La roue d'une pompe, bien que compacte, assure une part importante du travail hydraulique au sein d'une pompe centrifuge. La forme des aubes, la section de passage, la géométrie du moyeu, l'équilibrage et l'état de surface influencent la fluidité de l'entrée, de l'accélération et de la sortie du liquide. Une roue de qualité contribue à maintenir le rendement, le débit et la hauteur manométrique de la pompe au plus près de leurs valeurs nominales. À l'inverse, une roue de mauvaise qualité peut engendrer des pertes d'énergie, une surcharge des roulements, des vibrations, une usure prématurée des joints ou une défaillance précoce en milieu corrosif.
Ce guide explique comment un turbine de pompe en acier inoxydable La fabrication de ces pièces est généralement destinée à un usage industriel, depuis la sélection des matériaux et le moulage à cire perdue jusqu'à l'usinage CNC, l'équilibrage, le contrôle et la finition. Cette analyse adopte une perspective de production. Elle ne présuppose pas que le moulage soit systématiquement préférable à la fabrication ou à l'usinage à partir d'une billette. Le procédé le plus adapté dépend de la géométrie, des conditions d'utilisation, de la taille du lot, des exigences de contrôle et de la tolérance du client en matière de coût, de délai et de risque.
Note technique : les performances de la pompe sont conçues sur le papier, mais elles ne sont garanties qu’en atelier. De petites erreurs d’épaisseur des aubes, de concentricité du passage des pales ou d’équilibrage peuvent se manifester ultérieurement par du bruit, de la chaleur, des vibrations ou une perte de charge.

Qu'est-ce qu'une turbine de pompe en acier inoxydable ?
La roue en acier inoxydable est l'élément hydraulique rotatif qui transmet l'énergie mécanique de l'arbre au fluide. Dans une pompe centrifuge, la roue accélère le liquide de l'orifice vers le diamètre extérieur. La volute ou le diffuseur convertit ensuite une partie de cette vitesse en pression. L'acier inoxydable est privilégié lorsque le fluide pompé, le protocole de nettoyage, la température ou l'environnement sont susceptibles d'attaquer l'acier au carbone, le bronze, la fonte ou l'aluminium.
Plusieurs formes de turbines sont utilisées dans les pompes industrielles. turbine fermée Ce type de pompe possède des carénages avant et arrière autour des aubes. On le retrouve fréquemment dans les pompes pour liquides propres, alimentation de chaudières, traitement de l'eau, applications marines et dans de nombreuses pompes chimiques, car il offre un bon rendement avec des fuites internes maîtrisées. En revanche, les passages étroits sont moins tolérants à la présence de solides, de fibres ou de tartre.
UN turbine semi-ouverte Il possède un seul carénage, généralement situé à l'arrière. Il est plus facile à nettoyer et tolère une certaine quantité de particules en suspension, mais il nécessite un contrôle plus précis du jeu axial entre les extrémités des aubes et le carter ou la plaque d'usure. turbine ouverte Sans carénage, il est utilisé lorsque l'accès pour le nettoyage ou la manipulation de solides sont plus importants que le rendement maximal. Il peut convenir aux boues, à l'industrie agroalimentaire, aux eaux usées et à certaines applications de réparation, à condition que le carter et les surfaces d'usure soient conçus à cet effet.
Flux mixte Les turbines déplacent les fluides grâce à des composantes radiales et axiales. Elles sont utilisées lorsque le débit est élevé et la hauteur de chute modérée, comme dans les systèmes de circulation, d'irrigation et les grands réseaux d'adduction d'eau. Flux axial Les turbines propulsent le fluide principalement dans le sens de l'axe de l'arbre. Proches des hélices, elles sont utilisées pour des applications à haut débit et faible pression, comme la protection contre les inondations, le refroidissement par eau et la circulation de procédés.
- Turbine fermée : liquides propres, rendement supérieur, contrôle plus précis de la fonderie et de l’usinage.
- Turbine semi-ouverte : matières solides modérées, nettoyage plus facile, performances sensibles au jeu.
- Turbine ouverte : service de fluides solides ou visqueux, rendement inférieur, accès plus facile pour les réparations.
- Turbine à flux mixte : débit plus élevé avec une hauteur de refoulement modérée.
- Turbine à flux axial : débit très élevé avec faible hauteur de refoulement.

Choisir le bon matériau en acier inoxydable
Le choix des matériaux doit se baser sur le fluide, et non sur une habitude prise au catalogue. La teneur en chlorures, le pH, la température, les particules abrasives, les produits chimiques de nettoyage, le niveau d'oxygène et le cycle de service sont autant d'éléments importants. turbine en acier inoxydable 316 L'acier inoxydable duplex peut offrir de bonnes performances dans de nombreux environnements d'eau et de produits chimiques, mais la même nuance peut se corroder rapidement en milieu chloré chaud. Il peut résoudre les problèmes de résistance et de résistance aux chlorures, mais il impose des exigences plus strictes en matière de traitement thermique et de contrôle en fonderie.
Pour les turbines moulées, les acheteurs rencontrent souvent les appellations CF8 et CF8M plutôt que 304 et 316. CF8 est l'équivalent moulé généralement associé à une composition chimique de type 304. CF8M est la nuance moulée contenant du molybdène généralement associée à une résistance à la corrosion de type 316. Turbine CF8 peut être économique pour l'eau claire, les fluides légèrement corrosifs et les pompes industrielles générales. turbine CF8M est généralement privilégié pour les équipements marins, chimiques et alimentaires où une meilleure résistance à la corrosion par piqûres est requise.
