
Executive summary: 254SMO is generally the stronger corrosion-resistance choice when stainless steel fasteners face high chloride loading, seawater exposure, crevice conditions, desalination equipment, offshore splash zones or aggressive process media. 904L remains valuable where sulfuric acid resistance, good formability, established availability and a lower material budget matter. The two grades are not automatic substitutes. Engineers should compare chemistry, PREN, temperature, oxygen content, crevice geometry, bolt preload, galling risk, inspection requirements and total life-cycle cost before specifying bolts, nuts, stud bolts or threaded rods.
This article is written for engineers, EPC contractors, purchasing teams and maintenance leaders who need a practical material decision rather than a generic grade description. It explains UNS N08904 / EN 1.4539, commonly called 904L, and UNS S31254 / EN 1.4547, commonly known as 254SMO. The focus is fasteners in severe corrosion applications: offshore flange bolting, desalination plants, chemical processing, pumps, valves, heat exchangers, pressure vessels and marine atmosphere.
| Question | Short answer | Engineering note |
|---|---|---|
| Which has higher PREN? | 254SMO | Higher Mo and nitrogen usually place 254SMO clearly above 904L. |
| Are they interchangeable? | No | Substitution requires design review, material certificate review and service condition check. |
| Best for seawater? | Usually 254SMO | Especially where crevices, stagnant water or deposits are present. |
| Best for sulfuric acid? | Often 904L in selected ranges | Acid concentration, contaminants and temperature decide the result. |
| Best for fasteners? | Depends on service | 254SMO for chloride severity; 904L for moderate severe service and cost balance. |
What is 904L stainless steel?
904L stainless steel is a high-alloy austenitic stainless steel identified as UNS N08904 and EN 1.4539. It contains high nickel, elevated chromium, significant molybdenum and copper. The nickel stabilizes the austenitic structure and improves resistance to chloride stress corrosion cracking compared with standard 300-series stainless steels. Molybdenum improves pitting and crevice corrosion resistance, while copper helps in certain reducing acid environments, especially selected sulfuric acid conditions.
In fastener purchasing, 904L is often considered when 316L is no longer reliable but a project does not yet justify a super duplex or very high PREN super austenitic grade. It can be manufactured into bolts, nuts, stud bolts, threaded rods, anchor bolts, socket screws and custom machined components, provided the supplier controls work hardening, galling risk and traceability. 904L is not magic stainless steel. It performs best when the design avoids stagnant chloride traps and when the final surface is properly cleaned, pickled or passivated.
What is 254SMO stainless steel?
254SMO is a super austenitic stainless steel identified as UNS S31254 and EN 1.4547. It was developed for environments where conventional austenitic stainless steels suffer pitting, crevice corrosion or chloride stress corrosion cracking. Compared with 904L, 254SMO normally contains higher molybdenum and intentionally added nitrogen. This chemistry increases pitting resistance, strengthens the austenitic matrix and gives 254SMO a higher PREN range.
For fasteners, 254SMO is specified in demanding seawater, desalination, offshore, flue gas desulfurization and chemical plant projects. Its higher alloy content improves corrosion margin, but it also increases cost and can create procurement lead-time pressure. Machining and thread manufacturing require knowledgeable control because high alloy austenitic stainless steels work harden quickly and can gall during assembly.
International standards and equivalent grades
| Common name | UNS | EN / Werkstoff | Typical description |
|---|---|---|---|
| 904L | N08904 | 1.4539 | High alloy austenitic stainless steel with Mo and Cu |
| 254SMO | S31254 | 1.4547 | Super austenitic stainless steel with high Mo and N |
| 316L | S31603 | 1.4404 | Baseline molybdenum bearing austenitic stainless |
| 1.4529 | N08926 | 1.4529 | High Mo super austenitic stainless steel |
| 2507 | S32750 | 1.4410 | Super duplex stainless steel |
A material specification should never rely only on a trade name. Purchase orders for critical bolting should list the UNS or EN grade, applicable fastener standard, size, thread form, property requirements, heat treatment condition, inspection level, certificate type and any project-specific corrosion or PMI requirement. AODSON can support custom special alloy fasteners when drawings and service conditions are supplied.
Metallurgy and alloy design philosophy
Both 904L and 254SMO are austenitic, non-hardenable stainless steels. Their corrosion resistance comes primarily from passive film stability, chromium content, molybdenum enrichment and, for 254SMO, nitrogen strengthening. 904L uses high nickel and copper to improve resistance in selected reducing acids. 254SMO pushes chloride resistance further by increasing molybdenum and nitrogen while maintaining an austenitic structure.
This matters for fasteners because a bolt is not a flat coupon. Threads introduce crevices, high local strain, surface discontinuities and trapped assembly compounds. A grade that looks good in a simple corrosion table may fail if the nut face traps seawater, if the thread is cut with a rough surface, if anti-seize is omitted, or if carbon steel tooling contaminates the surface.
