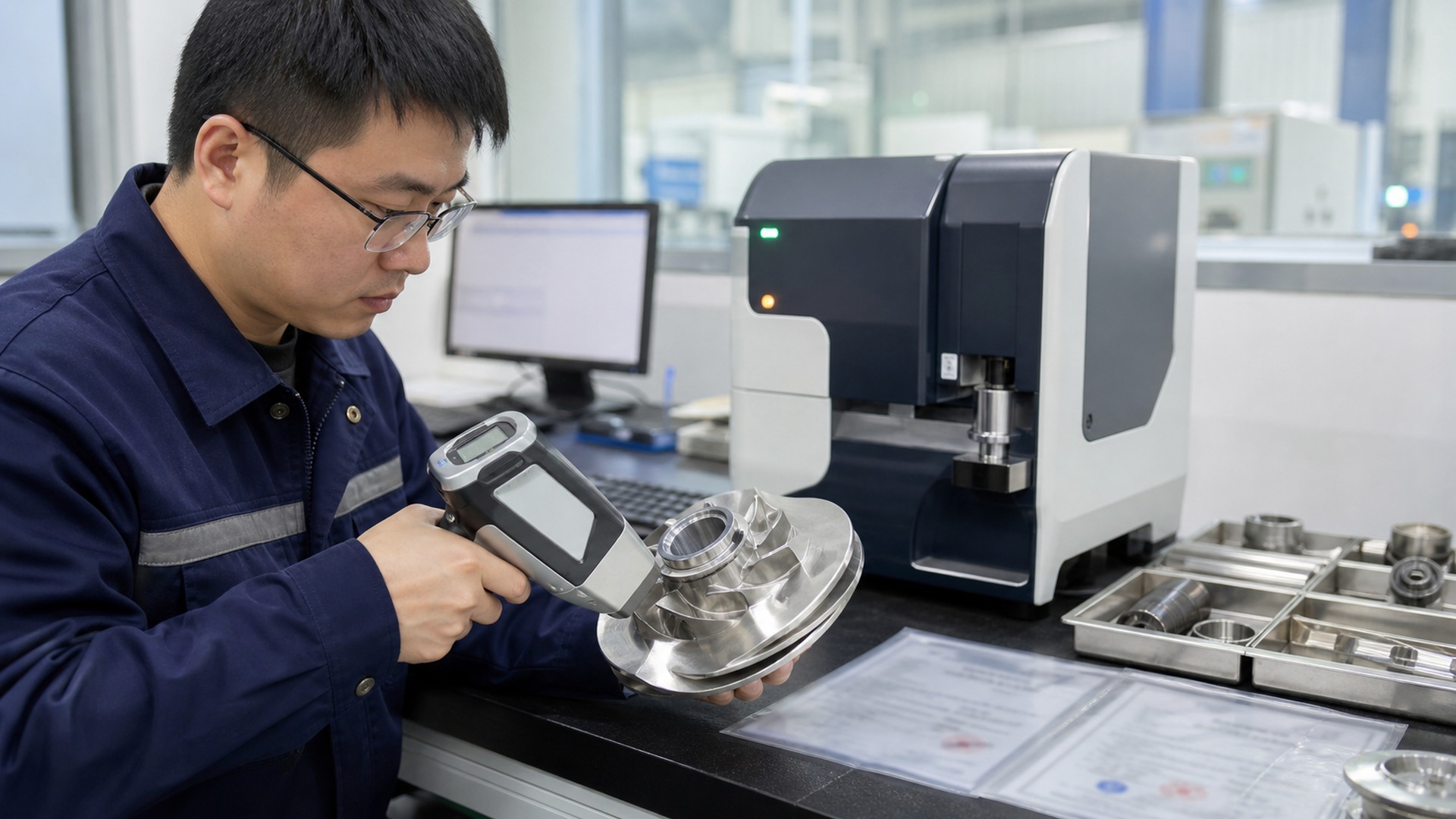
檢驗應涵蓋材料、幾何形狀、表面狀況和可追溯性。光譜儀用於驗證熔體化學成分。 PMI(正交材料鑑定)可在熱處理、機械加工或倉儲後確認合金成分。 CMM(三坐標測量機)檢測可用於確定孔位置、輪轂幾何形狀、葉片參考點和關鍵直徑。人工尺寸檢驗對於生產檢查仍然至關重要,尤其是在使用夾具和通止規比完整的CMM報告速度更快的情況下。.
