Local Service, Global Capabilities.
Local Service, Global Capabilities.
Our EDM service can process complex shapes in hard materials with high precision and efficiency, providing a flexible and precise production solution for custom parts.
Get a Rapid Quote
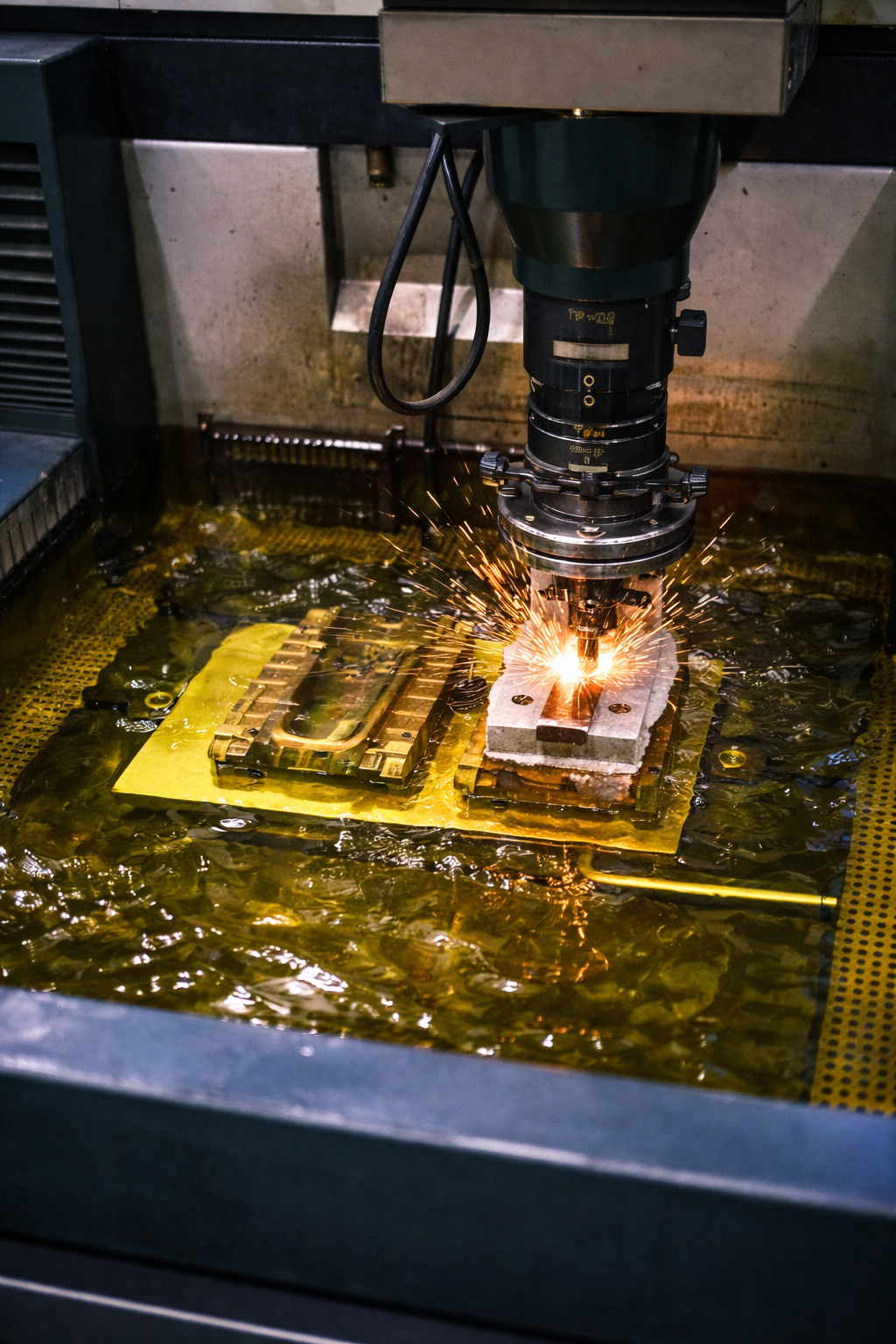
Relying on precise electrical discharge machining to manufacture precision parts with features that are difficult for CNC machining, such as sharp corners, thin walls, deep grooves, and narrow cavities.
