
エグゼクティブサマリー: ステンレス鋼製ファスナーが高塩化物負荷、海水暴露、隙間環境、海水淡水化装置、海洋飛沫帯、または腐食性の高いプロセス媒体にさらされる場合、一般的に254SMOの方が耐食性に優れています。一方、硫酸耐性、良好な成形性、安定した供給、および材料費の削減が重要な場合は、904Lも依然として価値があります。これら2つのグレードは自動的に代替できるものではありません。ボルト、ナット、スタッドボルト、またはねじ付きロッドを指定する前に、技術者は化学組成、PREN、温度、酸素含有量、隙間形状、ボルトの予荷重、焼き付きリスク、検査要件、およびライフサイクルコスト全体を比較検討する必要があります。.
この記事は、一般的なグレードの説明ではなく、実用的な材料選定を必要とするエンジニア、EPC請負業者、購買チーム、保守責任者向けに書かれています。UNS N08904 / EN 1.4539(通称904L)とUNS S31254 / EN 1.4547(通称254SMO)について解説します。特に、海洋フランジボルト、海水淡水化プラント、化学処理、ポンプ、バルブ、熱交換器、圧力容器、海洋環境など、過酷な腐食環境で使用される締結部品に焦点を当てています。.
| 質問 | 簡潔な答え | 技術ノート |
|---|---|---|
| どちらの方がプレン値が高いですか? | 254SMO | モリブデンと窒素の含有量が高いほど、254SMOは904Lよりも明らかに上位に位置することが多い。. |
| それらは互換性がありますか? | いいえ | 代替品の選定には、設計審査、材料証明書審査、および使用状況の確認が必要です。. |
| 海水に最適? | 通常254SMO | 特に、隙間や滞留水、堆積物がある場所では注意が必要です。. |
| 硫酸に最適? | 特定の範囲では904Lがよく使われる | 酸濃度、不純物、温度が結果を左右する。. |
| 留め具に最適ですか? | サービス内容によります | 塩化物汚染の深刻度を示す指標は254SMO、中程度から深刻なサービスおよびコストバランスを示す指標は904Lです。. |
904Lステンレス鋼とは何ですか?
904Lステンレス鋼は、UNS N08904およびEN 1.4539として識別される高合金オーステナイト系ステンレス鋼です。ニッケル、クロム、モリブデン、銅を多く含んでいます。ニッケルはオーステナイト組織を安定化させ、標準的な300系ステンレス鋼と比較して塩化物応力腐食割れに対する耐性を向上させます。モリブデンは孔食および隙間腐食に対する耐性を向上させ、銅は特定の還元性酸性環境、特に特定の硫酸条件下での耐性向上に役立ちます。.
ファスナーの購入において、316Lの信頼性がもはや十分でないものの、プロジェクトでスーパーデュプレックス鋼や非常に高いPREN値を持つスーパーオーステナイト鋼を使用するほどの規模ではない場合に、904Lが検討されることがよくあります。904Lは、加工硬化、焼き付きリスク、トレーサビリティをサプライヤーが管理していれば、ボルト、ナット、スタッドボルト、ねじ棒、アンカーボルト、ソケットねじ、カスタム加工部品などに加工できます。904Lは万能のステンレス鋼ではありません。塩化物トラップの発生を設計で回避し、最終表面を適切に洗浄、酸洗、または不動態化処理した場合に、最高の性能を発揮します。.
254SMOステンレス鋼とは何ですか?
254SMOは、UNS S31254およびEN 1.4547として識別される超オーステナイト系ステンレス鋼です。従来のオーステナイト系ステンレス鋼が孔食、隙間腐食、または塩化物応力腐食割れを起こすような環境向けに開発されました。904Lと比較して、254SMOは通常、モリブデン含有量が高く、意図的に窒素が添加されています。この化学組成により、孔食耐性が向上し、オーステナイトマトリックスが強化され、254SMOのPREN範囲が広くなります。.
ファスナー材として、254SMOは、厳しい海水処理、海水淡水化、海洋構造物、排煙脱硫、化学プラントなどのプロジェクトで指定されています。合金含有量が高いため耐食性が向上しますが、コストも増加し、調達リードタイムのプレッシャーが生じる可能性があります。高合金オーステナイト系ステンレス鋼は加工硬化が速く、組み立て時に焼き付きを起こす可能性があるため、機械加工やねじ切り加工には高度な専門知識に基づく管理が必要です。.
国際基準および同等の等級
| 一般名 | UNS | EN / Werkstoff | 典型的な説明 |
|---|---|---|---|
| 904L | N08904 | 1.4539 | MoとCuを含む高合金オーステナイト系ステンレス鋼 |
| 254SMO | S31254 | 1.4547 | 高Moおよび高N含有超オーステナイト系ステンレス鋼 |
| 316L | S31603 | 1.4404 | ベースラインモリブデン含有オーステナイト系ステンレス鋼 |
| 1.4529 | N08926 | 1.4529 | 高モリブデン超オーステナイト系ステンレス鋼 |
| 2507 | S32750 | 1.4410 | スーパーデュプレックスステンレス鋼 |
材料仕様は、商標名だけに頼るべきではありません。重要なボルト締結部品の発注書には、UNSまたはEN規格、該当する締結部品規格、サイズ、ねじ形状、特性要件、熱処理条件、検査レベル、証明書の種類、およびプロジェクト固有の腐食またはPMI要件を記載する必要があります。AODSONは、図面と使用条件をご提供いただければ、特注の特殊合金締結部品をサポートいたします。.
冶金学および合金設計の理念
904Lと254SMOはどちらもオーステナイト系の非焼入れステンレス鋼です。これらの耐食性は主に、不動態皮膜の安定性、クロム含有量、モリブデンの添加、そして254SMOの場合は窒素による強化によって実現されています。904Lは、高濃度のニッケルと銅を使用することで、特定の還元性酸に対する耐性を向上させています。254SMOは、オーステナイト構造を維持しながらモリブデンと窒素の含有量を増やすことで、塩化物耐性をさらに高めています。.
これは締結部品にとって重要です。なぜなら、ボルトは平らな試験片ではないからです。ねじ山は、隙間、高い局所応力、表面の不連続性、および組み立て時に発生する化合物の閉じ込めを引き起こします。単純な腐食表では良好に見えるグレードでも、ナットの面に海水が溜まったり、ねじ山の表面が粗かったり、焼き付き防止剤が塗布されていなかったり、炭素鋼製の工具が表面を汚染したりすると、不良となる可能性があります。.