Chemical composition comparison
| Element | 904L typical range | 254SMO typical range | Practical meaning |
|---|---|---|---|
| Cr | 19-23% | 19.5-20.5% | Both rely on chromium-rich passive film |
| Ni | 23-28% | 17.5-18.5% | 904L uses more nickel for austenite stability |
| Mo | 4-5% | 6-6.5% | 254SMO gains strong pitting and crevice resistance |
| N | Usually low | 0.18-0.22% | Nitrogen increases PREN and strength in 254SMO |
| Cu | 1-2% | ~0.5-1% | 904L copper assists selected acid performance |
| C | Low | Low | Low carbon supports weldability and corrosion resistance |
PREN formula and limitations
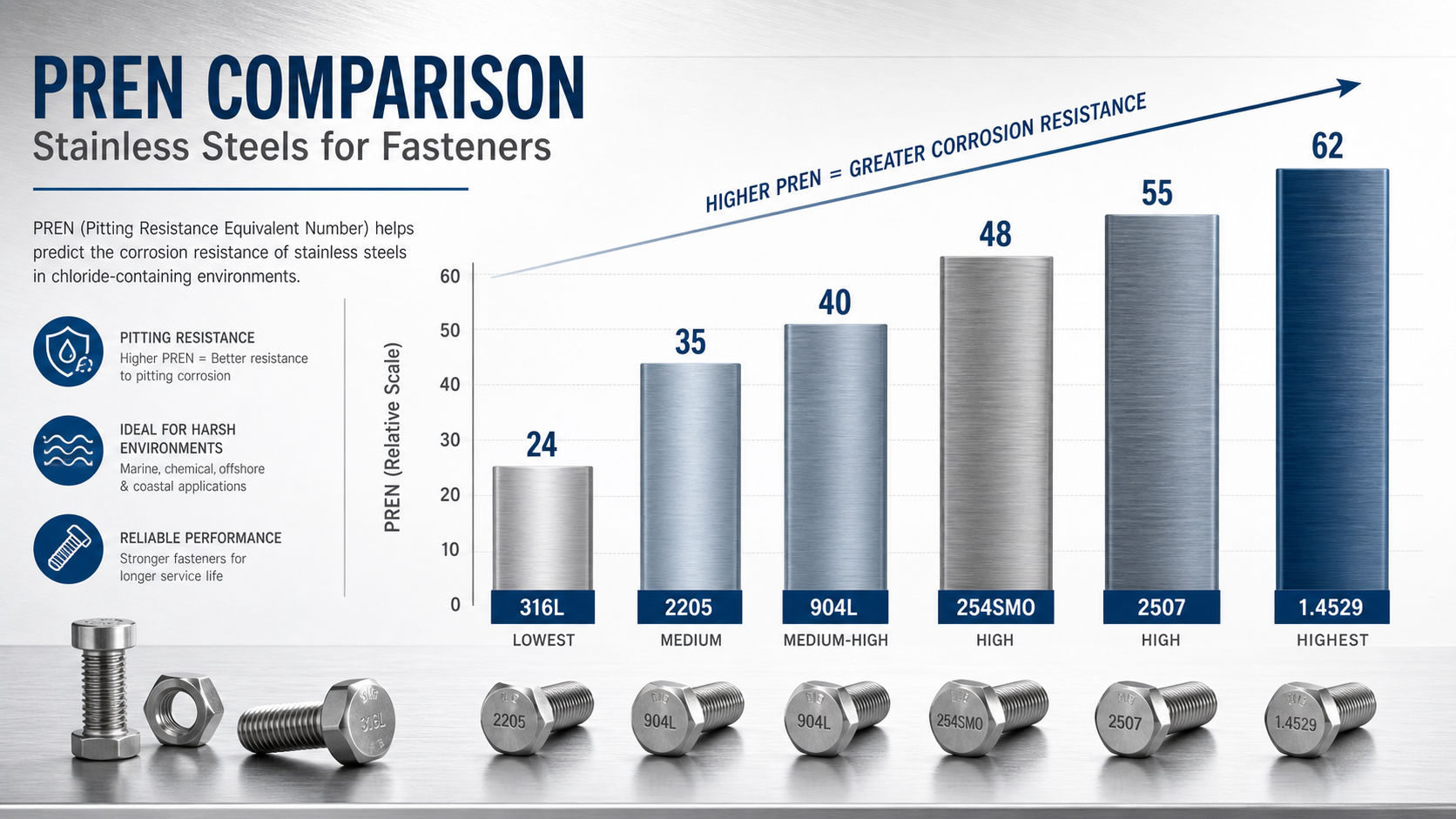
A common pitting resistance equivalent number is calculated as PREN = Cr + 3.3×Mo + 16×N. Using nominal chemistry, 904L is often around the mid-30s, while 254SMO is commonly above 42. This difference is important because chloride pitting is one of the most common failure modes for stainless fasteners in marine and chemical environments.
PREN is useful, but it is not a complete specification. It does not directly account for surface finish, inclusions, heat tint, crevice geometry, biofouling, oxidizing species, weld condition, temperature cycling, tensile stress, lubricant chemistry or inspection quality. A high PREN alloy can still fail if assembled into a severe crevice with poor surface condition. A lower PREN alloy can succeed in a controlled environment with regular washing, proper drainage and conservative load design.
| Alloy | Approximate PREN | Relative chloride resistance | Note |
|---|---|---|---|
| 316L | ~24-28 | Moderate | Often insufficient for stagnant seawater |
| 2205 | ~34-36 | Good | Duplex strength plus chloride resistance |
| 904L | ~35-37 | Good to very good | Better than 316L; not equal to 254SMO |
| 254SMO | ~42-44 | Very high | Strong candidate for seawater and desalination |
| 2507 | ~40-43 | Very high | Duplex option with high strength |
| 1.4529 | ~43-46 | Very high | Comparable super austenitic alternative |
Mechanical properties
Fastener performance depends on both corrosion resistance and mechanical behavior. Austenitic stainless steels cannot be strengthened by quench hardening in the same way as martensitic or alloy steel fasteners. Strength is usually controlled by cold work, product form, dimensional size and applicable fastener standard. 254SMO can show higher strength because of nitrogen strengthening, but a purchase order should specify actual mechanical requirements rather than assume them from the grade name.
| Property | 904L | 254SMO | Fastener implication |
|---|---|---|---|
| Structure | Austenitic | Super austenitic | Good toughness; nonmagnetic to slightly magnetic after cold work |
| Strength route | Cold work / product condition | Nitrogen + cold work | Verify actual bolt class or project requirement |
| Ductility | High | High | Good for forming, but work hardening matters |
| Hardness control | Important | Important | Avoid galling and thread damage |
| Low temperature toughness | Good | Good | Useful in marine and process equipment |
Corrosion science: passive film, chloride and crevices
Stainless steels resist corrosion by forming a thin chromium-rich passive film. Chloride ions can locally break down that film, creating pits. Once a pit or crevice becomes acidic and chloride-rich, corrosion can accelerate under the bolt head, inside a nut thread, at a washer interface or beneath deposits. Molybdenum and nitrogen improve the stability of the passive film in chloride environments; this is why 254SMO usually outperforms 904L in seawater-related applications.
Fasteners are especially vulnerable because their geometry produces hidden crevices. The contact between male and female threads, the washer face, the underside of a bolt head and the flange interface can trap liquid. If oxygen is depleted inside the crevice while chloride remains concentrated, even a corrosion-resistant alloy can attack locally. Material selection must therefore work together with design, assembly practice and inspection.
