Le choix entre la fonderie à cire perdue et la fonderie en sable est une décision courante pour les responsables des achats, les acheteurs OEM, les ingénieurs mécaniciens et les concepteurs de produits. Le dessin peut paraître simple au premier abord, mais le procédé de fonderie approprié dépend de la forme de la pièce, de la quantité requise, du budget, des tolérances d'usinage, de l'alliage et des normes de contrôle. Un composant de pompe, un corps de vanne et une poignée de machine à café peuvent tous être des pièces moulées en acier inoxydable, mais ne nécessitent pas forcément le même procédé de fonderie.
En toute honnêteté, aucun des deux procédés n'est universellement supérieur. La fonderie à cire perdue permet d'obtenir des détails fins, des parois minces et une surface plus lisse. Le moulage au sable, quant à lui, convient mieux aux pièces plus grandes, aux budgets d'outillage réduits et aux sections épaisses ne nécessitant pas une finition de surface quasi-nette. Le meilleur choix réside dans l'adéquation du procédé aux exigences techniques réelles, et non dans la préférence pour le procédé qui paraît le plus moderne.

Le choix du procédé de fonderie doit se faire en fonction du dessin, des tolérances, du plan d'usinage, du comportement de l'alliage et de la demande annuelle. Le prix seul est un mauvais point de départ car il masque souvent les coûts d'usinage, les risques de rebut et les aléas liés au calendrier.
Ce guide compare moulage à la cire perdue vs moulage au sable D'un point de vue pratique, ce document aborde la précision dimensionnelle, l'état de surface, le coût d'outillage, le coût unitaire, les matériaux, les applications typiques et les erreurs d'achat susceptibles d'engendrer des coûts évitables après l'établissement du devis.
Qu'est-ce qu'un investissement ? Fonderie?
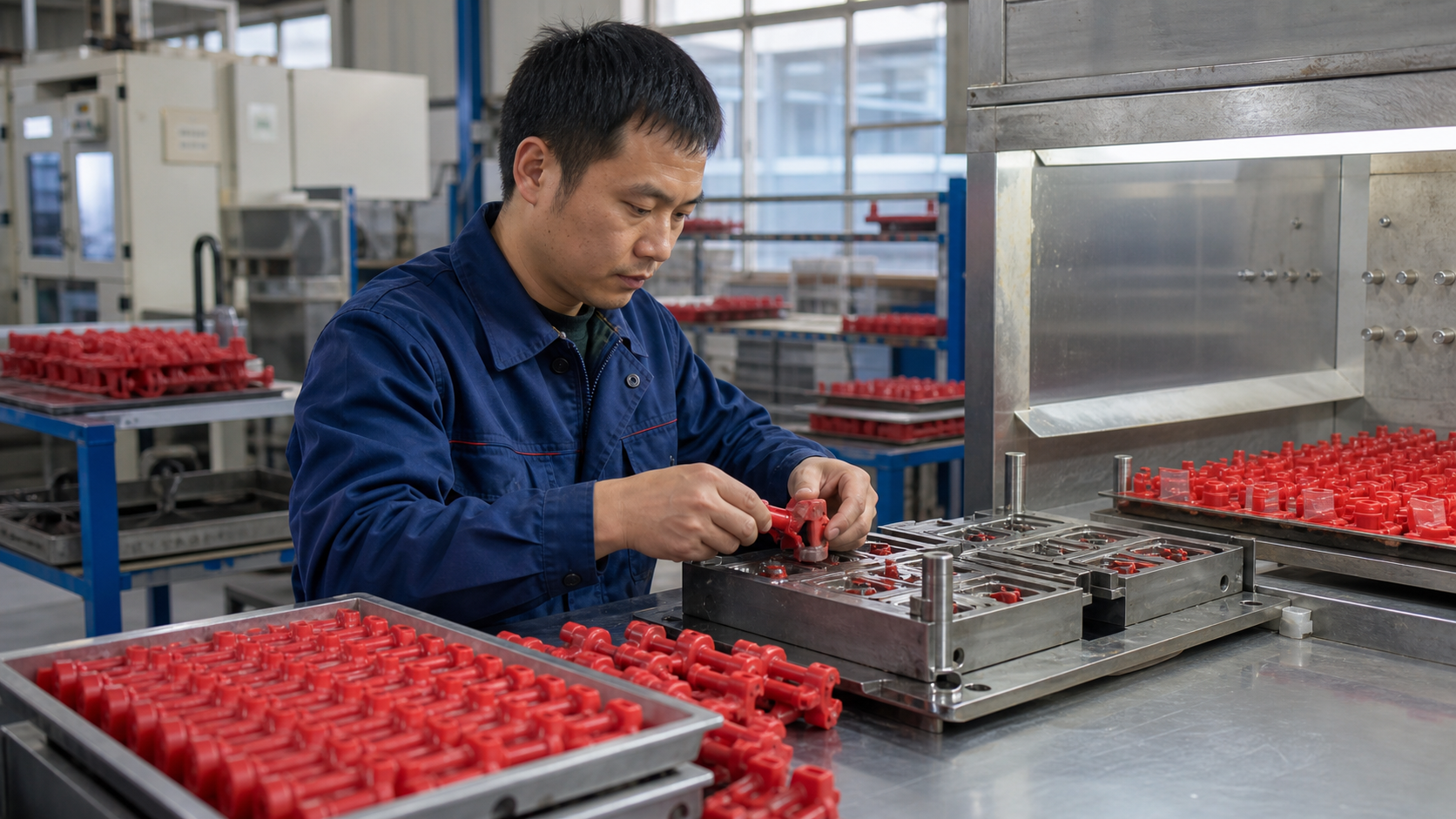
moulage à la cire perdue, également appelé moulage à la cire perdue, Le moulage par injection est une méthode de fonderie de précision qui utilise un modèle en cire pour former un moule en céramique. Ce procédé est largement utilisé pour les pièces métalliques complexes où la précision de la forme, la répétabilité et la réduction de l'usinage sont importantes. Dans de nombreux projets d'acier inoxydable et d'acier allié, moulage de précision est sélectionnée car la pièce présente des courbes, des fentes, des nervures, des bossages, des petits trous ou des surfaces qu'il serait coûteux d'usiner à partir d'un lingot.