L'acier inoxydable 316L est utilisé lorsque sa faible teneur en carbone contribue à réduire les risques de sensibilisation après soudage ou exposition thermique. Pour les turbines entièrement moulées et usinées, sans soudage, l'acier inoxydable 316L peut néanmoins être spécifié par le client. Les aciers duplex 2205 et super duplex 2507 sont utilisés lorsque la résistance à la corrosion sous contrainte par les chlorures, une résistance mécanique élevée ou l'exposition à l'eau de mer constituent des préoccupations majeures. Les aciers inoxydables réfractaires et les alliages de nickel sont choisis pour les équipements fonctionnant aux gaz chauds, aux huiles chaudes, aux produits chimiques agressifs ou aux hautes températures, pour lesquels les aciers inoxydables austénitiques ordinaires ne conviennent plus.
| Matériel | Utilisation typique | Points forts | Points de surveillance |
|---|---|---|---|
| 304 / CF8 | Eau propre, service chimique doux, pompes industrielles générales | Bonne résistance à la corrosion, bonne aptitude au coulage, économique | Résistance limitée aux chlorures par rapport aux nuances de molybdène |
| 316 / CF8M | Pompes marines, pompes chimiques, équipements de nettoyage et d'assainissement pour l'industrie alimentaire | Meilleure résistance à la piqûre, largement acceptée pour les pièces de pompes d'origine. | Toujours vulnérables dans des conditions à forte concentration de chlorure ou en eau chaude stagnante. |
| 316L | Assemblages soudés, équipements sanitaires, pièces à faible empreinte carbone spécifiées par le client | Risque de sensibilisation réduit, bonne compatibilité chimique | Sa résistance peut être inférieure à celle de certaines alternatives duplex. |
| 2205 Duplex | Eau de mer, saumure, composants de pompes haute pression | Haute résistance, meilleure résistance à la corrosion sous contrainte par les chlorures | Nécessite un traitement de solution et un équilibre de phase appropriés. |
| 2507 Duplex | Service en milieu chloré sévère, en mer et soumis à des conditions chimiques exigeantes | très haute résistance à la corrosion par piqûres et grande solidité | Coût plus élevé et contrôle plus strict des fonderies |
| Acier inoxydable résistant à la chaleur | Fluides de traitement chauds, équipements liés aux fours ou thermiques | Résistance à l'oxydation et à la température | Vérifier les propriétés mécaniques à la température de service |
| Alliage de nickel | Produits chimiques très agressifs ou corrosion à haute température | Excellente résistance à la corrosion ou à la chaleur dans certains milieux | Coût élevé, complexité d'usinage, délai de livraison plus long |
Conseil n° 1 : Ne vous fiez pas uniquement à la dénomination d'un alliage pour l'approuver. Demandez la norme, les limites chimiques, les conditions de traitement thermique et les hypothèses de corrosion. Pour les roues moulées, vérifiez également si la nuance sera indiquée par numéro de coulée et confirmée par des données de spectrométrie ou d'analyse PMI.

Investissement Fonderie Procédé pour les turbines de pompe
Coulée de précision, Le moulage à cire perdue, souvent appelé moulage de précision, est largement utilisé pour les géométries complexes de roues car il permet de réaliser des aubes courbes, des moyeux, des enveloppes et des contours internes avec moins de matière à usiner que le moulage au sable. Pour de nombreux programmes de fabrication de roues de pompes par les équipementiers, le moulage de précision offre un compromis idéal entre précision de forme, état de surface, répétabilité et coût.
Le processus commence par examen des dessins techniques. La fonderie vérifie l'alliage, le type de roue, le poids de la pièce moulée, l'épaisseur des parois, la géométrie des aubes, la surépaisseur d'usinage, la classe de tolérance, l'état de surface et les exigences d'inspection. C'est à cette étape que de nombreux problèmes de production peuvent être évités. Les extrémités d'aubes fines, les moyeux lourds isolés, les transitions de section abruptes et les zones de nettoyage difficiles d'accès nécessitent une attention particulière avant le début de l'outillage.
Le modèle en cire La pièce est produite dans une matrice métallique. Un bon contrôle de l'injection de cire permet de maintenir l'épaisseur des ailettes et la concentricité du moyeu. Les opérateurs vérifient l'absence de retassures, de déformations, de remplissage incomplet et de marques de jointure de la matrice. Plusieurs pièces sont ensuite assemblées à un système de canaux. assemblée. Le contrôle de l'alimentation n'est pas seulement un problème d'alimentation ; il affecte également la turbulence, le retrait, l'inclusion d'oxyde et la facilité de coupure.

Pendant coquille en céramique Lors de la fabrication, l'assemblage en cire est trempé dans une barbotine, recouvert de sable réfractaire et séché. Plusieurs couches sont appliquées jusqu'à ce que la coque atteigne la résistance requise. La première couche contrôle la qualité de la surface, tandis que les couches suivantes assurent la résistance nécessaire au déparaffinage et au coulage. Le séchage de la coque doit être uniforme. L'humidité résiduelle ou des couches fragiles peuvent provoquer des fissures, des inclusions ou des pénétrations de métal.
Déparaffinage On enlève la cire, généralement par autoclave ou par cuisson flash. La coque est ensuite cuite pour brûler les résidus de cire et augmenter sa résistance. tirs d'obus Cela permet également de rapprocher le moule de la température de coulée. L'acier inoxydable est fondu, ajusté chimiquement et contrôlé avant. coulée de métal. La température de coulée, la température de la coquille et la vitesse de coulée doivent être adaptées à la géométrie. Les ailettes fines nécessitent une fluidité suffisante, tandis que les moyeux épais requièrent une alimentation adéquate pour éviter le retrait.