硬度測試用於確認熱處理效果或材料狀態。密封面、孔和液壓表面可能需要進行表面粗糙度檢查。目視檢查仍然是檢測鑄造缺陷、磨痕、裂縫、倒扣、毛邊和搬運損傷的最重要方法之一。壓力測試僅適用於葉輪設計包含密封腔或焊接組件的情況;許多實心鑄造葉輪無需進行壓力測試。.
- 光譜儀:熔體化學成分和熱記錄驗證。.
- PMI:成品或半成品零件的合金成分確認。.
- 三坐標測量機:關鍵幾何形狀和基準關係檢查。.
- 硬度:熱處理和材料狀態參考。.
- 粗糙度:密封性、孔徑和液壓表面驗證。.
- 可追溯性:爐次號碼、工序單號、檢驗報告及出貨標記。.
品質控制流程:
- 審核圖紙、合金標準和檢驗等級。.
- 核實送來的蠟模和模具狀況。.
- 檢查殼體、熔體化學成分和澆注記錄。.
- 清潔和拆除澆口後,檢查鑄件表面。.
- 確認熱處理製程和材料可追溯性。.
- 檢查加工尺寸和跳動量。.
- 進行平衡並記錄剩餘不平衡量。.
- 完成最終外觀、粗糙度和包裝檢查。.
常見製造缺陷
大多數葉輪缺陷源自於金屬輸送、模具填充、殼體品質、熱處理、搬運或加工控制。. 收縮 在重型輪轂附近或厚薄過渡區域,當供料不足時,這種情況很常見。解決方案可能包括重新設計澆口、冒口、冷卻器,改變截面厚度或改變澆注溫度。. 孔隙率 氣孔可能來自氣體、湍流、熔體雜質、脫氧不良或殼體問題。在非關鍵區域,細小的圓形孔隙或許可以接受,但靠近孔道、葉片根部或耐磨環座的成簇孔隙則需要仔細檢查。.
運行不暢 當金屬無法完全填充薄壁部分時,就會發生這種情況,通常是因為金屬或殼體太冷、通道太薄或通風不良。. 冷關 當兩個金屬前端未完全熔合時就會發生這種情況。這兩種缺陷對葉片尖端和護罩邊緣的影響都比較嚴重。. 裂縫 裂縫可能由熱撕裂、冷卻過程中的應力、澆口去除不當或過度矯直引起。旋轉部件上的裂縫不應被視為簡單的外觀問題。.
砂粒包裹體 或陶瓷夾雜物通常表示殼體損壞、漿料層薄弱、清洗不徹底或澆注過程中出現湍流。. 變形 冷卻或熱處理過程中可能會發生這種情況,尤其是在薄壁開放式葉輪中。. 加工誤差 包括基準設定錯誤、孔徑過大、鍵槽偏移、刀具顫動、表面光潔度不佳或流道內殘留毛邊。有效的矯正措施不僅要修復零件,更要找出問題的根源。.
- 檢查清單 1:鑄造缺陷審查 – 確定缺陷的位置、大小、深度、頻率,以及缺陷是否到達加工區域或受力區域。.
- 檢查清單 2:加工缺陷審查 – 檢查基準設定、夾具重複性、刀具磨損、程序修訂和操作員檢查點。.
- 清單 3:驗收審核 – 將缺陷與圖面、標準、幫浦工作狀態和書面維修程序進行比較。.
提示 3: 對於新的葉輪模具,在批准批量生產之前,請務必進行首件檢驗。試運轉後調整閘門、加工餘裕或基準圖遠比整批貨物延誤後再進行調整要經濟得多。.
表面處理選項
表面處理取決於耐腐蝕要求、水壓性能和外觀。機械加工去除材料並形成功能性表面。噴丸處理可形成均勻的霧面並去除鑄造後的氧化皮。玻璃珠噴砂可獲得更光滑的緞面外觀,但應加以控制以避免引入污染物。酸洗可去除熱著色和氧化皮。鈍化處理可改善機械加工或清洗後不鏽鋼表面上富鉻鈍化層的性能。.
