Best Fastener Materials for Chemical Plants: Complete Engineering Guide for Corrosive Service Applications
1. Executive Summary
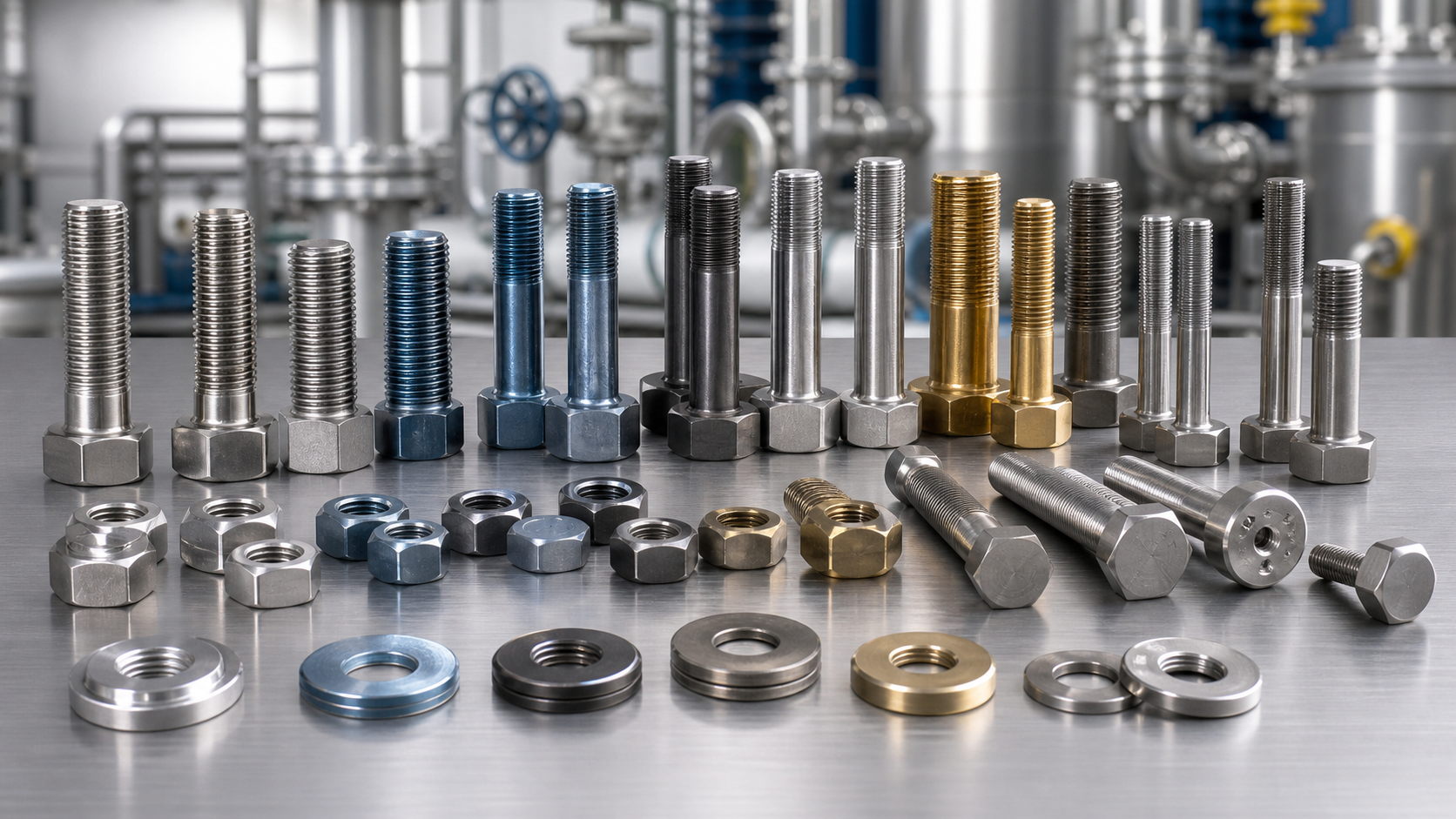
The best fastener materials for chemical plants are not chosen by brand name or by a single stainless steel grade. They are selected by the complete corrosion system: media, concentration, chloride level, temperature, crevice geometry, gasket load, inspection access and failure consequence. For mild indoor service, 316L fasteners may be a practical and economical baseline. For chloride-bearing wet areas, engineers often move to 2205 duplex fasteners, 2507 super duplex fasteners, 904L fasteners, 254SMO fasteners or 1.4529 / Alloy 926 fasteners. For strong acids, mixed contaminants or high-consequence shutdown points, Hastelloy fasteners, Inconel fasteners, Monel where relevant, or titanium fasteners may be justified after application-specific evaluation.
This guide gives engineers and buyers a structured way to compare chemical plant fasteners across corrosion resistance, mechanical performance, galling behavior, manufacturing quality and life-cycle cost. It is written as an engineering screen, not a substitute for a formal corrosion study. When the medium is concentrated, hot, contaminated, stagnant, aerated, reducing or oxidizing, final approval should be based on corrosion data, plant experience, standards, testing and supplier traceability.
| Material | Typical role | Strength | Corrosion margin | Common use |
|---|---|---|---|---|
| 316L | Baseline stainless | Medium | Low-moderate | Indoor mild chemical service |
| 2205 | Duplex upgrade | High | Moderate-high | Chloride and wet process areas |
| 2507 | Super duplex | Very high | High | Warm chloride and seawater-adjacent service |
| 904L | Austenitic acid-resistant stainless | Medium | Moderate-high | Sulfuric/phosphoric screens, general chemical |
| 254SMO | 6Mo stainless | Medium-high | High | High chloride, seawater, scrubbers |
| 1.4529 / Alloy 926 | 6Mo stainless | Medium-high | High | Chloride and acid combinations |
| Titanium | Reactive metal | Medium | Case-specific high | Oxidizing chloride, selected seawater-like media |
| C276 / Alloy 625 | Nickel alloys | Medium-high | Very high | Severe acids, mixed contamination, premium service |
2. Why Fastener Selection Matters in Chemical Plants
Fasteners are small components, but in chemical processing they protect large systems. A single bolted flange can hold a gasket load that keeps hazardous, hot or corrosive media inside a pipe, pump, valve, reactor or heat exchanger. When a bolt corrodes, galls, cracks or loses preload, the visible failure may be a leak, but the root cause is often a material selection decision made months earlier.
Chemical plant fasteners are exposed to more than the process fluid named on the drawing. They may see external washdown chemicals, marine salts, cleaning agents, acid vapors, condensation, insulation deposits, galvanic couples and stagnant crevices under washers. This is why a grade that performs well as a pipe wall may not always be safe as bolting. Bolts have threads, load concentration, narrow crevices and field assembly variables.
For buyers, fastener selection also affects maintenance cost. A lower-cost 316L bolt can be a good choice in a mild utility area, but the same choice can be expensive if it causes repeated shutdowns near warm chlorides or acid vapors. A premium alloy costs more on the purchase order, yet can reduce emergency work, gasket damage, unplanned downtime and safety risk.