Pitting corrosion
Pitting is a localized attack that creates small, deep cavities. In bolting, pits can become fatigue initiation sites and reduce cross-sectional area. 254SMO is generally preferred over 904L for high chloride pitting risk because its molybdenum and nitrogen levels provide a higher pitting resistance margin. 904L can still be appropriate where chloride levels, temperature and stagnation risk are moderate.
Crevice corrosion
Crevice corrosion is often more critical for fasteners than open-surface pitting. The threads of nuts and bolts are natural crevices. Even when external surfaces look clean, the internal thread interface can retain fluid, salts or process deposits. 254SMO gives a higher margin than 904L, but designers should still use drainage, compatible washers, controlled surface finish, correct preload and periodic inspection.
Chloride stress corrosion cracking
Austenitic stainless steels can crack under tensile stress in hot chloride environments. High nickel and high alloy content improve resistance compared with 304 or 316, but no stainless fastener should be selected on grade name alone. Engineers should consider operating temperature, tensile load, residual stress from manufacturing, external insulation, evaporative concentration, cleaning chemicals and shutdown conditions.
Acid compatibility: sulfuric and phosphoric acid
| Medium | 904L | 254SMO | Selection guidance |
|---|---|---|---|
| Sulfuric acid | Often strong in selected concentration ranges | Good in many mixed media | Use corrosion data at actual concentration and temperature |
| Phosphoric acid | Often good | Often very good where chlorides are present | Impurities may decide the grade |
| Reducing acids | Copper helps 904L | Depends on chemistry | Do not generalize from chloride performance |
| Oxidizing chlorides | Limited by temperature and crevices | Usually better margin | Check redox potential and deposits |
| Mixed plant liquors | Test required | Test required | Laboratory data or field history is best |
904L is famous partly because of its performance in selected sulfuric acid service. That does not make it automatically better than 254SMO in every acid plant. Acid compatibility changes with concentration, temperature, aeration, chloride contamination, fluorides, solids and cleaning cycles. For severe chemical plants, engineers should use project corrosion tables, field history, coupon testing or specialist review.
Seawater, marine atmosphere and offshore platforms

For natural seawater, splash zones, offshore platforms and equipment exposed to salt spray, 254SMO is usually the more conservative stainless choice. Seawater is not just chloride concentration; it includes oxygen, biology, temperature, deposits and wet-dry cycles. Bolting at flanges and supports may see stagnant salt solution under washers or inside threads. That is where the higher PREN of 254SMO can be valuable.
904L may still be selected for marine atmosphere when direct seawater immersion is absent, washing is possible and life-cycle risk is acceptable. In continuously wetted or poorly drained offshore crevices, engineers often move beyond 904L toward 254SMO, 1.4529, 2507, nickel alloys or titanium depending on strength, galvanic compatibility and procurement constraints.
Desalination plants

Desalination plants combine seawater, brine, high chloride concentration, temperature variation and many bolted joints. 254SMO fasteners are commonly considered for intake systems, pumps, screens, piping, pressure equipment and areas where crevice corrosion is a known risk. 904L may be used in less severe zones, but it should not be treated as equal to 254SMO in brine or stagnant seawater service.
Chemical processing, pumps, valves, heat exchangers and pressure vessels

Chemical processing equipment often contains several corrosion mechanisms at once: acid attack, chloride pitting, gasket crevice corrosion, heat-affected zones, cleaning chemicals and thermal cycling. Pumps and valves add vibration, seal leakage and maintenance cycles. Heat exchangers introduce differential aeration and deposit formation. Pressure vessels add code requirements and documentation expectations.
For these applications, fasteners should be selected together with the equipment material, gasket system, lubricant and inspection plan. A 254SMO bolt paired with an incompatible washer or contaminated surface can still underperform. A 904L bolt in a controlled acid range may be an excellent economic choice. The correct answer is service-specific.
Fastener manufacturing considerations
This is the most important practical section. Fasteners are not simply small bars of stainless steel. Manufacturing determines thread surface, cold work, dimensional accuracy, galling tendency and traceability. AODSON recommends treating 904L and 254SMO fasteners as engineered components, especially for offshore flange bolting, desalination fasteners, chemical plant studs, pump assembly screws and OEM special alloy components.
| Fastener type | 904L suitability | 254SMO suitability | Practical recommendation |
|---|---|---|---|
| Bolts | Good for moderate severe corrosion | Excellent for high chloride service | Use rolled threads where possible and verify certificates |
| Nuts | Good | Excellent | Match grade and hardness carefully to reduce galling |
| Stud bolts | Good | Excellent | Important for flanges, valves and pressure equipment |
| Threaded rods | Good | Excellent | Control straightness, thread finish and packaging |
| Anchor bolts | Service dependent | Service dependent | Check concrete chemistry, splash exposure and galvanic contacts |
| Heavy hex bolts | Good | Excellent | Specify dimensional standard and marking |
| Socket screws | Good but galling risk | Good but galling risk | Use lubricant and avoid over-tightening |
| Offshore flange bolting | Limited to moderate zones | Preferred in severe chloride zones | Use PMI, EN10204 3.1 and assembly procedure |
Thread rolling vs cut threads
Rolled threads displace material rather than remove it. This can improve surface finish and fatigue behavior, and it avoids machining grooves that may become initiation sites. Cut threads are sometimes necessary for low volume, large diameter or custom products, but they require sharp tooling, controlled feed, good coolant and post-machining cleaning. For both 904L and 254SMO, thread quality is a corrosion issue as well as a dimensional issue.
Galling prevention
Austenitic stainless fasteners are prone to galling because mating surfaces can cold weld under pressure. 904L and 254SMO are not exceptions. Galling risk increases with high preload, dry assembly, rough threads, high speed installation, mismatched hardness and contamination. Use suitable anti-seize, slow installation, correct torque method, compatible nuts, clean threads and controlled tolerances. In critical service, validate the lubricant for temperature, chemistry and contamination sensitivity.