Après refroidissement, La coquille en céramique est retirée. Les pièces moulées sont extraites du système de canaux d'alimentation, les points d'injection sont rectifiés et les pièces subissent un traitement thermique si la spécification de l'alliage l'exige. Les pièces moulées en acier inoxydable austénitique peuvent nécessiter un traitement de mise en solution selon la nuance et les exigences de service. Les nuances duplex nécessitent un contrôle thermique beaucoup plus strict afin d'éviter la formation de phases indésirables. Nettoyage, décapage si spécifié, et dynamitage préparer la surface pour l'inspection et l'usinage.
- Examen des dessins et vérification de la fabricabilité
- Injection et inspection du modèle en cire
- Assemblage des canaux et contrôle de l'alimentation
- Fabrication et séchage de coquilles en céramique
- Déparaffinage, cuisson, coulage et refroidissement
- Découpe, traitement thermique, nettoyage et grenaillage

Précision Usinage CNC
Le moulage crée la forme hydraulique, mais l'usinage établit la liaison entre la roue et l'arbre de la pompe. turbine usinée avec précision L'usinage nécessite généralement des opérations de tournage, de fraisage, d'alésage, de perçage, d'usinage de rainures de clavette et parfois de finition cinq axes. L'alésage, les faces du moyeu, le diamètre extérieur, les sièges de bagues d'usure et les surfaces de correction d'équilibrage doivent être contrôlés comme un système fonctionnel unique.
Tournant Il est utilisé pour les faces, les diamètres, les épaulements de moyeu et les emplacements des bagues d'usure. Ennuyeux contrôle l'ajustement et la concentricité de l'arbre. Fraisage Des opérations de nettoyage des aubes ouvertes, des rainures de clavette, des fentes ou des patins d'équilibrage peuvent être nécessaires. Une rainure de clavette décentrée peut engendrer un faux-rond d'assemblage, même si le diamètre d'alésage est correct. L'alésage d'équilibrage ou les surfaces de correction doivent être définis avant le début de la production et non improvisés après inspection.
Les tolérances typiques dépendent de la taille de la roue et du service de la pompe, mais les ajustements d'alésage peuvent être contrôlés à quelques centièmes de millimètre près, tandis que la concentricité et le faux-rond des faces sont souvent plus précis que les dimensions générales de fonderie. L'état de surface des zones d'étanchéité, d'alésage et de bague d'usure peut nécessiter une rugosité Ra de 0,8 à 3,2 micromètres. Les surfaces hydrauliques peuvent être laissées brutes de fonderie, usinées, adoucies ou polies selon l'objectif de rendement et le coût.
| Fonctionnalité | Contrôle commun | Pourquoi c'est important |
|---|---|---|
| Alésage de l'arbre | Taille, rondeur, rectitude | Ajustement des commandes, transfert de couple et vibrations d'assemblage |
| Hub fait face | Planéité et parallélisme | Assure un positionnement axial et un serrage corrects |
| Siège annulaire d'usure | Diamètre et concentricité | Contrôle les fuites et le jeu du boîtier |
| Keyway | Largeur, profondeur, position | Empêche le desserrage et le faux-rond lors de l'assemblage. |
| passages d'ailettes | Nettoyage du profil et ébavurage | Protège la stabilité et l'efficacité du flux |
| surfaces d'équilibre | allocation de stock et accessibilité | Permet une correction de poids contrôlée |
Conseil n° 2 : Pour les commandes répétées, demandez au fabricant de mettre en place un plan de contrôle des références d'usinage. Le changement de références entre les lots peut modifier le faux-rond, même si toutes les dimensions semblent conformes au contrôle.


Équilibrage dynamique et équilibrage statique
L'équilibrage n'est pas une opération esthétique. Un déséquilibre turbine de pompe centrifuge Elle crée une force de rotation susceptible d'endommager les roulements, les joints mécaniques, les accouplements et le corps de pompe. Cet effet s'aggrave avec l'augmentation de la vitesse. Pour les petites roues tournant à grande vitesse, une légère erreur de masse au niveau du diamètre extérieur peut engendrer davantage de problèmes qu'une erreur beaucoup plus importante près du moyeu.
Équilibrage statique Il corrige un point faible précis et est utile pour certains rotors plus lents ou plus étroits. Équilibrage dynamique L'équilibrage mesure le déséquilibre sur deux plans et est recommandé pour les roues de grande largeur, les pompes à grande vitesse et les applications exigeant une fiabilité accrue. La norme ISO 21940 est couramment utilisée pour évaluer la qualité de l'équilibrage. De nombreuses roues de pompes industrielles sont spécifiées autour de G6.3 ou G2.5, tandis que certains équipements spéciaux peuvent nécessiter des classes d'équilibrage plus strictes. Le choix de la classe appropriée doit se baser sur la vitesse, la masse du rotor, le service et la conception de la pompe, et non sur des habitudes.
La correction de l'équilibrage peut être effectuée par rectification, perçage ou usinage contrôlés dans les zones approuvées. Tout enlèvement de matière d'une aube sans accord préalable d'un ingénieur peut perturber les performances hydrauliques ou créer une concentration de contraintes. Un fournisseur fiable consigne le déséquilibre résiduel, les emplacements des corrections et la date d'inspection, notamment pour les programmes de fabrication de roues de pompes OEM où la répétabilité est essentielle.
Note technique : l’équilibrage doit être effectué après l’usinage final, et non avant. Le décapage thermique, l’usinage des alésages, le fraisage des rainures de clavette et le polissage peuvent tous modifier l’équilibre.