化学組成の比較
| 要素 | 904L 標準範囲 | 254SMOの標準範囲 | 実践的な意味 |
|---|---|---|---|
| Cr | 19-23% | 19.5-20.5% | どちらもクロムを豊富に含む不動態皮膜に依存している。 |
| ニ | 23-28% | 17.5-18.5% | 904Lはオーステナイトの安定性を高めるためにニッケルを多く使用しています。 |
| モ | 4-5% | 6-6.5% | 254SMOは、優れた耐孔食性と耐隙間性を備えています。 |
| 北 | 通常は低い | 0.18-0.22% | 窒素は254SMOのPRENと筋力を増加させる |
| 銅 | 1-2% | ~0.5-1% | 904L銅は特定の酸の性能を補助します |
| C | 低い | 低い | 低炭素は溶接性と耐食性を向上させる |
PRENの処方と制限事項
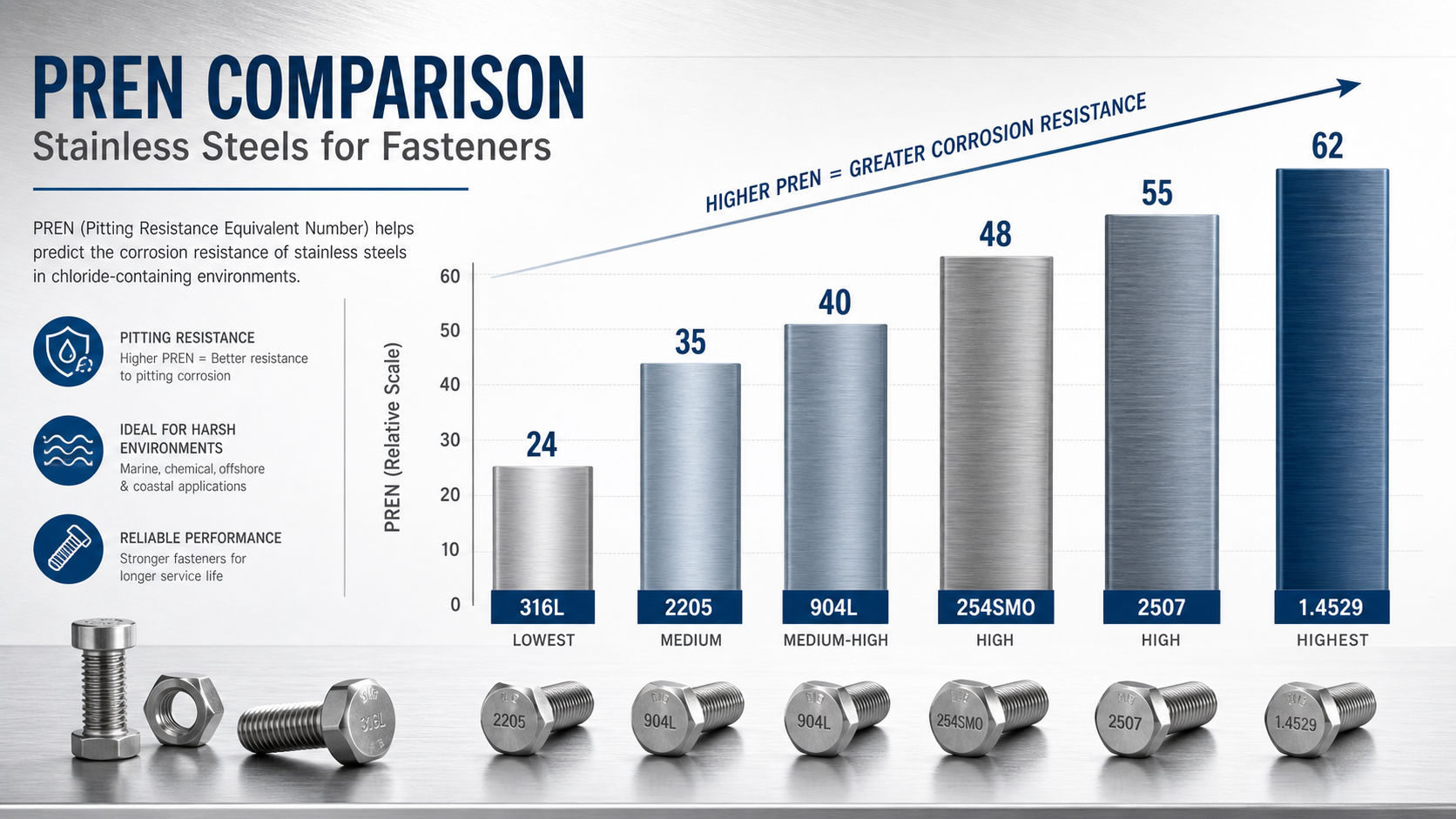
一般的な孔食抵抗当量値は次のように計算されます。 PREN = Cr + 3.3×Mo + 16×N. 公称化学組成を用いると、904Lは30台半ば前後であることが多いのに対し、254SMOは一般的に42以上となる。この差は重要である。なぜなら、塩化物孔食は海洋環境や化学環境におけるステンレス製ファスナーの最も一般的な故障モードの一つだからである。.
PRENは有用な指標ではありますが、完全な仕様ではありません。表面仕上げ、介在物、熱による変色、隙間形状、生物付着、酸化性物質、溶接状態、温度サイクル、引張応力、潤滑剤の化学組成、検査品質などを直接的に考慮するものではありません。PREN値の高い合金でも、表面状態の悪い隙間に組み込むと破損する可能性があります。一方、PREN値の低い合金でも、定期的な洗浄、適切な排水、保守的な荷重設計といった管理された環境下では良好な結果が得られる場合があります。.
| 合金 | おおよそのPREN | 相対的な塩化物耐性 | 注記 |
|---|---|---|---|
| 316L | ~24-28 | 適度 | 停滞した海水には不十分な場合が多い |
| 2205 | ~34-36 | 良い | 二重強度と耐塩化物性 |
| 904L | ~35-37 | 良い~非常に良い | 316Lより優れているが、254SMOとは同等ではない。 |
| 254SMO | ~42-44 | 非常に高い | 海水淡水化に最適な候補 |
| 2507 | ~40-43 | 非常に高い | 高強度デュプレックスオプション |
| 1.4529 | ~43-46 | 非常に高い | 同等の超オーステナイト系代替品 |
機械的特性
締結部品の性能は、耐食性と機械的特性の両方に依存します。オーステナイト系ステンレス鋼は、マルテンサイト系や合金鋼の締結部品のように焼入れ硬化によって強度を高めることはできません。強度は通常、冷間加工、製品形状、寸法、および適用される締結部品規格によって決まります。254SMOは窒素強化により高い強度を示すことができますが、グレード名から推測するのではなく、発注書に実際の機械的要件を明記する必要があります。.
| 財産 | 904L | 254SMO | ファスナーの影響 |
|---|---|---|---|
| 構造 | オーステナイト | 超オーステナイト系 | 靭性に優れ、冷間加工後は非磁性からわずかに磁性を示す。 |
| 強さのルート | 冷間作業/製品状態 | 窒素+冷間作業 | 実際のボルトクラスまたはプロジェクト要件を確認してください。 |
| 延性 | 高い | 高い | 成形には適しているが、加工硬化が重要だ |
| 硬度制御 | 重要 | 重要 | 焼き付きやねじ山の損傷を防ぐ |
| 低温靭性 | 良い | 良い | 船舶およびプロセス機器に有用 |
腐食科学:不動態皮膜、塩化物、および隙間
ステンレス鋼は、薄いクロムを豊富に含む不動態皮膜を形成することで腐食を防ぎます。塩化物イオンは、この皮膜を局所的に破壊し、孔食を引き起こす可能性があります。孔食や隙間が酸性で塩化物イオンを多く含むようになると、ボルトの頭の下、ナットのねじ山内部、ワッシャーとの接合部、または堆積物の下で腐食が加速する可能性があります。モリブデンと窒素は、塩化物環境における不動態皮膜の安定性を向上させます。これが、254SMOが海水関連用途において904Lよりも優れた性能を発揮する理由です。.
