当社の放電加工サービスは、硬質材料の複雑な形状を高精度かつ効率的に加工することができ、カスタム部品向けの柔軟で精密な生産ソリューションを提供します。.
迅速な見積もりを入手
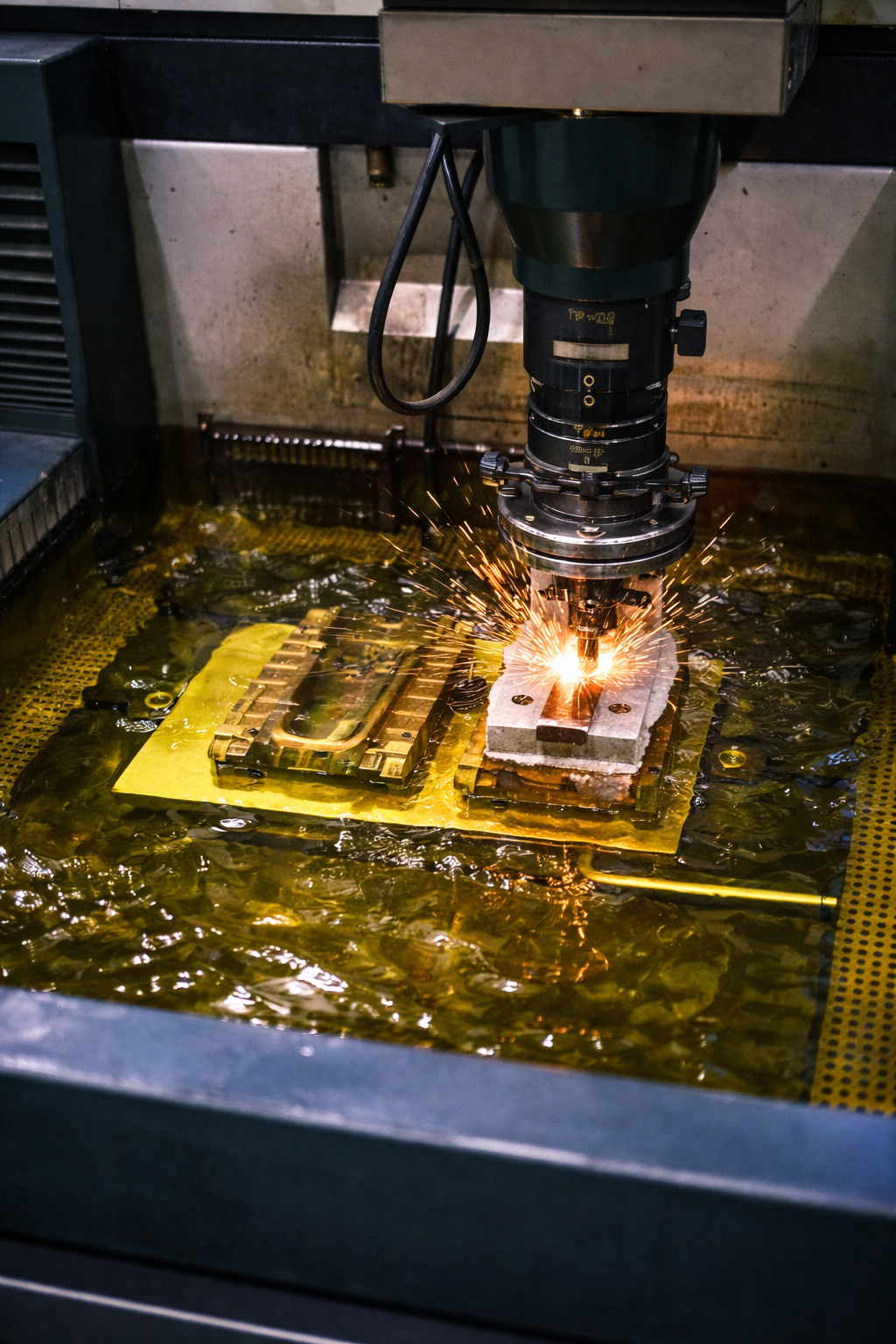
鋭角、薄肉、深い溝、狭い空洞など、CNC加工では加工が難しい形状を持つ精密部品を製造するために、高精度放電加工に頼る。.