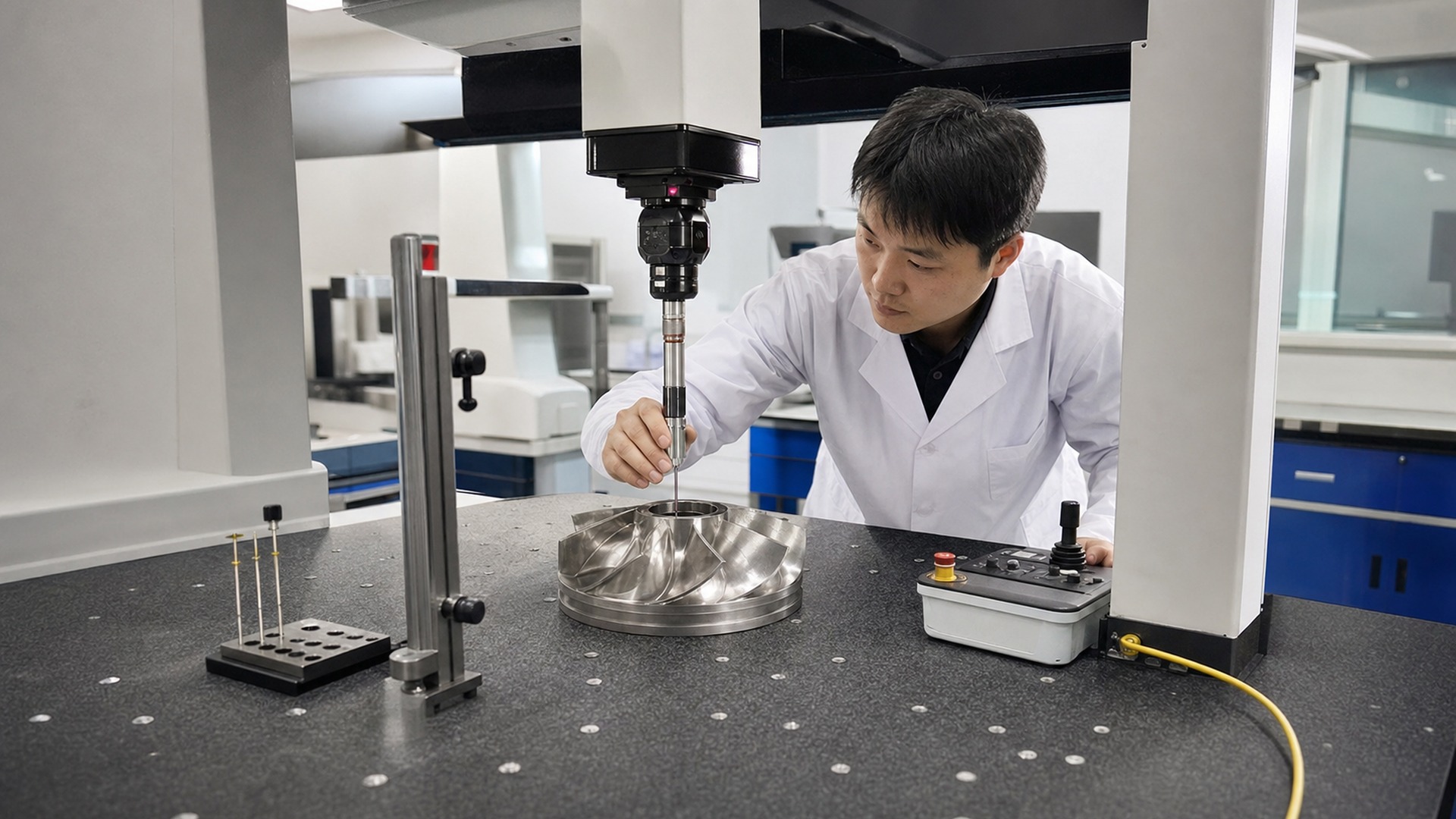
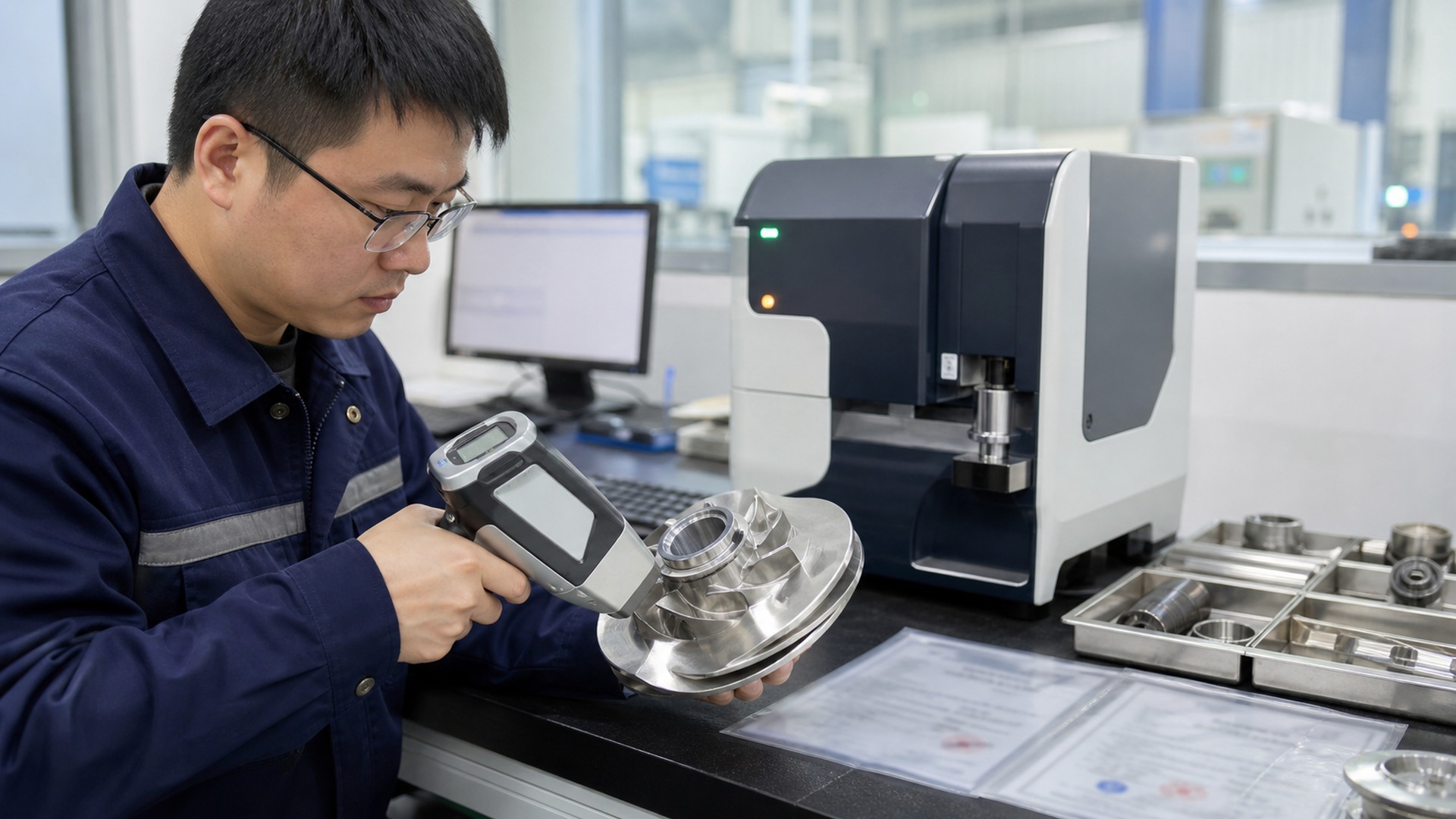
Inspection de la qualité
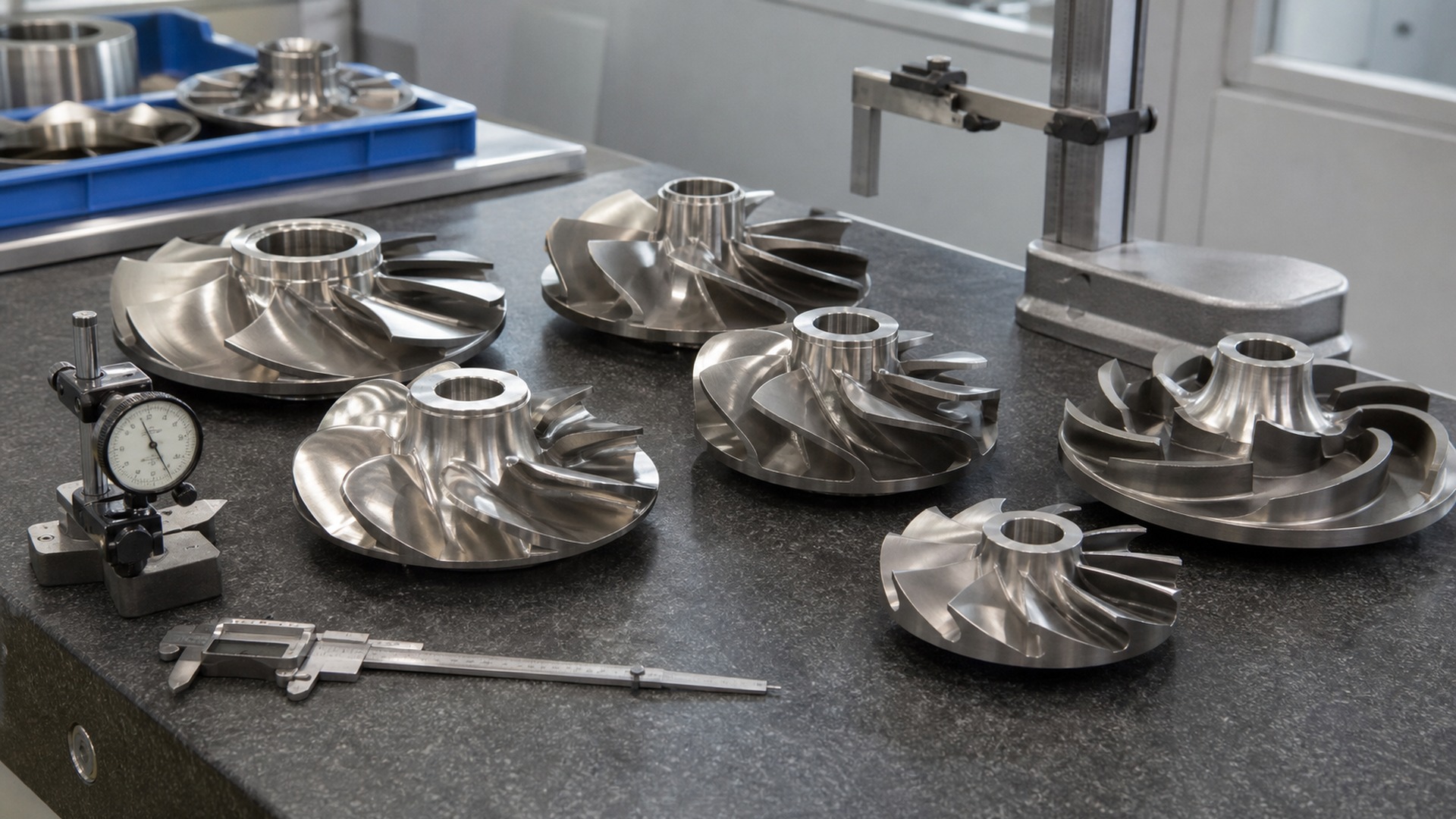
L'inspection doit porter sur le matériau, la géométrie, l'état de surface et la traçabilité. Un spectromètre vérifie la composition chimique du bain fondu. L'analyse PMI permet de confirmer l'identité de l'alliage après traitement thermique, usinage ou stockage en entrepôt. L'inspection par machine à mesurer tridimensionnelle (MMT) est utile pour le positionnement de l'alésage, la géométrie du moyeu, les points de référence des aubes et les diamètres critiques. Le contrôle dimensionnel manuel reste important pour les vérifications de production, notamment lorsque les montages et les calibres de conformité sont plus rapides que les rapports MMT complets.
