Choosing between investment casting and sand casting is a common decision for purchasing managers, OEM buyers, mechanical engineers, and product designers. The drawing may look simple at first, but the right casting process depends on the shape of the part, the required quantity, the budget, the machining allowance, the alloy, and the inspection standard. A pump component, a valve body, and a coffee machine handle may all be stainless steel casting projects, yet they may not belong in the same foundry process.
The honest answer is that neither process is universally better. Investment casting can produce fine details, thin walls, and a cleaner surface. Sand casting can handle larger parts, lower tooling budgets, and heavy sections that do not need a near-net surface. The best choice comes from matching the process to the real engineering requirement, not from selecting the process that sounds more advanced.

A casting process should be selected from the drawing, tolerance stack, machining plan, alloy behavior, and annual demand. Price alone is a poor starting point because it often hides machining cost, scrap risk, and schedule risk.
This guide compares investment casting vs sand casting from a practical manufacturing point of view. It covers dimensional accuracy, surface finish, tooling cost, unit cost, materials, typical applications, and buyer mistakes that can create avoidable cost after quotation.
What Is Investment Casting?
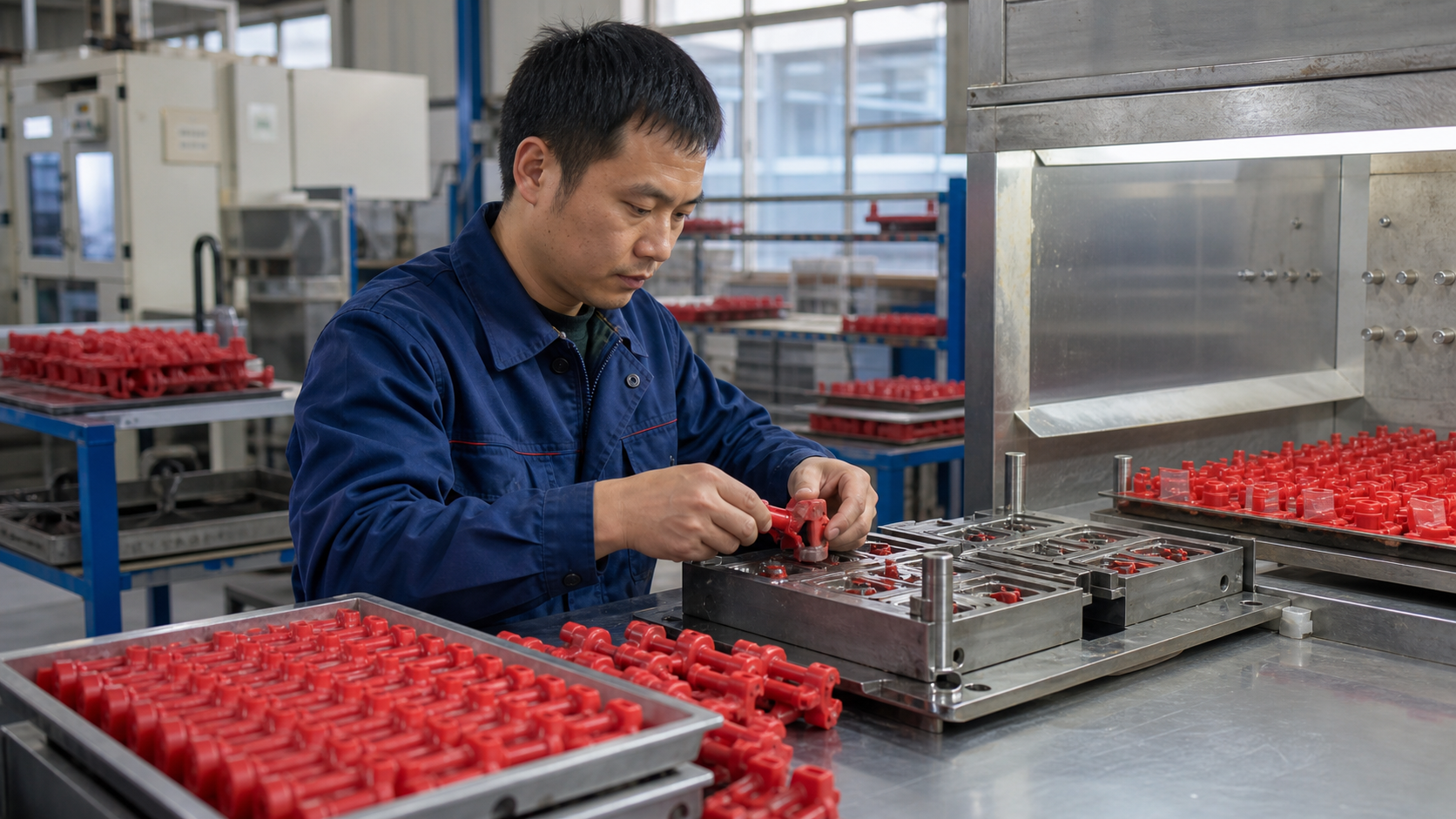
Investment casting, also called lost wax casting, is a precision casting method that uses a wax pattern to form a ceramic shell mold. The process is widely used for complex metal parts where shape detail, repeatability, and reduced machining are important. In many stainless steel and alloy steel projects, precision casting is selected because the part has curves, slots, ribs, bosses, small holes, or surfaces that would be expensive to machine from billet.
