Выбор между литьем по выплавляемым моделям и литьем в песчаные формы — распространенное решение для менеджеров по закупкам, OEM-покупателей, инженеров-механиков и дизайнеров продукции. Чертеж может показаться простым на первый взгляд, но правильный процесс литья зависит от формы детали, требуемого количества, бюджета, припуска на механическую обработку, сплава и стандарта контроля качества. Компонент насоса, корпус клапана и ручка кофемашины могут быть изготовлены из нержавеющей стали, но при этом их производство может осуществляться с использованием разных технологий.
Честный ответ таков: ни один из процессов не является универсально лучшим. Литье по выплавляемым моделям позволяет получать детали с высокой точностью, тонкие стенки и более чистую поверхность. Литье в песчаные формы позволяет изготавливать детали большего размера, требует меньших затрат на оснастку и может использоваться для тяжелых деталей, не требующих идеально гладкой поверхности. Наилучший выбор делается путем сопоставления процесса с реальными инженерными требованиями, а не путем выбора процесса, который кажется более совершенным.

Выбор технологии литья следует основывать на чертеже, наборе допусков, плане механической обработки, свойствах сплава и годовом спросе. Цена сама по себе — плохой отправной пункт, поскольку она часто скрывает затраты на механическую обработку, риск брака и риски, связанные с сроками выполнения заказа.
В этом руководстве сравниваются литье по выплавляемым моделям против литья в песчаные формы С практической точки зрения производства. Рассматриваются точность размеров, качество поверхности, стоимость оснастки, себестоимость единицы продукции, материалы, типичные области применения и ошибки покупателей, которые могут привести к неоправданным затратам после составления коммерческого предложения.
Что такое инвестиции? Кастинг?
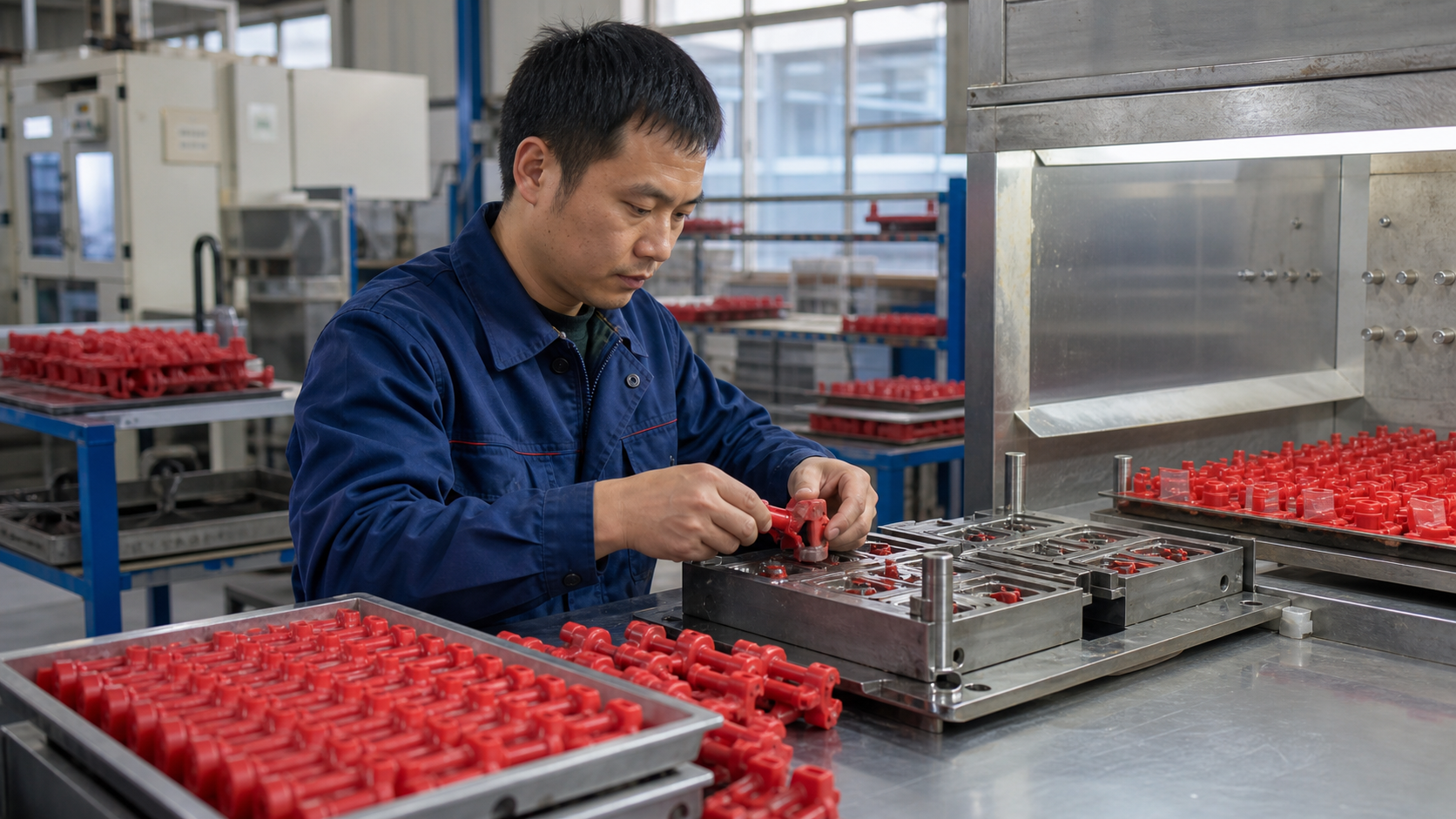
Литье по выплавляемым моделям, также называемое литье по выплавляемым моделям, Литье – это метод точного литья, при котором для создания керамической оболочечной формы используется восковая модель. Этот процесс широко применяется для изготовления сложных металлических деталей, где важны детализация формы, повторяемость и сокращение механической обработки. Во многих проектах с использованием нержавеющей и легированной стали..., прецизионное литье Выбирается потому, что деталь имеет изгибы, пазы, ребра, выступы, небольшие отверстия или поверхности, которые было бы дорого обрабатывать из заготовки.
Процесс начинается с восковой модели. Воск впрыскивается в оснастку, которая имитирует окончательную геометрию отливки, включая запланированную усадку. Несколько восковых моделей собираются на литнике. Литник погружают в керамическую суспензию, покрывают огнеупорным материалом и высушивают. Эта керамическая оболочка создается послойно, пока не приобретет достаточную прочность для заливки.