Les essais de dureté confirment la réponse au traitement thermique ou l'état du matériau. Des contrôles de rugosité de surface peuvent être nécessaires sur les faces d'étanchéité, les alésages et les surfaces hydrauliques. L'inspection visuelle demeure l'un des principaux moyens de contrôle des défauts de fonderie, des marques de rectification, des fissures, des contre-dépouilles, des bavures et des dommages liés à la manipulation. Les essais de pression ne sont requis que si la conception de la roue comprend des cavités étanches ou des assemblages soudés ; de nombreuses roues monoblocs moulées n'en nécessitent pas.
- Spectromètre : vérification de la chimie de fusion et des enregistrements thermiques.
- PMI : confirmation de l’alliage sur les pièces finies ou semi-finies.
- CMM : vérifications critiques de la géométrie et des relations de référence.
- Dureté : référence au traitement thermique et à l'état du matériau.
- Rugosité : vérification de l'étanchéité, de l'alésage et de la surface hydraulique.
- Traçabilité : numéro de lot, bordereau de suivi, rapport d'inspection et marquage d'expédition.
Flux de contrôle qualité :
- Examiner le dessin, la norme de l'alliage et le niveau d'inspection.
- Vérifier l'état du modèle en cire et de l'outillage à réception.
- Inspecter la coquille, la chimie de fusion et le registre de coulée.
- Vérifier la surface de la pièce moulée après nettoyage et retrait de la porte.
- Vérifier le traitement thermique et la traçabilité des matériaux.
- Contrôler les dimensions usinées et le faux-rond.
- Effectuez l'équilibrage et enregistrez le déséquilibre résiduel.
- Effectuer les derniers contrôles visuels, de rugosité et d'emballage.
Défauts de fabrication courants
La plupart des défauts des turbines proviennent de l'alimentation en métal, du remplissage du moule, de la qualité de la coque, du traitement thermique, de la manutention ou du contrôle de l'usinage. Rétrécissement Ce phénomène est fréquent à proximité des zones de forte épaisseur ou des transitions entre épaisseurs variables lorsque l'alimentation est insuffisante. La solution peut inclure la modification des points d'injection, des colonnes montantes, des refroidisseurs, de l'épaisseur des sections ou de la température de coulée. Porosité Ces défauts peuvent être dus à des gaz, des turbulences, une fusion impure, une désoxydation insuffisante ou des problèmes de coquille. De petits pores arrondis peuvent être acceptables dans les zones non critiques, mais les amas de pores près de l'alésage, de la base des aubes ou du siège de la bague d'usure nécessitent un examen attentif.
Erreur de fonctionnement Cela se produit lorsque le métal ne remplit pas complètement les sections minces, souvent parce que le métal ou la coque est trop froid, que le passage est trop mince ou que la ventilation est insuffisante. Fermeture à froid Ce défaut survient lorsque deux faces métalliques se rejoignent sans fusion adéquate. Ces deux types de défauts sont graves, tant à l'extrémité des ailettes qu'aux bords de l'enveloppe. Fissures Les fissures peuvent être dues à la fissuration à chaud, aux contraintes lors du refroidissement, à un mauvais enlèvement de matière ou à un redressage agressif. Sur les pièces rotatives, les fissures ne doivent pas être considérées comme un simple défaut esthétique.
inclusion de sable La présence d'inclusions céramiques indique généralement des dommages à la coquille, des couches de barbotine faibles, un nettoyage insuffisant ou des turbulences lors du coulage. Gauchissement peuvent se produire lors du refroidissement ou du traitement thermique, notamment dans les turbines ouvertes minces. Erreur d'usinage Cela inclut un mauvais réglage de référence, un alésage surdimensionné, un décalage de rainure de clavette, des vibrations d'outil, un état de surface incorrect ou des bavures résiduelles dans les passages d'écoulement. Une bonne action corrective doit identifier la source du problème, et non se contenter de réparer la pièce.
- Liste de contrôle 1 : examen des défauts de moulage – identifier l’emplacement, la taille, la profondeur, la fréquence et déterminer si le défaut atteint une zone usinée ou soumise à des contraintes.
- Liste de contrôle 2 : examen des défauts d’usinage – vérifier la configuration des données de référence, la répétabilité du montage, l'usure des outils, la révision du programme et les points d'inspection de l'opérateur.
- Liste de contrôle 3 : examen d'acceptation – comparer le défaut au dessin, à la norme, au service de la pompe et à la procédure de réparation écrite.
Conseil n° 3 : Pour les nouveaux outillages de turbines, effectuez un contrôle du premier prototype avant d'approuver la production en série. Il est beaucoup moins coûteux d'ajuster les points d'injection, les ébauches usinées ou les plans de référence après un essai qu'après un retard de livraison.