締結部品は、その形状上、隠れた隙間が生じるため、特に腐食しやすい。雄ねじと雌ねじの接触面、ワッシャー面、ボルトヘッドの下面、フランジとの接合部などに液体が溜まることがある。隙間内部で酸素が枯渇し、塩化物が高濃度で存在する場合、耐腐食性合金であっても局所的に腐食する可能性がある。したがって、材料選定は、設計、組立方法、検査と連携して行う必要がある。.
孔食
孔食は、局所的な腐食によって小さな深い空洞が生じる現象です。ボルト締め付けにおいては、孔食は疲労破壊の起点となり、断面積を減少させる可能性があります。塩化物による孔食リスクが高い場合、モリブデンと窒素の含有量が高く、孔食耐性マージンが大きい254SMOが904Lよりも一般的に好まれます。ただし、塩化物濃度、温度、および停滞リスクが中程度であれば、904Lも適している場合があります。.
隙間腐食
隙間腐食は、表面腐食よりも締結部品にとって深刻な問題となることが多い。ナットやボルトのねじ山は自然な隙間である。外面がきれいでも、ねじ山の内側の接合部には液体、塩分、または加工堆積物が付着する可能性がある。254SMOは904Lよりも高いマージンを提供するが、設計者は排水、適合するワッシャー、表面仕上げの管理、適切な予圧、および定期的な検査を実施する必要がある。.
塩化物応力腐食割れ
オーステナイト系ステンレス鋼は、高温塩化物環境下では引張応力によって亀裂が生じる可能性があります。ニッケル含有量や合金含有量が高いほど、304や316に比べて耐性が向上しますが、ステンレス鋼製の締結部品はグレード名だけで選定すべきではありません。技術者は、運転温度、引張荷重、製造時の残留応力、外部絶縁、蒸発濃度、洗浄剤、および停止条件などを考慮する必要があります。.
酸適合性:硫酸およびリン酸
| 中くらい | 904L | 254SMO | 選考ガイドライン |
|---|---|---|---|
| 硫酸 | 特定の濃度範囲で強い場合が多い | 多くのミクストメディアに適している | 実際の濃度と温度での腐食データを使用する |
| リン酸 | 多くの場合良い | 塩化物が存在する場所では非常に良い場合が多い | 不純物が等級を左右する可能性がある |
| 酸の還元 | 銅は904Lに役立ちます | 化学反応による | 塩化物による影響を一般化しないでください |
| 塩化物を酸化する | 温度と隙間によって制限される | 通常はより良い利益率 | 酸化還元電位と沈殿物を確認する |
| 混合植物酒 | テストが必要です | テストが必要です | 実験データまたは現場履歴が最適 |
904Lは、特定の硫酸環境における優れた性能で知られています。しかし、だからといって、あらゆる酸プラントにおいて254SMOよりも優れているとは限りません。酸との適合性は、濃度、温度、通気、塩化物汚染、フッ化物、固形物、洗浄サイクルによって変化します。過酷な化学プラントにおいては、技術者はプロジェクト腐食表、現場履歴、試験片試験、または専門家によるレビューを活用する必要があります。.
海水、海洋大気、および海洋プラットフォーム

天然海水、飛沫帯、オフショアプラットフォーム、塩水噴霧にさらされる機器などにおいては、254SMOが一般的に、より保守的なステンレス鋼の選択肢となります。海水は塩化物濃度だけではなく、酸素、生物、温度、堆積物、湿潤乾燥サイクルなど、様々な要素を含んでいます。フランジや支持部でのボルト締めでは、ワッシャーの下やねじ山内部に塩水が滞留する可能性があります。このような場合に、254SMOの高いPREN値が役立ちます。.
海水に直接浸漬されない場合、洗浄が可能で、ライフサイクルリスクが許容範囲内であれば、904Lが海洋環境向けに選択されることもあります。しかし、常に水に濡れている、あるいは排水の悪い沖合の隙間では、強度、電気腐食耐性、調達上の制約などに応じて、904Lよりも254SMO、1.4529、2507、ニッケル合金、チタンなどが選択されることがよくあります。.
海水淡水化プラント

海水淡水化プラントでは、海水、塩水、高濃度の塩化物、温度変化、そして多数のボルト接合部が組み合わさっています。254SMOファスナーは、取水システム、ポンプ、スクリーン、配管、圧力機器、および隙間腐食のリスクが高い箇所で一般的に使用されています。904Lは、それほど過酷ではない箇所で使用できますが、塩水や停滞海水環境では254SMOと同等に扱うべきではありません。.
化学処理、ポンプ、バルブ、熱交換器、圧力容器

化学処理装置には、酸腐食、塩化物孔食、ガスケットの隙間腐食、熱影響部、洗浄剤、熱サイクルなど、複数の腐食メカニズムが同時に存在することが多い。ポンプやバルブは振動、シール漏れ、メンテナンスサイクルといった要素を加える。熱交換器は、空気の混入や堆積物の形成を引き起こす。圧力容器は、規格要件や文書化の義務を課す。.
これらの用途では、締結具は機器の材質、ガスケットシステム、潤滑剤、および検査計画と併せて選定する必要があります。254SMOボルトを不適切なワッシャーや汚染された表面と組み合わせると、性能が低下する可能性があります。酸性度が管理された環境下では、904Lボルトが優れた経済的な選択肢となる場合があります。最適なボルトは、用途によって異なります。.