Machining and work hardening
| Manufacturing factor | 904L | 254SMO | Control point |
|---|---|---|---|
| Work hardening | High | Very high | Use rigid setup and sharp tools |
| Chip control | Demanding | Demanding | Avoid rubbing and dwell |
| Thread surface | Critical | Critical | Inspect roughness and burrs |
| Tool contamination | Avoid | Avoid | Separate carbon steel tooling and clean surfaces |
| Passivation | Recommended | Recommended | Restore clean passive surface after processing |
Inspection, PMI and documentation

For project fasteners, the inspection package can be as important as the alloy name. Recommended controls include positive material identification, heat number traceability, EN10204 3.1 certificates, dimensional inspection, thread gauge inspection, visual inspection, surface finish checks, marking verification, packaging control and, where required, third-party inspection. PMI is especially important when 904L, 254SMO, 316L, 2205 and 2507 may be present in the same supply chain.
| Inspection item | Why it matters | Recommended action |
|---|---|---|
| PMI / XRF | Confirms alloy family | Test representative pieces by heat and batch |
| EN10204 3.1 | Links chemistry and mechanical data | Require certificate with heat number |
| Thread gauge | Prevents assembly failure | Use go/no-go gauges and record results |
| Surface finish | Affects crevice and pitting risk | Remove burrs, heat tint and contamination |
| Marking | Maintains traceability | Use grade, heat or project marking where practical |
| Packaging | Prevents transit contamination | Use dry, separated, labeled export packing |
Welding and heat resistance limitations
Fasteners are usually not welded, but welded assemblies and adjacent equipment can affect fastener selection. Both 904L and 254SMO require appropriate filler metals, heat input control and cleaning of heat tint when welding is involved. Heat resistance is also not the same as corrosion resistance. High temperature exposure can change scaling behavior, stress relaxation and service suitability. For hot chloride service, stress corrosion cracking and crevice conditions must be assessed carefully.
| Topic | 904L | 254SMO | Engineering note |
|---|---|---|---|
| Welding | Generally weldable with correct procedure | Generally weldable with correct procedure | Clean heat tint and use qualified consumables |
| Heat resistance | Limited compared with heat-resistant alloys | Limited compared with heat-resistant alloys | Do not select only from room-temperature corrosion data |
| Stress relaxation | Check at temperature | Check at temperature | Fastener preload can change over time |
| Post-weld cleaning | Important | Important | Pickling/passivation protects passive film |
Cost and availability
904L is usually less expensive and more available than 254SMO, although market conditions can change with nickel and molybdenum pricing. 254SMO has higher alloy content and may require longer lead times, especially for large diameter bolts, custom studs, heavy hex nuts or small-batch OEM components. The correct commercial comparison is not price per kilogram alone. It is installed cost, downtime risk, replacement frequency, inspection burden and consequence of failure.
| Factor | 904L | 254SMO | Buyer note |
|---|---|---|---|
| Material cost | Lower | Higher | 254SMO premium may be justified by longer service life |
| Availability | Generally better | More specialized | Confirm bar, nut and washer supply early |
| Machining cost | High | Higher | Work hardening affects cycle time |
| Failure consequence | Service dependent | Service dependent | High consequence favors corrosion margin |
| Life-cycle value | Good in right service | Excellent in severe chloride service | Use total cost, not unit price only |
Material selection decision tree
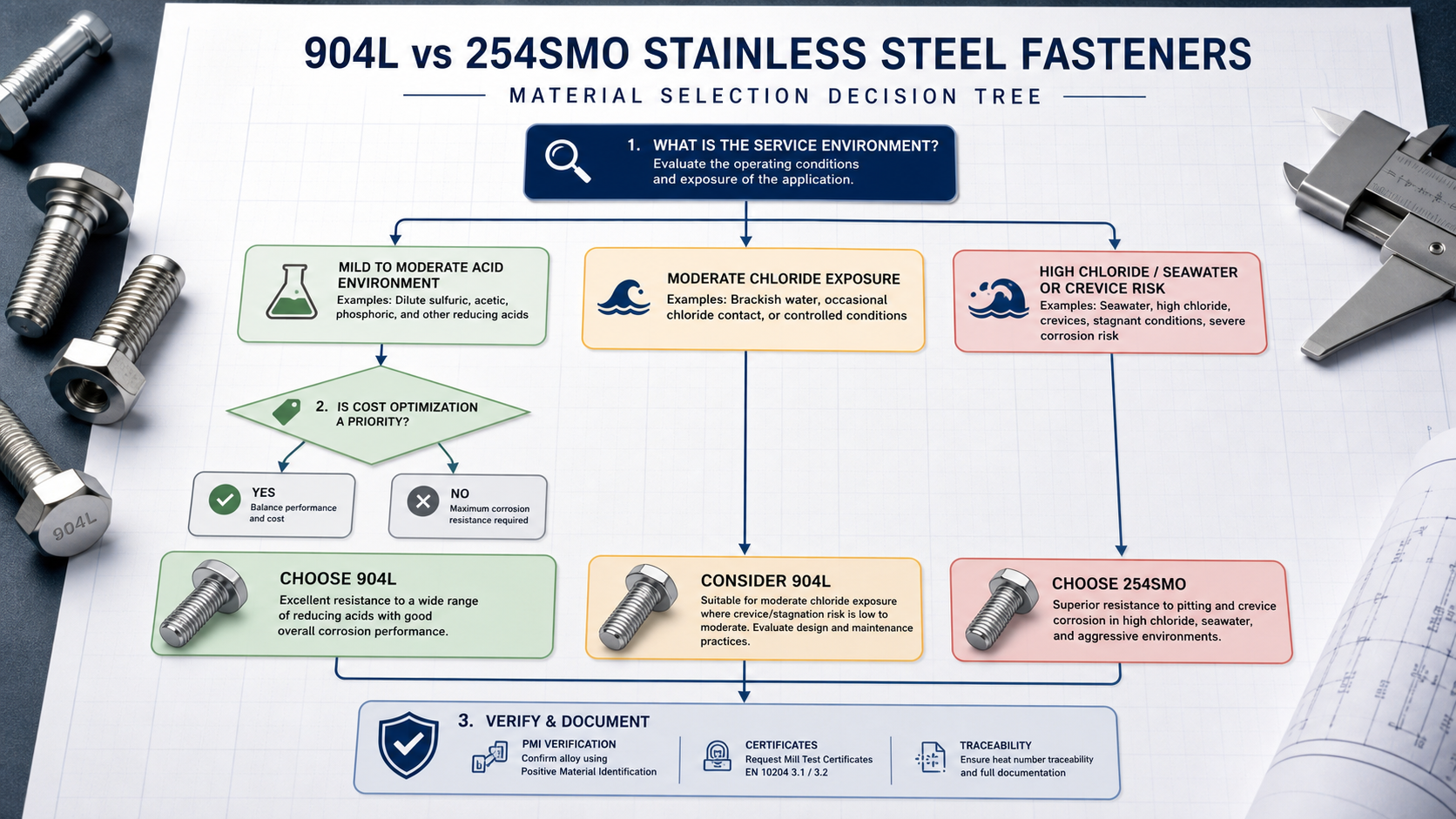
Start with the environment. If chloride concentration, temperature, crevice geometry and stagnation are modest, 904L may be an economical upgrade from 316L. If the service includes seawater, brine, offshore splash zones, desalination equipment or frequent salt concentration under deposits, 254SMO should be strongly considered. If strength, galvanic coupling or extreme chloride conditions dominate, compare 254SMO with 2507, 1.4529, nickel alloys or titanium.