Options de finition de surface
La finition de surface dépend des exigences en matière de corrosion, des performances hydrauliques et de l'aspect recherché. L'usinage enlève de la matière et crée des surfaces fonctionnelles. Le grenaillage permet d'obtenir une surface mate uniforme et d'éliminer la calamine après la coulée. Le microbillage aux billes de verre confère un aspect satiné plus lisse, mais doit être maîtrisé afin d'éviter toute contamination. Le décapage élimine les traces de chaleur et la calamine. La passivation améliore la couche passive riche en chrome présente sur les surfaces en acier inoxydable après usinage ou nettoyage.
L'électropolissage permet de réduire la microrugosité et d'améliorer la nettoyabilité, notamment pour les équipements alimentaires, pharmaceutiques ou sanitaires. Il ne remplace pas un moulage et un usinage appropriés. Les porosités profondes, les replis et les fissures ne disparaissent pas du seul fait du polissage. Une finition miroir peut être demandée pour les pièces visibles ou les surfaces hydrauliques très lisses, mais elle augmente le coût et peut engendrer un arrondissement des arêtes si le procédé n'est pas maîtrisé.
Pour les aspects liés à la finition, les acheteurs peuvent comparer leurs attentes en matière de processus avec les normes établies. fabrication de composants finis en acier inoxydable Il s'agit de spécifier la finition requise par des critères mesurables chaque fois que cela est possible : valeur Ra, norme de passivation, échantillon visuel, milieux interdits et méthode de nettoyage.
Applications typiques
Les turbines en acier inoxydable sont utilisées dans de nombreuses familles de pompes. Les pompes chimiques nécessitent un alliage compatible avec les acides, les bases, les solvants ou les fluides de process mixtes. Les pompes marines doivent résister à l'eau salée, à l'humidité et aux conditions galvaniques. Les pompes pour l'industrie agroalimentaire requièrent des surfaces nettoyables et des matériaux conformes aux normes sanitaires. Les pompes de traitement de l'eau peuvent traiter de l'eau chlorée, des boues, des produits chimiques de dosage ou des eaux usées corrosives.
Les pompes pour l'industrie pétrolière et gazière peuvent nécessiter des matériaux en duplex ou en alliage de nickel en fonction de la teneur en chlorures et en soufre, de la température et de la pression. Les pompes minières sont exposées à des solides abrasifs ; le choix des matériaux doit donc prendre en compte la corrosion et l'usure. Les centrales électriques utilisent des turbines pour le refroidissement, le traitement des condensats, l'alimentation des chaudières et les systèmes auxiliaires. Les petites pompes industrielles, y compris certaines… pièces de machine à café et les ensembles de contrôle des fluides peuvent utiliser des turbines miniatures en acier inoxydable lorsque la précision du moulage et la répétabilité de l'usinage sont plus importantes que ne le suggère la taille de la pièce.
- Pompes chimiques et équipements de dosage
- Pompes marines et à eau de mer
- Systèmes de traitement et de lavage des aliments
- équipement de traitement de l'eau et des eaux usées
- Pompes de traitement du pétrole et du gaz
- Pompes minières et à boues
- pompes auxiliaires de centrale électrique
- pompes pour machines à café et petits dispositifs fluidiques
- Pompes industrielles générales et pièces de rechange

Comment choisir un fabricant de turbines de pompe fiable
Choisir un fabricant pour un turbine de pompe d'origine Le prix de revient doit reposer sur une maîtrise technique, et non uniquement sur le prix unitaire. Un devis bas est inutile si le fournisseur ne peut garantir l'alésage, la nuance d'alliage, la composition chimique ni le délai de livraison. Les fournisseurs les plus fiables sont généralement disposés à discuter des risques avant le début de la production.
- Vérifiez si le fournisseur comprend le fonctionnement de la pompe, et pas seulement le poids de la pièce moulée.
- Demandez-leur comment ils vérifient l'épaisseur des aubes, la surépaisseur d'usinage et le système d'alimentation avant l'outillage.
- Confirmer les matériaux disponibles, y compris CF8, CF8M, 316L, duplex et alliages de nickel si nécessaire.
- Examinez leurs capacités de traitement thermique et leurs antécédents en matière de traitement des aciers inoxydables et duplex.
- Confirmer l'équipement CNC, la méthode de fixation et le contrôle des données de référence pour les alésages et les sièges de bagues d'usure.
- Demandez-leur leurs capacités d'équilibrage et la norme d'équilibrage qu'ils peuvent documenter.
- Examiner les équipements d'inspection tels que le spectromètre, le PMI, la machine à mesurer tridimensionnelle (MMT), le testeur de dureté et le testeur de rugosité.
- Demander une première inspection du premier article pour les nouveaux outillages ou les programmes de pompes critiques.
- Vérifiez comment ils gèrent les pièces moulées non conformes et si la réparation nécessite l'approbation du client.
- Demandez une traçabilité depuis le numéro de lot jusqu'à l'expédition finale.
- Vérifier les méthodes d'emballage qui protègent les faces usinées et les bords fins des ailettes.
- Évaluer la qualité de la communication lors de la revue des dessins ; les questions imprécises au départ entraînent souvent des retards de production ultérieurs.
Conseil n°4 : Un fournisseur qui pose des questions pratiques sur le fluide de service, la vitesse, le grade d'équilibrage, le niveau d'inspection et la stratégie de référence protège généralement le projet au lieu de le compliquer.
Si la partie fait partie d'un ensemble plus vaste moulage de précision OEM Avant de lancer la production en série, il convient de programmer, d'harmoniser les plans, les approbations d'échantillons, les emballages et les rapports d'inspection. Cette préparation permet d'éviter les désaccords ultérieurs lorsque les tolérances, les normes esthétiques ou les résultats d'essais sont interprétés différemment par les équipes achats, ingénierie et qualité.