ファスナー製造に関する考慮事項
これは最も重要な実務的なセクションです。ファスナーは単なるステンレス鋼の小さな棒ではありません。製造工程によって、ねじ面、冷間加工性、寸法精度、焼き付き傾向、トレーサビリティが決まります。AODSONは、特にオフショアフランジのボルト締め、海水淡水化装置のファスナー、化学プラントのスタッドボルト、ポンプ組立ネジ、OEM特殊合金部品などにおいて、904Lおよび254SMOファスナーをエンジニアリング部品として扱うことを推奨しています。.
| ファスナーの種類 | 904L適合性 | 254SMO適合性 | 実践的な推奨事項 |
|---|---|---|---|
| ボルト | 中程度から重度の腐食に効果的 | 高塩化物濃度環境に最適 | 可能な限り転記糸を使用し、証明書を検証してください。 |
| ナッツ | 良い | 素晴らしい | 焼き付きを軽減するために、グレードと硬度を慎重に合わせましょう。 |
| スタッドボルト | 良い | 素晴らしい | フランジ、バルブ、圧力機器にとって重要 |
| ねじ付きロッド | 良い | 素晴らしい | 真直度、ねじ山仕上げ、パッケージングを管理します。 |
| アンカーボルト | サービスに依存する | サービスに依存する | コンクリートの化学組成、飛沫曝露、ガルバニック接触を確認してください。 |
| 重い六角ボルト | 良い | 素晴らしい | 寸法規格とマーキングを指定する |
| ソケットネジ | 良いが、腹立たしいリスク | 良いが、腹立たしいリスク | 潤滑剤を使用し、締め付けすぎないようにしてください。 |
| オフショアフランジボルト | 中程度の地域に限定 | 塩化物濃度が高い地域で好まれる | PMI、EN10204 3.1および組立手順書を使用してください。 |
ねじ転造 vs 切削ねじ
転造ねじは、材料を除去するのではなく、押し出すことでねじ山を形成します。これにより、表面仕上げと疲労特性が向上し、腐食の発生源となる可能性のある加工溝の発生を回避できます。切削ねじは、少量生産、大径製品、またはカスタム製品に必要な場合がありますが、鋭利な工具、制御された送り速度、適切なクーラント、および加工後の洗浄が必要です。904Lと254SMOの両方において、ねじの品質は寸法精度だけでなく腐食の問題にもなります。.
虫歯予防
オーステナイト系ステンレス鋼製の締結部品は、圧力下で接合面が冷間溶着する可能性があるため、焼き付きを起こしやすい。904Lおよび254SMOも例外ではない。焼き付きリスクは、高い予圧、乾燥状態での組み立て、粗いねじ山、高速での取り付け、硬度の不一致、および汚染によって高まる。適切な焼き付き防止剤を使用し、ゆっくりと取り付け、正しいトルク方法を用い、適合するナットを使用し、ねじ山を清浄にし、公差を厳密に管理すること。重要な用途においては、潤滑剤の温度、化学組成、および汚染に対する感受性を検証すること。.
機械加工と加工硬化
| 製造要因 | 904L | 254SMO | 管理ポイント |
|---|---|---|---|
| 加工硬化 | 高い | 非常に高い | しっかりとしたセットアップと鋭利な工具を使用する |
| チップ制御 | 要求が厳しい | 要求が厳しい | こすらず、 |
| ねじ面 | 致命的 | 致命的 | 表面の粗さやバリを検査する |
| 工具の汚染 | 避ける | 避ける | 炭素鋼製の工具を分離し、表面を清掃する |
| 不動態化 | 推奨 | 推奨 | 処理後にきれいな不活性表面を復元する |
検査、PMI、および文書化

プロジェクト用締結部品の場合、検査パッケージは合金名と同じくらい重要になることがあります。推奨される管理項目には、材料の確実な識別、ヒート番号のトレーサビリティ、EN10204 3.1認証、寸法検査、ねじゲージ検査、目視検査、表面仕上げ検査、マーキングの検証、包装管理、および必要に応じて第三者検査が含まれます。特に、904L、254SMO、316L、2205、2507が同じサプライチェーンに存在する可能性がある場合は、PMI(製品識別情報)が重要になります。.
| 検査項目 | なぜそれが重要なのか | 推奨される対策 |
|---|---|---|
| PMI / XRF | 合金ファミリーを確認 | 加熱およびバッチごとに代表サンプルをテストします。 |
| EN10204 3.1 | 化学データと力学データを関連付ける | ヒート番号が記載された証明書が必要です |
| ねじゲージ | 組み立て不良を防止します | 合否判定ゲージを使用し、結果を記録してください。 |
| 表面仕上げ | 隙間腐食やピット腐食のリスクに影響します | バリ、熱による変色、および汚染物質を除去します。 |
| マーキング | トレーサビリティを維持する | 可能な場合は、グレード、熱、またはプロジェクトのマーキングを使用してください。 |
| パッケージ | 輸送中の汚染を防ぎます | 乾燥した、分離した、ラベル付きの輸出用梱包材を使用してください。 |
溶接および耐熱性の制限
ファスナーは通常溶接されませんが、溶接されたアセンブリや隣接する機器はファスナーの選定に影響を与える可能性があります。904Lと254SMOの両方とも、溶接を行う場合は適切な溶加材、入熱量の制御、および熱による変色の除去が必要です。耐熱性と耐食性は同じではありません。高温にさらされると、スケール挙動、応力緩和、および使用適合性が変化する可能性があります。高温塩化物環境で使用する場合は、応力腐食割れと隙間腐食の状態を慎重に評価する必要があります。.
| トピック | 904L | 254SMO | 技術ノート |
|---|---|---|---|
| 溶接 | 適切な手順を踏めば、一般的に溶接可能です。 | 適切な手順を踏めば、一般的に溶接可能です。 | 熱を遮断し、適切な消耗品を使用してください。 |
| 耐熱性 | 耐熱合金と比較すると限定的 | 耐熱合金と比較すると限定的 | 室温腐食データのみから選択しないでください |
| ストレス解消 | 温度を確認してください | 温度を確認してください | ファスナーの予圧は時間の経過とともに変化する可能性があります |
| 溶接後の洗浄 | 重要 | 重要 | 酸洗/不動態化処理により不動態皮膜が保護される |
費用と入手可能性
904Lは通常、254SMOよりも安価で入手しやすいですが、ニッケルとモリブデンの価格変動によって市場状況は変化する可能性があります。254SMOは合金含有量が高く、特に大径ボルト、特注スタッド、大型六角ナット、または少量生産のOEM部品の場合、リードタイムが長くなる可能性があります。適切な商業的比較は、キログラムあたりの価格だけではありません。設置コスト、ダウンタイムのリスク、交換頻度、検査の負担、および故障時の影響を考慮する必要があります。.