Common buyer mistakes
| Mistake | Risk | Better practice |
|---|---|---|
| Buying by trade name only | Wrong grade or certificate mismatch | Specify UNS/EN and full standard |
| Ignoring nuts and washers | Mixed material crevice or galling issue | Specify complete bolting set |
| No anti-seize | Thread seizure during installation | Use validated lubricant |
| No PMI | Wrong alloy installed | Require batch PMI and records |
| Choosing only by PREN | Unexpected acid or SCC failure | Review full chemistry and service conditions |
| Assuming 904L equals 254SMO | Under-specified chloride service | Use 254SMO where chloride margin is required |
| Ignoring packaging | Transit contamination | Use clean, dry, separated packing |
Final engineering recommendation
For most severe chloride and seawater-related fastener applications, 254SMO is the stronger technical recommendation because it normally has higher molybdenum, added nitrogen and significantly higher PREN than 904L. It is particularly attractive for desalination plants, offshore flange bolting, marine equipment, brine handling, chemical processing with chloride contamination, pumps, valves and heat exchanger hardware.
904L remains a valuable engineering material where conditions are less chloride-severe, where selected sulfuric acid resistance is important, where availability and cost matter, and where the design avoids stagnant crevices. It is not a downgrade when used correctly; it is simply a different alloy balance. The safest specification combines grade selection with fastener design, thread quality, galling prevention, PMI verification, EN10204 3.1 certification, controlled surface finish, pickling/passivation and realistic service review.
904L bolts in practical service
904L bolts are often selected when a project needs a major upgrade from 316L but cannot justify the cost or lead time of a super austenitic or nickel alloy fastener. In practical service, the best results come from combining 904L with conservative joint design. Avoid blind holes that trap chloride solution, specify clean washers, prevent carbon steel contact contamination and make sure the installed bolt receives the same corrosion review as the pipe, valve or pump body. When 904L is used near sulfuric acid equipment, confirm that the real process stream matches the corrosion data. Small amounts of chloride, oxidizing ions or temperature increase can change the ranking quickly.
UNS N08904 / EN 1.4539 bolts are often selected when a project needs a major upgrade from 316L but cannot justify the cost or lead time of a super austenitic or nickel alloy fastener. In practical service, the best results come from combining 904L with conservative joint design. Avoid blind holes that trap chloride solution, specify clean washers, prevent carbon steel contact contamination and make sure the installed bolt receives the same corrosion review as the pipe, valve or pump body. When 904L is used near sulfuric acid equipment, confirm that the real process stream matches the corrosion data. Small amounts of chloride, oxidizing ions or temperature increase can change the ranking quickly.
254SMO bolts in practical service
254SMO bolts are used when the buyer wants a stronger safety margin against chloride pitting and crevice attack. The grade is especially relevant in desalination, seawater intake systems, offshore topside equipment, brine handling and wet marine structures. Its higher PREN gives useful protection, but successful installation still depends on nut compatibility, thread finish and lubrication. Because the alloy is more expensive, engineers should define which zones truly need 254SMO and which zones can use 904L, duplex stainless or coated alloy steel without increasing risk.
UNS S31254 / EN 1.4547 bolts are used when the buyer wants a stronger safety margin against chloride pitting and crevice attack. The grade is especially relevant in desalination, seawater intake systems, offshore topside equipment, brine handling and wet marine structures. Its higher PREN gives useful protection, but successful installation still depends on nut compatibility, thread finish and lubrication. Because the alloy is more expensive, engineers should define which zones truly need 254SMO and which zones can use UNS N08904 / EN 1.4539, duplex stainless or coated alloy steel without increasing risk.
Nuts and mating materials
The nut is not a secondary item. A high quality bolt can fail or seize if the nut material, hardness, thread tolerance or surface condition is wrong. For 904L and 254SMO bolting, buyers should specify nuts as part of the same assembly package whenever possible. Mixed sourcing can create grade mismatch, galling risk and certificate confusion. In many projects the nut is replaced more frequently than the stud, so maintenance teams also need clear marking and storage control.
The nut is not a secondary item. A high quality bolt can fail or seize if the nut material, hardness, thread tolerance or surface condition is wrong. For UNS N08904 / EN 1.4539 and UNS S31254 / EN 1.4547 bolting, buyers should specify nuts as part of the same assembly package whenever possible. Mixed sourcing can create grade mismatch, galling risk and certificate confusion. In many projects the nut is replaced more frequently than the stud, so maintenance teams also need clear marking and storage control.
Stud bolts for flanges
Stud bolts in flanged joints face sustained preload, gasket relaxation, thermal cycling and chemical exposure around the flange edge. The threaded area is a natural crevice, and leakage can concentrate salts or acids at the first engaged thread. For offshore and desalination flanges, 254SMO is often preferred when stainless bolting is required. For less severe plant zones, 904L may provide a workable balance. The specification should include length, thread series, chamfer, marking, lubricant and inspection requirements.