Le procédé débute par la réalisation d'un modèle en cire. La cire est injectée dans un outillage reproduisant la géométrie finale de la pièce, en tenant compte du retrait prévu. Plusieurs modèles en cire sont assemblés sur un support. Ce support est trempé dans une barbotine céramique, recouvert d'un matériau réfractaire, puis séché. Cette coque céramique est construite par couches successives jusqu'à obtenir la résistance suffisante pour la coulée.

Après la fabrication de la coquille, la cire est éliminée par déparaffinage, généralement à l'autoclave ou par chauffage contrôlé. La coquille vide est cuite pour éliminer les résidus et renforcer le moule. Le métal en fusion est ensuite coulé dans la coquille en céramique chaude. Après refroidissement, la coquille est cassée, les pièces moulées sont détachées de la grappe et les canaux d'alimentation sont éliminés par meulage ou découpe.
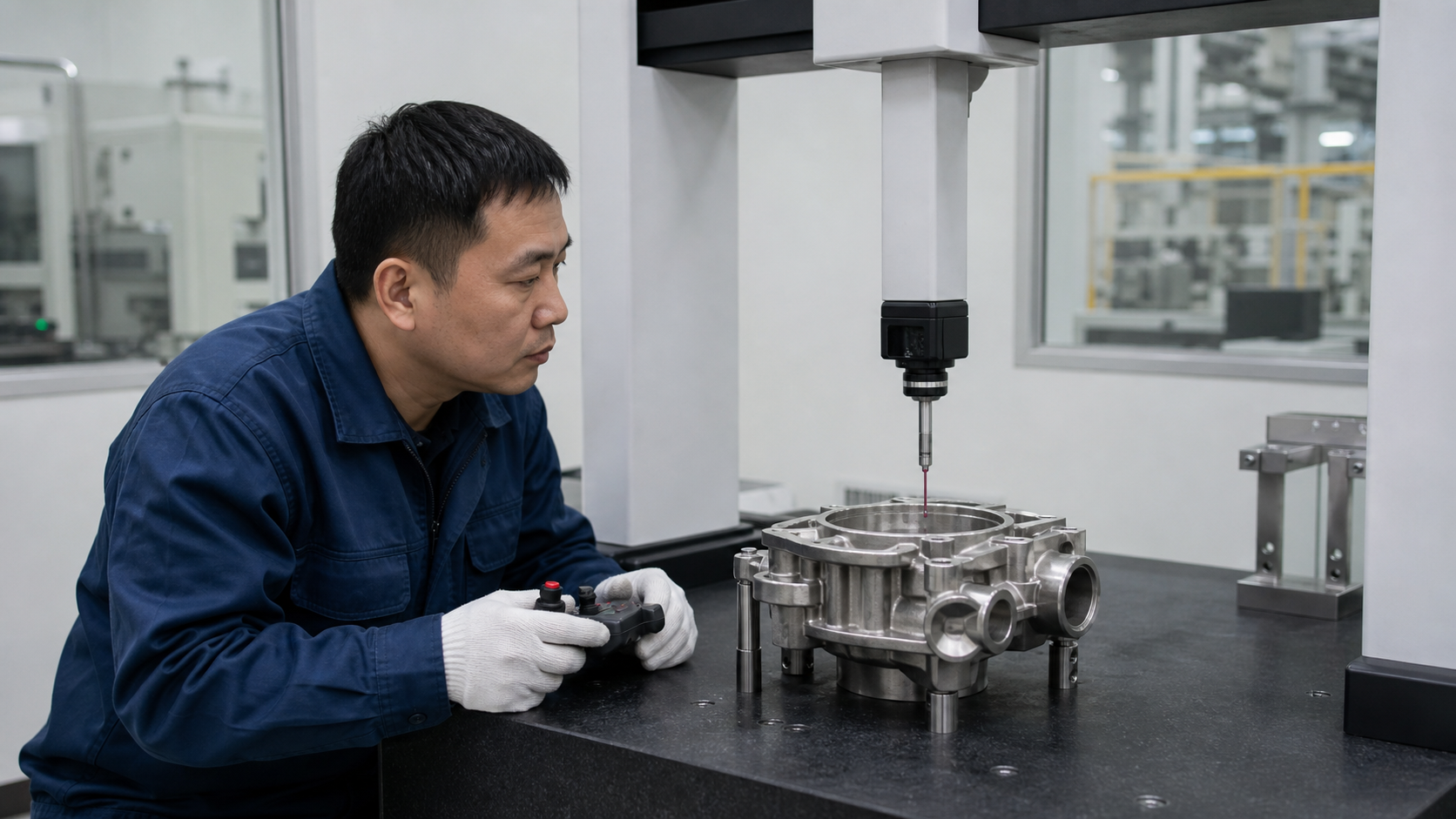
Selon l'alliage et les exigences, les pièces moulées à cire perdue peuvent subir un traitement thermique, un décapage, une passivation, un grenaillage, une finition de surface, un usinage CNC, un test de pression ou un contrôle dimensionnel. Pour des composants tels que les garnitures de vannes, les roues de pompes, l'accastillage, les pièces pour équipements agroalimentaires et les composants de machines en acier inoxydable, la possibilité de mouler des pièces aux dimensions quasi-finales permet de réduire le temps d'usinage et le gaspillage de matière.
Le principal avantage réside dans la précision. Le moulage à la cire perdue permet de réaliser des pièces fines, des rayons de courbure réduits, des états de surface fins et des formes complexes mieux que le moulage au sable. Il offre également une bonne répétabilité une fois les paramètres d'outillage et de procédé stabilisés. Ses limites