| 要素 | 904L | 254SMO | 購入者への注意 |
|---|---|---|---|
| 材料費 | より低い | より高い | 254SMOのプレミアム価格は、より長い耐用年数によって正当化される可能性がある。 |
| 可用性 | 概して良い | より専門的な | バー、ナット、ワッシャーの供給状況を早めに確認してください。 |
| 機械加工コスト | 高い | より高い | 加工硬化はサイクルタイムに影響を与える |
| 失敗の結果 | サービスに依存する | サービスに依存する | 高い結果が腐食マージンに有利 |
| ライフサイクル価値 | 適切なサービスで良い | 過酷な塩化物環境下でも優れた性能を発揮します。 | 単価だけでなく、総コストを使用してください。 |
材料選定決定木
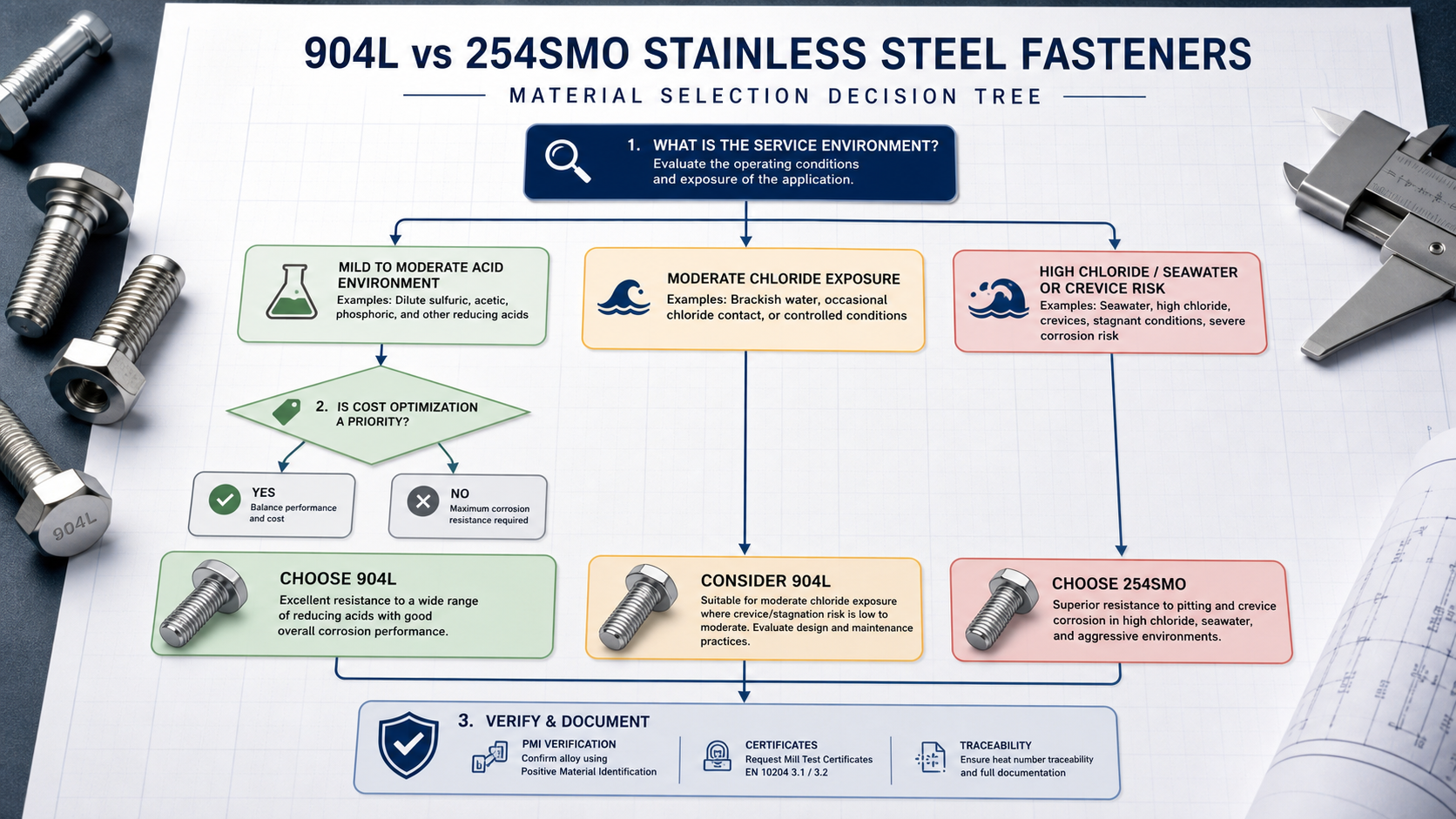
まずは使用環境から検討しましょう。塩化物濃度、温度、隙間形状、滞留時間が比較的少ない場合は、316Lから904Lへのアップグレードが経済的に有利となる可能性があります。海水、塩水、沖合の飛沫帯、海水淡水化装置、または堆積物下の頻繁な塩分濃度といった環境条件が含まれる場合は、254SMOを強く検討すべきです。強度、ガルバニックカップリング、または極端な塩化物条件が重要な要素となる場合は、254SMOを2507、1.4529、ニッケル合金、またはチタンと比較検討してください。.
よくある購入者の間違い
| 間違い | リスク | より良い実践 |
|---|---|---|
| 商号での購入のみ | 成績の間違いまたは証明書の不一致 | UNS/ENと完全な規格を指定してください。 |
| ナットとワッシャーは無視する | 異種材料の隙間や焼き付きの問題 | ボルトセット一式を指定してください |
| 焼き付き防止剤なし | 取り付け時のねじ山の固着 | 認証済みの潤滑剤を使用してください |
| PMIなし | 間違った合金が取り付けられました | バッチPMIとレコードが必要です |
| PRENのみで選択 | 予期せぬ酸またはSCCの故障 | 化学組成とサービス条件の詳細を確認してください |
| 904Lが254SMOに等しいと仮定する | 規定値以下の塩化物サービス | 塩化物マージンが必要な場合は254SMOを使用してください |
| パッケージは無視する | 輸送中の汚染 | 清潔で乾燥した、個別の梱包材を使用してください。 |
最終的な技術推奨事項
塩化物や海水に関連する過酷な環境下での締結用途においては、254SMOがより強力な技術的推奨材料となります。これは、254SMOが通常、904Lよりもモリブデン含有量、添加窒素量、およびPREN値が大幅に高いためです。特に、海水淡水化プラント、海洋フランジのボルト締め、船舶機器、塩水処理、塩化物汚染のある化学処理、ポンプ、バルブ、熱交換器などの用途に適しています。.
904Lは、塩化物による腐食がそれほど激しくない条件下、特定の硫酸耐性が重要な場合、入手性とコストが重視される場合、そして設計上、水が滞留する隙間を避ける必要がある場合において、依然として価値の高いエンジニアリング材料です。正しく使用すれば、904Lは劣った材料ではなく、単に合金組成が異なるだけです。最も安全な仕様は、グレードの選択、締結部品の設計、ねじの品質、焼き付き防止、PMI検証、EN10204 3.1認証、表面仕上げの制御、酸洗/不動態化処理、そして現実的な使用状況の検討を組み合わせたものです。.
904Lボルトの実用的使用
904Lボルトは、プロジェクトで316Lからの大幅なアップグレードが必要だが、超オーステナイト系またはニッケル合金製のファスナーのコストや納期を正当化できない場合によく選ばれます。実際の使用においては、904Lと保守的な接合設計を組み合わせることで最良の結果が得られます。塩化物溶液が溜まる盲穴を避け、きれいなワッシャーを指定し、炭素鋼の接触汚染を防ぎ、取り付けたボルトがパイプ、バルブ、またはポンプ本体と同じ腐食評価を受けていることを確認してください。硫酸装置の近くで904Lを使用する場合は、実際のプロセスストリームが腐食データと一致していることを確認してください。少量の塩化物、酸化性イオン、または温度上昇によって、ランキングがすぐに変化する可能性があります。.