После изготовления оболочки воск удаляется в процессе депарафинизации, обычно с помощью автоклава или контролируемого нагрева. Пустая оболочка обжигается для выжигания остатков и упрочнения формы. Затем расплавленный металл заливается в горячую керамическую оболочку. После охлаждения оболочка отламывается, отливки вырезаются из литника, а литниковые каналы удаляются шлифованием или резкой.
В зависимости от сплава и требований, литье по выплавляемым моделям может проходить термообработку, травление, пассивацию, дробеструйную обработку, чистовую обработку поверхности, обработку на станках с ЧПУ, испытания под давлением или контроль размеров. Для таких компонентов, как элементы клапанов, рабочие колеса насосов, судовое оборудование, детали пищевого оборудования и компоненты машин из нержавеющей стали, возможность литья с геометрией, близкой к окончательной, позволяет сократить время обработки и отходы материала.
Главное преимущество — детализация. Литье по выплавляемым моделям лучше подходит для тонких сечений, малых радиусов, высококачественной обработки поверхности и сложных форм, чем литье в песчаные формы. Оно также обеспечивает хорошую повторяемость после стабилизации параметров оснастки и процесса. Ограничением являются стоимость и размеры. Изготовление восковой оснастки, создание оболочек, сушка и контроль процесса увеличивают затраты. Изготовление больших и тяжелых деталей может стать неэффективным или непрактичным, поскольку прочность оболочек, удобство обработки и выход годной продукции становятся важными факторами.
Совет: Где хорошо работает литье по выплавляемым моделям
Литье по выплавляемым моделям следует использовать, когда чертеж имеет сложную геометрию, требует использования нержавеющей стали или никелевых сплавов, имеет ограниченное пространство для обработки или сопряжено со значительными затратами на удаление материала на станках с ЧПУ. Для простых деталей блочной формы это редко бывает самым дешевым вариантом.
Что такое литье в песчаные формы?
Литье в песчаные формы предполагает создание полости в песчаной форме с помощью модели. Форма может быть изготовлена из сырого песка, смоляного песка или других связующих песчаных материалов. В форму помещаются стержни, если отливке необходимы внутренние каналы. Форма закрывается, заливается расплавленный металл, и после охлаждения отливка извлекается во время выбивания.
Этот процесс старше и более гибок, чем литье по выплавляемым моделям, но это не делает его менее полезным. Для крупных корпусов, оснований машин, корпусов насосов, корпусов клапанов, кронштейнов, деталей сельскохозяйственной техники и строительного оборудования литье в песчаные формы может быть правильным техническим и коммерческим решением. Оно особенно привлекательно, когда деталь большая, стенка толстая, допуск умеренный, а поверхность будет обработана механически или окрашена.