sont le coût et la taille. L'outillage en cire, la fabrication de la coquille, le séchage et le contrôle du procédé engendrent des coûts supplémentaires. La production de pièces volumineuses et lourdes peut s'avérer peu rentable, voire impraticable, en raison des problèmes de résistance de la coquille, de manutention et de rendement.
Conseil : Où le moulage à la cire perdue fonctionne bien
Utilisez le moulage à cire perdue lorsque le dessin présente une géométrie complexe, des exigences en matière d'acier inoxydable ou d'alliage de nickel, des zones d'usinage restreintes ou un surcoût important lié à l'usinage CNC. C'est rarement la solution la plus économique pour une pièce simple de forme parallélépipédique.
Qu'est-ce que le moulage au sable ?
Le moulage au sable utilise un modèle pour former une cavité dans un moule en sable. Ce moule peut être réalisé en sable vert, en sable résineux ou en d'autres mélanges de sable. Des noyaux sont placés à l'intérieur du moule lorsque la pièce nécessite des passages internes. Le moule est ensuite fermé, le métal en fusion est coulé, puis, après refroidissement, la pièce est démoulée.
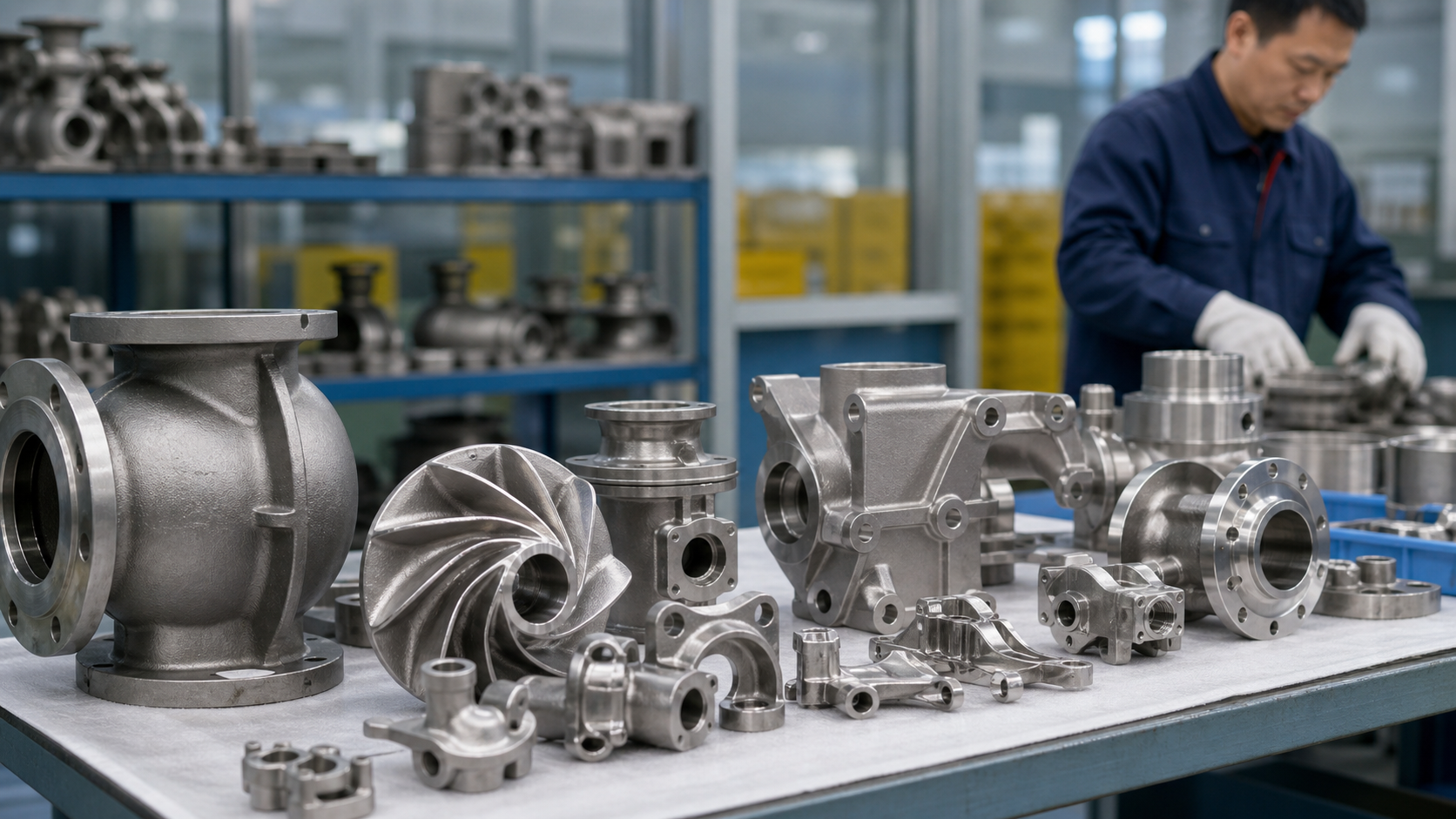
Le procédé est plus ancien et plus flexible que la fonderie à cire perdue, mais il n'en est pas moins utile. Pour les grands carters, les socles de machines, les corps de pompes, les corps de vannes, les supports, les pièces de machines agricoles et d'engins de chantier, le moulage en sable peut constituer la solution technique et commerciale idéale. Il est particulièrement avantageux pour les pièces de grande taille, à parois épaisses, avec des tolérances modérées et dont la surface est destinée à être usinée ou peinte.