3. Corrosion Mechanisms in Chemical Processing
The most common chemical plant bolting failures include pitting, crevice corrosion, galvanic corrosion, stress corrosion cracking, under-deposit corrosion, general corrosion, hydrogen-related damage in selected environments and thread galling during installation. These mechanisms can occur together. For example, a washer crevice can concentrate chlorides, pitting can initiate at a thread root, preload can fall, leakage can wet the joint, and the new wet zone can accelerate corrosion further.

Pitting and crevice corrosion are especially important for stainless steel fasteners. Stainless steel depends on a passive chromium oxide film. Chlorides, low pH, high temperature and stagnant crevices can locally break that passive film. Duplex, super duplex and 6Mo stainless grades raise the pitting resistance screen through chromium, molybdenum and nitrogen, but none of them are immune under all conditions.
Stress corrosion cracking is a material-environment-stress problem. Fasteners are inherently stressed because they are tightened to create preload. If the environment is compatible with SCC and the material is susceptible, the bolt can crack with limited visible general corrosion. This is one reason service history and actual temperature matter as much as nominal alloy name.
| Material | Indicative PREN | Interpretation | Caution |
|---|---|---|---|
| 316L | 24-28 | Basic pitting resistance | Not a chloride severe-service grade |
| 2205 | 34-36 | Good duplex screen | Crevice conditions still matter |
| 2507 | 40-43 | High chloride screen | Needs correct heat treatment |
| 904L | 34-36 | Better than 316L | Austenitic strength lower than duplex |
| 254SMO | 42-45 | Very strong chloride screen | Availability can vary |
| 1.4529 / Alloy 926 | 43-47 | 6Mo high margin | Confirm exact standard and chemistry |
| Alloy 625 | Often above 50 | Nickel alloy severe service | PREN alone is insufficient |
| C276 | Very high | Severe acid screen | Use corrosion tables and tests |
4. Material Selection Principles
A practical selection process begins with four questions: What chemical is present? At what concentration? At what temperature? Are chlorides, oxidizers, reducers, solids or deposits present? The next questions are about the joint: Is the fastener inside a crevice? Is it insulated? Is it outdoors? Is there dissimilar metal contact? How often can the joint be inspected? What happens if it leaks?
Material choice should be conservative where data is incomplete. Engineers should avoid treating austenitic stainless, duplex stainless, super duplex, 6Mo stainless, titanium and nickel alloys as simple steps on one ladder. Each material family has strengths and weaknesses. Titanium can be excellent in selected chloride oxidizing environments and poor in some reducing acids. C276 can be outstanding in many severe acid services but is not selected by PREN alone. Duplex stainless can combine strength and chloride resistance, but it must be manufactured and heat treated correctly.

| Service condition | Recommended screen | Avoid | Engineering note |
|---|---|---|---|
| Mild indoor chemical | 316L | Overbuying premium alloys | Confirm no hidden chlorides |
| Moderate chloride | 2205 / 904L | Assuming 316L is enough | Check temperature |
| Severe chloride crevice | 2507 / 254SMO / 1.4529 | Low PREN stainless | Review bolted joint geometry |
| Strong reducing acid | C276 or selected nickel alloy | Standard stainless | Use corrosion data and testing |
| Selected oxidizing chloride | Titanium / nickel alloy | One-size-fits-all rule | Check reducing contaminants |
| High failure consequence | Conservative premium grade | Lowest-bid substitution | Require PMI and MTC |
5. 316L Fasteners
316L fasteners remain the baseline for many chemical plant applications because they are available, weld-friendly as a general stainless family, familiar to maintenance teams and economical. They are often suitable for indoor equipment, mild acids, neutral process areas, general water service with low chlorides and non-severe utility locations. The low carbon version reduces sensitization risk compared with higher carbon stainless, although fastener manufacturing and final condition still matter.
The limitation is chloride and crevice service. 316L can pit or crevice corrode in warm chloride environments, under washers, near insulation, in stagnant deposits or in repeated chemical washdown areas. Engineers should be careful with the phrase “stainless steel fasteners” because 316L is stainless, but not a universal corrosion-resistant fastener for chemical plants.
Use 316L when the service is mild, temperature is controlled, chlorides are low, inspection is easy and failure consequence is modest. Upgrade from 316L when the system sees chlorides, hot acidic condensate, strong reducing acids, oxidizing halides, restricted inspection access or repeated field history of rust staining, pitting or seized threads.
| Grade | Cr | Ni | Mo | N / other |
|---|---|---|---|---|
| 316L | 16-18% | 10-14% | 2-3% | Low carbon |
| 2205 | 22% | 5-6% | 3% | N strengthened duplex |
| 2507 | 25% | 7% | 4% | High N super duplex |
| 904L | 19-23% | 23-28% | 4-5% | Cu for acid resistance |
| 254SMO | 20% | 18% | 6% | High N, high Mo |
| 1.4529 / 926 | 20% | 24-26% | 6-7% | N, Cu |
| Alloy 625 | 20-23% | Balance | 8-10% | Nb stabilized |
| C276 | 15-16% | Balance | 15-17% | W, low C |
6. 2205 Duplex Fasteners
2205 duplex fasteners are a strong upgrade from 316L when both corrosion resistance and mechanical strength matter. Duplex stainless has a mixed austenite-ferrite microstructure, giving higher yield strength than common austenitic stainless grades and better chloride pitting resistance than 316L. In chemical plants, 2205 is often considered for pumps, valves, piping, structural process supports and wet chloride areas where 316L has insufficient margin.
The advantages of 2205 include good strength, useful PREN, better resistance to chloride stress corrosion cracking than 300-series stainless in many conditions, and increasing availability. The risks include incorrect heat treatment, poor phase balance, welding-related issues in fabricated components and confusion with lower alloy stainless in procurement. For fasteners, traceability and PMI help prevent substitutions.
When selecting 2205 fasteners, confirm the standard, mechanical property requirements, heat treatment, thread manufacturing route and matching nut material. Duplex bolting can gall, so field assembly procedures should include clean threads, compatible lubricant and controlled tightening.
| Material | Relative proof strength | Ductility | Bolting note |
|---|---|---|---|
| 316L | Moderate | High | Easy to source and form |
| 2205 | High | Good | Useful when preload and corrosion both matter |
| 2507 | Very high | Good | Control galling and fabrication quality |
| 904L | Moderate | High | Good corrosion option, not a high-strength duplex |
| 254SMO | Moderate-high | Good | Work hardening and galling need attention |
| 1.4529 | Moderate-high | Good | Premium stainless with careful machining |
| Titanium | Moderate | Good | Elastic modulus differs from steel |
| Nickel alloys | Moderate-high | Good | Specification controls are important |
7. 2507 Super Duplex Fasteners
2507 super duplex fasteners are selected when chloride resistance and strength must both increase beyond 2205. Typical drivers include warm chloride service, seawater-adjacent chemical plants, brine handling, scrubber systems, desalination interfaces, high-pressure flange bolting and sites where access for maintenance is difficult. AODSON’s published product resources include a 2507 page at 2507, which can support internal comparison for buyers evaluating super duplex supply.
2507 offers high chromium, molybdenum and nitrogen, creating a strong PREN screen. Its high yield strength can be useful for bolted joints, but that same strength does not remove the need for corrosion review. Crevice geometry, gasket leakage, chloride concentration and temperature can still create local conditions more severe than the bulk process.
Use 2507 when 2205 does not provide enough chloride margin, but verify availability, property class, nut compatibility, washer material and galling control. For the highest chloride crevice risk, 254SMO, 1.4529 / Alloy 926, titanium or nickel alloys may still be evaluated.