Типичный процесс литья в песчаные формы включает в себя изготовление модели, изготовление стержня, подготовку формы, заливку, охлаждение, выбивку, удаление питателя и литников, очистку, термообработку при необходимости, механическую обработку и контроль качества. Стоимость модели часто ниже, чем стоимость прецизионной оснастки для литья по выплавляемым моделям крупных деталей, особенно на ранних этапах проекта. В некоторых случаях песчаные формы также легче адаптируются для внесения инженерных изменений, чем твердая оснастка для литья по выплавляемым моделям.
Компромисс заключается в точности. Литье в песчаные формы обычно имеет более шероховатую поверхность, более широкие допуски, больший припуск на механическую обработку и больше вариаций от формы к форме. Тонкие стенки и мелкие детали сложнее изготавливать. Необходимо учитывать внутреннее смещение стержня. Углы уклона, линии разъема, питатели и пути подачи часто оказывают более сильное влияние на конечный результат, чем ожидают покупатели.

Литье в песчаные формы также является практичным вариантом, когда годовой спрос неопределен. Иногда покупатель может начать с более дешевой модели и проверить ее характеристики, прежде чем принимать решение о крупносерийном производстве оснастки. Для тяжелых отливок стоимость удаления больших объемов металла из прутка или кованой заготовки может быть намного выше, чем стоимость отливки грубой формы в песчаные формы и механической обработки только функциональных поверхностей.
Примечание: литье в песчаные формы используется не только для деталей низкой стоимости.
Многие важные промышленные детали изготавливаются методом литья в песчаные формы. Ключевым моментом является согласование допусков, контроля качества, термообработки, механической обработки и контроля литейного производства с условиями эксплуатации детали.
Сравнение литья по выплавляемым моделям и литья в песчаные формы.
В таблице ниже приведено практическое сравнение. Точные значения варьируются в зависимости от сплава, возможностей литейного производства, размера детали, геометрии и уровня контроля, но эти диапазоны полезны для выбора технологического процесса на ранних этапах.
| Фактор | Литье по выплавляемым моделям | Литье в песчаные формы |
|---|---|---|
| Точность размеров | Повышенная точность и улучшенная повторяемость для мелких и средних деталей. | Умеренная точность с большими отклонениями от условий отливки и стержня. |
| Допуск | Часто подходит для более точных допусков при литье перед механической обработкой. | Требуется более широкий допуск на литье и больший припуск на механическую обработку. |
| Отделка поверхности | Более гладкая поверхность после литья, что часто сокращает объем отделочных работ. | Шероховатая поверхность, обычно очищенная, обработанная пескоструйным методом, покрашенная или механически обработанная. |
| Минимальная толщина стенки | Лучше подходит для тонких стенок и мелких деталей. | Лучше подходит для тяжелых конструкций; тонкие стенки сложнее надежно заполнить. |
| Комплексная геометрия | Прочный материал для ребер, пазов, изгибов, выступов и интегрированных элементов. | Возможно, но использование сердечников и изменение конструкции разъемов могут увеличить риск и стоимость. |
| Стоимость оснастки | Более высокая стоимость для оснастки для литья воска и настройки процесса. | Низкий или умеренный уровень, особенно для больших простых деталей. |
| Стоимость за единицу | Конкурентоспособность достигается за счет компенсации себестоимости процесса обработки. | Конкурентоспособен для крупных деталей, деталей с толстыми стенками и умеренной точностью. |
| Объём производства | Наилучший вариант для серийного производства, где затраты на оснастку распределяются на количество продукции. | Подходит для прототипов, мелкосерийного производства и крупных промышленных деталей. |
| Время выполнения | Изготовление оснастки и изготовление оболочек могут увеличить время. | Процесс создания модели и пресс-формы может быть быстрее для некоторых крупных деталей. |
| Повторяемость | Высокий уровень после стабилизации процесса | Умеренная сложность; в значительной степени зависит от формы пресс-формы, стержня и контроля со стороны оператора. |
| Требования к механической обработке | Для некритических поверхностей требуется меньшая обработка; критические поверхности по-прежнему нуждаются в механической обработке. | Более высокий допуск обычно применяется к функциональным поверхностям. |
| Использование материалов | Подходит для получения деталей, близких к окончательной форме, с меньшим количеством отходов обработки. | Подходит для обработки крупных деталей, но изготовление литников, поддонов и заготовок может обойтись дорого. |
| Типичный вес | Детали малого и среднего размера; изготовление тяжелых деталей возможно только в исключительных случаях. | Отливки средних и очень больших размеров |
| Типичные области применения | Компоненты клапанов, рабочие колеса насосов, судовое оборудование, пищевое оборудование, медицинские детали, литье на заказ. | Корпуса насосов, корпуса клапанов, основания машин, детали для горнодобывающей промышленности, строительное оборудование. |

Для покупателей, сравнивающих два процесса, главный вопрос заключается не только в том, какой из них окажется дешевле. Более важный вопрос – какой процесс обеспечивает получение готовой детали по наименьшей надежной цене с учетом механической обработки, контроля качества, отделки и риска брака.