Stud bolts in flanged joints face sustained preload, gasket relaxation, thermal cycling and chemical exposure around the flange edge. The threaded area is a natural crevice, and leakage can concentrate salts or acids at the first engaged thread. For offshore and desalination flanges, UNS S31254 / EN 1.4547 is often preferred when stainless bolting is required. For less severe plant zones, UNS N08904 / EN 1.4539 may provide a workable balance. The specification should include length, thread series, chamfer, marking, lubricant and inspection requirements.
Threaded rods and anchor bolts
Threaded rods and anchor bolts may look simple, but their corrosion environment can be severe. Long threaded rods collect debris and moisture along the thread root. Anchor bolts can be exposed to concrete pore chemistry, coastal splash, cleaning chemicals and galvanic contact with base plates. If the rod is cut on site, the cut end may lose the controlled finish supplied by the manufacturer. Specify end treatment, passivation and storage requirements when corrosion resistance is critical.
Threaded rods and anchor bolts may look simple, but their corrosion environment can be severe. Long threaded rods collect debris and moisture along the thread root. Anchor bolts can be exposed to concrete pore chemistry, coastal splash, cleaning chemicals and galvanic contact with base plates. If the rod is cut on site, the cut end may lose the controlled finish supplied by the manufacturer. Specify end treatment, passivation and storage requirements when corrosion resistance is critical.
Heavy hex bolts and socket screws
Heavy hex bolts are often used where wrench access and high clamping force matter. Socket screws may be used in compact assemblies, pumps, valves and OEM equipment, but the socket recess can trap fluid and debris. With 904L or 254SMO socket screws, this recess should be considered a crevice. If the assembly is cleaned with chloride-bearing chemicals or operates in marine atmosphere, choose geometry and maintenance access carefully.
Heavy hex bolts are often used where wrench access and high clamping force matter. Socket screws may be used in compact assemblies, pumps, valves and OEM equipment, but the socket recess can trap fluid and debris. With UNS N08904 / EN 1.4539 or UNS S31254 / EN 1.4547 socket screws, this recess should be considered a crevice. If the assembly is cleaned with chloride-bearing chemicals or operates in marine atmosphere, choose geometry and maintenance access carefully.
Surface finish, pickling and passivation
Surface condition can decide whether the selected alloy performs as expected. Machining marks, embedded iron, heat tint, grinding damage and handling contamination all reduce corrosion margin. Pickling removes heat tint and metal contamination, while passivation helps establish a clean chromium-rich surface. For special alloy fasteners, surface finish should be specified in the purchase order, not left as an afterthought. Clean packaging after passivation is also important because contaminated packing can undo the benefit.
Surface condition can decide whether the selected alloy performs as expected. Machining marks, embedded iron, heat tint, grinding damage and handling contamination all reduce corrosion margin. Pickling removes heat tint and metal contamination, while passivation helps establish a clean chromium-rich surface. For special alloy bolting assemblies, surface finish should be specified in the purchase order, not left as an afterthought. Clean packaging after passivation is also important because contaminated packing can undo the benefit.
PMI and heat traceability
Positive material identification is a practical defense against expensive mistakes. 904L, 254SMO, 316L, duplex and nickel alloy fasteners may look similar after machining. If they are stored together, a visual check is not enough. PMI with XRF can confirm the alloy family, while heat traceability links the fastener to the certificate. For critical packages, records should show which batches were tested, how many pieces were checked and how nonconforming parts are controlled.
Positive material identification is a practical defense against expensive mistakes. UNS N08904 / EN 1.4539, UNS S31254 / EN 1.4547, 316L, duplex and nickel alloy bolting assemblies may look similar after machining. If they are stored together, a visual check is not enough. PMI with XRF can confirm the alloy family, while heat traceability links the fastener to the certificate. For critical packages, records should show which batches were tested, how many pieces were checked and how nonconforming parts are controlled.
EN10204 3.1 certificates
EN10204 3.1 certificates provide chemical and mechanical test results traceable to the product batch. For special alloy fasteners, the certificate should match the heat number on the material and the marking or packaging. Buyers should review chromium, nickel, molybdenum and nitrogen values, not just the grade name. If a project requires impact testing, corrosion testing, hardness limits or third-party witness inspection, those requirements must be added before production.
EN10204 3.1 certificates provide chemical and mechanical test results traceable to the product batch. For special alloy bolting assemblies, the certificate should match the heat number on the material and the marking or packaging. Buyers should review chromium, nickel, molybdenum and nitrogen values, not just the grade name. If a project requires impact testing, corrosion testing, hardness limits or third-party witness inspection, those requirements must be added before production.
Galling and anti-seize selection
Galling is one of the most common installation problems with austenitic stainless bolting. It can happen before the joint reaches target preload, causing the installer to think the fastener is tight when it is actually damaged. Anti-seize should be selected for the service environment. A product that works in a dry workshop may not be acceptable in oxygen service, high temperature service, food equipment, seawater immersion or sensitive chemical plants. Slow assembly and clean threads are as important as the lubricant brand.
Galling is one of the most common installation problems with austenitic stainless bolting. It can happen before the joint reaches target preload, causing the installer to think the fastener is tight when it is actually damaged. Anti-seize should be selected for the service environment. A product that works in a dry workshop may not be acceptable in oxygen service, high temperature service, food equipment, seawater immersion or sensitive chemical plants. Slow assembly and clean threads are as important as the lubricant brand.
Torque, preload and assembly method
Corrosion-resistant fasteners still need correct preload. Under-tightening can allow joint movement, leakage and crevice formation. Over-tightening can damage threads, promote galling or exceed the intended stress. Torque values are affected by lubricant, surface finish, nut condition and washer material. For critical flanges, tensioning procedures should be defined by the project engineer. Material selection should never be separated from assembly method.
Corrosion-resistant bolting assemblies still need correct preload. Under-tightening can allow joint movement, leakage and crevice formation. Over-tightening can damage threads, promote galling or exceed the intended stress. Torque values are affected by lubricant, surface finish, nut condition and washer material. For critical flanges, tensioning procedures should be defined by the project engineer. Material selection should never be separated from assembly method.