The process begins with a wax pattern. Wax is injected into tooling that represents the final casting geometry, including planned shrinkage. Several wax patterns are assembled onto a tree. The tree is dipped into ceramic slurry, coated with refractory material, and dried. This ceramic shell is built in layers until it has enough strength for pouring.

After shell building, the wax is removed during dewaxing, usually by autoclave or controlled heating. The empty shell is fired to burn out residue and strengthen the mold. Molten metal is then poured into the hot ceramic shell. After cooling, the shell is broken away, the castings are cut from the tree, and gates are removed by grinding or cutting.
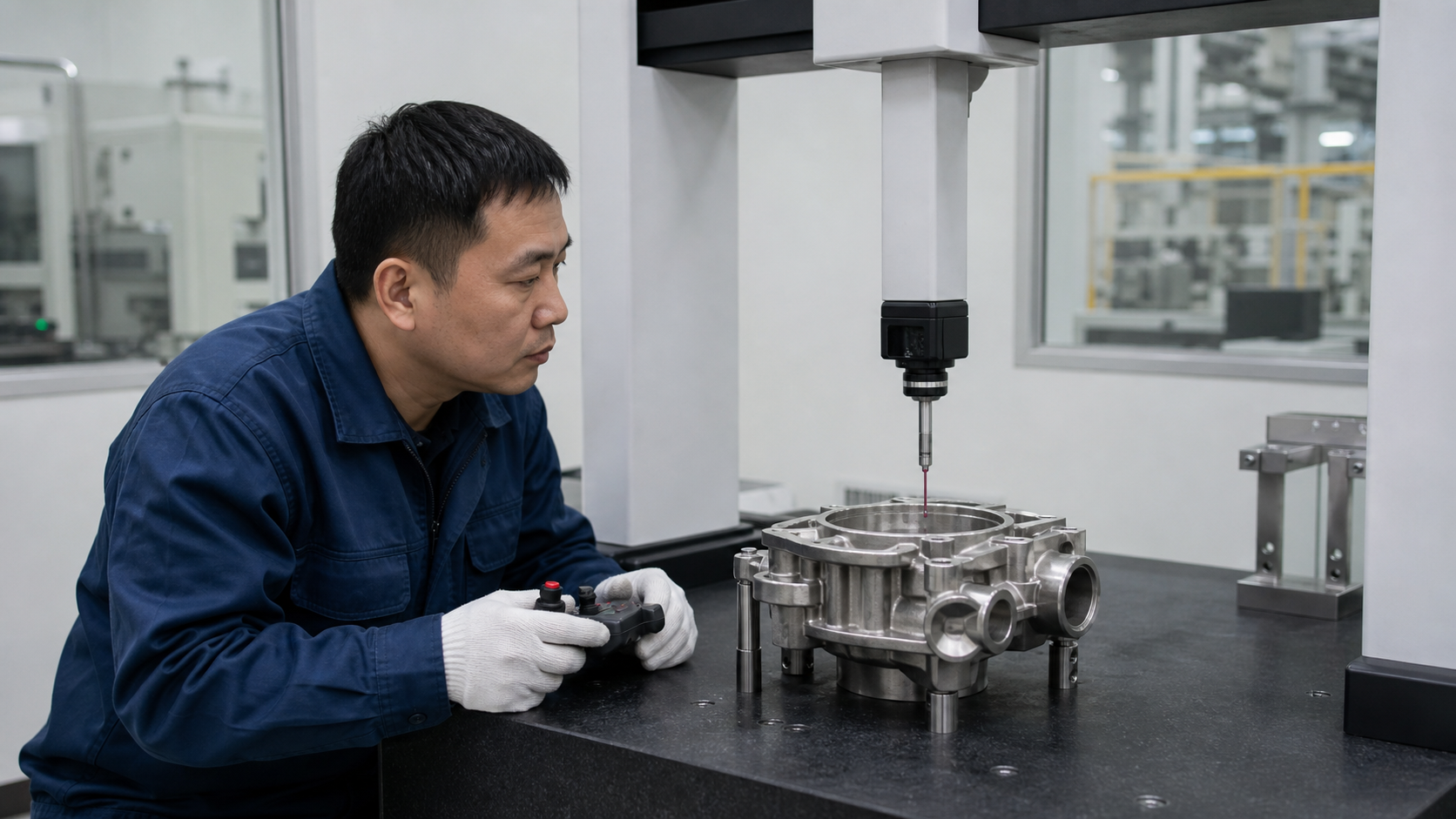
Depending on the alloy and requirement, investment castings may go through heat treatment, pickling, passivation, shot blasting, surface finishing, CNC machining, pressure testing, or dimensional inspection. For components such as valve trim, pump impellers, marine hardware, food equipment parts, and stainless steel machine components, the ability to cast near-net geometry can reduce machining time and material waste.
The main advantage is detail. Investment casting handles thin sections, small radii, fine surface finish, and complex shapes better than sand casting. It also offers good repeatability after the tooling and process parameters are stable. The limitation is cost and size. Wax tooling, shell building, drying, and process control add expense. Large, heavy parts can become inefficient or impractical because shell strength, handling, and yield become concerns.
Tip: Where investment casting works well
Use investment casting when the drawing has complex geometry, stainless steel or nickel alloy requirements, tight machining locations, or a high cost penalty for removing material by CNC. It is rarely the lowest-cost choice for a simple block-shaped part.
What Is Sand Casting?