Un procédé de fonderie en sable classique comprend la fabrication du modèle, du noyau, la préparation du moule, la coulée, le refroidissement, le démoulage, l'élimination des masselottes et des canaux d'alimentation, le nettoyage, le traitement thermique si nécessaire, l'usinage et le contrôle qualité. Le coût du modèle est souvent inférieur à celui des outillages de fonderie de précision pour les grandes pièces, notamment en début de projet. De plus, les moules en sable peuvent être adaptés plus facilement aux modifications techniques que les outillages de fonderie rigide dans certains cas.
Le compromis réside dans la précision. Le moulage au sable présente généralement une surface plus rugueuse, des tolérances plus larges, des surépaisseurs d'usinage plus importantes et une plus grande variabilité d'un moule à l'autre. Les parois fines et les détails précis sont plus difficiles à réaliser. Le décalage interne du noyau doit être pris en compte. Les angles de dépouille, les lignes de joint, les masselottes et les trajectoires d'alimentation ont souvent un impact plus important sur le résultat final que ce que les acheteurs anticipent.

Le moulage au sable est également une option pratique lorsque la demande annuelle est incertaine. Un acheteur peut parfois commencer par un modèle à moindre coût et vérifier ses performances avant de s'engager dans la production d'outillage à plus grande échelle. Pour les pièces de grande taille, le coût d'enlèvement de matière important à partir de barres ou de pièces forgées peut être bien supérieur à celui du moulage de l'ébauche au sable et de l'usinage des seules surfaces fonctionnelles.
Remarque : Le moulage au sable n'est pas réservé aux pièces de faible valeur.
De nombreuses pièces industrielles critiques sont moulées en sable. L'enjeu principal est d'adapter les tolérances, le contrôle qualité, le traitement thermique, l'usinage et la maîtrise de la fonderie aux conditions d'utilisation de la pièce.