Compatibility with gaskets and washers
Gaskets and washers influence the crevice environment around a fastener. A washer can spread load and protect a surface, but it can also trap solution beneath it. Some gasket leaks concentrate chlorides or acids at the bolt hole. When 904L or 254SMO is chosen for corrosion resistance, the full joint system should be reviewed: flange material, washer material, gasket chemistry, bolt lubricant, drainage, insulation and cleaning practice.
Gaskets and washers influence the crevice environment around a fastener. A washer can spread load and protect a surface, but it can also trap solution beneath it. Some gasket leaks concentrate chlorides or acids at the bolt hole. When UNS N08904 / EN 1.4539 or UNS S31254 / EN 1.4547 is chosen for corrosion resistance, the full joint system should be reviewed: flange material, washer material, gasket chemistry, bolt lubricant, drainage, insulation and cleaning practice.
Offshore maintenance reality
Offshore fasteners experience salt spray, wet-dry cycling, maintenance delays and difficult inspection access. A theoretically acceptable alloy may become risky if the joint cannot be washed, if deposits accumulate, or if replacement requires shutdown. This reality often favors a higher corrosion margin. 254SMO may reduce the probability of localized attack in areas where inspection is difficult. 904L may still serve well in sheltered or moderately exposed zones.
Offshore bolting assemblies experience salt spray, wet-dry cycling, maintenance delays and difficult inspection access. A theoretically acceptable alloy may become risky if the joint cannot be washed, if deposits accumulate, or if replacement requires shutdown. This reality often favors a higher corrosion margin. UNS S31254 / EN 1.4547 may reduce the probability of localized attack in areas where inspection is difficult. UNS N08904 / EN 1.4539 may still serve well in sheltered or moderately exposed zones.
Desalination brine zones
Desalination systems include raw seawater, filtered seawater, high pressure sections, concentrate brine and chemical cleaning loops. These zones are not equally severe. Brine and stagnant crevices deserve special attention because chloride concentration is higher and oxygen conditions may vary. 254SMO fasteners are commonly evaluated for these locations. In support structures or dry external areas, a different grade may be adequate if maintenance washing is reliable.
Desalination systems include raw seawater, filtered seawater, high pressure sections, concentrate brine and chemical cleaning loops. These zones are not equally severe. Brine and stagnant crevices deserve special attention because chloride concentration is higher and oxygen conditions may vary. UNS S31254 / EN 1.4547 bolting assemblies are commonly evaluated for these locations. In support structures or dry external areas, a different grade may be adequate if maintenance washing is reliable.
Chemical plant change management
Chemical plants change over time. A line that originally carried clean acid may later see chloride contamination, higher temperature, oxidizing additives or more frequent cleaning. When a plant changes process chemistry, fastener materials should be reviewed along with piping and equipment. A legacy 904L choice may remain correct, or it may need upgrading to 254SMO or another alloy. Documentation makes this review possible.
Chemical plants change over time. A line that originally carried clean acid may later see chloride contamination, higher temperature, oxidizing additives or more frequent cleaning. When a plant changes process chemistry, fastener materials should be reviewed along with piping and equipment. A legacy UNS N08904 / EN 1.4539 choice may remain correct, or it may need upgrading to UNS S31254 / EN 1.4547 or another alloy. Documentation makes this review possible.
Heat exchanger bolting
Heat exchangers create many local environments: tube side, shell side, gasket edges, condensate, deposits and cleaning chemicals. Bolting may not contact the main process stream directly, but leakage or condensation can expose it to aggressive media. If chloride-laden deposits sit under bolt heads, crevice corrosion can develop. 254SMO may be justified for seawater exchangers or brine equipment. For acid-side service, 904L should be reviewed against actual chemistry.
Heat exchangers create many local environments: tube side, shell side, gasket edges, condensate, deposits and cleaning chemicals. Bolting may not contact the main process stream directly, but leakage or condensation can expose it to aggressive media. If chloride-laden deposits sit under bolt heads, crevice corrosion can develop. UNS S31254 / EN 1.4547 may be justified for seawater exchangers or brine equipment. For acid-side service, UNS N08904 / EN 1.4539 should be reviewed against actual chemistry.
Pump and valve assemblies
Pumps and valves combine vibration, leakage paths, maintenance disassembly and hidden crevices. Small fasteners in covers, glands and housings may be repeatedly removed and reinstalled. Galling prevention is therefore important. Material selection should consider both external environment and process leakage. A 254SMO screw may resist chloride attack better, but it still needs clean threads and a compatible lubricant.
Pumps and valves combine vibration, leakage paths, maintenance disassembly and hidden crevices. Small bolting assemblies in covers, glands and housings may be repeatedly removed and reinstalled. Galling prevention is therefore important. Material selection should consider both external environment and process leakage. A UNS S31254 / EN 1.4547 screw may resist chloride attack better, but it still needs clean threads and a compatible lubricant.
Procurement planning
Special alloy fasteners should be planned early. Bar stock, nut blanks, washers and testing slots may not be immediately available for every diameter and length. 254SMO is more specialized, so lead time can be longer. If a project waits until final installation to order bolting, buyers may be forced into substitutions. A controlled procurement plan reduces emergency changes and allows proper inspection.
Special alloy bolting assemblies should be planned early. Bar stock, nut blanks, washers and testing slots may not be immediately available for every diameter and length. UNS S31254 / EN 1.4547 is more specialized, so lead time can be longer. If a project waits until final installation to order bolting, buyers may be forced into substitutions. A controlled procurement plan reduces emergency changes and allows proper inspection.
When to consider alternatives
Sometimes neither 904L nor 254SMO is the best answer. Super duplex 2507 may provide higher strength and strong chloride resistance, but it introduces duplex-specific welding and hydrogen concerns. 1.4529 may offer another super austenitic option. Nickel alloys may be needed for very aggressive acids or high temperature media. Titanium may be attractive in seawater but has different galling and galvanic behavior. The correct alternative depends on the complete equipment system.