UNS N08904 / EN 1.4539 ボルトは、プロジェクトで 316L からの大幅なアップグレードが必要だが、超オーステナイト系またはニッケル合金製のファスナーのコストやリードタイムを正当化できない場合によく選ばれます。実際の使用においては、904L と保守的な接合設計を組み合わせることで最良の結果が得られます。塩化物溶液を閉じ込める盲穴を避け、きれいなワッシャーを指定し、炭素鋼の接触汚染を防ぎ、取り付けたボルトがパイプ、バルブ、またはポンプ本体と同じ腐食評価を受けるようにしてください。硫酸装置の近くで 904L を使用する場合は、実際のプロセスストリームが腐食データと一致していることを確認してください。少量の塩化物、酸化性イオン、または温度上昇によって、ランキングがすぐに変化する可能性があります。.
254SMOボルトの実用的使用
254SMOボルトは、塩化物による孔食や隙間腐食に対する安全マージンを強化したい場合に使用されます。このグレードは、海水淡水化、海水取水システム、オフショア上部構造物、塩水処理、湿潤海洋構造物などで特に重要です。PREN値が高いため、効果的な保護が得られますが、取り付けの成功はナットの適合性、ねじ山の仕上げ、潤滑状態に左右されます。この合金は高価であるため、エンジニアは、どのゾーンに254SMOが必要で、どのゾーンに904L、二相ステンレス鋼、またはコーティングされた合金鋼を使用してもリスクが増大しないかを明確にする必要があります。.
UNS S31254 / EN 1.4547 ボルトは、塩化物による孔食や隙間腐食に対する安全マージンを強化したい場合に使用されます。このグレードは、特に海水淡水化、海水取水システム、オフショア上部設備、塩水処理、湿潤海洋構造物において重要です。PREN値が高いため、効果的な保護が得られますが、取り付けの成功はナットの適合性、ねじ山の仕上げ、潤滑に左右されます。この合金は高価であるため、エンジニアはどのゾーンに本当に 254SMO が必要で、どのゾーンに UNS N08904 / EN 1.4539、二相ステンレス鋼、またはコーティングされた合金鋼を使用してもリスクが増大しないかを明確にする必要があります。.
ナッツと交配材料
ナットは二次的な部品ではありません。高品質のボルトであっても、ナットの材質、硬度、ねじ公差、表面状態が適切でないと、破損したり固着したりする可能性があります。904Lおよび254SMOボルト締めの場合、購入者は可能な限りナットを同じアセンブリパッケージの一部として指定する必要があります。異なるメーカーのナットを混用すると、グレードの不一致、焼き付きリスク、証明書の混乱が生じる可能性があります。多くのプロジェクトでは、ナットはスタッドボルトよりも頻繁に交換されるため、保守チームは明確なマーキングと保管管理も必要とします。.
ナットは二次的な部品ではありません。高品質のボルトであっても、ナットの材質、硬度、ねじ公差、表面状態が適切でないと、破損したり固着したりする可能性があります。UNS N08904 / EN 1.4539 および UNS S31254 / EN 1.4547 のボルト締めの場合、可能な限り、購入者はナットを同じアセンブリパッケージの一部として指定する必要があります。異なるサプライヤーから調達すると、グレードの不一致、焼き付きリスク、証明書の混乱が生じる可能性があります。多くのプロジェクトでは、ナットはスタッドよりも頻繁に交換されるため、保守チームは明確なマーキングと保管管理も必要とします。.
フランジ用スタッドボルト
フランジ継手のスタッドボルトは、フランジ縁周辺で持続的な予荷重、ガスケットの弛み、熱サイクル、および化学物質への曝露にさらされます。ねじ部は自然な隙間であり、漏れが発生すると、最初に噛み合ったねじ部に塩分や酸が集中する可能性があります。海洋設備や海水淡水化プラントのフランジでは、ステンレス鋼製のボルトが必要な場合、254SMOが好まれることがよくあります。それほど過酷でないプラントゾーンでは、904Lが適切なバランスを提供する場合があります。仕様には、長さ、ねじシリーズ、面取り、マーキング、潤滑剤、および検査要件を含める必要があります。.
フランジ継手のスタッドボルトは、フランジ縁周辺で持続的な予荷重、ガスケットの弛み、熱サイクル、および化学物質への曝露にさらされます。ねじ部は自然な隙間であり、漏れによって最初のねじ部に塩分や酸が集中する可能性があります。海洋構造物や海水淡水化プラントのフランジでは、ステンレス鋼ボルトが必要な場合、UNS S31254 / EN 1.4547 がよく用いられます。それほど過酷でないプラントゾーンでは、UNS N08904 / EN 1.4539 が実用的なバランスを提供する場合があります。仕様には、長さ、ねじシリーズ、面取り、マーキング、潤滑剤、および検査要件を含める必要があります。.
ねじ付きロッドとアンカーボルト
ねじ付きロッドやアンカーボルトは一見単純に見えますが、腐食環境は過酷です。長いねじ付きロッドは、ねじの根元にゴミや水分が溜まりやすくなります。アンカーボルトは、コンクリートの細孔内の化学物質、海岸からの飛沫、洗浄剤、ベースプレートとのガルバニック接触などにさらされる可能性があります。ロッドを現場で切断した場合、切断面はメーカーが施した表面仕上げが失われることがあります。耐食性が重要な場合は、端部処理、不動態化処理、保管条件を明記してください。.
ねじ付きロッドやアンカーボルトは一見単純に見えますが、腐食環境は過酷です。長いねじ付きロッドは、ねじの根元にゴミや水分が溜まりやすくなります。アンカーボルトは、コンクリートの細孔内の化学物質、海岸からの飛沫、洗浄剤、ベースプレートとのガルバニック接触などにさらされる可能性があります。ロッドを現場で切断した場合、切断面はメーカーが施した表面仕上げが失われることがあります。耐食性が重要な場合は、端部処理、不動態化処理、保管条件を明記してください。.
重い六角ボルトとソケットネジ
レンチによるアクセス性と高い締め付け力が重要な場合、頑丈な六角ボルトがよく使用されます。ソケットスクリューは、コンパクトなアセンブリ、ポンプ、バルブ、OEM機器などに使用できますが、ソケットの凹部に液体や異物が溜まる可能性があります。904Lまたは254SMOソケットスクリューの場合、この凹部は隙間とみなす必要があります。アセンブリを塩化物を含む化学薬品で洗浄したり、海洋環境で使用したりする場合は、形状とメンテナンスアクセスを慎重に選択してください。.
レンチによるアクセスと高い締め付け力が重要な場合、頑丈な六角ボルトがよく使用されます。ソケットねじは、コンパクトなアセンブリ、ポンプ、バルブ、OEM機器などに使用できますが、ソケットの凹部に液体や異物が溜まる可能性があります。UNS N08904 / EN 1.4539 または UNS S31254 / EN 1.4547 ソケットねじの場合、この凹部は隙間とみなす必要があります。アセンブリを塩化物を含む化学薬品で洗浄する場合、または海洋環境下で使用する場合は、形状とメンテナンスアクセスを慎重に選択してください。.