Сравнение затрат
Как правило, первое видимое различие заключается в стоимости оснастки. Инструменты для литья по выплавляемым моделям под давлением должны точно воспроизводить детали и учитывать усадку. Для мелких деталей они не всегда дороги, но обычно требуют большей специализации, чем простая модель для литья в песчаные формы. Инструменты для литья в песчаные формы могут быть дешевле при небольших объемах производства, особенно для крупных деталей, где требования к размерам умеренные.
Стоимость единицы продукции — более сложный показатель. Литье по выплавляемым моделям включает больше технологических этапов: впрыск воска, сборка, изготовление оболочки, сушка, удаление воска, обжиг, заливка, удаление оболочки и отрезка. Литье в песчаные формы во многих случаях имеет более низкую стоимость подготовки формы, но может потребовать большего объема механической обработки, более тщательной очистки поверхности и более точной подгонки размеров. Низкая цена отливки может обернуться высокой ценой готовой детали, если время механической обработки велико.
| Площадь затрат | Когда литье по выплавляемым моделям может быть более экономичным | Когда литье в песчаные формы может быть более экономичным |
|---|---|---|
| Стоимость оснастки | Когда конструкция стабильна и производство повторяется для множества заказов | При низком объеме производства или возможности изменения конструкции после тестирования |
| Себестоимость единицы продукции | Когда форма, близкая к окончательной, сокращается время обработки на станке с ЧПУ и потери материала. | Когда деталь большая, простая и имеет тяжелые секции |
| Стоимость обработки | Когда механической обработке подлежат только уплотнительные поверхности, отверстия или базовые поверхности. | Когда необходимо обработать наиболее важные геометрические параметры независимо от качества литья. |
| Общие производственные затраты | Когда потеря качества из-за чернового литья обходится дорого. | Когда качество обработки поверхности и жесткие допуски не являются ключевыми факторами. |
Литье по выплавляемым моделям становится более экономичным, когда деталь имеет сложные элементы, которые в противном случае потребовали бы длительных циклов механической обработки, многократных переналадок или большого объема съема материала. Например, для рычага из нержавеющей стали, небольшого компонента клапана, рабочего колеса или детали пищевого оборудования часто оправдано использование оснастки, поскольку отливка получается практически готовой.

Литье в песчаные формы более привлекательно, когда деталь большая, имеет толстые стенки или в любом случае будет подвергаться интенсивной механической обработке. Корпус насоса, корпус клапана или основание станка могут не выиграть от тонкой поверхности и детализации, достигаемых с помощью высокоточного литья по выплавляемым моделям. В таких случаях оплата более тонкой технологии литья может не снизить конечную стоимость.
Рекомендация: Сравните себестоимость готовых изделий.
Попросите поставщиков разделить этапы изготовления оснастки, литья, термообработки, механической обработки, чистовой обработки поверхности, контроля качества и упаковки. Это значительно упростит выбор между литьем по выплавляемым моделям и литьем в песчаные формы, чем сравнение только цен на отливки.
Сравнение материалов
Оба процесса позволяют отливать множество сплавов черных и цветных металлов, но не каждый литейный цех хорошо справляется со всеми марками. Перед выбором процесса следует проверить возможности материала. Углеродистая и легированная сталь могут быть получены обоими методами. Для литья нержавеющей стали часто используется литье по выплавляемым моделям для изготовления мелких прецизионных деталей из сплавов 304, 316, 316L, CF8 и CF8M. Для дуплексных марок, таких как 2205 Duplex и 2507 Duplex, независимо от выбранного процесса, необходимы тщательные знания о плавке, термообработке и борьбе с коррозией.
Жаростойкая нержавеющая сталь, никелевые сплавы, инконель и хастеллой требуют более строгой технологической дисциплины. Температура заливки, реакция в оболочке или форме, термообработка и метод контроля — все это имеет значение. Литейный завод может рекламировать широкий список сплавов, но покупателям следует запрашивать реальный опыт производства выбранного сорта. Для высокотемпературных применений полезны такие ресурсы, как... выбор высокотемпературных сплавов может помочь определить требования до запроса предложений.
Литье в песчаные формы позволяет изготавливать крупные корпуса из легированной и нержавеющей стали, но необходимо тщательно планировать качество поверхности и заготовку для механической обработки. Литье по выплавляемым моделям может быть предпочтительнее для коррозионностойких компонентов из нержавеющей стали, где важны форма, поверхность и повторяемость деталей. Для деталей из дуплексной нержавеющей стали и никелевых сплавов при проектировании следует учитывать подачу материала, толщину сечения, термообработку, а также любые необходимые испытания на термическую стойкость, твердость, прочность на растяжение или коррозионную стойкость.