Comparaison entre le moulage à la cire perdue et le moulage au sable
Le tableau ci-dessous propose une comparaison pratique. Les valeurs exactes varient selon l'alliage, les capacités de la fonderie, la taille de la pièce, sa géométrie et le niveau de contrôle, mais ces fourchettes sont utiles pour une première sélection du procédé.
| Facteur | moulage de précision | moulage au sable |
|---|---|---|
| Précision dimensionnelle | Précision accrue et meilleure répétabilité pour les petites et moyennes pièces | Précision modérée avec une plus grande variation en fonction des conditions du moule et du noyau |
| Tolérance | Souvent adapté aux tolérances de fonderie plus serrées avant usinage | Nécessite une tolérance de fonderie plus large et une surépaisseur d'usinage plus importante. |
| Finition de surface | Surface brute de coulée plus lisse, réduisant souvent les travaux de finition | Surface plus rugueuse, généralement nettoyée, sablée, peinte ou usinée |
| Épaisseur minimale de paroi | Idéal pour les parois fines et les détails fins. | Plus adapté aux sections épaisses ; les parois minces sont plus difficiles à remplir de manière fiable. |
| Géométrie complexe | Solide pour les nervures, les fentes, les courbes, les bossages et les éléments intégrés | C'est possible, mais la conception des noyaux et des pièces de séparation peut augmenter les risques et les coûts. |
| coût de l'outillage | Coût plus élevé pour l'outillage d'injection de cire et la mise en place du processus | Faible ou modéré, surtout pour les grandes pièces simples |
| Coût unitaire | Compétitif lorsque la réduction des coûts d'usinage compense le coût du processus | Compétitive pour les grandes pièces, les parois épaisses et une précision modérée |
| Volume de production | Idéal pour la production en série où les coûts d'outillage sont répartis sur la quantité. | Convient pour les prototypes, les petites séries et les grandes pièces industrielles |
| Délai de mise en œuvre | L'outillage et le processus de fabrication de la coque peuvent ajouter du temps | Le processus de fabrication du modèle et du moule peut être plus rapide pour certaines grandes pièces. |
| Répétabilité | Haute stabilisation après processus | Modéré ; dépend fortement du moule, du noyau et du contrôle de l'opérateur |
| Exigences d'usinage | Diminuer la valeur pour les surfaces non critiques ; les faces critiques nécessitent toujours un usinage. | Une marge de tolérance plus élevée est courante sur les surfaces fonctionnelles. |
| Utilisation des matériaux | Idéal pour les pièces quasi-finies avec moins de déchets d'usinage | Convient aux grandes pièces, mais les entrées, les colonnes montantes et les pièces à usiner peuvent être coûteuses. |
| Poids typique | Pièces de petite à moyenne taille ; pièces lourdes possibles uniquement dans des cas spécifiques. | moulages de taille moyenne à très grande |
| Applications typiques | Composants de vannes, turbines de pompes, accastillage marin, équipements alimentaires, pièces médicales, pièces moulées sur mesure | Corps de pompe, corps de vanne, bâtis de machines, pièces minières, équipements de construction |

Pour les acheteurs qui comparent les deux procédés, la question principale n'est pas seulement de savoir quel procédé de fonderie est le moins cher. Il est plus pertinent de se demander quel procédé permet d'obtenir la pièce finie au coût le plus bas et le plus fiable, en tenant compte de l'usinage, du contrôle qualité, de la finition et des risques liés aux rebuts.
Comparaison des coûts
Le coût de l'outillage est généralement la première différence visible. L'outillage de fonderie à cire perdue pour l'injection de cire doit garantir une précision optimale des détails et du retrait. Il n'est pas toujours onéreux pour les petites pièces, mais il est généralement plus spécialisé qu'un simple modèle de fonderie en sable. L'outillage de fonderie en sable peut s'avérer moins coûteux pour les petites séries, notamment pour les pièces de grande taille dont les exigences dimensionnelles sont modérées.
Le coût unitaire est plus complexe. Le moulage à cire perdue comporte davantage d'étapes : injection de cire, assemblage, fabrication de la coquille, séchage, déparaffinage, cuisson, coulée, démoulage et ébavurage. Le moulage en sable présente souvent des coûts de préparation de moule inférieurs, mais peut nécessiter davantage de matière brute d'usinage, un nettoyage de surface plus poussé et des corrections dimensionnelles plus importantes. Un prix de fonderie bas peut se traduire par un prix final élevé si le temps d'usinage est conséquent.
| Zone de coûts | Quand le moulage à la cire perdue peut être plus économique | Quand le moulage au sable peut être plus économique |
|---|---|---|
| coût de l'outillage | Lorsque la conception est stable et que la production se répète sur de nombreuses commandes | Lorsque la quantité est faible ou que la conception peut changer après les essais |
| Coût unitaire | Lorsque la mise au point quasi-nette réduit le temps d'usinage CNC et les pertes de matière | Lorsque la pièce est grande, simple et comporte des sections épaisses |
| Coût d'usinage | Lorsque seuls les faces d'étanchéité, les trous ou les surfaces de référence nécessitent un usinage | Lorsque la géométrie la plus critique doit être usinée indépendamment de la qualité de la pièce moulée |
| Coût total de fabrication | Lorsque la perte de qualité due au moulage brut serait coûteuse | Lorsque l'état de surface et la précision des tolérances ne sont pas des facteurs déterminants |
Le moulage à cire perdue devient plus économique pour les pièces aux caractéristiques complexes qui, autrement, nécessiteraient de longs cycles d'usinage, de multiples réglages ou un enlèvement de matière important. Un levier en acier inoxydable, un petit composant de vanne, une turbine ou une pièce d'équipement alimentaire peuvent souvent justifier l'utilisation de cet outillage, car la pièce moulée est très proche de la forme finale.