Sand casting uses a pattern to form a cavity in a sand mold. The mold may be made from green sand, resin sand, or other bonded sand systems. Cores are placed inside the mold when the casting needs internal passages. The mold is closed, molten metal is poured, and after cooling the casting is removed during shakeout.
The process is older and more flexible than investment casting, but that does not make it less useful. For large housings, machine bases, pump casings, valve bodies, brackets, agricultural machinery parts, and construction equipment parts, sand casting may be the correct technical and commercial answer. It is especially attractive when the part is large, the wall is thick, tolerance is moderate, and the surface will be machined or painted.

A typical sand casting route includes pattern making, core making, mold preparation, pouring, cooling, shakeout, riser and gate removal, cleaning, heat treatment when required, machining, and inspection. Pattern cost is often lower than precision investment casting tooling for large parts, especially at early project stages. Sand molds can also be adapted for engineering changes more easily than hard investment casting tooling in some cases.
The tradeoff is accuracy. Sand casting normally has a rougher surface, wider tolerance, higher machining allowance, and more variation from mold to mold. Thin walls and fine details are more difficult. Internal core shift must be considered. Draft angles, parting lines, risers, and feed paths often have a stronger effect on the final design than buyers expect.

Sand casting is also a practical choice when the annual demand is uncertain. A buyer can sometimes start with a lower-cost pattern and verify performance before committing to higher-volume tooling. For heavy castings, the cost of removing large amounts of metal from bar stock or forged stock can be far higher than casting the rough shape in sand and machining only functional surfaces.