Типичные области применения
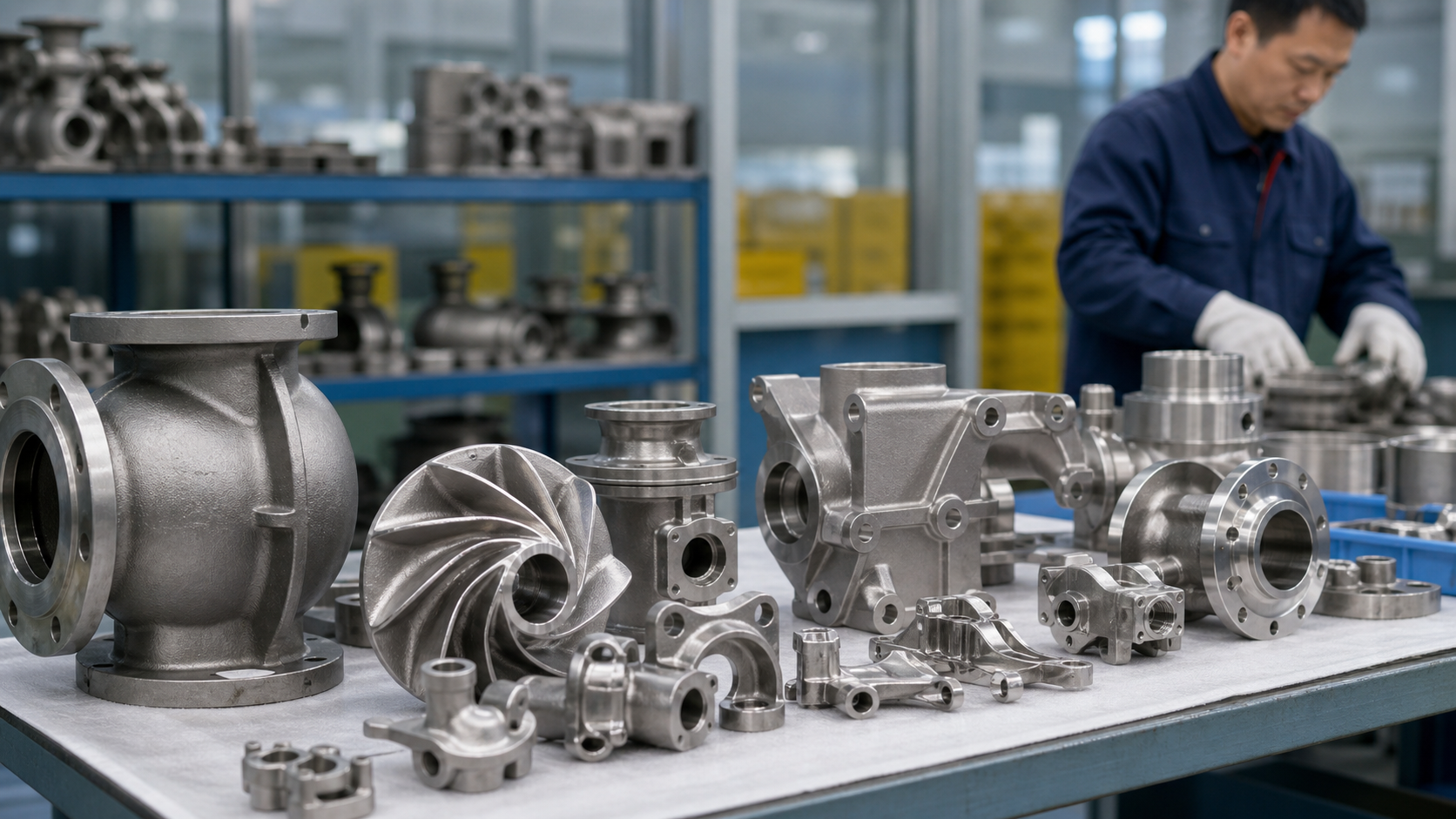
Литье по выплавляемым моделям широко используется для изготовления деталей насосов, компонентов клапанов, судового оборудования, пищевого оборудования, компонентов кофемашин, медицинских компонентов, промышленных крепежных элементов и других отливок, требующих компактной геометрии и контролируемого качества поверхности. Типичными примерами являются ручки кофемашин, рабочие колеса, зажимы, небольшие кронштейны и прецизионные механические детали из нержавеющей стали. Для деталей кофемашин, где важны как внешний вид, так и функциональность, литье против обработки на станках с ЧПУ их часто рассматривают вместе.
