Servicio local, capacidades globales.
Servicio local, capacidades globales.
Nuestro servicio de electroerosión permite procesar formas complejas en materiales duros con alta precisión y eficiencia, proporcionando una solución de producción flexible y precisa para piezas personalizadas.
Obtén un presupuesto rápido
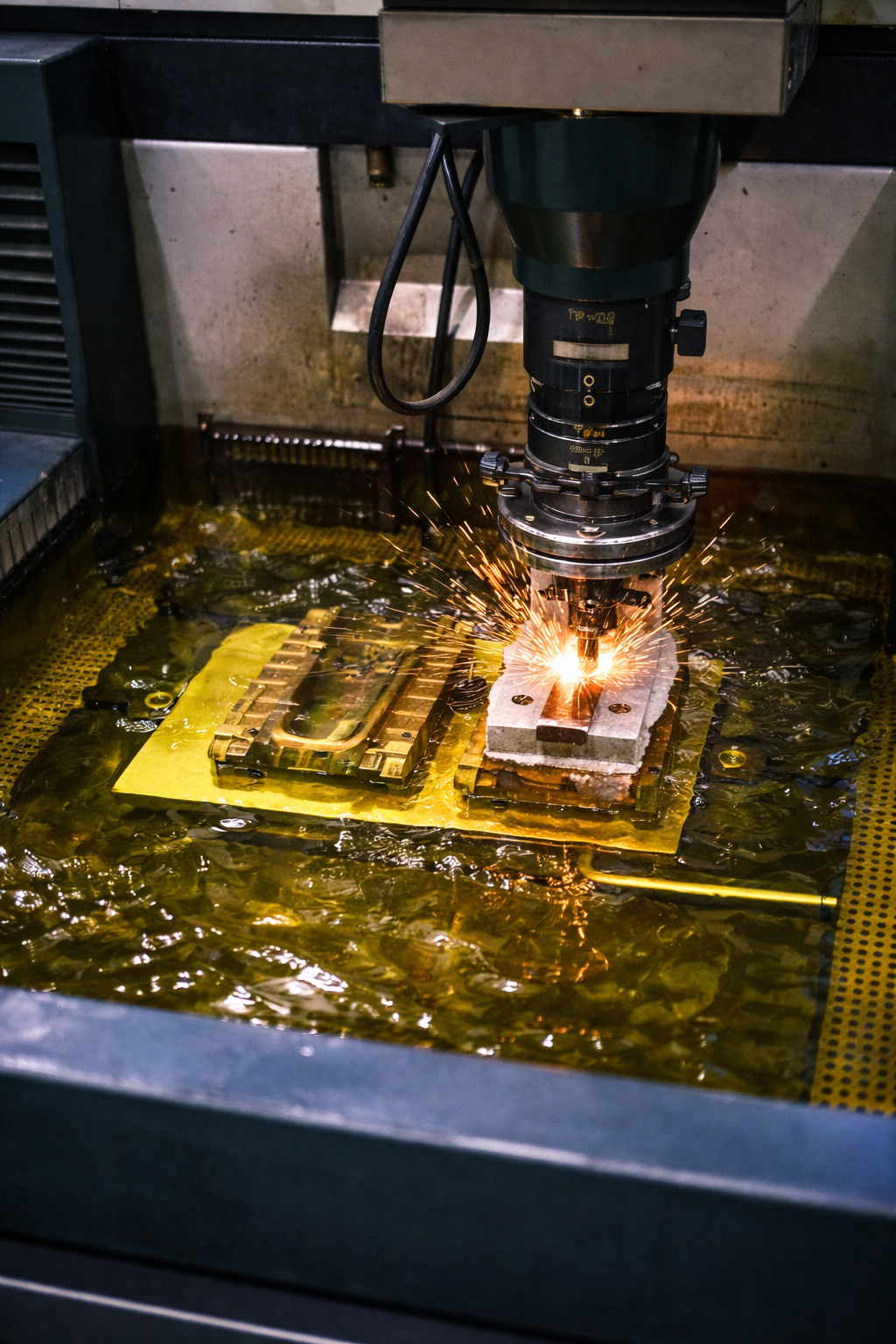
Se basa en el mecanizado por descarga eléctrica de precisión para fabricar piezas de precisión con características difíciles de mecanizar mediante CNC, como esquinas afiladas, paredes delgadas, ranuras profundas y cavidades estrechas.