Note: Sand casting is not only for low-value parts
Many critical industrial parts are sand cast. The key is to align tolerance, inspection, heat treatment, machining, and foundry control with the service conditions of the part.
Investment Casting vs Sand Casting Comparison
The table below gives a practical comparison. Exact numbers vary by alloy, foundry capability, part size, geometry, and inspection level, but these ranges are useful for early process selection.
| Factor | Investment Casting | Sand Casting |
|---|---|---|
| Dimensional Accuracy | Higher accuracy and better repeatability for small and medium parts | Moderate accuracy with more variation from mold and core conditions |
| Tolerance | Often suitable for closer casting tolerances before machining | Requires wider casting tolerance and larger machining allowance |
| Surface Finish | Smoother as-cast surface, often reducing finishing work | Rougher surface, commonly cleaned, blasted, painted, or machined |
| Minimum Wall Thickness | Better for thinner walls and fine features | Better for heavier sections; thin walls are harder to fill reliably |
| Complex Geometry | Strong for ribs, slots, curves, bosses, and integrated features | Possible, but cores and parting design may increase risk and cost |
| Tooling Cost | Higher for wax injection tooling and process setup | Lower or moderate, especially for large simple parts |
| Piece Cost | Competitive when machining reduction offsets process cost | Competitive for large parts, thick walls, and moderate precision |
| Production Volume | Best for repeat production where tooling cost is spread over quantity | Works for prototypes, small batches, and large industrial parts |
| Lead Time | Tooling and shell process can add time | Pattern and mold route can be faster for some large parts |
| Repeatability | High after process stabilization | Moderate; depends heavily on mold, core, and operator control |
| Machining Requirement | Lower for non-critical surfaces; critical faces still need machining | Higher allowance is common on functional surfaces |
| Material Utilization | Good for near-net shapes with lower machining waste | Good for large shapes, but gates, risers, and machining stock can be high |
| Typical Weight | Small to medium parts; heavy parts possible only in specific cases | Medium to very large castings |
| Typical Applications | Valve components, pump impellers, marine hardware, food equipment, medical parts, custom castings | Pump housings, valve bodies, machine bases, mining parts, construction equipment |

For buyers comparing the two processes, the main question is not only which casting can be quoted cheaper. The better question is which process delivers the finished part at the lowest reliable cost after machining, inspection, finishing, and scrap risk are included.
Cost Comparison
Tooling cost is usually the first visible difference. Investment casting tooling for wax injection must hold detail and shrinkage accurately. It is not always expensive for small parts, but it is usually more specialized than a simple sand casting pattern. Sand casting tooling may be less expensive at low volume, especially for larger parts where dimensional expectations are moderate.
Unit cost is more complicated. Investment casting has more process steps: wax injection, assembly, shell building, drying, dewaxing, firing, pouring, shell removal, and cutoff. Sand casting has lower mold preparation cost in many cases, but it may require more machining stock, more surface cleanup, and more dimensional correction. A low casting price can become a high finished-part price if machining time is heavy.
| Cost Area | When Investment Casting May Be More Economical | When Sand Casting May Be More Economical |
|---|---|---|
| Tooling Cost | When the design is stable and production repeats over many orders | When quantity is low or the design may change after testing |
| Unit Cost | When near-net shape reduces CNC time and material loss | When the part is large, simple, and has heavy sections |
| Machining Cost | When only sealing faces, holes, or datum surfaces need machining | When most critical geometry must be machined regardless of casting quality |
| Total Manufacturing Cost | When quality loss from rough casting would be expensive | When surface finish and close tolerance are not key drivers |
Investment casting becomes more economical when a part has complex features that would otherwise require long machining cycles, multiple setups, or high material removal. A stainless steel lever, small valve component, impeller, or food equipment part can often justify the tooling because the casting comes close to finished shape.

Sand casting is more attractive when the part is large, has thick walls, or will be machined heavily anyway. A pump housing, valve body, or machine base may not benefit from the fine surface and detail of precision investment casting. In those cases, paying for a finer casting process may not reduce the finished cost.