8. 904L Fasteners
904L fasteners are high-nickel, molybdenum-containing austenitic stainless fasteners with copper addition, often considered where acid resistance is more important than the high strength of duplex stainless. 904L can be useful in sulfuric and phosphoric acid screening, general chemical processing and conditions where standard 316L lacks corrosion margin.
Compared with duplex grades, 904L normally has lower strength but excellent formability and a fully austenitic structure. It may be preferred where magnetic response, austenitic behavior or acid compatibility matters. It should not be treated as a universal hydrochloric acid grade, and it should not be selected for severe chlorides without comparing alternatives such as 254SMO, 1.4529 or nickel alloys.
Buyers should request clear chemistry, MTC, PMI scope and surface condition for 904L fasteners. Because the alloy is more expensive than 316L, wrong-grade substitution or mixing with 304/316 components can erase the engineering benefit.
9. 254SMO Fasteners
254SMO fasteners are 6Mo stainless fasteners designed for high resistance to pitting and crevice corrosion. They are often evaluated for high-chloride chemical environments, seawater-like exposure, scrubbers, brine systems and process areas where 316L, 904L or 2205 are not enough. The high molybdenum and nitrogen content provides a strong PREN screen, making 254SMO a frequent candidate before moving into titanium or nickel alloys.
The key benefit is corrosion margin in chloride service while retaining stainless steel handling characteristics. The key challenges are cost, lead time, galling risk and the need for careful manufacturing. Thread finish, lubricant, nut pairing and passivation are not minor details; they are part of the material system.
| Condition | Starting grade | Upgrade path | Reason |
|---|---|---|---|
| Indoor low chloride | 316L | 904L or 2205 | Basic stainless may be enough |
| Washdown chlorides | 2205 | 2507 | Pitting and crevice risk |
| Warm brine | 2507 | 254SMO / 1.4529 | Higher PREN and crevice margin |
| Seawater adjacent | 2507 / 254SMO | Titanium / nickel alloy | Temperature and crevice severity |
| Hypochlorite/chlorine | Do not assume stainless | Nickel/titanium after review | Highly media-specific |
10. 1.4529 (Alloy 926) Fasteners
1.4529, commonly associated with Alloy 926, is another 6Mo austenitic stainless option for demanding chemical plant fasteners. It is selected for high chloride resistance and for acid/chloride combinations where lower stainless grades do not provide enough margin. Its chemistry with high nickel, molybdenum, nitrogen and copper can be useful in selected phosphoric, sulfuric and chloride-bearing environments.
As with 254SMO, 1.4529 fasteners should be purchased with strong traceability. Buyers should confirm whether the project specification calls for EN 1.4529, UNS N08926, Alloy 926 or another equivalent designation, because casual substitution can create compliance and performance problems. PMI and EN10204 3.1 documentation are recommended for critical service.
11. Titanium Fasteners
Titanium fasteners can be justified in selected oxidizing chloride environments, seawater-like chemical service, certain heat exchanger applications and process systems where stainless grades face pitting or crevice limitations. Titanium forms a stable oxide film, but it is not universal. It can be vulnerable in reducing acids, fluoride-containing environments and certain galvanic arrangements.
Titanium also has different mechanical and tribological behavior from steel. Galling prevention is important, and engineers should review elastic modulus, preload method, nut pairing and coatings. Titanium should be selected because the environment supports it, not because it sounds premium.
12. Nickel Alloys: Inconel 625, Hastelloy C276 and Monel
Nickel alloy fasteners are justified when stainless steel and duplex stainless cannot provide a reliable corrosion margin. Inconel 625 fasteners are often considered for seawater, chloride and high-strength severe service. Hastelloy C276 fasteners are often screened for strong reducing acids, mixed acids and chloride-contaminated acidic environments. Monel may be relevant in selected caustic, seawater or hydrofluoric acid-related cases, but must be reviewed carefully for the exact chemistry.
AODSON has internal resources for Nickel Alloy Fasteners and Nickel Alloy Fasteners Manufacturer, which are natural references for buyers comparing premium bolting routes. Nickel alloys are expensive, so the decision should include failure consequence, inspection access, historical problems, delivery schedule and documentation requirements.