Литье в песчаные формы широко используется для изготовления корпусов насосов, корпусов клапанов, горнодобывающей техники, строительного оборудования, сельскохозяйственной техники, оснований машин и крупных промышленных опор. Эти детали часто имеют большую толщину сечения, более простую внешнюю геометрию и функциональные поверхности, которые будут обрабатываться механически после литья.
Иногда конструкторы пытаются использовать один и тот же процесс литья для всех изделий в рамках одного семейства. Это возможно только в том случае, если детали из одного семейства имеют схожие размеры, толщину стенок, допуски и требования к качеству обработки поверхности. Небольшая защелка из нержавеющей стали и большой корпус насоса могут принадлежать к одному семейству сплавов, но требуют совершенно разной логики литья.
Когда следует выбирать литье по выплавляемым моделям?
- Деталь имеет сложную внешнюю геометрию, механическая обработка которой обойдется дорого.
- Требуются тонкие стенки, изящные ребра, небольшие выступы или плавные переходы.
- Качество обработки поверхности должно быть лучше, чем у типичной литьевой формы из песчаных отливок.
- Повторяемость размеров важна для всех производственных партий.
- Деталь небольшого или среднего размера, конструкция стабильна.
- Время обработки на станках с ЧПУ можно сократить за счет литья, выполненного ближе к конечной форме.
- Используемый сплав — нержавеющая сталь, дуплексная нержавеющая сталь, жаропрочная нержавеющая сталь или никелевый сплав, и литейный завод имеет подтвержденный опыт в этой области.
- Годовой объем производства достаточно высок, чтобы распределить затраты на оснастку равномерно.
- Данный компонент является частью клапана, насоса, морской системы, пищевого оборудования или прецизионного механического устройства.
Контрольный список: Запрос предложений по литью по выплавляемым моделям
- Доступны как 3D-модель, так и 2D-чертеж.
- Критические размеры и базовые точки четко обозначены.
- Обработанные поверхности отделяются от поверхностей, полученных методом литья.
- Определены марка материала и степень термообработки.
- Перечислены требования к качеству поверхности, пассивации, испытаниям и упаковке.
- Годовой спрос и объемы партий являются реалистичными.
Когда следует выбирать литье в песчаные формы?
- Деталь большая, тяжелая или имеет толстые стенки.
- Геометрия не отличается высокой детализацией и не требует идеально гладкой поверхности, полученной в процессе литья.
- Припуск на механическую обработку допустим в проектировании и бюджете.
- Объём производства невелик, неопределён или находится на стадии тестирования.
- Данная деталь представляет собой корпус насоса, корпус клапана, раму оборудования, основание или компонент механизма.
- Бюджет на оснастку необходимо контролировать на ранних этапах разработки.
- После испытаний прототипа, скорее всего, произойдут инженерные изменения.
- Отливка будет окрашена, покрыта защитным слоем или полностью обработана механической обработкой на видимых участках.
- Литейный цех обладает богатым опытом в области изготовления стержней, подачи материала и работы с крупными формами.
Литье в песчаные формы не следует выбирать только потому, что первоначальная смета на оснастку ниже. Это правильный выбор, когда требования к допускам, поверхности и механической обработке соответствуют реальной детали. Если впоследствии покупатель потребует от процесса литья в песчаные формы поверхности и допусков на уровне литья по выплавляемым моделям, стоимость и сроки выполнения заказа могут быстро возрасти.
Распространённые ошибки, которые допускают покупатели.
- Сравнивать цены на литье, не сравнивая при этом стоимость механической обработки.
- Отправка только 3D-модели без указания допусков, сплава или примечаний по контролю качества.
- Предполагается, что марки нержавеющей стали ведут себя одинаково во всех процессах литья.
- Выбор метода литья в песчаные формы для небольшой сложной детали, которая должна быть изготовлена с минимальными потерями.
- Выбор метода литья по выплавляемым моделям для крупной простой детали, где детализация не имеет значения.
- Забыли про уклон, линию разъема, литники, стояки и планирование базовых параметров обработки.
- Использование нереалистичных допусков на поверхностях, которые в любом случае будут подвергаться механической обработке.
- При принятии решения о приемлемости стоимости оснастки следует игнорировать годовой спрос.
- Изменение конструкции после изготовления оснастки без учета влияния на стоимость и сроки.
- Неопределение требований к контролю качества до составления коммерческого предложения.