Best practice: Compare finished-part cost
Ask suppliers to separate tooling, casting, heat treatment, machining, surface finishing, inspection, and packaging. This makes the investment casting vs sand casting decision much clearer than comparing casting prices alone.
Material Comparison
Both processes can cast many ferrous and non-ferrous alloys, but not every foundry handles every grade well. Material capability should be checked before process selection. Carbon steel and alloy steel can be produced by both methods. For stainless steel casting, investment casting is often used for smaller precision parts in 304, 316, 316L, CF8, and CF8M. Duplex grades such as 2205 Duplex and 2507 Duplex need careful melting, heat treatment, and corrosion-control knowledge, no matter which process is chosen.
Heat resistant stainless steel, nickel alloy, Inconel, and Hastelloy require more process discipline. Pouring temperature, shell or mold reaction, heat treatment, and inspection method all matter. A foundry may advertise a broad alloy list, but buyers should ask for real production experience with the selected grade. For high-temperature applications, resources such as high temperature alloy selection can help define the requirement before RFQ.
Sand casting can handle large alloy steel and stainless steel housings, but surface finish and machining stock must be planned. Investment casting may be preferred for corrosion-resistant stainless steel components where shape, surface, and repeatable detail are important. For duplex stainless and nickel alloy parts, design review should include feedability, section thickness, heat treatment, and any required PMI, hardness, tensile, or corrosion testing.

Typical Applications
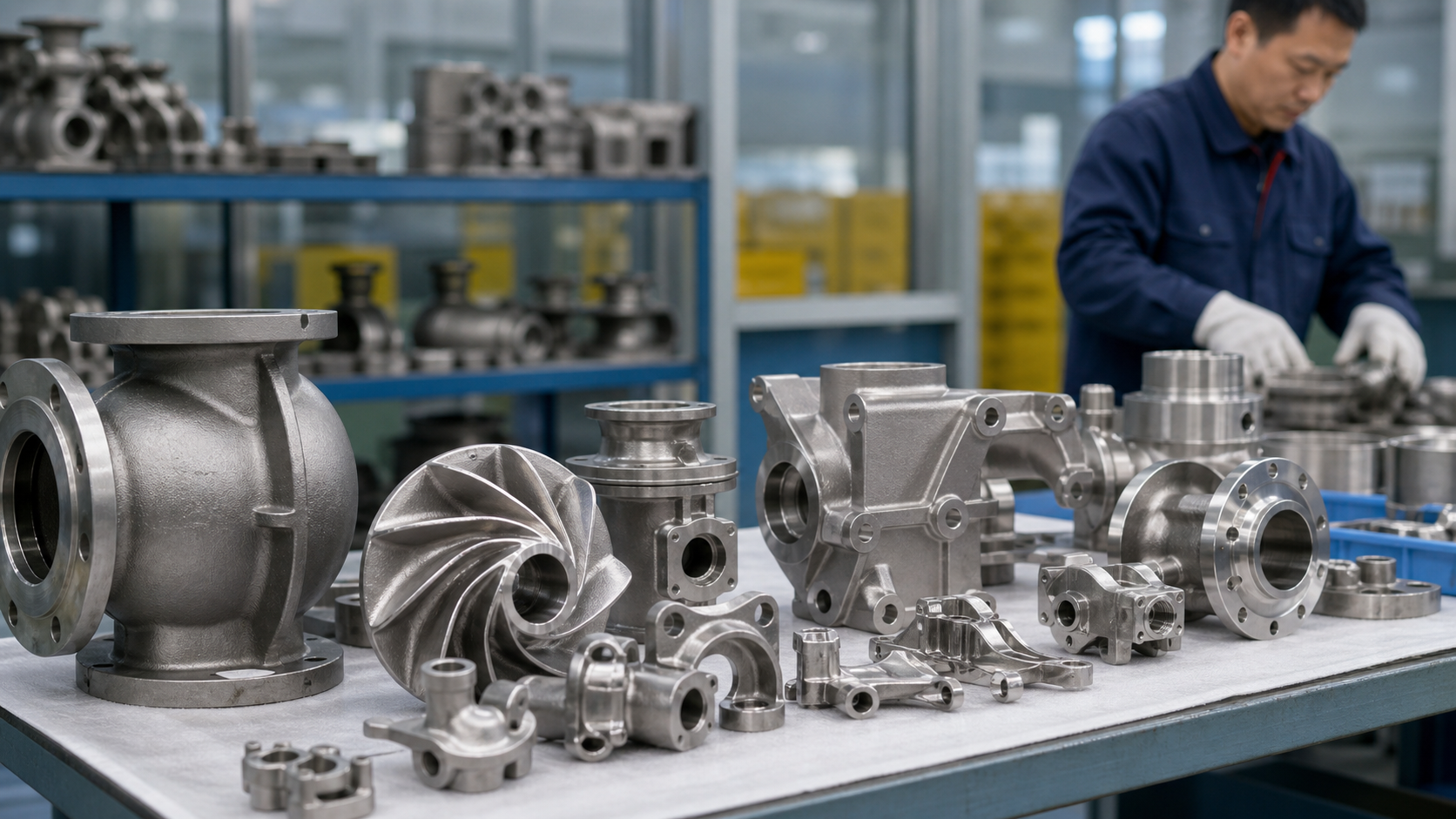
Investment casting is common for pump parts, valve components, marine hardware, food equipment, coffee machine components, medical components, industrial fasteners, and other custom castings that require compact geometry and controlled surface quality. Stainless steel coffee machine handles, impellers, clamps, small brackets, and precision mechanical parts are typical examples. For coffee machine parts where appearance and function both matter, casting vs CNC machining is often reviewed together.
Sand casting is common for pump housing, valve body, mining machinery, construction equipment, agricultural machinery, machine base, and large industrial supports. These parts often have larger section thickness, simpler outside geometry, and functional surfaces that will be machined after casting.