13. Acid Compatibility
Acid compatibility must be discussed cautiously. Sulfuric acid, phosphoric acid, nitric acid and hydrochloric acid behave very differently, and the same acid can change dramatically with concentration, temperature, oxidizing impurities, reducing impurities, aeration, velocity and deposits. A material that performs in dilute acid at room temperature may fail quickly in hot concentrated acid.
For sulfuric acid, 904L, 1.4529, Alloy 20 and nickel alloys may be evaluated depending on concentration and temperature, while 316L may be limited. For phosphoric acid, impurities such as chlorides and fluorides can dominate selection. For nitric acid, oxidizing behavior can favor some stainless or titanium choices, but details matter. For hydrochloric acid, common stainless grades are generally poor, and nickel alloys such as C276 are often considered, subject to engineering review.

| Medium | 316L | 904L / 6Mo | Duplex / super duplex | Nickel / titanium |
|---|---|---|---|---|
| Sulfuric acid | Limited | Often better, concentration dependent | Case-specific | Nickel alloys often justified |
| Phosphoric acid | Often usable if clean | Good screen | Case-specific | Nickel alloys for impurities |
| Nitric acid | Often good | Good | Check oxidizing conditions | Titanium may fit selected cases |
| Hydrochloric acid | Generally poor | Limited | Generally risky | C276 often considered |
| Organic acids | Often usable | Good screen | Depends on chloride | Case-specific upgrade |
14. Chloride Resistance
Chlorides are one of the most common reasons chemical plants upgrade fastener material. The source may be process brine, seawater, cooling water, cleaning chemicals, insulation contamination, deicing salts, acid chlorides or evaporative concentration under deposits. Fasteners are vulnerable because threads and washers create crevices where chlorides concentrate and oxygen levels differ from the surrounding surface.
A simple PREN comparison is useful, but it is only the beginning. 316L has a limited chloride margin. 2205 improves the screen and strength. 2507, 254SMO and 1.4529 provide higher pitting resistance. Titanium or nickel alloys may be considered when temperature, crevice severity or failure consequence is high. The final answer depends on service data, not a generic grade ranking.

| Temperature driver | Risk | Material implication | Action |
|---|---|---|---|
| Rising temperature | Faster corrosion | Upgrade sooner | Use hot operating data |
| Thermal cycling | Preload loss | Check relaxation and gasket behavior | Review torque strategy |
| High temperature acids | Rapid attack | Nickel alloy may be required | Run corrosion review |
| Low temperature outdoor | Condensation and salts | Duplex or 6Mo may be needed | Control crevices |
| Heat exchanger service | Local concentration | Do not use bulk chemistry only | Review tube sheet and flange zones |
15. Alkali Applications
Alkali service is not automatically easy. Many stainless and nickel materials can perform well in caustic environments, but concentration, temperature, contaminants and stress determine the risk. Caustic stress corrosion cracking, chlorides in alkali systems and cleaning cycles must be considered. Monel and nickel alloys can be useful in selected caustic service, but the choice must follow corrosion data and plant history.
For general alkaline cleaning exposure at moderate temperature, 316L or 2205 may be adequate. For hot concentrated caustic, engineers should review nickel-based options, stress levels and design standards. When alkalis include hypochlorite, chlorates or other oxidizing halogen species, simple stainless assumptions become risky.
16. Pumps and Valves
Pump and valve fasteners face vibration, gasket load, thermal cycling, splashing chemicals and frequent maintenance. A pump flange near a chloride-bearing process may need 2205, 2507 or 6Mo stainless even if another indoor pipe rack can use 316L. Valve bonnet bolting may require higher strength, tight traceability and assembly lubrication because it is repeatedly opened and closed during maintenance.
Buyers should specify fastener material, nut material, washer material, coating or lubricant requirements and inspection documents as a package. Mixing a premium bolt with an inappropriate nut or washer can create galling, galvanic or preload problems.
17. Heat Exchangers
Heat exchangers create local severity. Even when the bulk fluid seems moderate, evaporation, concentration, differential aeration and temperature gradients can make tube sheet and channel cover bolting more aggressive. Chloride-bearing cooling water, acid condensate and cleaning chemicals can all affect fastener selection.

For heat exchangers, 2205 or 2507 may be considered for chloride service, while 254SMO, 1.4529, titanium or nickel alloys can be evaluated for higher-risk duties. The choice should include gasket compatibility, torque method and access for retightening.
18. Pressure Vessels
Pressure vessel bolting decisions should follow code requirements, material standards and project specifications. Corrosion resistance is important, but so are strength, toughness, temperature rating and traceability. Chemical plant buyers should not substitute a corrosion-resistant grade unless it also satisfies the mechanical and code requirements for the vessel joint.
For pressure vessels, the documentation package is critical: MTC, heat number, property results, PMI if required, dimensional inspection and controlled packaging. If a premium alloy is selected, all matching components should be checked to avoid a weak link.
19. Flange Connections
Flange fasteners are where material choice, gasket design and installation practice meet. A corrosion-resistant bolt still fails as a sealing system if preload is wrong. Conversely, a perfectly tightened joint may degrade if the material cannot resist crevice chemistry beneath washers and gasket edges.
For flange connections, engineers should evaluate medium leakage risk, external exposure, insulation, temperature, bolt load, reuse policy and lubrication. The fastener material should match the service class, not merely the pipe material. For many chemical plants, a service-class matrix that defines 316L, 2205, 2507, 254SMO, 1.4529 and nickel alloy use by environment can reduce purchasing confusion.

20. Fastener Manufacturing Quality
Material grade is only one part of fastener reliability. Manufacturing quality controls the final performance of chemical plant fasteners. Head forming, machining, rolling, heat treatment, pickling, passivation, surface finish, thread gauging and packaging all influence whether the specified alloy reaches the plant in usable condition.
AODSON’s article How Fasteners Are Made is a useful internal reference for manufacturing route context. In chemical service, buyers should connect that manufacturing route to corrosion requirements: no embedded carbon steel contamination, no damaged threads, no mixed heats, no untraceable substitutions and no poor packaging that introduces surface damage.