Le moulage au sable est plus avantageux pour les pièces de grande taille, à parois épaisses ou destinées à un usinage important. En revanche, un corps de pompe, un corps de vanne ou un bâti de machine ne bénéficient pas toujours de la finesse de surface et de la précision du moulage à cire perdue. Dans ces cas-là, investir dans un procédé de moulage plus précis ne permet pas nécessairement de réduire le coût final.
Meilleure pratique : comparer le coût des pièces finies
Demandez aux fournisseurs de détailler les opérations d'outillage, de fonderie, de traitement thermique, d'usinage, de finition de surface, de contrôle et d'emballage. Cela rendra le choix entre la fonderie à cire perdue et la fonderie au sable beaucoup plus évident qu'en comparant uniquement les prix des pièces moulées.
Comparaison des matériaux
Les deux procédés permettent de couler de nombreux alliages ferreux et non ferreux, mais toutes les fonderies ne maîtrisent pas toutes les nuances. Il est essentiel de vérifier la compatibilité du matériau avant de choisir le procédé. L'acier au carbone et l'acier allié peuvent être produits par les deux méthodes. Pour la coulée d'acier inoxydable, le moulage à la cire perdue est souvent utilisé pour les petites pièces de précision en acier inoxydable 304, 316, 316L, CF8 et CF8M. Les aciers duplex, tels que le 2205 et le 2507, nécessitent une parfaite maîtrise de la fusion, du traitement thermique et de la protection contre la corrosion, quel que soit le procédé choisi.
Les aciers inoxydables réfractaires, les alliages de nickel, l'Inconel et l'Hastelloy exigent une plus grande rigueur dans la mise en œuvre des procédés. La température de coulée, la réaction de la coquille ou du moule, le traitement thermique et la méthode d'inspection sont autant d'éléments déterminants. Une fonderie peut mettre en avant une vaste gamme d'alliages, mais les acheteurs doivent s'assurer de son expérience concrète en production avec la nuance choisie. Pour les applications à haute température, des ressources telles que… sélection d'alliages haute température peut aider à définir les besoins avant la demande de devis.
Le moulage au sable permet de traiter des boîtiers de grande taille en acier allié et en acier inoxydable, mais la finition de surface et l'usinage des pièces brutes doivent être planifiés. Le moulage à la cire perdue peut être privilégié pour les composants en acier inoxydable résistant à la corrosion, lorsque la forme, l'état de surface et la répétabilité des détails sont essentiels. Pour les pièces en acier inoxydable duplex et en alliage de nickel, l'étude de conception doit prendre en compte l'alimentation, l'épaisseur de section, le traitement thermique et tous les essais PMI, de dureté, de traction ou de corrosion requis.

Applications typiques
Le moulage à cire perdue est courant pour les pièces de pompes, les composants de vannes, l'accastillage, les équipements alimentaires, les composants de machines à café, les composants médicaux, la visserie industrielle et autres pièces moulées sur mesure nécessitant une géométrie compacte et une qualité de surface contrôlée. Les poignées, turbines, pinces, petits supports et pièces mécaniques de précision en acier inoxydable pour machines à café en sont des exemples typiques. Pour les pièces de machines à café où l'esthétique et la fonctionnalité sont toutes deux importantes, fonderie vs usinage CNC est souvent examiné ensemble.
Le moulage en sable est couramment utilisé pour la fabrication des corps de pompe, des corps de vannes, des machines minières, des engins de chantier, des machines agricoles, des bâtis de machines et des supports industriels de grande taille. Ces pièces présentent souvent une épaisseur importante, une géométrie extérieure simple et des surfaces fonctionnelles qui seront usinées après le moulage.
Les concepteurs de produits tentent parfois d'appliquer un seul procédé de fonderie à l'ensemble des produits d'une même gamme. Cette approche n'est viable que si les pièces présentent des caractéristiques similaires en termes de dimensions, d'épaisseur de paroi, de tolérance et de finition. Un petit loquet en acier inoxydable et un grand corps de pompe, bien qu'appartenant à la même famille d'alliages, nécessitent des procédés de fonderie totalement différents.
Quand faut-il choisir le moulage à la cire perdue ?
- La pièce présente une géométrie externe complexe dont l'usinage serait coûteux.
- Des parois minces, des nervures fines, de petits bossages ou des transitions douces sont nécessaires.