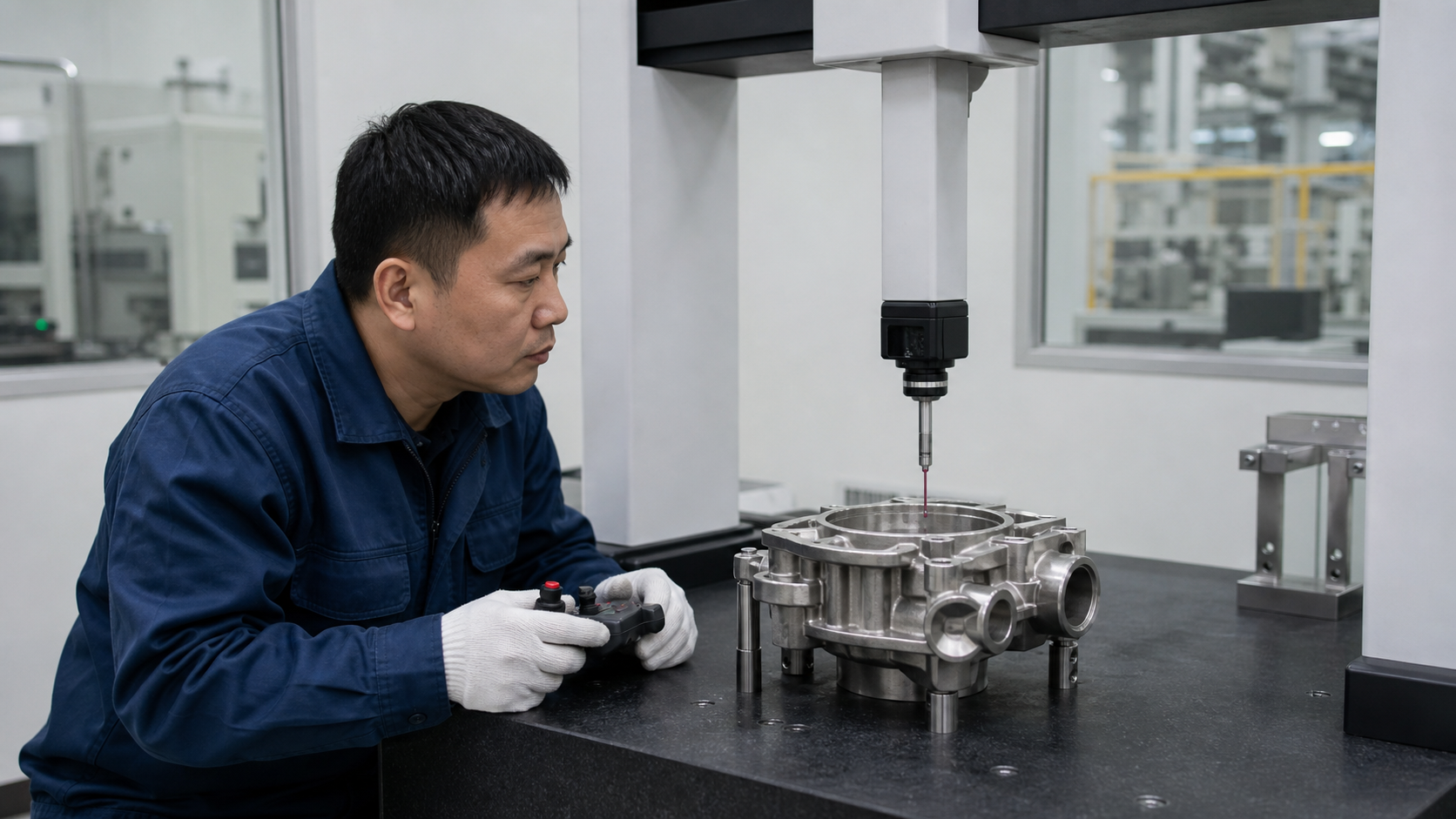
Планирование качества особенно важно, когда литые детали используются в насосах, клапанах, узлах, работающих под давлением, морском оборудовании или пищевом оборудовании. Контроль размеров, сертификация материалов, испытания под давлением, неразрушающий контроль и прослеживаемость должны обсуждаться на этапе составления коммерческого предложения. Более подробную информацию об оценке поставщиков см. в этом руководстве. выбор литейного завода по производству отливок по выплавляемым моделям.
Контрольный список: Анализ выбора процесса
- Подтвердите размер, вес и толщину стенки детали.
- Отметьте критические допуски и некритические поверхности литых изделий.
- Оцените время обработки для обоих вариантов процесса.
- Ознакомьтесь с наличием сплавов и историей литейного производства.
- Сравните стоимость оснастки с ожидаемым годовым спросом.
- Определите уровень проверки качества до начала переговоров о цене.
- Включите требования к обработке поверхности и защите от коррозии.
- Проверяйте график поставок, а не только цену за единицу товара.
Часто задаваемые вопросы
1. Всегда ли литье по выплавляемым моделям точнее, чем литье в песчаные формы?
Для мелких и средних деталей литье по выплавляемым моделям обычно обеспечивает лучшую точность размеров и качество поверхности. Литье в песчаные формы также может соответствовать промышленным требованиям, если план допусков и припуски на механическую обработку разработаны правильно.
