
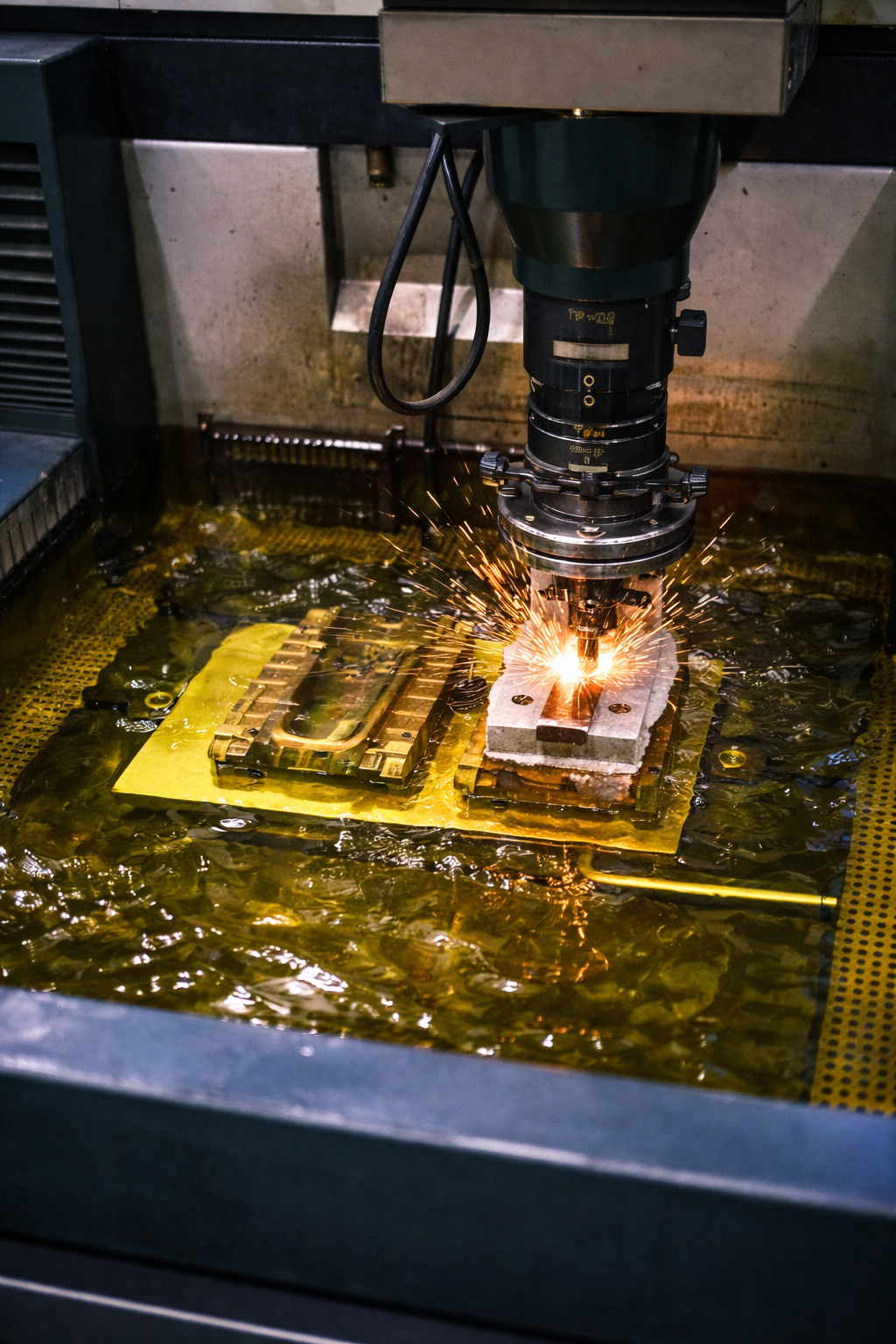
依靠精确的电火花加工来制造具有数控加工难以加工的特征的精密零件,例如尖角、薄壁、深槽和窄腔。.