Foire aux questions
1. Quel est le meilleur acier inoxydable pour une turbine de pompe ?
Il n'existe pas de nuance d'acier inoxydable idéale. L'acier inoxydable de type CF8 ou 304 convient aux environnements propres et peu agressifs. L'acier inoxydable de type CF8M ou 316 est plus adapté à de nombreuses applications marines, chimiques et de lavage intensif. Les alliages duplex ou de nickel peuvent être nécessaires pour les environnements fortement chlorés, les applications à haute résistance ou les environnements chimiques agressifs.
2. Le moulage à la cire perdue convient-il à toutes les roues de pompe ?
Non. Le moulage à la cire perdue est une solution efficace pour les formes complexes et les volumes de production moyens, mais les grandes turbines, les géométries très simples ou les profils hydrauliques extrêmement précis peuvent être mieux réalisés par moulage au sable, fabrication, forgeage suivi d'usinage ou usinage complet à partir d'une billette.
3. Quelles informations doivent figurer sur un dessin de turbine ?
Le dessin doit inclure la norme de l'alliage, le traitement thermique, les dimensions critiques, le système de référence, la tolérance d'usinage, l'état de surface, la nuance d'équilibrage, les exigences d'inspection, la quantité, les notes d'application et toutes les limites de réparation approuvées.
4. Pourquoi les turbines en acier inoxydable se corrodent-elles encore ?
L'acier inoxydable résiste à la corrosion grâce à une couche passive d'oxyde de chrome, mais les chlorures, un pH bas, les températures élevées, les zones stagnantes, les crevasses et les produits de nettoyage inadaptés peuvent altérer cette protection. Le choix du matériau doit être adapté au milieu fluide réel.
5. Quelle est la différence entre CF8 et CF8M ?
L'acier CF8 est un acier inoxydable austénitique moulé, généralement associé à une résistance à la corrosion de type 304. L'acier CF8M contient du molybdène et est généralement associé à une résistance de type 316, notamment une meilleure résistance à la corrosion par piqûres dans de nombreux environnements chlorés.
6. Quand l'équilibrage dynamique est-il nécessaire ?
L'équilibrage dynamique est préférable pour les roues à grande vitesse, de grand diamètre ou plus critiques. Il est particulièrement important lorsque les vibrations risquent d'endommager les roulements, les joints d'étanchéité ou les accouplements. Le degré d'équilibrage requis doit être défini par la conception de la pompe et sa vitesse de service.
7. Les défauts de moulage peuvent-ils être réparés ?
Certains défauts de surface non critiques peuvent être comblés ou réparés par soudure si le plan et les exigences du client le permettent. Les fissures, les retraits importants, les défauts près de l'alésage ou de la base de l'aube et les défauts dans les zones de fortes contraintes doivent être examinés attentivement avant toute réparation.
8. Quelle est la tolérance typique pour un alésage de turbine usiné ?
La tolérance dépend des dimensions, de l'ajustement et de la conception de l'arbre. Si de nombreux alésages de turbines industrielles sont contrôlés au centième de millimètre près, le dessin doit préciser la tolérance exacte, le système d'ajustement et le rapport de clavette.
9. Les surfaces hydrauliques de la turbine doivent-elles être polies ?
Le polissage peut améliorer la nettoyabilité et réduire la friction de surface, mais il n'est pas toujours nécessaire. Son intérêt dépend de la taille de la pompe, du fluide utilisé, du service requis et du budget. L'élimination des bavures et des irrégularités de fonderie est généralement plus importante que la brillance esthétique.
10. Quels documents les acheteurs doivent-ils demander avec l'expédition ?
Les documents courants comprennent le certificat de matériau, le rapport chimique, le rapport de traitement thermique, le rapport dimensionnel, le rapport d'équilibrage, l'enregistrement PMI, le rapport de finition de surface si nécessaire, la liste de colisage et les informations de traçabilité liées au numéro de coulée ou au numéro de lot.
11. Une seule conception de turbine peut-elle être utilisée pour plusieurs fluides ?
Parfois, mais les exigences en matière de matériaux, de finition et de jeu peuvent varier. Une géométrie fonctionnant hydrauliquement peut néanmoins présenter une défaillance prématurée si l'alliage est inadapté au fluide, à la température ou à la procédure de nettoyage.
12. Comment l'approbation des échantillons doit-elle être gérée ?
Utilisez l'inspection du premier article, la vérification des matériaux, les relevés de pesée et les critères visuels. Conservez des échantillons approuvés ou des photos détaillées pour des comparaisons ultérieures, notamment pour l'état de surface des pièces moulées et les zones de raccord.
Réflexions finales
La fabrication d'une roue de pompe en acier inoxydable est un processus complexe. Le choix de l'alliage protège la pièce contre la corrosion et les variations de température. Le contrôle de la fonderie permet de définir la forme des aubes et de réduire les défauts internes. L'usinage CNC assure un ajustement mécanique précis. L'équilibrage garantit la stabilité de l'ensemble rotatif. Le contrôle qualité apporte à l'acheteur la preuve que la pièce est non seulement conforme aux spécifications, mais aussi traçable et reproductible.
Vous recherchez un partenaire de fabrication fiable pour les turbines de pompes en acier inoxydable ?
Notre équipe d'ingénieurs peut examiner vos plans, recommander les matériaux et les procédés de fabrication appropriés et vous fournir des suggestions pratiques de production avant l'établissement du devis.
Si vous avez des questions techniques, n'hésitez pas à Contactez notre équipe d'ingénieurs.