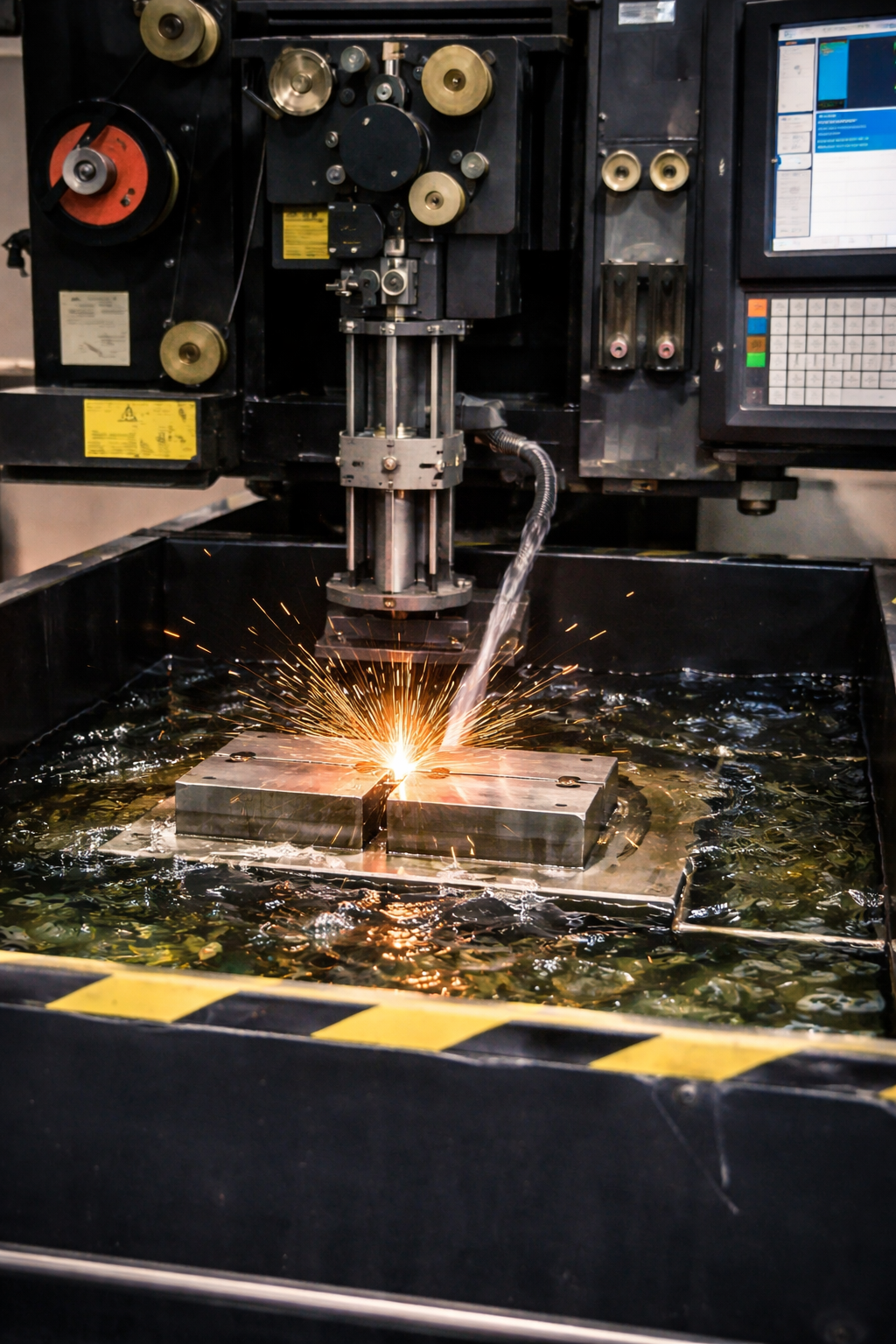
WEDM can efficiently and accurately machine parts with hard materials and thorough structures such as elongated holes, deep cavities, and narrow slits.
EDM and Wire EDM offer unique benefits for high precision, intricate designs, and tough materials. Top six advantages of each:
EDM and Wire EDM provide unmatched precision for complex geometries and tight tolerances, often within a few microns.
They are ideal for hard materials like tool steels, titanium, carbide, and hardened alloys, perfect for aerospace, automotive, and medical industries.