Sometimes neither UNS N08904 / EN 1.4539 nor UNS S31254 / EN 1.4547 is the best answer. Super duplex 2507 may provide higher strength and strong chloride resistance, but it introduces duplex-specific welding and hydrogen concerns. 1.4529 may offer another super austenitic option. Nickel alloys may be needed for very aggressive acids or high temperature media. Titanium may be attractive in seawater but has different galling and galvanic behavior. The correct alternative depends on the complete equipment system.
How AODSON supports specification
AODSON can review drawings, grade requirements, quantities, thread forms, dimensional standards, inspection requirements and packaging needs for special alloy fasteners. For 904L and 254SMO, early communication helps confirm manufacturability, available bar sizes, nut compatibility, surface treatment and certificate expectations. The best inquiry includes the application environment, whether the part contacts seawater or chemicals, expected temperature, required delivery date and any third-party inspection requirement.
AODSON can review drawings, grade requirements, quantities, thread forms, dimensional standards, inspection requirements and packaging needs for special alloy bolting assemblies. For UNS N08904 / EN 1.4539 and UNS S31254 / EN 1.4547, early communication helps confirm manufacturability, available bar sizes, nut compatibility, surface treatment and certificate expectations. The best inquiry includes the application environment, whether the part contacts seawater or chemicals, expected temperature, required delivery date and any third-party inspection requirement.
Marine application and packaging notes

Marine applications expose fasteners to salt spray, condensation, airborne chlorides and repeated wet-dry cycles. Even if a component is not immersed, deposits can concentrate on horizontal surfaces and under bolt heads. 254SMO is usually selected when this exposure is combined with crevices or difficult maintenance access. 904L can be effective in controlled marine atmosphere where washing, drainage and inspection are practical. Engineers should also consider galvanic contact with aluminum, carbon steel, duplex stainless, nickel alloy or coated structures.

Packaging is part of corrosion control. Special alloy fasteners should be packed dry, separated from carbon steel, protected from abrasive contact and labeled by heat, size and grade. For export projects, AODSON recommends keeping certificates, PMI records, packing lists and inspection documents together with each batch. Correct packaging prevents confusion at site and protects the clean passive surface that was created during final processing.
For buyers, the most reliable inquiry is not simply “quote 904L bolts” or “quote 254SMO nuts.” A strong inquiry includes drawings or standards, dimensions, thread series, quantity, required certificates, surface condition, marking, packing, delivery schedule and the actual service environment. That information allows a supplier to recommend practical manufacturing controls rather than only price a piece of metal.
One final practical point is inventory segregation. A maintenance warehouse may store 316L, 904L, 2205, 2507 and 254SMO fasteners in similar boxes. Once the original label is lost, visual identification is unreliable. For severe service, keep project fasteners in controlled bins, preserve mill certificates, avoid mixing loose nuts and bolts, and repeat PMI when material identity is uncertain. This simple discipline prevents a low alloy fastener from being installed in a high chloride joint where the design expected 254SMO.
For procurement teams, the safest commercial decision is to align engineering approval, supplier capability and inspection documents before the order is placed, because late substitutions are expensive and can compromise corrosion reliability.
Clear specifications reduce site risk and rework.
FAQ: 904L vs 254SMO
What is 904L stainless steel?
904L is UNS N08904 / EN 1.4539, a high-alloy austenitic stainless steel with high nickel, molybdenum and copper for selected severe corrosion and acid applications.
What is 254SMO stainless steel?
254SMO is UNS S31254 / EN 1.4547, a super austenitic stainless steel with high molybdenum and nitrogen for strong chloride pitting and crevice corrosion resistance.
Is 254SMO better than 904L?
For high chloride, seawater and crevice corrosion risk, 254SMO is usually better. For selected sulfuric acid service and cost-sensitive moderate severe service, 904L may be suitable.
Can 904L replace 254SMO?
Not automatically. Replacement requires review of chloride level, temperature, crevices, stress, inspection history and project specification.
Can 254SMO replace 904L?
Often technically possible in chloride service, but acid compatibility, galvanic effects, cost and availability should still be checked.
Which has higher PREN?
254SMO normally has higher PREN because it contains more molybdenum and nitrogen.
What PREN formula is commonly used?
PREN = Cr + 3.3×Mo + 16×N. It is a screening tool, not a full corrosion guarantee.
Which is better for seawater fasteners?
254SMO is generally preferred for seawater fasteners, especially where crevices, deposits or stagnant conditions are present.
Which is better for offshore bolts?
254SMO is typically the more conservative stainless choice for severe offshore chloride exposure.
Which is better for desalination plants?
254SMO is commonly selected for desalination zones with seawater, brine or crevice corrosion risk.
Which is better for sulfuric acid?
904L is often strong in selected sulfuric acid ranges, but actual concentration, temperature and contaminants decide the result.
Are 904L bolts available?
Yes, 904L bolts, nuts, studs and threaded rods can be manufactured when material and production controls are available.
Are 254SMO bolts available?
Yes, but 254SMO fasteners are more specialized and should be planned early for project procurement.
Do these alloys gall?
Yes. Both are austenitic stainless steels and can gall without lubrication, compatible mating parts and controlled assembly.
Should threads be rolled or cut?
Rolled threads are often preferred for surface and fatigue benefits, but cut threads may be necessary for custom sizes.
Is PMI necessary?
PMI is strongly recommended for critical special alloy fasteners to prevent grade mix-ups.
What certificate should buyers request?
EN10204 3.1 certificates are commonly requested, together with heat traceability and inspection records.
Does higher PREN guarantee longer life?
No. Surface finish, crevices, temperature, deposits, stress and assembly practice can override a simple PREN comparison.
Which grade costs more?
254SMO usually costs more because of higher alloy content and more specialized availability.
How should engineers specify the material?
Specify UNS/EN grade, fastener standard, dimensions, thread form, inspection, PMI, certificate requirements, surface condition and service assumptions.
Professional CTA

AODSON supports engineers and buyers with custom 904L fasteners, 254SMO fasteners, stud bolts, offshore bolting, desalination fasteners, chemical plant fasteners and OEM special alloy components. Share your drawing, grade requirement, quantity, service environment and inspection requirement so the team can review manufacturability, documentation and lead time.
For manufacturing background, read How Fasteners Are Made.