Product designers sometimes try to make one casting process cover every product in a family. That can work only when the part family has similar size, wall thickness, tolerance, and finishing expectations. A small stainless steel latch and a large pump casing may share an alloy family but need completely different casting logic.
When Should You Choose Investment Casting?
- The part has complex external geometry that would be costly to machine.
- Thin walls, fine ribs, small bosses, or smooth transitions are required.
- The surface finish must be better than a typical sand casting surface.
- Dimensional repeatability is important across production batches.
- The part is small or medium in size and the design is stable.
- CNC machining time can be reduced by casting closer to final shape.
- The alloy is stainless steel, duplex stainless, heat-resistant stainless, or nickel alloy and the foundry has proven experience.
- The annual volume is high enough to spread tooling cost.
- The component is part of a valve, pump, marine system, food equipment assembly, or precision mechanical device.
Checklist: Investment casting RFQ
- 3D model and 2D drawing are both available.
- Critical dimensions and datums are clearly marked.
- Machined surfaces are separated from as-cast surfaces.
- Material grade and heat treatment are defined.
- Surface finish, passivation, testing, and packaging requirements are listed.
- Annual demand and batch quantity are realistic.
When Should You Choose Sand Casting?
- The part is large, heavy, or has thick wall sections.
- The geometry is not highly detailed or does not need a fine as-cast surface.
- Machining allowance is acceptable in the design and budget.
- Production quantity is low, uncertain, or still in testing.
- The part is a pump housing, valve body, equipment frame, base, or machinery component.
- Tooling budget must be controlled during early development.
- Engineering changes are likely after prototype testing.
- The casting will be painted, coated, or fully machined on visible areas.
- The foundry has strong experience with cores, feeding, and large mold handling.
Sand casting should not be selected only because the first tooling quotation is lower. It is the right choice when its tolerance, surface, and machining requirements fit the real part. If the buyer later demands investment-casting-level surface and tolerance from a sand casting process, cost and lead time can increase quickly.
Common Mistakes Buyers Make
- Comparing casting price without comparing machining cost.
- Sending only a 3D model without tolerances, alloy, or inspection notes.
- Assuming stainless steel grades behave the same in every casting process.
- Choosing sand casting for a small complex part that should be near-net.
- Choosing investment casting for a large simple part where detail brings no value.