- La finition de surface doit être meilleure que celle d'une surface de moulage au sable classique.
- La répétabilité dimensionnelle est importante d'un lot de production à l'autre.
- La pièce est de petite ou moyenne taille et sa conception est stable.
- Le temps d'usinage CNC peut être réduit en effectuant un moulage plus proche de la forme finale.
- L'alliage est de l'acier inoxydable, de l'acier inoxydable duplex, de l'acier inoxydable résistant à la chaleur ou un alliage de nickel, et la fonderie possède une expérience éprouvée.
- Le volume annuel est suffisamment élevé pour amortir les coûts d'outillage.
- Ce composant fait partie d'une vanne, d'une pompe, d'un système marin, d'un ensemble d'équipement alimentaire ou d'un dispositif mécanique de précision.
Liste de contrôle : Demande de devis pour la fonderie de précision
- Le modèle 3D et le dessin 2D sont tous deux disponibles.
- Les dimensions et les références critiques sont clairement indiquées.
- Les surfaces usinées sont séparées des surfaces brutes de fonderie.
- La qualité du matériau et le traitement thermique sont définis.
- Les exigences relatives à la finition de surface, à la passivation, aux essais et à l'emballage sont énumérées.
- La demande annuelle et la quantité par lot sont réalistes.
Quand faut-il choisir le moulage au sable ?
- La pièce est grande, lourde ou comporte des parois épaisses.
- La géométrie n'est pas très détaillée et ne nécessite pas une surface de coulée fine.
- Une marge d'usinage est acceptable dans la conception et le budget.
- La quantité produite est faible, incertaine ou encore en phase de test.
- La pièce est un corps de pompe, un corps de vanne, un châssis d'équipement, une base ou un composant de machine.
- Le budget alloué à l'outillage doit être maîtrisé dès les premières phases de développement.
- Des modifications techniques sont probables après les essais du prototype.
- La pièce moulée sera peinte, revêtue ou entièrement usinée sur les zones visibles.
- La fonderie possède une solide expérience en matière de noyaux, d'alimentation et de manipulation de moules de grande taille.
Le moulage au sable ne doit pas être choisi uniquement en raison d'un devis initial d'outillage moins élevé. Il constitue le choix judicieux lorsque ses exigences en matière de tolérance, de surface et d'usinage correspondent à celles de la pièce finale. Si l'acheteur exige ultérieurement une qualité de surface et de tolérance équivalente à celle de la fonderie à cire perdue, le coût et le délai de livraison peuvent rapidement augmenter.
Erreurs courantes des acheteurs
- Comparer le prix de la fonderie sans comparer les coûts d'usinage.
- Envoi d'un simple modèle 3D sans tolérances, alliage ni notes d'inspection.
- En supposant que les nuances d'acier inoxydable se comportent de la même manière dans tous les procédés de fonderie.
- Choisir le moulage en sable pour une petite pièce complexe qui doit être quasiment aux dimensions finales.
- Choisir le moulage à cire perdue pour une grande pièce simple où les détails n'apportent aucune valeur ajoutée.
- Oublier le dépouillement, la ligne de séparation, les portes, les colonnes montantes et la planification des données de référence d'usinage.
- Utiliser des tolérances irréalistes sur des surfaces qui seront de toute façon usinées.
- Ignorer la demande annuelle pour déterminer si le coût de l'outillage est acceptable.
- Modifier la conception après la réalisation de l'outillage sans vérifier l'impact sur les coûts et les délais.
- Ne pas définir les exigences de contrôle qualité avant l'établissement du devis.
La planification de la qualité est particulièrement importante lorsque des pièces moulées sont utilisées dans des pompes, des vannes, des ensembles sous pression, des équipements marins ou des équipements agroalimentaires. Le contrôle dimensionnel, la certification des matériaux, les essais de pression, les essais non destructifs et la traçabilité doivent être abordés dès la phase de devis. Pour plus de détails sur l'évaluation des fournisseurs, consultez ce guide. choisir une fonderie de moulage à la cire perdue.
Liste de contrôle : Examen de la sélection des processus
- Veuillez vérifier les dimensions, le poids et l'épaisseur de la paroi de la pièce.
- Indiquer les tolérances critiques et les surfaces moulées non critiques.
- Estimer le temps d'usinage pour les deux options de procédé.
- Examiner la disponibilité des alliages et l'historique de production de la fonderie.
- Comparer le coût de l'outillage à la demande annuelle prévue.
- Définir le niveau d'inspection avant la négociation du prix.
- Inclure les exigences en matière de finition de surface et de corrosion.
- Examinez le calendrier de livraison, et pas seulement le prix unitaire.
Foire aux questions
1. Le moulage à la cire perdue est-il toujours plus précis que le moulage au sable ?
Pour les petites et moyennes pièces, le moulage à la cire perdue offre généralement une meilleure précision dimensionnelle et un meilleur état de surface. Le moulage au sable peut néanmoins répondre aux exigences industrielles si le plan de tolérancement et les surépaisseurs d'usinage sont correctement définis.