| Process | Why it matters | Risk if ignored | AODSON control point |
|---|---|---|---|
| Material procurement | Correct alloy chemistry | Wrong grade in service | MTC and supplier verification |
| Forging / heading | Grain flow and integrity | Cracks, poor heads | Process qualification |
| CNC machining | Tolerance and finish | Poor fit or stress raisers | Controlled tooling and inspection |
| Thread rolling | Fatigue and surface quality | Thread defects | Gauge inspection |
| Heat treatment | Strength and phase balance | Poor corrosion or strength | Specification review |
| Passivation | Passive film quality | Early rust staining | Cleaning and passivation control |
21. Thread Galling
Thread galling is adhesive wear that can occur when stainless, duplex, titanium or nickel alloy threads slide under load. It can seize the nut, damage the threads and make the installed preload uncertain. Chemical plant bolting often uses corrosion-resistant materials with high galling tendency, so assembly procedure is part of the material selection.
Galling control methods include clean threads, compatible lubricants, controlled tightening speed, proper nut pairing, coatings, surface finish control and avoiding unnecessary reuse. Titanium, 254SMO, 1.4529 and super duplex fasteners deserve special attention because the cost of a seized large bolt can be high.
| Material | Galling risk | Control method | Assembly note |
|---|---|---|---|
| 316L | Medium-high | Lubrication and correct nut pairing | Avoid dry high-speed tightening |
| 2205 | Medium-high | Coatings/lubricant | Monitor torque-tension |
| 2507 | High | Lubricant, surface finish, controlled tightening | Avoid repeated dry reuse |
| 904L | High | Anti-seize and clean threads | Use compatible lubricant |
| 254SMO | High | Thread finish and lubricant | Verify with assembly trial |
| 1.4529 | High | Coatings and lubrication | Specialist assembly guidance |
| Titanium | High | Coatings or dissimilar nut strategy | Galling is a major design issue |
| Nickel alloys | Medium-high | Lubrication and thread control | Do not over-tighten |
22. Pickling and Passivation
Pickling and passivation help restore the corrosion-resistant surface condition of stainless and duplex fasteners. Pickling removes scale and embedded contamination; passivation promotes a chromium-rich passive film. The process should be controlled because aggressive or poor cleaning can damage the surface, while insufficient cleaning can leave iron contamination that rusts quickly in service.

Passivation is not a magic repair for wrong material selection. A passivated 316L fastener can still fail in a warm chloride crevice. However, for the correct stainless grade, good surface treatment reduces avoidable early rust staining and improves reliability.
23. PMI and EN10204 3.1
PMI and EN10204 3.1 documentation are especially important when purchasing multiple corrosion-resistant fastener grades. 316L, 904L, 2205, 2507, 254SMO, 1.4529, Alloy 625, C276 and titanium may look similar after machining. Without traceability and positive material identification, a material mix-up can reach the field unnoticed.


| Inspection | When required | Evidence | Buyer action |
|---|---|---|---|
| EN10204 3.1 / MTC | All critical alloy orders | Heat number, chemistry, properties | Match to packing list |
| PMI / XRF | Mixed alloy supply | Element verification | Check each heat or lot |
| Dimensional inspection | Precision bolting | Thread, length, head dimensions | Agree sampling level |
| Surface inspection | Corrosive service | No laps, cracks, contamination | Specify acceptance criteria |
| Passivation check | Stainless/duplex | Clean surface condition | Request process record |
| Traceability | Critical plant service | Heat-to-package chain | No unmarked substitutions |
24. Cost vs Service Life
Life-cycle cost is the right economic frame for chemical plant fasteners. The purchase cost of premium alloys is visible, while the cost of failures is scattered across maintenance labor, lost production, environmental risk, gasket replacement, emergency freight, reinspection and safety exposure. Buyers should compare the cost of the installed joint, not only the price per kilogram.
A premium fastener material is not always justified. Over-specifying C276 where 316L is sufficient wastes money and complicates inventory. Under-specifying 316L where 2507 or 254SMO is needed creates repeated failures. The best choice is the lowest-risk material that meets corrosion, mechanical, documentation and life-cycle requirements.

| Question | Why it matters | Evidence to request | Decision impact |
|---|---|---|---|
| What is the exact medium? | Corrosion is media-specific | MSDS/process data | Material family |
| What is the temperature? | Corrosion accelerates | Operating envelope | Upgrade threshold |
| Are chlorides present? | Pitting and crevice risk | ppm chloride and cleaning chemicals | PREN level |
| Can fasteners be inspected? | Maintenance access affects cost | Shutdown plan | Life-cycle grade |
| Are materials mixed? | Galvanic and traceability risk | BOM and MTC | PMI scope |
| What torque method is used? | Galling and preload risk | Assembly procedure | Lubrication/coating |
25. Material Selection Flowchart
A material selection flowchart helps engineering, procurement and maintenance teams use the same logic. Start with actual media data. Screen for chlorides, acids, alkalis, temperature and crevices. Check mechanical requirements. Then decide whether the service is mild, moderate, severe or premium severe-service. Finally, confirm with documentation, PMI and supplier capability.


26. Buyer Checklist
A chemical plant buyer should not ask only for “stainless steel fasteners.” The purchase order should state the material grade, standard, size, thread, property class, nut and washer requirements, surface condition, inspection documents, PMI requirements, packaging and marking. If the service is corrosive, the buyer should also provide enough process information for the supplier and engineering team to review material suitability.
For AODSON inquiries, the most useful information includes chemical medium, concentration, temperature, pressure, chloride level, equipment type, previous failure history, required standard, drawing, quantity, inspection requirements and delivery schedule. If the fastener is custom, include drawings and tolerances early.
| Cost item | Low-grade risk | Premium alloy benefit | How to evaluate |
|---|---|---|---|
| Purchase price | Lower upfront | Higher upfront | Compare total installed cost |
| Shutdown access | Frequent replacement | Longer interval | Add downtime cost |
| Leak consequence | Gasket load loss | More stable joint | Include safety/environment risk |
| Inspection labor | More monitoring | Less emergency work | Use maintenance records |
| Inventory | Many emergency spares | Planned critical spares | Standardize by service class |
| Failure analysis | Repeated root cause work | Fewer repeat failures | Track failure modes |

27. Common Mistakes
Common mistakes include assuming 316L is enough for all chemical plants, treating PREN as the only decision factor, ignoring chloride concentration under deposits, using premium bolts with low-grade nuts, forgetting galling control, buying without PMI, accepting unmarked substitutions, manually changing specifications without engineering approval, and comparing purchase price without downtime cost.
Another common mistake is copying pipe material directly to bolting. Pipe, flange, gasket and fastener surfaces do not experience identical conditions. Fasteners have threads and crevices, see tensile stress, and may be externally exposed even when the process fluid is internal. A bolting-specific review is worth the time in corrosive service.