Both excel at complex shapes, sharp edges, and intricate features, including internal cavities, undercuts, and fine holes. Wire EDM is great for narrow slots and precise contours, while EDM is ideal for 3D shapes with tight tolerances.
EDM and Wire EDM eliminate the risk of distortion, warping, or tool wear, valuable for delicate or thin-walled components.
They generate minimal heat, keeping the heat-affected zone to a minimum, preventing material deformation and preserving workpiece quality, even with heat-sensitive materials.
EDM and Wire EDM are versatile with a wide range of materials, suitable for simple parts and highly complex, customized components, ideal for prototyping and low-volume production. This list highlights the key strengths of EDM and Wire EDM, showcasing their value across various industries and applications.
| Feature | Standard Tolerance | Tightest Achievable |
|---|---|---|
| Linear Dimensions | ±0.01 mm (±0.0004") | ±0.005 mm (±0.0002") |
| Hole Diameter | ±0.015 mm (±0.0006") | ±0.008 mm (±0.0003") |
| Slot Width | ±0.02 mm (±0.0008") | ±0.01 mm (±0.0004") |
| Edge Radius / Corner | R0.2 mm typical | R0.1 mm possible |
| Surface Finish (Ra) | 1.2-3.2 μm | Down to 0.8 μm with polishing |
| Standards Applied | ISO 2768-m / ISO 2768-f | ISO 286, DIN ISO 1302 etc. |
| Feature | Standard Tolerance | Tightest Achievable |
|---|---|---|
| Linear Dimensions | ±0.005 mm (±0.0002") | ±0.002 mm (±0.00008") |
| Hole/Opening Diameter | ±0.006 mm (±0.00024") | ±0.0025 mm (±0.0001") |
| Slot Width | ±0.008 mm (±0.0003") | ±0.003 mm (±0.00012") |
| Min. Corner Radius | R0.05-0.1 mm typical | Down to R0.02 mm |
| Surface Finish (Ra) | 0.6-1.6 μm | As low as 0.2 μm (multi-pass) |
| Standards Applied | ISO 2768-f, GB/T 1804-2000 | ISO 1302 for surface finish |
| Feature | Standard Tolerance | Tightest Achievable |
|---|---|---|
| Linear Dimensions | ±0.01 mm (±0.0004") | ±0.005 mm (±0.0002") |
| Hole/Opening Diameter | ±0.012 mm (±0.0005") | ±0.006 mm (±0.00024") |
| Slot Width | ±0.015 mm (±0.0006") | ±0.007 mm (±0.00028") |
| Min. Corner Radius | R0.1-0.2 mm | — |
| Surface Finish (Ra) | 1.2-2.5 μm | ~1.0 μm with secondary pass |
| Standards Applied | Cost-effective fine cutting | Tooling, jigs, semi-precision |
| Feature | Standard Tolerance | Tightest Achievable |
|---|---|---|
| Linear Dimensions | ±0.02 mm (±0.0008") | ±0.01 mm (±0.0004") |
| Hole/Opening Diameter | ±0.03 mm (±0.0012") | ±0.015 mm (±0.0006") |
| Slot Width | ±0.03 mm (±0.0012") | ±0.015 mm (±0.0006") |
| Min. Corner Radius | R0.2-0.3 mm | — |
| Surface Finish (Ra) | 2.0-3.2 μm | — |
| Standards Applied | Fast prototyping, low-cost | General cutting, mold blanks |
Production lead times are confirmed after reviewing the drawing, material, quantity and inspection requirements.
Tolerances are reviewed for each geometry, material and process, with dimensional inspection defined according to the drawing requirements.
According to your functionality and quantity requirements, develop the optimal manufacturing process, combined with efficient self-owned factories to achieve optimal performance and cost.
From CNC machining to aluminum extrusion and heat treatment to surface finishing, from prototyping to mass production, easily and efficiently customize various parts.
ISO 9001 quality management system certification, equipped with various quality inspection instruments including Zeiss coordinate, process and results can be controlled.
Our engineers collaborate from the start — optimizing designs for manufacturability, improving strength-to-weight ratios, and reducing cost through smarter machining strategies.
Submit your 3D drawings, processes, materials, quantities and other technical requirements.
We will analyze the manufacturing feasibility based on your design and requirements and provide a practical process review and quotation.
Issue a purchase order or make a payment after DFM and quotation confirmation.
We will update you on the progress during the production and ship it after the agreed production and quality checks are complete.