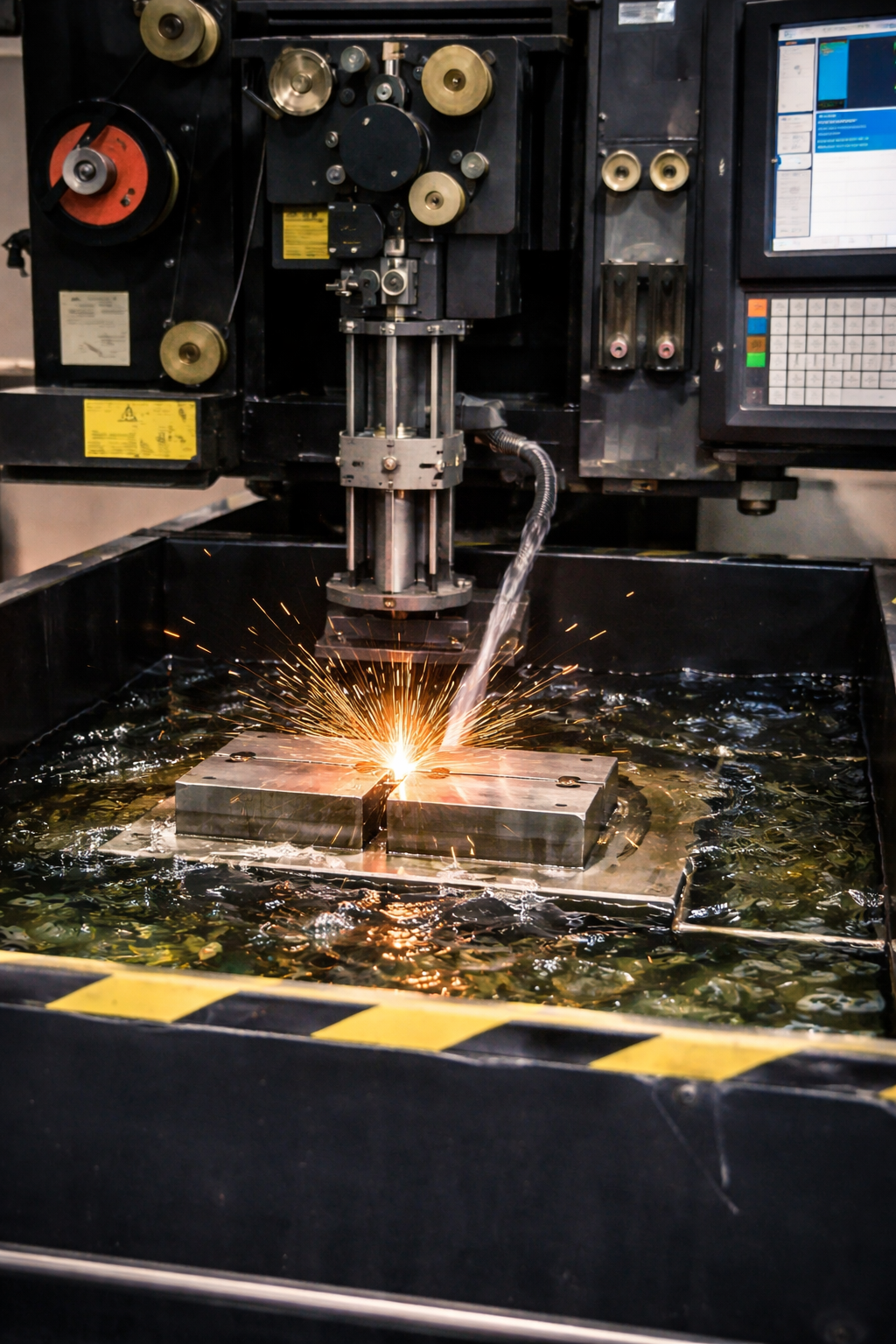
线切割放电加工能够高效、精确地加工由硬质材料制成的零件以及具有长孔、深腔和窄缝等复杂结构的零件。.
电火花加工 (EDM) 和线切割电火花加工 (Wire EDM) 在高精度、复杂设计和加工坚硬材料方面具有独特的优势。以下是各自的六大优势:
电火花加工和线切割电火花加工能够以无与伦比的精度加工复杂的几何形状和严格的公差,精度通常在几微米以内。.
它们非常适合用于工具钢、钛、碳化物和硬化合金等硬质材料,是航空航天、汽车和医疗行业的理想选择。.
两者都擅长加工复杂形状、锐利边缘和精细特征,包括内部空腔、倒扣和细小孔洞。线切割非常适合加工窄槽和精确轮廓,而电火花加工则是加工公差要求严格的三维形状的理想选择。.
电火花加工和线切割电火花加工消除了变形、翘曲或刀具磨损的风险,这对于精密或薄壁零件来说非常有价值。.
它们产生的热量极少,使热影响区保持在最小范围内,防止材料变形,即使对于热敏材料也能保持工件质量。.