| Material | Purchase cost | Availability | Life-cycle comment |
|---|---|---|---|
| 316L | Low | Excellent | Best only where service is mild |
| 2205 | Medium | Good | Often strong value in chlorides |
| 2507 | Medium-high | Good | High strength can reduce failures |
| 904L | Medium-high | Moderate | Good austenitic acid-resistant choice |
| 254SMO | High | Moderate | High margin in chloride service |
| 1.4529 | High | Moderate | Premium 6Mo option |
| Titanium | High | Specialist | Excellent in selected media |
| C276 / 625 | Very high | Specialist | Use where failure cost justifies premium |
| Grade | Common forms | Lead-time risk | Procurement note |
|---|---|---|---|
| 316L | Bolts, nuts, washers, studs | Low | Verify ASTM/ISO property class |
| 2205 | Studs, bolts, nuts | Low-medium | Confirm duplex heat treatment |
| 2507 | Studs, heavy bolting | Medium | Confirm matching nuts and washers |
| 904L | Bolts and studs | Medium | Avoid mixed 304/316 substitutions |
| 254SMO | Special bolting | Medium-high | Plan early |
| 1.4529 / 926 | Special bolting | Medium-high | Confirm EN/UNS equivalence |
| Titanium | Custom bolting | High | Review galling prevention |
| Nickel alloys | Custom/special bolting | High | Use MTC and PMI |
| Industry | Likely grades | Typical assets | Selection driver |
|---|---|---|---|
| Chemical processing | 316L to C276 | Pumps, valves, flanges | Media and shutdown cost |
| Fertilizer | 904L, 254SMO, nickel | Acid piping, reactors | Phosphoric/sulfuric impurities |
| Chlor-alkali | Titanium, nickel alloys | Cells, piping, exchangers | Chlorides and oxidizers |
| Petrochemical | 316L, 2205, 625 | Heat exchangers, pressure vessels | Temperature and sour contaminants |
| Desalination / seawater | 2507, 254SMO, titanium | Piping and exchangers | Chloride crevice corrosion |
| Pharma chemical | 316L, 904L, titanium | Clean process equipment | Cleanability and corrosion control |
Practical Engineering Notes Before Ordering
A reliable chemical plant fastener specification should translate operating chemistry into an ordering language that a supplier can actually verify. Instead of writing only “corrosion resistant fasteners,” the specification should state the exact alloy designation, product standard, thread standard, strength requirement, heat treatment condition, nut and washer compatibility, surface finish, passivation requirement, marking method, document requirement and packaging method. This prevents the most common gap between engineering intent and purchasing execution.
Engineers should also distinguish continuous exposure from intermittent exposure. A flange that sees acid only during occasional cleaning may still be at risk if that cleaning fluid remains trapped under washers or insulation after shutdown. Intermittent wetting can be more damaging than continuous immersion because concentration, oxygen gradients and drying salts create local chemistry that is not shown on the process flow diagram.
The position of the fastener on the equipment matters. A top-side flange in a dry indoor area may be less severe than a lower flange where liquids collect. Bolts under insulation may experience chloride contamination from insulation materials or external rainwater ingress. Fasteners on outdoor pipe bridges may face marine aerosols even when the process fluid is not chloride-bearing. A material decision should consider both internal and external exposure.
For acids, the most dangerous assumption is that the acid name alone determines the grade. Sulfuric acid at one concentration can behave differently from sulfuric acid at another concentration. Nitric acid is oxidizing, but contaminants may change behavior. Phosphoric acid can include chlorides or fluorides from process impurities. Hydrochloric acid is aggressive to common stainless grades, yet exact concentration, temperature and aeration still influence the final recommendation.
For alkalis, stainless steel may appear safe in many moderate duties, but hot caustic conditions can create cracking risks. If chlorides, hypochlorite or other oxidizing halogen species are present, the environment can shift from a normal caustic discussion to a much more severe corrosion problem. This is why chemical plant fastener selection should be tied to an operating envelope, not a single normal operating point.
Gasket leakage history is a valuable material selection clue. If a plant has repeated weeping flanges, corrosion products around washers or seized nuts during turnaround, the fastener material, gasket selection and assembly method should be reviewed together. A premium alloy may be necessary, but the root cause may also include poor lubrication, uncontrolled torque, gasket relaxation, flange damage or reusing fasteners beyond a sensible limit.
Procurement teams can reduce risk by creating material service classes. For example, Class A may allow 316L in dry mild service, Class B may require 2205 in moderate chloride exposure, Class C may require 2507 or 6Mo stainless in warm chloride crevice service, and Class D may require engineering review for nickel alloys or titanium. This keeps repeat orders consistent and reduces the chance of lowest-bid substitutions.
When two materials appear technically acceptable, availability and documentation can decide the practical winner. A grade with excellent theoretical corrosion resistance may be risky if lead time is long, matching nuts are unavailable, or the supplier cannot provide traceability. Conversely, a slightly less premium grade with proven plant history, strong documents and controlled manufacturing may be the more reliable project choice.
The fastener’s surface condition is not cosmetic. Embedded free iron, tool marks, rough thread roots, scale, laps and scratches can initiate corrosion or galling. For stainless and duplex fasteners, proper cleaning, pickling and passivation reduce avoidable early staining. For nickel alloy and titanium fasteners, surface finish and handling still matter because damage can create assembly problems and local stress concentration.
PMI should be planned intelligently. For small low-risk lots, document review may be enough. For mixed alloy orders, shutdown-critical equipment or premium grades, PMI by heat, lot or even individual item may be justified. The buyer should agree on the PMI method, acceptance criteria and reporting format before shipment, not after materials arrive at the site.
Fastener marking must balance traceability and corrosion performance. Clear head marking or package marking helps maintenance teams identify the alloy, but deep or poorly executed marks can become stress or corrosion initiation points. For custom fasteners, engineering should approve the marking method and location, especially when the bolt head or shank carries high stress.
Thread fit should be reviewed for both assembly and corrosion. Overly tight threads can increase galling risk, while poor thread quality can reduce preload control. In corrosive service, damaged threads are also small crevices. Thread gauges, visual inspection and lubrication trials are practical controls that cost far less than field seizure during a plant turnaround.
Coatings and lubricants must be compatible with the chemical environment. Some anti-seize products contain metals or compounds that may not be suitable for every plant. In oxygen service, high-purity chemical service or pharmaceutical chemical service, lubricant selection may require separate approval. The torque value should be based on the selected lubricant because friction changes the preload achieved at a given torque.
Material upgrades should be reviewed for galvanic compatibility. A nickel alloy bolt in a stainless or carbon steel joint may solve one problem but create another if the electrolyte and area ratio promote galvanic attack. In many flange assemblies the geometry and exposure are complex, so the entire joint stack should be reviewed rather than the bolt alone.