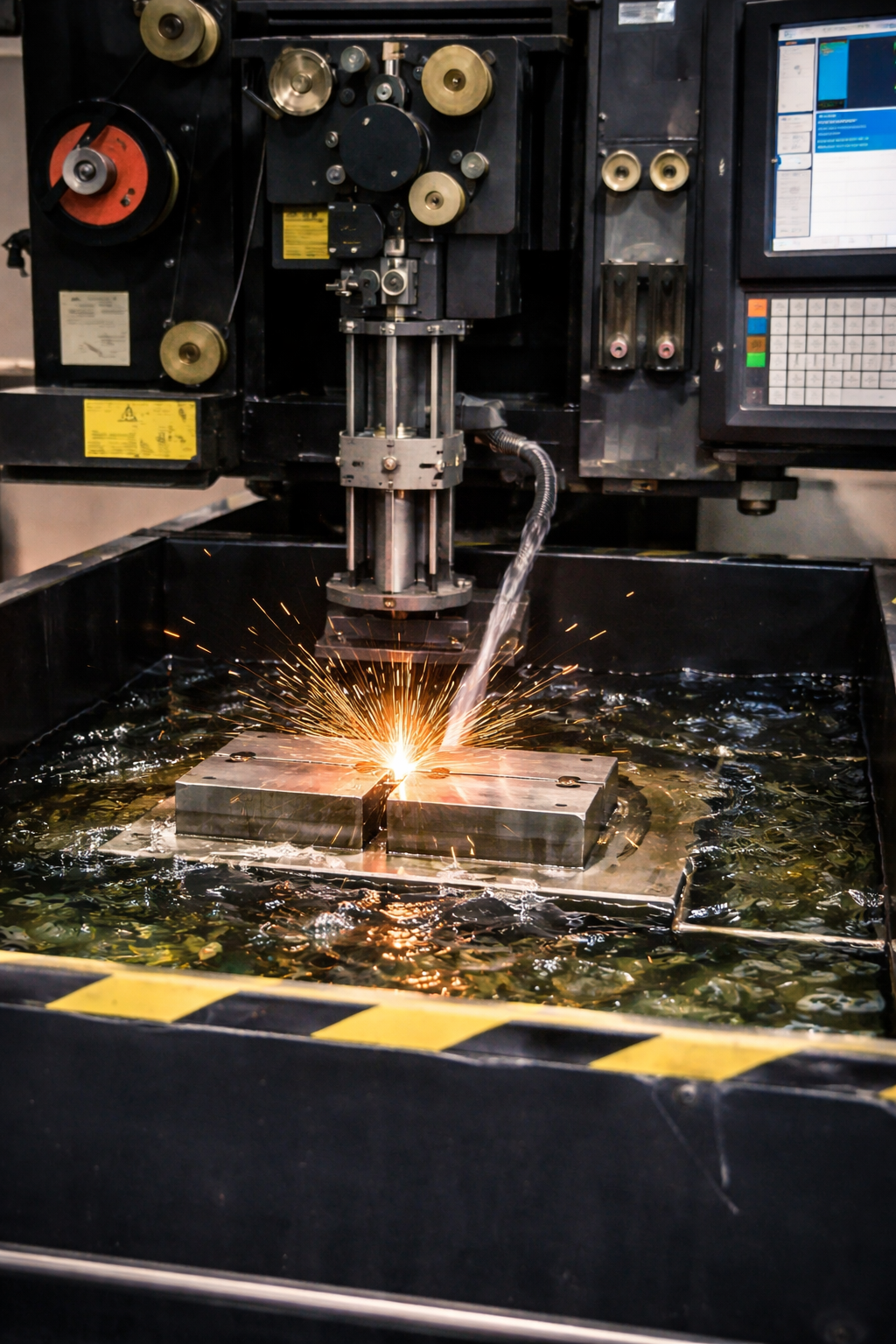
La electroerosión por hilo (WEDM) permite mecanizar de forma eficiente y precisa piezas con materiales duros y estructuras complejas, como agujeros alargados, cavidades profundas y ranuras estrechas.
La electroerosión (EDM) y la electroerosión por hilo (Wire EDM) ofrecen ventajas únicas para diseños complejos, de alta precisión y para trabajar con materiales resistentes. Las seis principales ventajas de cada una son:
El mecanizado por descarga eléctrica (EDM) y el mecanizado por electroerosión por hilo (Wire EDM) ofrecen una precisión inigualable para geometrías complejas y tolerancias estrictas, a menudo de tan solo unas pocas micras.
Son ideales para materiales duros como aceros para herramientas, titanio, carburo y aleaciones endurecidas, perfectas para las industrias aeroespacial, automotriz y médica.
Ambos procesos destacan en formas complejas, bordes afilados y detalles intrincados, como cavidades internas, socavados y orificios finos. El mecanizado por electroerosión por hilo es ideal para ranuras estrechas y contornos precisos, mientras que el mecanizado por electroerosión convencional es perfecto para formas 3D con tolerancias estrictas.
La electroerosión (EDM) y la electroerosión por hilo eliminan el riesgo de distorsión, deformación o desgaste de la herramienta, lo cual es valioso para componentes delicados o de paredes delgadas.
Generan un calor mínimo, reduciendo al mínimo la zona afectada por el calor, evitando la deformación del material y preservando la calidad de la pieza, incluso con materiales sensibles al calor.