表面仕上げ、酸洗、不動態化処理
表面状態は、選択した合金が期待どおりの性能を発揮するかどうかを左右します。機械加工痕、埋め込まれた鉄、熱による変色、研削による損傷、取り扱いによる汚染はすべて腐食マージンを低下させます。酸洗は熱による変色と金属汚染を除去し、不動態化処理はクロムを豊富に含む清浄な表面を形成するのに役立ちます。特殊合金製の締結部品の場合、表面仕上げは発注書に明記し、後回しにしてはいけません。不動態化処理後の清潔な梱包も重要です。汚染された梱包は、処理効果を損なう可能性があるためです。.
表面状態は、選択した合金が期待どおりの性能を発揮するかどうかを左右します。機械加工痕、埋め込まれた鉄、熱による変色、研削による損傷、取り扱いによる汚染はすべて腐食マージンを低下させます。酸洗は熱による変色と金属汚染を除去し、不動態化処理はクロムを豊富に含む清浄な表面を形成するのに役立ちます。特殊合金製のボルト締結部品の場合、表面仕上げは発注書に明記し、後回しにしてはいけません。不動態化処理後の清潔な梱包も重要です。梱包が汚染されていると、処理効果が損なわれる可能性があるためです。.
PMIと熱トレーサビリティ
材料の正確な識別は、高額なミスを防ぐための有効な手段です。904L、254SMO、316L、二相ステンレス鋼、ニッケル合金製のファスナーは、加工後には見た目が似ている場合があります。これらを一緒に保管する場合、目視検査だけでは不十分です。XRFを用いたPMI(材料識別検査)により合金の種類を特定でき、熱トレーサビリティによってファスナーと証明書を紐付けることができます。重要なパッケージについては、どのバッチが検査されたか、何個検査されたか、不適合部品がどのように管理されているかを記録しておく必要があります。.
材料の確実な識別は、高額なミスを防ぐための有効な手段です。UNS N08904 / EN 1.4539、UNS S31254 / EN 1.4547、316L、二相ステンレス鋼、ニッケル合金製のボルト締結部品は、加工後には見た目が似ている場合があります。これらを一緒に保管する場合、目視検査だけでは不十分です。XRFを用いたPMI(材料識別検査)により合金の種類を確認でき、熱トレーサビリティによって締結部品と証明書を紐付けることができます。重要なパッケージについては、どのバッチが検査されたか、何個の部品が検査されたか、不適合部品がどのように管理されているかを記録しておく必要があります。.
EN10204 3.1認証
EN10204 3.1 証明書には、製品バッチにトレーサブルな化学試験および機械試験の結果が記載されています。特殊合金ファスナーの場合、証明書は材料のヒート番号およびマーキングまたは包装と一致している必要があります。購入者は、グレード名だけでなく、クロム、ニッケル、モリブデン、窒素の値を確認する必要があります。プロジェクトで衝撃試験、腐食試験、硬度制限、または第三者による立会検査が必要な場合は、製造前にこれらの要件を追加する必要があります。.
EN10204 3.1 証明書には、製品バッチにトレーサブルな化学試験および機械試験の結果が記載されています。特殊合金ボルトアセンブリの場合、証明書は材料のヒート番号およびマーキングまたはパッケージに記載されている番号と一致している必要があります。購入者は、グレード名だけでなく、クロム、ニッケル、モリブデン、窒素の値も確認する必要があります。プロジェクトで衝撃試験、腐食試験、硬度制限、または第三者による立会検査が必要な場合は、製造前にこれらの要件を追加する必要があります。.
焼き付き防止剤の選択
焼き付きは、オーステナイト系ステンレス鋼ボルトの取り付けで最もよく発生する問題の一つです。これは、接合部が目標の予荷重に達する前に発生することがあり、実際には損傷しているにもかかわらず、取り付け作業者は締結具がしっかりと締まっていると誤解してしまう可能性があります。焼き付き防止剤は、使用環境に合わせて選択する必要があります。乾燥した作業場では問題なく使用できる製品でも、酸素環境、高温環境、食品設備、海水浸漬環境、あるいはデリケートな化学プラントでは適さない場合があります。潤滑剤のブランド選びと同様に、ゆっくりとした組み立てとねじ山の清掃も重要です。.
焼き付きは、オーステナイト系ステンレス鋼ボルトの取り付けで最もよく発生する問題の一つです。これは、接合部が目標の予荷重に達する前に発生することがあり、実際には損傷しているにもかかわらず、取り付け作業者は締結具がしっかりと締まっていると誤解してしまう可能性があります。焼き付き防止剤は、使用環境に合わせて選択する必要があります。乾燥した作業場では問題なく使用できる製品でも、酸素環境、高温環境、食品設備、海水浸漬環境、あるいはデリケートな化学プラントでは適さない場合があります。潤滑剤のブランド選びと同様に、ゆっくりとした組み立てとねじ山の清掃も重要です。.
トルク、プリロード、および組み立て方法
耐腐食性締結具であっても、適切な予圧が必要です。締め付け不足は、接合部の動き、漏れ、隙間の発生につながる可能性があります。締め付け過ぎは、ねじ山の損傷、焼き付き、または想定応力を超える可能性があります。トルク値は、潤滑剤、表面仕上げ、ナットの状態、およびワッシャーの材質によって影響を受けます。重要なフランジについては、プロジェクトエンジニアが締め付け手順を定める必要があります。材料の選定は、組み立て方法と切り離して行うべきではありません。.
耐腐食性ボルト締結部においても、適切な予圧が必要です。締め付け不足は、接合部の動き、漏れ、隙間の発生につながる可能性があります。締め付け過ぎは、ねじ山の損傷、焼き付き、または想定応力を超える可能性があります。トルク値は、潤滑剤、表面仕上げ、ナットの状態、ワッシャーの材質によって影響を受けます。重要なフランジについては、プロジェクトエンジニアが締め付け手順を定める必要があります。材料の選定は、決して組立方法と切り離して行うべきではありません。.
ガスケットおよびワッシャーとの互換性
ガスケットとワッシャーは、締結具周辺の隙間環境に影響を与えます。ワッシャーは荷重を分散させ、表面を保護する役割を果たしますが、同時にその下に溶液を閉じ込めてしまう可能性もあります。ガスケットの漏れによっては、塩化物や酸がボルト穴付近に集中してしまうことがあります。耐腐食性を重視して904Lまたは254SMOを選択する場合は、フランジ材質、ワッシャー材質、ガスケットの化学組成、ボルト潤滑剤、排水、断熱、清掃方法など、接合システム全体を見直す必要があります。.
ガスケットとワッシャーは、締結具周辺の隙間環境に影響を与えます。ワッシャーは荷重を分散させ、表面を保護する役割を果たしますが、その下に溶液を閉じ込めてしまう可能性もあります。ガスケットの漏れによっては、塩化物や酸がボルト穴付近に集中してしまうことがあります。耐腐食性を考慮して UNS N08904 / EN 1.4539 または UNS S31254 / EN 1.4547 を選択する場合は、フランジ材質、ワッシャー材質、ガスケットの化学組成、ボルト潤滑剤、排水、絶縁、清掃方法など、接合システム全体を見直す必要があります。.