For large bolts and studs, lead time and manufacturability are significant. Some premium alloys are difficult to forge or machine, and thread rolling may not be available for every size or material condition. Early supplier involvement helps confirm whether the desired grade, diameter, length, thread and documentation package can be delivered within the project schedule.
For replacement projects, failure analysis should guide the new material. If the old fastener failed by pitting, a higher PREN material may help. If it failed by galling during installation, lubrication and thread pairing may matter more. If it failed by general acid corrosion, nickel alloy selection may be needed. If preload loss caused leakage, the issue may include gasket design and tightening procedure.
Chemical plants should avoid uncontrolled field substitutions. A mechanic may see two shiny bolts that appear identical, but a 316L bolt substituted into a 254SMO or C276 service can fail much earlier. Package labels, heat numbers, color coding, segregated storage and receiving inspection all help protect the intended material selection.
In high-consequence service, a corrosion allowance mindset does not work well for fasteners. Bolts are loaded components; they cannot simply lose section indefinitely. Even localized pitting at thread roots can reduce fatigue resistance and create crack initiation. The design objective should be preventing damaging corrosion, not accepting steady corrosion as normal.
The strongest material programs close the loop after installation. Maintenance teams should record any rust staining, galling, broken bolts, difficult disassembly, gasket leakage or unexpected replacement. That information should flow back into the material service class so future orders become more accurate. Fastener selection improves when purchasing, engineering, maintenance and quality teams share evidence.
For AODSON customers, the best inquiry is not only a list of sizes. It includes the chemical service description, normal and maximum temperature, concentration range, chloride level, pressure, equipment type, drawing, required standard, inspection documents and target delivery date. With that information, the supplier can help compare 316L, 2205, 2507, 904L, 254SMO, 1.4529, titanium and nickel alloy fasteners in a way that supports both engineering and purchasing decisions.
Reactors and agitators deserve special attention because bolting may be exposed to vapor, splashing, cleaning chemicals and temperature cycling. A manway bolt can see a different environment from an internal wetted component. If the reactor handles acid vapors or chloride-containing feedstocks, the external bolting around nozzles and covers should be reviewed for condensation and crevice attack, not only for normal liquid immersion.
Scrubbers and absorber towers often combine chlorides, acidic condensate, oxidizers, solids and wet deposits. In these systems, 316L may stain or pit quickly, and 2205 may not always be enough. Super duplex, 6Mo stainless or nickel alloys may be evaluated depending on temperature and chemistry. Fasteners near mist eliminators, spray headers and access doors should be considered high-risk because they are frequently wet and difficult to inspect.
Storage tanks can appear simple, but roof, manway and nozzle bolting may face external weather, internal vapor and cleaning residues. A tank storing a mild chemical in dry conditions may use economical stainless bolting, while a tank with acid vapor, chloride contamination or coastal exposure may need an upgraded alloy. The fastener decision should include both stored chemical and site environment.
Instrumentation and small-bore connections are sometimes overlooked. Small bolts on transmitters, sample coolers, valve brackets and analyzer systems can be exposed to the same corrosive atmosphere as large flanges, but they may receive less inspection. Using a consistent chemical plant fastener material standard helps prevent small connections from becoming leak points or maintenance frustrations.
Insulated piping is another common hidden risk. If water enters insulation, chlorides and other salts can concentrate near warm surfaces. Bolts under insulation may corrode without being visible during routine walkdowns. For insulated chemical lines, material selection should consider external corrosion under insulation, and inspection plans should include areas where bolting is concealed.
Shutdown and turnaround planning should influence the fastener grade. If a joint is opened every year, galling resistance, reuse policy and availability may matter as much as maximum corrosion resistance. If a joint is expected to remain closed for many years and access requires scaffolding, a higher corrosion margin and stronger documentation package may be economically justified.
Standardization should not mean oversimplification. A plant may standardize several approved grades by service class, but it should avoid declaring one universal stainless grade for all duties. A useful standard tells buyers when 316L is acceptable, when 2205 is required, when 2507 or 6Mo stainless is preferred, and when engineering review is mandatory for titanium or nickel alloy fasteners.
The role of washers is often underestimated. Washers distribute load, protect surfaces and influence friction, but they also create crevices where deposits and chlorides can collect. Washer material should be compatible with the bolt and the environment. In severe service, the washer can be the component that initiates corrosion or galling if it is treated as an afterthought.
Custom fasteners for chemical plants should be reviewed early because nonstandard geometry can change both stress and corrosion behavior. Long studs, shoulder bolts, special heads, drilled fasteners or machined features may create stress concentration or cleaning challenges. Drawings should identify radii, surface finish, thread length, marking location and any passivation or inspection requirements.
Finally, fastener selection should be documented in a way future teams can understand. The reason for choosing 2507 instead of 316L, or C276 instead of 254SMO, should be recorded with the service data. When the same equipment is repaired years later, that record prevents accidental downgrades and helps new engineers understand the corrosion logic behind the original purchase.
Field trials can be useful when the plant has uncertain chemistry or a history of mixed results. A controlled trial should compare candidate materials in the same location, with the same washer style, lubricant and inspection interval. The result should be documented with photographs, exposure time, operating temperature, chloride level and cleaning history. A casual trial without records can mislead the next project team.
Receiving inspection is the first chance to catch a problem before it enters the plant. Inspectors should confirm package labels, heat numbers, MTC references, size, thread pitch, quantity, visible damage and material segregation. For premium alloys, a quick PMI check at receiving can prevent costly rework later. The receiving team should know which orders are critical instead of treating every bolt package as a generic consumable.
Storage conditions also matter. Stainless, duplex, titanium and nickel alloy fasteners should be kept clean, dry and segregated from carbon steel grinding dust, welding spatter and contaminated packaging. If premium alloy fasteners are stored open on a dirty maintenance shelf, the plant can introduce surface contamination before installation. Clean storage protects the value of the selected material.
Installation records are helpful for critical joints. Recording lubricant, torque value, tightening pattern, installer, date and any unusual assembly issue creates a baseline for future troubleshooting. If a flange leaks later, the team can separate possible material corrosion from assembly variation. This is especially useful for large studs, expensive nickel alloy bolting or joints that are difficult to access.