2. Какой процесс лучше подходит для литья нержавеющей стали?
Это зависит от размера и геометрии детали. Для небольших деталей из нержавеющей стали с высокой степенью детализации обычно используется прецизионное литье по выплавляемым моделям. Для более крупных корпусов или элементов из нержавеющей стали, где для чистовой обработки критически важных поверхностей часто используется литье в песчаные формы.
3. Литье по выплавляемым моделям — это то же самое, что и литье по выплавляемым моделям?
Да. Литье по выплавляемым моделям — это традиционное название литья по выплавляемым моделям, поскольку восковая модель удаляется до того, как металл заливается в керамическую оболочку.
4. Какой процесс имеет меньшую стоимость оснастки?
Литье в песчаные формы часто имеет более низкую стоимость оснастки, особенно для крупных деталей или неопределенных объемов. Использование оснастки для литья по выплавляемым моделям может быть оправдано, когда экономия на повторном производстве и механической обработке существенна.
5. Какой процесс имеет более низкую себестоимость единицы продукции?
Литье в песчаные формы может обеспечить более низкую себестоимость единицы продукции для крупных простых деталей. Литье по выплавляемым моделям может обеспечить более низкую себестоимость готовой детали для сложных изделий, поскольку позволяет сократить механическую обработку и отходы материала.
6. Может ли литье по выплавляемым моделям заменить обработку на станках с ЧПУ?
Нет. Литье по выплавляемым моделям позволяет сократить объем механической обработки, но для важных отверстий, уплотнительных поверхностей, резьбы, посадочных мест подшипников и базовых элементов обычно по-прежнему требуется обработка на станках с ЧПУ.
7. Может ли литье в песчаные формы создавать сложные внутренние каналы?
Да, с использованием сердечников. Проектировщик должен учитывать прочность сердечника, его смещение, очистку и осмотр. Сложные внутренние каналы повышают риск и должны быть рассмотрены на раннем этапе.
8. Какой процесс лучше подходит для деталей насоса?
Небольшие рабочие колеса, кронштейны и компоненты из нержавеющей стали часто изготавливаются методом литья по выплавляемым моделям. Крупные корпуса насосов и детали кожухов часто изготавливаются методом литья в песчаные формы.
9. Какой процесс лучше подходит для компонентов клапанов?
Декоративные элементы клапанов, рукоятки, диски и компактные детали из нержавеющей стали часто изготавливаются методом литья по выплавляемым моделям. Крупные корпуса клапанов часто отливаются в песчаные формы, а затем обрабатываются на уплотнительных и сборочных поверхностях.
10. Какую информацию следует включить в запрос предложений (RFQ)?
Включите 3D-модель, 2D-чертеж, марку материала, годовой объем производства, объем партии, примечания по допускам, обработанные поверхности, термообработку, стандарт контроля качества, качество поверхности и целевой график поставок.
11. Как покупателям выбрать между литьем по выплавляемым моделям и литьем в песчаные формы?
Начните с оценки готовой детали: ее функциональности, допусков, поверхности, обработки, сплава и количества. Затем сравните общую стоимость производства, а не только цену литья. Процесс, который кажется дороже на этапе литья, может оказаться дешевле после обработки и контроля качества.
12. Может ли один поставщик обеспечить оба процесса?
Некоторые производители могут координировать оба процесса, но возможность их реализации следует проверить на реальных примерах. Важно, чтобы рекомендуемый процесс соответствовал характеристикам детали, а не предпочтительному производственному маршруту поставщика.
Заключительные замечания по отбору
Литье по выплавляемым моделям и литье в песчаные формы занимают прочное место в металлообработке. Литье по выплавляемым моделям обычно лучше подходит для мелких и средних сложных деталей, обеспечивает более чистые поверхности, более высокую повторяемость и снижает необходимость механической обработки. Литье в песчаные формы обычно лучше подходит для крупных, тяжелых деталей средней точности, где стоимость оснастки и размер сечения имеют большее значение, чем мелкие детали.
Для OEM-заказчиков и инженеров наиболее надежное решение принимается на основе анализа чертежа с учетом технологического процесса. Толщина стенок, планирование базовых элементов, характеристики сплава, припуск на механическую обработку, требования к контролю качества и годовой спрос должны быть обсуждены до начала изготовления оснастки. Это позволяет проекту оставаться в рамках производственных реалий и предотвращает дорогостоящие изменения после изготовления образцов.
Если вы рассматриваете новый проект по литью, наша инженерная команда может помочь проверить ваши чертежи, порекомендовать наиболее подходящий процесс литья и предоставить производственные рекомендации до составления коммерческого предложения. Свяжитесь с нами через страницу запроса..