電解拋光可以降低微觀粗糙度並提高清潔度,特別適用於食品、製藥或衛生設備。但它不能取代正規的鑄造和機械加工。拋光並不能消除深層氣孔、疊層和裂痕。對於可見部件或非常光滑的液壓表面,可以要求鏡面拋光,但這會增加成本,並且如果製程控制不當,可能會導致邊緣變圓。.
對於相關的後加工工藝,買家可以將工藝預期與既定標準進行比較。 成品不銹鋼組件製造 實務上的關鍵在於盡可能透過可衡量的標準來明確所需的表面處理效果:Ra值、鈍化標準、外觀樣本、停用介質和清潔方法。.
典型應用
不銹鋼葉輪廣泛應用於多種泵浦類。化工泵需要合金材質與酸、鹼、溶劑或混合製程流體相容。船用泵浦需要耐鹽水、耐潮濕和耐電化學腐蝕。食品加工泵需要易於清潔的表面和符合衛生標準的材料。水處理幫浦可能需要處理含氯水、污泥、加藥化學物質或腐蝕性廢水。.
石油和天然氣泵浦可能需要雙相鋼或鎳合金材料,具體取決於氯化物、硫、溫度和壓力。礦用泵浦會接觸到磨蝕性固體,因此材料選擇必須同時考慮腐蝕和磨損。發電廠在冷卻、冷凝、鍋爐給水和輔助系統中使用葉輪。小型工業泵,包括一些 咖啡機零件 流體控制組件可能會使用微型不銹鋼葉輪,因為鑄造精度和加工重複性比零件尺寸更重要。.
- 化學幫浦和計量設備
- 船用和海水泵
- 食品加工和沖洗系統
- 水處理及廢水處理設備
- 石油和天然氣製程泵
- 採礦和泥漿泵
- 電廠輔助幫浦
- 咖啡機幫浦和小流體裝置
- 通用工業幫浦及維修零件

如何選擇可靠的泵葉輪製造商
選擇製造商 原廠泵浦葉輪 應該以工程控制為基礎,而不僅僅是單價。如果供應商無法保證缸徑、平衡鋼等級、合金成分或交貨期,那麼低價就毫無意義。最可靠的供應商通常樂於在生產開始前討論風險。.
- 檢查供應商是否了解幫浦的功能,而不僅僅是鑄造重量。.
- 詢問他們在開工前如何檢查葉片厚度、加工餘裕和澆口。.
- 確認可用材料,包括 CF8、CF8M、316L、雙相不鏽鋼和鎳合金(如有需要)。.
- 考察其不銹鋼和雙相鋼的熱處理能力和記錄。.
- 確認孔和耐磨環座的CNC設備、夾具方法和基準控制。.
- 詢問其平衡能力以及能夠提供證明文件的平衡標準。.
- 檢查檢測設備,例如光譜儀、PMI、CMM、硬度計和粗糙度儀。.
- 對新模具或關鍵泵浦專案要求進行首件檢驗。.
- 看看他們如何處理不合格鑄件,以及維修是否需要客戶批准。.
- 要求提供從爐號到最終發貨的可追溯性。.
- 確認包裝方法能夠保護加工面和薄葉片邊緣。.
- 在圖面審查過程中評估溝通品質;一開始不明確的問題往往會導致後期生產延誤。.
提示 4: 供應商如果詢問有關服務液、速度、平衡等級、檢驗等級和基準策略等方面的實際問題,通常是在保護項目,而不是使項目複雜化。.
如果該部分是更大範圍的一部分 OEM精密鑄造 在批量生產之前,應先完成程序設計、圖面核對、樣品審批、包裝和檢驗報告的準備工作。這樣的準備可以減少日後採購、工程和品質團隊對公差、外觀標準或測試記錄的不同解讀而產生的爭議。.
常見問題解答
1. 哪一種不銹鋼最適合用作泵葉輪?