La electroerosión (EDM) y la electroerosión por hilo (Wire EDM) son técnicas versátiles que se adaptan a una amplia gama de materiales, siendo adecuadas tanto para piezas sencillas como para componentes personalizados de alta complejidad. Son ideales para la creación de prototipos y la producción en pequeñas series. Esta lista destaca las principales ventajas de la EDM y la electroerosión por hilo, mostrando su valor en diversas industrias y aplicaciones.
| Característica | Tolerancia estándar | Lo más ajustado posible |
|---|---|---|
| Dimensiones lineales | ±0,01 mm (±0,0004") | ±0,005 mm (±0,0002") |
| Diámetro del orificio | ±0,015 mm (±0,0006") | ±0,008 mm (±0,0003") |
| Ancho de ranura | ±0,02 mm (±0,0008") | ±0,01 mm (±0,0004") |
| Radio del borde / Esquina | R0,2 mm típico | R0,1 mm posible |
| Acabado superficial (Ra) | 1,2-3,2 μm | Hasta 0,8 μm con pulido |
| Normas aplicadas | ISO 2768-m / ISO 2768-f | ISO 286, DIN ISO 1302, etc. |
| Característica | Tolerancia estándar | Lo más ajustado posible |
|---|---|---|
| Dimensiones lineales | ±0,005 mm (±0,0002") | ±0,002 mm (±0,00008") |
| Diámetro del orificio/abertura | ±0,006 mm (±0,00024") | ±0,0025 mm (±0,0001") |
| Ancho de ranura | ±0,008 mm (±0,0003") | ±0,003 mm (±0,00012") |
| Radio mínimo de esquina | R0,05-0,1 mm típico | Hasta R0,02 mm |
| Acabado superficial (Ra) | 0,6-1,6 μm | Tan bajo como 0,2 μm (pasos múltiples) |
| Normas aplicadas | ISO 2768-f, GB/T 1804-2000 | ISO 1302 para acabados superficiales |
| Característica | Tolerancia estándar | Lo más ajustado posible |
|---|---|---|
| Dimensiones lineales | ±0,01 mm (±0,0004") | ±0,005 mm (±0,0002") |
| Diámetro del orificio/abertura | ±0,012 mm (±0,0005") | ±0,006 mm (±0,00024") |
| Ancho de ranura | ±0,015 mm (±0,0006") | ±0,007 mm (±0,00028") |
| Radio mínimo de esquina | R0,1-0,2 mm | — |
| Acabado superficial (Ra) | 1,2-2,5 μm | ~1,0 μm con paso secundario |
| Normas aplicadas | Corte fino rentable | Herramientas, plantillas, semiprecisión |
| Característica | Tolerancia estándar | Lo más ajustado posible |
|---|---|---|
| Dimensiones lineales | ±0,02 mm (±0,0008") | ±0,01 mm (±0,0004") |
| Diámetro del orificio/abertura | ±0,03 mm (±0,0012") | ±0,015 mm (±0,0006") |
| Ancho de ranura | ±0,03 mm (±0,0012") | ±0,015 mm (±0,0006") |
| Radio mínimo de esquina | R0,2-0,3 mm | — |
| Acabado superficial (Ra) | 2,0-3,2 μm | — |
| Normas aplicadas | Prototipado rápido, bajo coste | Corte general, piezas en bruto para moldes |
Los plazos de producción se confirman tras revisar el plano, el material, la cantidad y los requisitos de inspección.
Se revisan las tolerancias para cada geometría, material y proceso, y la inspección dimensional se define según los requisitos del plano.
En función de sus necesidades de funcionalidad y cantidad, desarrolle el proceso de fabricación óptimo, combinado con fábricas propias eficientes, para lograr un rendimiento y un coste óptimos.
Desde el mecanizado CNC hasta la extrusión de aluminio y el tratamiento térmico, pasando por el acabado de superficies, desde la creación de prototipos hasta la producción en masa, personalice diversas piezas de forma fácil y eficiente.
Certificación del sistema de gestión de calidad ISO 9001, equipado con diversos instrumentos de inspección de calidad, incluyendo coordenadas Zeiss, lo que permite controlar el proceso y los resultados.
Nuestros ingenieros colaboran desde el principio, optimizando los diseños para facilitar su fabricación, mejorando la relación resistencia-peso y reduciendo los costes mediante estrategias de mecanizado más inteligentes.
Envíe sus dibujos en 3D, procesos, materiales, cantidades y demás requisitos técnicos.
Analizaremos la viabilidad de fabricación en función de su diseño y requisitos, y le proporcionaremos una revisión práctica del proceso y un presupuesto.
Emitir una orden de compra o realizar un pago tras la confirmación del DFM y del presupuesto.
Les mantendremos informados sobre el progreso durante la producción y realizaremos el envío una vez finalizados los controles de producción y calidad acordados.