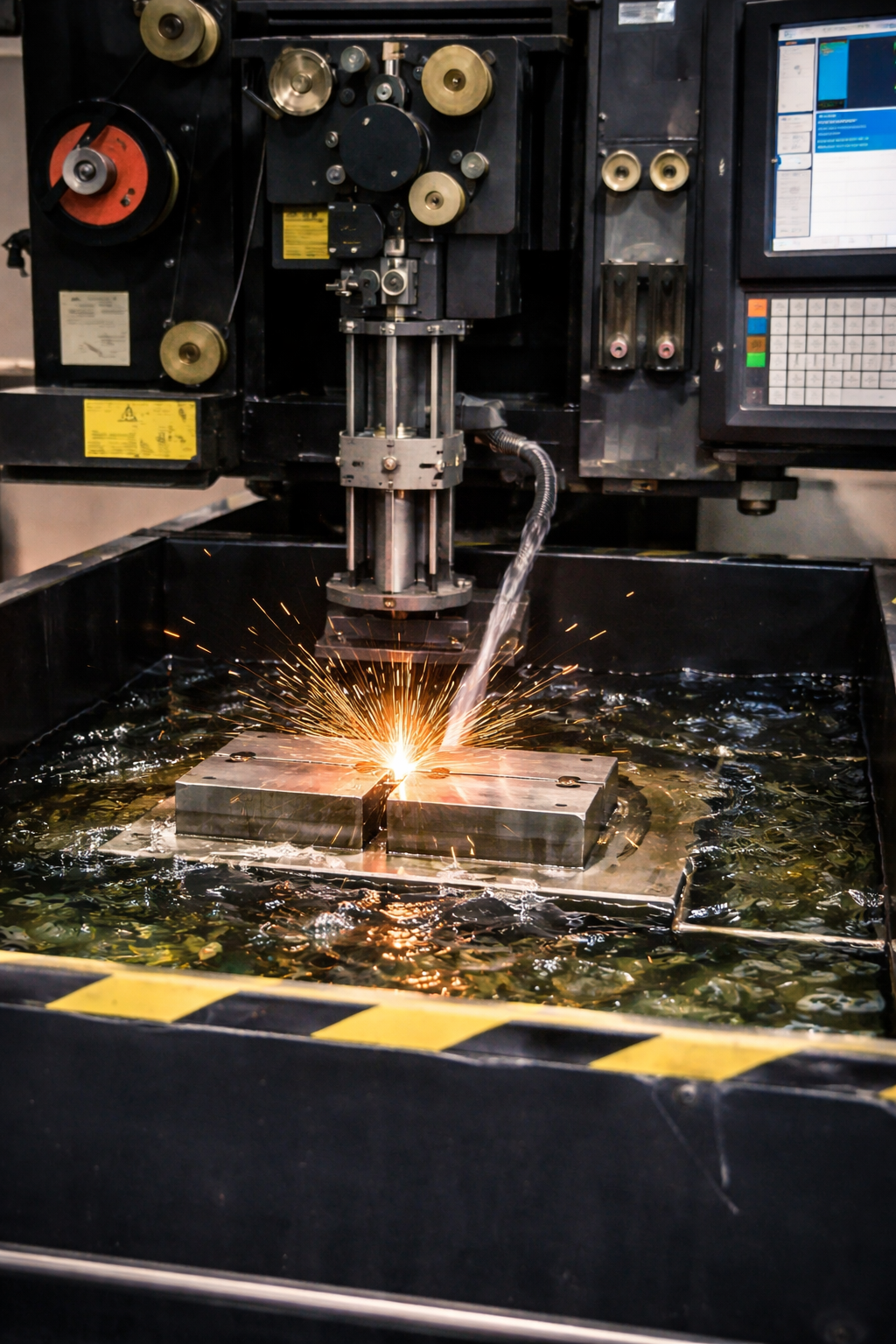
ワイヤ放電加工機は、硬い材料でできた部品や、細長い穴、深い空洞、狭いスリットなどの複雑な構造を持つ部品を、効率的かつ正確に加工することができます。.
放電加工(EDM)とワイヤ放電加工(Wire EDM)は、高精度、複雑な形状、難削材の加工において独自の利点を提供します。それぞれの加工における主な6つの利点は以下のとおりです。
放電加工(EDM)とワイヤ放電加工(Wire EDM)は、複雑な形状や厳しい公差に対して、比類のない精度を提供し、多くの場合、数ミクロン以内の精度を実現します。.
これらは、工具鋼、チタン、超硬合金、高硬度合金などの硬質材料に最適で、航空宇宙、自動車、医療業界に最適です。.
どちらの加工方法も、複雑な形状、鋭利なエッジ、内部空洞、アンダーカット、微細な穴などの精緻な形状の加工に優れています。ワイヤ放電加工は狭いスロットや精密な輪郭の加工に最適で、放電加工は厳しい公差が求められる3D形状の加工に理想的です。.
放電加工(EDM)およびワイヤ放電加工(Wire EDM)は、歪み、反り、工具摩耗のリスクを排除できるため、繊細な部品や薄肉部品の加工に非常に有効です。.
