Service local, capacités mondiales.
Service local, capacités mondiales.
Notre service d'électroérosion permet de traiter des formes complexes dans des matériaux durs avec une grande précision et efficacité, offrant ainsi une solution de production flexible et précise pour les pièces sur mesure.
Obtenez un devis rapide
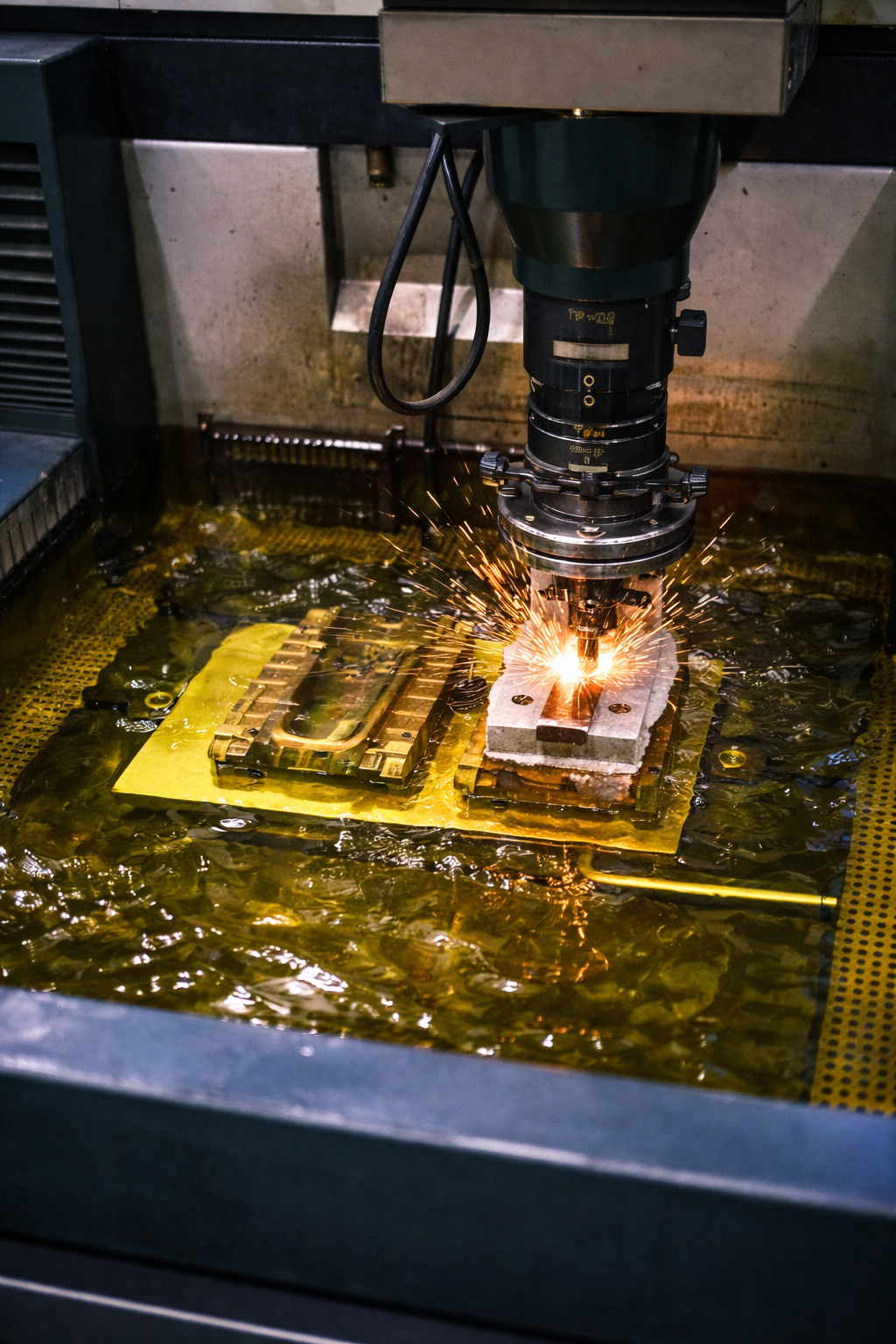
S'appuyant sur un usinage par électroérosion de précision pour fabriquer des pièces de précision présentant des caractéristiques difficiles à réaliser par usinage CNC, telles que des angles vifs, des parois minces, des rainures profondes et des cavités étroites.