沒有絕對的最佳等級。 CF8 或 304 型不鏽鋼適用於清潔、溫和的應用環境。 CF8M 或 316 型不鏽鋼更適合許多船舶、化學和沖洗應用。對於高氯化物、高強度或腐蝕性化學環境,可能需要使用雙相不銹鋼或鎳基合金。.
2. 熔模鑄造適用於所有泵浦葉輪嗎?
不。熔模鑄造適用於複雜形狀和中等產量,但大型葉輪、非常簡單的幾何形狀或極其緊湊的水力輪廓可能更適合採用砂型鑄造、製造、鍛造加機械加工或從坯料進行完全機械加工。.
3. 葉輪圖紙上應該包含哪些資訊?
圖紙應包括合金標準、熱處理、關鍵尺寸、基準方案、加工餘裕、表面光潔度、平衡等級、檢驗要求、數量、應用說明以及任何已批准的維修限值。.
4. 為什麼不銹鋼葉輪仍會發生腐蝕?
不銹鋼透過其表面形成的鈍化氧化鉻膜來抵抗腐蝕,但氯化物、低pH值、高溫、停滯區域、縫隙以及錯誤的清潔劑都會破壞這層保護膜。材料的選擇必須與實際的流體環境相符。.
5. CF8 和 CF8M 有什麼差別?
CF8是一種鑄造奧氏體不銹鋼,通常具有與304型不銹鋼相當的耐腐蝕性。 CF8M含有鉬,通常具有與316型不銹鋼相當的耐腐蝕性,尤其是在許多含氯化物環境中具有更優異的抗點蝕性能。.
6. 何時需要進行動態平衡?
對於轉速較高、葉輪尺寸較大或對性能要求較高的泵,動平衡是首選方案。當振動可能損壞軸承、密封件或聯軸器時,動平衡尤為重要。所需的動平衡等級應根據泵浦的設計和運轉轉速來決定。.
7. 鑄造缺陷可以修復嗎?
如果圖面和客戶標準允許,一些非關鍵性表面缺陷可以採用找平或焊接修復。裂縫、深層收縮、孔或葉片根部附近的缺陷以及高應力區域的缺陷,在接受任何修復方案之前都應仔細檢查。.
8. 加工葉輪孔的典型公差是多少?
公差取決於尺寸、配合和軸的設計。許多工業葉輪孔徑的控制精度可達百分之一毫米以內,但圖面應明確定義精確的公差、配合體系和鍵槽關係。.
9. 葉輪水力表面是否需要拋光?
拋光可以提高清潔度並降低表面阻力,但並非總是必要的。其益處取決於泵浦的尺寸、流體、工況和成本目標。去除毛邊和鑄造缺陷通常比提升外觀光澤度更為重要。.
10. 買方應要求隨貨附帶哪些文件?
常用文件包括材料證書、化學報告、熱處理記錄、尺寸報告、平衡報告、PMI 記錄、表面光潔度報告(如有需要)、裝箱單以及與爐號或批號相關的可追溯性資訊。.
11. 一種葉輪設計能否用於多種流體?
有時,材料、表面處理和間隙要求可能會發生變化。即使液壓系統運作正常,如果合金不適用於流體、溫度或清洗程序,幾何形狀仍可能過早失效。.
12. 樣品審批應該如何處理?
採用首件檢驗、材料核實、平衡記錄及目測標準。保留合格樣品或詳細照片以供日後對比,尤其要保留鑄造表面光潔度和過渡區域的樣品。.
最後想說的話
製造不銹鋼泵葉輪是一個環環相扣的過程。合金的選擇決定了零件的耐腐蝕性和耐高溫性能。鑄造控制決定了葉片的形狀並減少了內部缺陷。數控加工確保了機械配合的精度。動平衡則保護了旋轉組件。檢驗環節為買方提供了零件不僅形狀正確,而且可追溯、可重複的證據。.
正在尋找可靠的不銹鋼泵葉輪製造合作夥伴?
我們的工程團隊可以審核您的圖紙,推薦合適的材料和製造工藝,並在報價前提供切實可行的生產建議。.
如果您有任何技術問題,請隨時聯繫。 聯絡我們的工程團隊.