Inspection intervals should reflect service severity. Mild indoor 316L bolting may only need normal walkdown inspection, while chloride or acid service may need planned visual checks, torque review, corrosion photography or replacement at turnaround. Inspection should focus on crevices, lower bolts, insulation entry points, washdown zones and locations where deposits collect. The goal is to catch early signs before preload and sealing reliability are compromised.
A mature fastener program uses feedback to refine specifications. If 2205 performs well in a moderate chloride area for several years, the service class gains confidence. If 316L repeatedly stains near a cleaning station, that class should be upgraded. If titanium galls during installation, assembly procedure should change. Each observation makes the next purchase smarter and reduces dependence on guesswork.
Material equivalence should be handled carefully across international standards. A buyer may see EN, ASTM, UNS, DIN or trade names used for similar alloys, but similar does not always mean identical for a project. Chemistry limits, mechanical properties, heat treatment, product form and certification language can differ. For critical chemical plant fasteners, the purchase order should identify the accepted standards clearly and require supplier confirmation before production.
The environment around the bolted joint can change after installation. Process debottlenecking may raise temperature, cleaning chemicals may change, a cooling water source may gain chloride, or insulation may be added later. A fastener that was reasonable during the original design can become under-specified after operating changes. Maintenance and process engineering teams should revisit bolting material when the service envelope changes.
Risk ranking is useful when budgets are limited. Not every joint needs a premium nickel alloy, but every high-consequence joint deserves a rational review. Rank joints by chemical severity, temperature, chloride exposure, access difficulty, leak consequence and failure history. Spend premium alloy budget where it prevents the most risk, and keep economical 316L or 2205 choices where the evidence supports them.
Supplier communication should be practical and specific. Instead of asking whether one material is “chemical resistant,” ask for experience with the exact alloy family, size range, inspection package and surface condition. Ask whether matching nuts and washers are available, whether PMI can be provided, whether passivation is controlled and whether packaging keeps alloy lots separated. These questions reveal whether a supplier can support real chemical plant service rather than only quote a material name.
28. FAQ
Which fastener material is best for chemical plants?
There is no universal best material. 316L is useful for mild service, 2205 and 2507 for many chloride services, 904L and 6Mo stainless for selected acid/chloride duties, and titanium or nickel alloys for severe application-specific environments.
When is 316L enough?
316L may be enough when chlorides are low, temperature is moderate, acids are mild, inspection is easy and failure consequence is limited.
When should 2205 be selected?
2205 is commonly selected when 316L lacks chloride margin and higher strength is useful, provided the service is not severe enough to require super duplex, 6Mo stainless or nickel alloy.
When should 2507 be selected?
2507 is selected for higher chloride resistance and strength, especially warm chloride, seawater-adjacent and high-load bolting applications.
Is 904L better than 316L?
904L generally offers better resistance in several chemical and acid environments, but it is not automatically better for every chloride or acid service.
What is 254SMO used for?
254SMO is used where high chloride pitting and crevice resistance are needed, such as brine, scrubbers, seawater-like exposure and demanding chemical plant wet areas.
What is 1.4529 / Alloy 926 used for?
1.4529 / Alloy 926 is a 6Mo stainless option for high chloride and selected acid/chloride combinations requiring more margin than standard stainless.
Are Hastelloy fasteners always the safest choice?
No. Hastelloy C276 is excellent in many severe services, but cost and exact media compatibility must be reviewed before selection.
Are Inconel fasteners suitable for chemical plants?
Inconel 625 and related nickel alloys can be suitable for severe chloride or high-performance service, but the exact alloy and condition must match the environment.
When are titanium fasteners justified?
Titanium is justified in selected oxidizing chloride and seawater-like environments where stainless grades struggle, but it is not suitable for every reducing acid or fluoride-containing service.
What is PREN?
PREN is a pitting resistance equivalent number based mainly on chromium, molybdenum and nitrogen. It is a screening tool, not a complete corrosion guarantee.
Do fasteners need passivation?
Stainless and duplex fasteners often benefit from controlled pickling and passivation to remove contamination and improve passive surface condition.
Why do stainless bolts gall?
Galling occurs when similar corrosion-resistant metals slide under pressure and adhesive wear seizes the threads. Lubrication, surface finish and nut pairing help control it.
Should nuts and washers match the bolt material?
They should be specified as a system. Matching or compatible materials, coatings and lubricants are needed to avoid corrosion, galling and preload problems.
What documents should buyers request?
Critical service orders should request EN10204 3.1 / MTC, PMI where needed, dimensional inspection and clear heat traceability.
Can carbon steel fasteners be used with stainless equipment?
Sometimes, but galvanic corrosion, coating breakdown, external exposure and contamination risk must be reviewed. In corrosive chemical areas, corrosion-resistant bolting is often preferred.
How does temperature affect selection?
Higher temperature usually accelerates corrosion and can increase stress corrosion cracking, crevice corrosion and relaxation risk.
How should hydrochloric acid fasteners be selected?
Hydrochloric acid is aggressive to common stainless steels. Nickel alloys such as C276 may be evaluated, but final choice requires detailed concentration and temperature data.
How can buyers reduce maintenance cost?
Use service-class material standards, prevent substitutions, require PMI, control assembly lubrication and choose material by life-cycle cost rather than purchase price alone.
Can AODSON supply custom chemical plant fasteners?
AODSON can support chemical plant fasteners, special alloy fasteners and OEM custom fasteners when drawings, material requirements and service details are provided.
29. Conclusion
Best fastener material selection for chemical plants is a balance of corrosion resistance, strength, manufacturability, galling control, documentation and life-cycle cost. 316L has a place, but it should not be the default answer for every corrosive service. 2205, 2507, 904L, 254SMO, 1.4529 / Alloy 926, titanium and nickel alloys each solve different problems.
The strongest purchasing programs classify plant services, define acceptable material grades, require traceability and verify critical orders with PMI. They also connect engineering selection with real manufacturing controls, from thread rolling and machining to passivation and packaging.

30. CTA
Contact AODSON for chemical plant fasteners, special alloy fasteners, 904L fasteners, 254SMO fasteners, 1.4529 / Alloy 926 fasteners, duplex and super duplex fasteners, titanium fasteners, nickel alloy fasteners and OEM custom fasteners. Share the chemical medium, concentration, temperature, chloride level, equipment type, drawings, standards and inspection requirements so the engineering and manufacturing team can help you evaluate a practical, traceable and cost-effective fastener solution.
For related material and production context, review AODSON’s internal pages on How Fasteners Are Made, Nickel Alloy Fasteners, Nickel Alloy Fasteners Manufacturer, Duplex Stainless Steel Castings, special fastener products, precision fastener products and stainless fastener products.