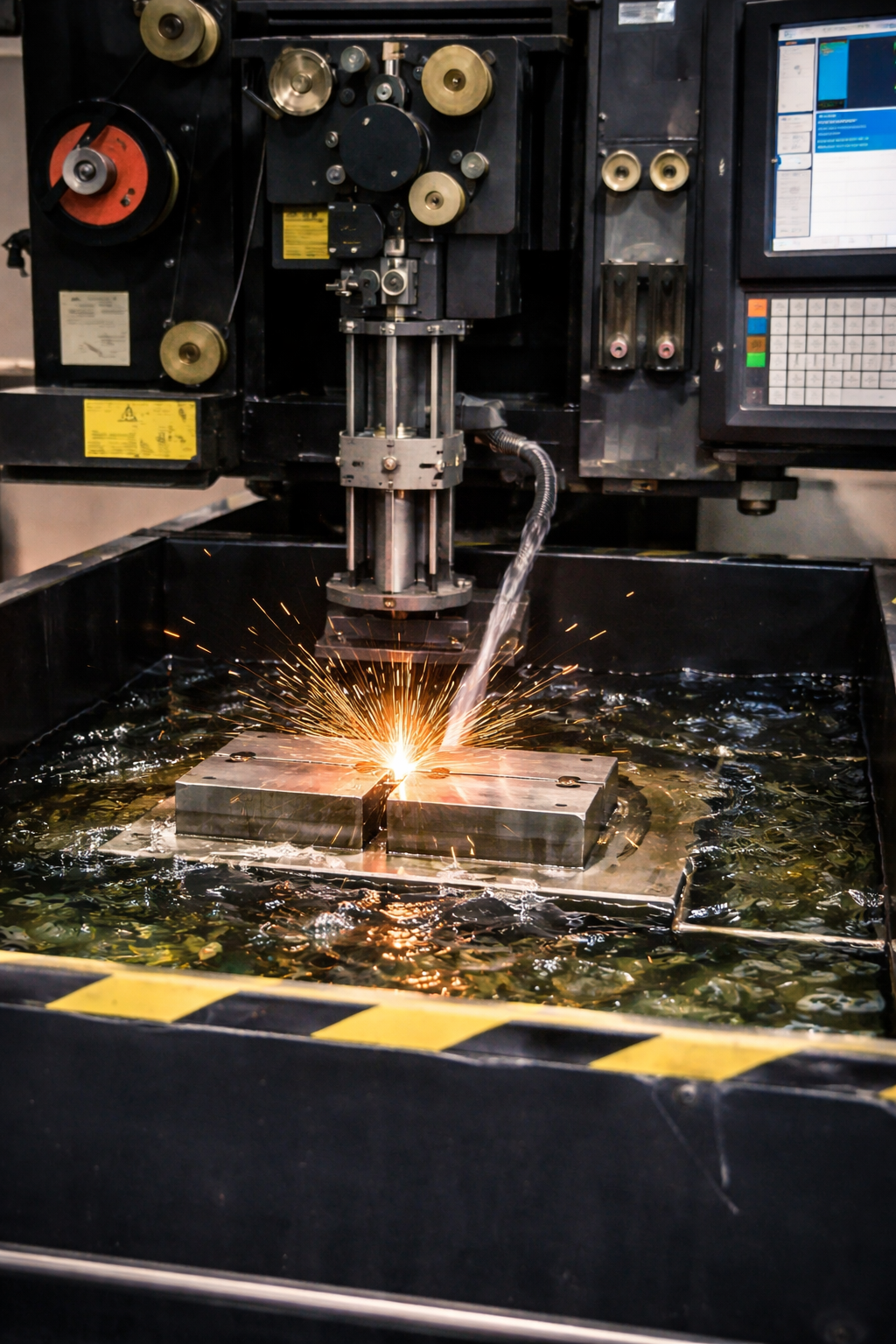
L'usinage par électroérosion à fil (WEDM) permet d'usiner efficacement et avec précision des pièces en matériaux durs et présentant des structures complexes telles que des trous allongés, des cavités profondes et des fentes étroites.
L'électroérosion (EDM) et l'électroérosion à fil offrent des avantages uniques pour les applications de haute précision, les conceptions complexes et les matériaux résistants. Voici les six principaux avantages de chacune :
L'électroérosion (EDM) et l'électroérosion à fil offrent une précision inégalée pour les géométries complexes et les tolérances serrées, souvent de l'ordre de quelques microns.
Elles sont idéales pour les matériaux durs comme les aciers à outils, le titane, le carbure et les alliages trempés, et sont parfaites pour les industries aérospatiale, automobile et médicale.
Les deux procédés excellent dans la réalisation de formes complexes, d'arêtes vives et de détails minutieux, tels que les cavités internes, les contre-dépouilles et les trous fins. L'électroérosion à fil est idéale pour les rainures étroites et les contours précis, tandis que l'électroérosion par fil est parfaite pour les formes 3D aux tolérances serrées.
L'électroérosion (EDM) et l'électroérosion à fil éliminent les risques de déformation, de gauchissement ou d'usure de l'outil, ce qui est précieux pour les composants délicats ou à parois minces.
Ils génèrent un minimum de chaleur, réduisant ainsi la zone affectée par la chaleur au minimum, empêchant la déformation du matériau et préservant la qualité de la pièce, même avec des matériaux sensibles à la chaleur.