発熱量を最小限に抑えることで、熱影響部を最小限に抑え、熱に弱い材料であっても材料の変形を防ぎ、加工品の品質を維持する。.
放電加工(EDM)とワイヤ放電加工(Wire EDM)は、幅広い材料に対応できる汎用性の高い加工技術であり、シンプルな部品から非常に複雑なカスタム部品まで幅広く加工でき、試作品製作や少量生産に最適です。このリストでは、放電加工とワイヤ放電加工の主な強みを強調し、様々な産業や用途におけるその価値を紹介します。.
| 特徴 | 標準公差 | 達成可能な最もタイトな |
|---|---|---|
| 線形寸法 | ±0.01 mm (±0.0004) | ±0.005 mm (±0.0002) |
| 穴の直径 | ±0.015 mm (±0.0006) | ±0.008 mm (±0.0003) |
| スロット幅 | ±0.02 mm (±0.0008) | ±0.01 mm (±0.0004) |
| エッジ半径/コーナー | R0.2 mm(標準値) | R0.1 mmが可能 |
| 表面粗さ(Ra) | 1.2~3.2μm | 研磨により0.8μmまで微細化 |
| 適用される基準 | ISO 2768-m / ISO 2768-f | ISO 286、DIN ISO 1302など. |
| 特徴 | 標準公差 | 達成可能な最もタイトな |
|---|---|---|
| 線形寸法 | ±0.005 mm (±0.0002) | ±0.002 mm (±0.00008) |
| 穴/開口部の直径 | ±0.006 mm (±0.00024) | ±0.0025 mm (±0.0001) |
| スロット幅 | ±0.008 mm (±0.0003) | ±0.003 mm (±0.00012) |
| 最小コーナー半径 | 標準値:R0.05~0.1mm | R0.02 mmまで |
| 表面粗さ(Ra) | 0.6~1.6μm | 最小0.2μm(マルチパス) |
| 適用される基準 | ISO 2768-f、GB/T 1804-2000 | 表面仕上げに関するISO 1302 |
| 特徴 | 標準公差 | 達成可能な最もタイトな |
|---|---|---|
| 線形寸法 | ±0.01 mm (±0.0004) | ±0.005 mm (±0.0002) |
| 穴/開口部の直径 | ±0.012 mm (±0.0005) | ±0.006 mm (±0.00024) |
| スロット幅 | ±0.015 mm (±0.0006) | ±0.007 mm (±0.00028) |
| 最小コーナー半径 | R0.1~0.2mm | — |
| 表面粗さ(Ra) | 1.2~2.5μm | 二次パスで約1.0μm |
| 適用される基準 | コスト効率の良い精密切断 | 工具、治具、半精密 |
| 特徴 | 標準公差 | 達成可能な最もタイトな |
|---|---|---|
| 線形寸法 | ±0.02 mm (±0.0008) | ±0.01 mm (±0.0004) |
| 穴/開口部の直径 | ±0.03 mm (±0.0012) | ±0.015 mm (±0.0006) |
| スロット幅 | ±0.03 mm (±0.0012) | ±0.015 mm (±0.0006) |
| 最小コーナー半径 | R0.2~0.3mm | — |
| 表面粗さ(Ra) | 2.0~3.2μm | — |
| 適用される基準 | 迅速なプロトタイピング、低コスト | 一般的な切削加工、金型ブランク |
製造リードタイムは、図面、材料、数量、検査要件を確認した後に確定されます。.
寸法検査は、形状、材料、およびプロセスごとに確認され、寸法は図面の要件に従って定義されます。.
お客様の機能要件と数量要件に基づき、最適な製造プロセスを開発し、効率的な自社工場と組み合わせることで、最適な性能とコストを実現します。.
CNC加工からアルミニウム押出成形、熱処理から表面仕上げまで、試作品製作から量産まで、様々な部品を簡単かつ効率的にカスタマイズできます。.
ISO 9001品質マネジメントシステム認証を取得しており、ツァイス社製座標系を含む様々な品質検査機器を備え、工程と結果を管理できる。.
当社のエンジニアは最初から協力し合い、製造性を考慮した設計の最適化、強度対重量比の向上、よりスマートな加工戦略によるコスト削減に取り組んでいます。.
3D図面、工程、材料、数量、その他の技術要件を提出してください。.
お客様の設計とご要望に基づき、製造の実現可能性を分析し、実用的なプロセスレビューと見積もりをご提供いたします。.
DFMと見積りの確認後、発注書を発行するか、支払いを行ってください。.
製造の進捗状況については随時ご報告し、合意された製造および品質チェックが完了次第、発送いたします。.