2. Quel procédé est le meilleur pour la fonderie d'acier inoxydable ?
Cela dépend de la taille et de la géométrie de la pièce. Le moulage de précision est courant pour les petites pièces en acier inoxydable présentant des détails. Le moulage en sable est souvent utilisé pour les boîtiers ou les corps en acier inoxydable de grande taille, pour lesquels l'usinage des surfaces critiques est nécessaire.
3. La fonte à cire perdue est-elle la même chose que la fonte à cire perdue à la cire perdue ?
Oui. Le moulage à cire perdue est le nom traditionnel du moulage à la cire perdue, car le modèle en cire est retiré avant que le métal ne soit coulé dans la coquille en céramique.
4. Quel procédé a un coût d'outillage inférieur ?
Le moulage au sable présente souvent des coûts d'outillage inférieurs, notamment pour les grandes pièces ou les quantités incertaines. L'outillage de fonderie à cire perdue se justifie lorsque les économies sur les séries de production et l'usinage sont importantes.
5. Quel procédé a un coût unitaire inférieur ?
Le moulage au sable peut présenter un coût unitaire inférieur pour les grandes pièces simples. Le moulage à la cire perdue peut, quant à lui, offrir un coût de pièce fini inférieur pour les pièces complexes, car il permet de réduire les déchets d'usinage et de matière.
6. La fonderie de précision peut-elle remplacer l'usinage CNC ?
Non. Le moulage à la cire perdue peut réduire l'usinage, mais les trous critiques, les faces d'étanchéité, les filetages, les sièges de roulement et les points de référence nécessitent généralement toujours un usinage CNC.
7. Le moulage au sable peut-il produire des passages internes complexes ?
Oui, avec des noyaux. Le concepteur doit tenir compte de la résistance du noyau, de sa déformation, du nettoyage et de l'inspection. Les passages internes complexes augmentent les risques et doivent être étudiés dès le début.
8. Quel procédé est le meilleur pour les pièces de pompe ?
Les petites turbines, les supports et les composants en acier inoxydable sont souvent utilisés en fonderie de précision. Les grands corps de pompe et les pièces de carter sont souvent utilisés en fonderie au sable.
9. Quel procédé est le meilleur pour les composants de vannes ?
Les garnitures de vannes, les poignées, les disques et les pièces compactes en acier inoxydable sont souvent réalisées par moulage de précision. Les corps de vannes de grande taille sont fréquemment moulés en sable, puis usinés sur les surfaces d'étanchéité et d'assemblage.
10. Quelles informations doivent figurer dans une demande de devis ?
Inclure le modèle 3D, le dessin 2D, la nuance de matériau, la quantité annuelle, la quantité par lot, les notes de tolérance, les surfaces usinées, le traitement thermique, la norme d'inspection, la finition de surface et le calendrier de livraison prévu.
11. Comment les acheteurs doivent-ils choisir entre le moulage à la cire perdue et le moulage au sable ?
Commencez par analyser la pièce finie : fonction, tolérance, état de surface, usinage, alliage et quantité. Comparez ensuite le coût total de fabrication, et non pas seulement le prix de la pièce moulée. Un procédé qui paraît plus coûteux au stade de la fonderie peut s’avérer plus économique après usinage et contrôle qualité.
12. Un seul fournisseur peut-il assurer les deux procédés ?
Certains fabricants peuvent coordonner les deux procédés, mais cette capacité doit être vérifiée par des exemples concrets. L'important est que le procédé recommandé soit adapté à la pièce et non à la méthode de production privilégiée du fournisseur.
Notes de sélection finale
Le moulage à la cire perdue et le moulage au sable occupent tous deux une place importante dans la fabrication des métaux. Le moulage à la cire perdue est généralement plus adapté aux pièces complexes de petite à moyenne taille, aux surfaces plus nettes, à une meilleure répétabilité et à un usinage réduit. Le moulage au sable est généralement plus adapté aux pièces grandes, lourdes et de précision moyenne, où le coût de l'outillage et les dimensions sont plus importants que la finesse des détails.
Pour les acheteurs et les ingénieurs des équipementiers, la décision la plus fiable repose sur l'analyse du dessin en tenant compte du processus de fabrication. L'épaisseur des parois, la planification des références, le comportement de l'alliage, les surépaisseurs d'usinage, les exigences de contrôle et la demande annuelle doivent être abordés avant le lancement de l'outillage. Cela permet de maintenir le projet ancré dans les réalités de la production et d'éviter des modifications coûteuses après la fabrication des prototypes.
Si vous évaluez un nouveau projet de fonderie, notre équipe d'ingénieurs peut vous aider à examiner vos plans, à recommander le procédé de fonderie le plus adapté et à vous fournir des suggestions de fabrication avant l'établissement du devis. Contactez-nous via la page de demande de renseignements.