电火花加工 (EDM) 和线切割电火花加工 (Wire EDM) 用途广泛,可加工多种材料,既适用于简单的零件,也适用于高度复杂的定制组件,是原型制作和小批量生产的理想选择。本文重点介绍 EDM 和 Wire EDM 的主要优势,展现其在各个行业和应用中的价值。.
| 特征 | 标准公差 | 最紧的可实现范围 |
|---|---|---|
| 线性尺寸 | ±0.01 毫米(±0.0004 英寸) | ±0.005 毫米(±0.0002 英寸) |
| 孔径 | ±0.015 毫米(±0.0006 英寸) | ±0.008 毫米(±0.0003 英寸) |
| 槽宽 | ±0.02 毫米(±0.0008 英寸) | ±0.01 毫米(±0.0004 英寸) |
| 边缘半径/拐角 | R0.2 毫米典型值 | R0.1 毫米可能 |
| 表面粗糙度 (Ra) | 1.2-3.2微米 | 抛光后可达 0.8 微米 |
| 适用标准 | ISO 2768-m / ISO 2768-f | ISO 286、DIN ISO 1302 等。. |
| 特征 | 标准公差 | 最紧的可实现范围 |
|---|---|---|
| 线性尺寸 | ±0.005 毫米(±0.0002 英寸) | ±0.002 毫米(±0.00008 英寸) |
| 孔/开口直径 | ±0.006 毫米(±0.00024 英寸) | ±0.0025 毫米(±0.0001 英寸) |
| 槽宽 | ±0.008 毫米(±0.0003 英寸) | ±0.003 毫米(±0.00012 英寸) |
| 最小圆角半径 | R0.05-0.1 毫米(典型值) | 低至 R0.02 毫米 |
| 表面粗糙度 (Ra) | 0.6-1.6微米 | 最小可达 0.2 微米(多程) |
| 适用标准 | ISO 2768-f,GB/T 1804-2000 | ISO 1302 表面光洁度 |
| 特征 | 标准公差 | 最紧的可实现范围 |
|---|---|---|
| 线性尺寸 | ±0.01 毫米(±0.0004 英寸) | ±0.005 毫米(±0.0002 英寸) |
| 孔/开口直径 | ±0.012 毫米(±0.0005 英寸) | ±0.006 毫米(±0.00024 英寸) |
| 槽宽 | ±0.015 毫米(±0.0006 英寸) | ±0.007 毫米(±0.00028 英寸) |
| 最小圆角半径 | R0.1-0.2 毫米 | — |
| 表面粗糙度 (Ra) | 1.2-2.5微米 | 二次通过时约为 1.0 μm |
| 适用标准 | 经济高效的精细切割 | 工具、夹具、半精密 |
| 特征 | 标准公差 | 最紧的可实现范围 |
|---|---|---|
| 线性尺寸 | ±0.02 毫米(±0.0008 英寸) | ±0.01 毫米(±0.0004 英寸) |
| 孔/开口直径 | ±0.03 毫米(±0.0012 英寸) | ±0.015 毫米(±0.0006 英寸) |
| 槽宽 | ±0.03 毫米(±0.0012 英寸) | ±0.015 毫米(±0.0006 英寸) |
| 最小圆角半径 | R0.2-0.3 毫米 | — |
| 表面粗糙度 (Ra) | 2.0-3.2 微米 | — |
| 适用标准 | 快速原型制作,低成本 | 通用切割,模具毛坯 |
最快3天即可交付,加快您的研发和生产进度,轻松满足紧迫的交货期限。.
公差可达0.005mm,拥有丰富的先进5轴数控机床、车铣复合机床和精密磨床的使用经验,可满足各种公差要求。.
根据您的功能和数量要求,开发最佳制造工艺,结合高效的自有工厂,以实现最佳性能和成本。.
从数控加工到铝挤压和热处理到表面精加工,从原型制作到批量生产,轻松高效地定制各种零件。.
通过 ISO 9001 质量管理体系认证,配备包括蔡司坐标在内的各种质量检测仪器,可对过程和结果进行控制。.
我们的工程师从一开始就通力合作——优化设计以提高可制造性,提高强度重量比,并通过更智能的加工策略降低成本。.
请提交您的3D图纸、工艺流程、材料清单、数量要求及其他技术要求。.
我们将根据您的设计和要求分析制造可行性,并在数小时内提供报告和报价。.
在完成DFM和报价确认后,发出采购订单或付款。.
生产过程中我们会及时向您汇报进度,质量检查合格后,最快3天即可发货。.