L'électroérosion (EDM) et l'électroérosion à fil sont des procédés polyvalents, compatibles avec une large gamme de matériaux. Ils conviennent aussi bien aux pièces simples qu'aux composants complexes et personnalisés, et sont idéaux pour le prototypage et la production en petites séries. Cette liste met en lumière les principaux atouts de l'électroérosion et de l'électroérosion à fil, démontrant leur intérêt dans divers secteurs et applications.
| Fonctionnalité | Tolérance standard | Le plus serré possible |
|---|---|---|
| Dimensions linéaires | ±0,01 mm (±0,0004") | ±0,005 mm (±0,0002") |
| Diamètre du trou | ±0,015 mm (±0,0006") | ±0,008 mm (±0,0003") |
| Largeur de la fente | ±0,02 mm (±0,0008") | ±0,01 mm (±0,0004") |
| Rayon de bord / angle | R0,2 mm typique | R0,1 mm possible |
| État de surface (Ra) | 1,2-3,2 μm | Jusqu'à 0,8 μm avec polissage |
| Normes appliquées | ISO 2768-m / ISO 2768-f | ISO 286, DIN ISO 1302, etc. |
| Fonctionnalité | Tolérance standard | Le plus serré possible |
|---|---|---|
| Dimensions linéaires | ±0,005 mm (±0,0002") | ±0,002 mm (±0,00008") |
| Diamètre du trou/de l'ouverture | ±0,006 mm (±0,00024") | ±0,0025 mm (±0,0001") |
| Largeur de la fente | ±0,008 mm (±0,0003") | ±0,003 mm (±0,00012") |
| Rayon de courbure minimal | R0,05-0,1 mm typique | Jusqu'à R0,02 mm |
| État de surface (Ra) | 0,6-1,6 μm | aussi faible que 0,2 μm (multi-passes) |
| Normes appliquées | ISO 2768-f, GB/T 1804-2000 | ISO 1302 pour l'état de surface |
| Fonctionnalité | Tolérance standard | Le plus serré possible |
|---|---|---|
| Dimensions linéaires | ±0,01 mm (±0,0004") | ±0,005 mm (±0,0002") |
| Diamètre du trou/de l'ouverture | ±0,012 mm (±0,0005") | ±0,006 mm (±0,00024") |
| Largeur de la fente | ±0,015 mm (±0,0006") | ±0,007 mm (±0,00028") |
| Rayon de courbure minimal | R0,1-0,2 mm | — |
| État de surface (Ra) | 1,2-2,5 μm | ~1,0 μm avec passage secondaire |
| Normes appliquées | Découpe fine économique | Outillage, gabarits, semi-précision |
| Fonctionnalité | Tolérance standard | Le plus serré possible |
|---|---|---|
| Dimensions linéaires | ±0,02 mm (±0,0008") | ±0,01 mm (±0,0004") |
| Diamètre du trou/de l'ouverture | ±0,03 mm (±0,0012") | ±0,015 mm (±0,0006") |
| Largeur de la fente | ±0,03 mm (±0,0012") | ±0,015 mm (±0,0006") |
| Rayon de courbure minimal | R0,2-0,3 mm | — |
| État de surface (Ra) | 2,0-3,2 μm | — |
| Normes appliquées | Prototypage rapide, à faible coût | Découpe générale, ébauches de moules |
Les délais de production sont confirmés après examen du dessin, du matériau, de la quantité et des exigences d'inspection.
Les tolérances sont vérifiées pour chaque géométrie, matériau et procédé, le contrôle dimensionnel étant défini conformément aux exigences du dessin.
En fonction de vos exigences en matière de fonctionnalités et de quantités, développez le processus de fabrication optimal, associé à des usines performantes en propre, afin d'obtenir des performances et des coûts optimaux.
De l'usinage CNC à l'extrusion d'aluminium et au traitement thermique jusqu'à la finition de surface, du prototypage à la production en série, personnalisez facilement et efficacement diverses pièces.
Certification du système de gestion de la qualité ISO 9001, avec divers instruments de contrôle qualité, notamment un système de coordonnées Zeiss, permettant de contrôler les processus et les résultats.
Nos ingénieurs collaborent dès le départ : ils optimisent les conceptions pour la fabrication, améliorent les rapports résistance/poids et réduisent les coûts grâce à des stratégies d'usinage plus intelligentes.
Soumettez vos dessins 3D, vos procédés, vos matériaux, vos quantités et autres exigences techniques.
Nous analyserons la faisabilité de la fabrication en fonction de votre conception et de vos exigences, et nous vous fournirons une analyse pratique du processus ainsi qu'un devis.
Émettre un bon de commande ou effectuer un paiement après confirmation de la DFM et du devis.
Nous vous tiendrons informés de l'avancement de la production et nous expédierons votre commande une fois les contrôles de production et de qualité convenus terminés.