- Forgetting draft, parting line, gates, risers, and machining datum planning.
- Using unrealistic tolerances on surfaces that will be machined anyway.
- Ignoring annual demand when deciding whether tooling cost is acceptable.
- Changing the design after tooling without checking cost and schedule impact.
- Not defining quality control requirements before quotation.
Quality planning is especially important when castings are used in pumps, valves, pressure-related assemblies, marine equipment, or food equipment. Dimensional inspection, material certification, pressure testing, NDT, and traceability should be discussed at quotation stage. For more detail on supplier evaluation, see this guide on choosing an investment casting foundry.
Checklist: Process selection review
- Confirm part size, weight, and wall thickness.
- Mark critical tolerances and non-critical cast surfaces.
- Estimate machining time for both process options.
- Review alloy availability and foundry production history.
- Compare tooling cost against expected annual demand.
- Define inspection level before price negotiation.
- Include surface finishing and corrosion requirements.
- Review delivery schedule, not only unit price.
Frequently Asked Questions
1. Is investment casting always more accurate than sand casting?
For small and medium parts, investment casting usually provides better dimensional accuracy and surface finish. Sand casting can still meet industrial requirements when the tolerance plan and machining allowance are designed correctly.
2. Which process is better for stainless steel casting?
It depends on part size and geometry. Precision investment casting is common for smaller stainless steel parts with detail. Sand casting is often used for larger stainless steel housings or bodies where machining will finish critical surfaces.
3. Is lost wax casting the same as investment casting?
Yes. Lost wax casting is the traditional name for investment casting because the wax pattern is removed before metal is poured into the ceramic shell.
4. Which process has lower tooling cost?
Sand casting often has lower tooling cost, especially for large parts or uncertain quantities. Investment casting tooling can be justified when repeat production and machining savings are strong.
5. Which process has lower unit cost?
Sand casting may have lower unit cost for large simple parts. Investment casting may have lower finished-part cost for complex parts because it can reduce machining and material waste.
6. Can investment casting replace CNC machining?
No. Investment casting can reduce machining, but critical holes, sealing faces, threads, bearing seats, and datums usually still require CNC machining.
7. Can sand casting produce complex internal passages?
Yes, with cores. The designer must allow for core strength, core shift, cleaning, and inspection. Complex internal passages increase risk and should be reviewed early.
8. Which process is better for pump parts?
Small impellers, brackets, and stainless steel components often fit investment casting. Large pump housings and casing parts often fit sand casting.
9. Which process is better for valve components?
Valve trim, handles, discs, and compact stainless parts often fit investment casting. Large valve bodies are frequently sand cast, then machined on sealing and assembly surfaces.
10. What information should be included in an RFQ?
Include 3D model, 2D drawing, material grade, annual quantity, batch quantity, tolerance notes, machined surfaces, heat treatment, inspection standard, surface finish, and target delivery schedule.
11. How should buyers decide between investment casting and sand casting?
Start with the finished part: function, tolerance, surface, machining, alloy, and quantity. Then compare total manufacturing cost, not only casting price. A process that looks more expensive at the casting stage may be cheaper after machining and inspection.
12. Can one supplier provide both processes?
Some manufacturers can coordinate both processes, but capability should be verified by real examples. The important point is that the process recommendation should match the part, not the supplier’s favorite production route.
Final Selection Notes
Investment casting and sand casting both have a solid place in metal manufacturing. Investment casting is usually the better fit for small to medium complex parts, cleaner surfaces, tighter repeatability, and reduced machining. Sand casting is usually the better fit for large, heavy, moderate-precision parts where tooling cost and section size matter more than fine detail.
For OEM buyers and engineers, the most reliable decision comes from reviewing the drawing with the process in mind. Wall thickness, datum planning, alloy behavior, machining allowance, inspection requirements, and annual demand should be discussed before tooling starts. This keeps the project grounded in manufacturing reality and prevents expensive changes after samples are made.
If you’re evaluating a new casting project, our engineering team can help review your drawings, recommend the most suitable casting process, and provide manufacturing suggestions before quotation. Contact us through the inquiry page.