オフショアメンテナンスの現実
海洋構造物に使用される締結部品は、塩水噴霧、湿潤乾燥サイクル、メンテナンスの遅延、検査の困難さといった過酷な環境にさらされます。理論的には許容範囲内の合金であっても、接合部を洗浄できない場合、堆積物が蓄積した場合、または交換のために操業停止が必要となる場合は、リスクが生じる可能性があります。こうした現実を踏まえると、より高い耐食性マージンが求められる場合が多いです。254SMOは、検査が困難な箇所における局部腐食の発生確率を低減する可能性があります。904Lは、保護された区域や適度に露出した区域では、依然として良好な性能を発揮する可能性があります。.
洋上ボルト締結部は、塩水噴霧、湿潤乾燥サイクル、メンテナンスの遅延、検査の困難さといった影響を受けます。理論的には許容可能な合金であっても、接合部を洗浄できない場合、堆積物が蓄積した場合、または交換のために操業停止が必要な場合には、リスクが生じる可能性があります。このような現実を踏まえると、より高い腐食マージンが望ましい場合が多いです。UNS S31254 / EN 1.4547 は、検査が困難な箇所での局部腐食の可能性を低減できます。UNS N08904 / EN 1.4539 は、保護された区域や中程度の暴露区域では依然として有効です。.
脱塩濃縮液ゾーン
脱塩システムには、原海水、ろ過海水、高圧部、濃縮塩水、化学洗浄ループなどが含まれます。これらのゾーンは、それぞれ異なる過酷な環境にさらされます。塩水や停滞した隙間は、塩化物濃度が高く、酸素濃度も変動する可能性があるため、特に注意が必要です。254SMOファスナーは、これらの場所での使用が一般的に評価されています。支持構造物や乾燥した屋外エリアでは、メンテナンス洗浄が確実に実施できる場合、別のグレードでも十分な場合があります。.
脱塩システムには、原海水、ろ過海水、高圧部、濃縮塩水、化学洗浄ループなどが含まれます。これらのゾーンは、それぞれ異なる過酷さを伴います。塩水や停滞した隙間は、塩化物濃度が高く、酸素濃度も変動する可能性があるため、特に注意が必要です。これらの場所では、UNS S31254 / EN 1.4547 ボルト締結アセンブリが一般的に評価されます。支持構造物や乾燥した外部エリアでは、メンテナンス洗浄が確実に実施できる場合、異なるグレードでも十分な場合があります。.
化学プラントの変更管理
化学プラントは時間の経過とともに変化します。当初は清浄な酸を輸送していたラインでも、後に塩化物汚染、高温化、酸化性添加剤の使用、あるいは洗浄頻度の増加といった影響を受ける可能性があります。プラントのプロセス化学が変わる際には、配管や機器とともに締結部品の材質も見直す必要があります。従来から使用されている904Lが引き続き適切な場合もあれば、254SMOや他の合金へのアップグレードが必要になる場合もあります。こうした見直しは、文書化によって可能になります。.
化学プラントは時間の経過とともに変化します。当初は清浄な酸を輸送していたラインでも、後に塩化物汚染、高温化、酸化性添加剤の使用、あるいは洗浄頻度の増加といった影響を受ける可能性があります。プラントのプロセス化学が変わる際には、配管や機器とともに締結部品の材質も見直す必要があります。従来使用されていたUNS N08904 / EN 1.4539がそのまま適している場合もあれば、UNS S31254 / EN 1.4547や他の合金へのアップグレードが必要になる場合もあります。こうした見直しは、文書化によって可能になります。.
熱交換器のボルト締め
熱交換器は、チューブ側、シェル側、ガスケット端部、凝縮水、堆積物、洗浄剤など、多くの局所的な環境を作り出します。ボルトは主プロセス流体に直接接触しない場合もありますが、漏洩や凝縮によって腐食性媒体にさらされる可能性があります。塩化物を含む堆積物がボルトの頭部下に付着すると、隙間腐食が発生する可能性があります。海水熱交換器や塩水機器には、254SMOが適している場合があります。酸性側で使用する場合は、904Lを実際の化学組成と照らし合わせて検討する必要があります。.
熱交換器は、チューブ側、シェル側、ガスケットの端部、凝縮水、堆積物、洗浄剤など、多くの局所的な環境を作り出します。ボルトは主プロセス流体に直接接触しない場合もありますが、漏洩や凝縮によって腐食性媒体にさらされる可能性があります。塩化物を含む堆積物がボルトの頭部の下に付着すると、隙間腐食が発生する可能性があります。海水熱交換器や塩水機器には、UNS S31254 / EN 1.4547 が適用できる場合があります。酸性側で使用する場合は、UNS N08904 / EN 1.4539 を実際の化学組成と照らし合わせて検討する必要があります。.
ポンプおよびバルブアセンブリ
ポンプやバルブは、振動、漏洩経路、メンテナンス時の分解、隠れた隙間といった要素が複合的に作用します。カバー、グランド、ハウジングなどの小さな締結部品は、繰り返し取り外しと再取り付けが行われる場合があります。そのため、焼き付き防止が重要となります。材料選定においては、外部環境とプロセス漏洩の両方を考慮する必要があります。254SMO製のねじは塩化物腐食に対する耐性が高い可能性がありますが、それでもねじ山の清浄度と適切な潤滑剤が必要です。.
ポンプやバルブは、振動、漏洩経路、メンテナンス時の分解、隠れた隙間といった要素が複合的に作用します。カバー、グランド、ハウジング内の小さなボルト締め部品は、繰り返し取り外しと再取り付けが行われる場合があります。そのため、焼き付き防止が重要となります。材料選定においては、外部環境とプロセス漏洩の両方を考慮する必要があります。UNS S31254 / EN 1.4547規格のねじは塩化物腐食に対する耐性が高いものの、それでもねじ山の清浄度と適切な潤滑剤が必要です。.
調達計画
特殊合金製の締結部品は、早期に計画する必要があります。棒材、ナットブランク、ワッシャー、試験用スロットは、すべての直径と長さですぐに入手できるとは限りません。254SMOはより特殊な合金であるため、リードタイムが長くなる可能性があります。プロジェクトが最終設置までボルトの発注を待つと、購入者は代替品を使用せざるを得なくなる可能性があります。管理された調達計画により、緊急の変更を減らし、適切な検査が可能になります。.
特殊合金ボルトアセンブリは早期に計画する必要があります。棒材、ナットブランク、ワッシャー、テストスロットは、すべての直径と長さですぐに入手できるとは限りません。UNS S31254 / EN 1.4547はより特殊な規格であるため、リードタイムが長くなる可能性があります。プロジェクトが最終設置までボルトの発注を待つと、購入者は代替品を使用せざるを得なくなる可能性があります。管理された調達計画により、緊急の変更を減らし、適切な検査が可能になります。.
代替案を検討すべき時
904Lも254SMOも、必ずしも最適な選択肢とは限りません。スーパーデュプレックス2507は、より高い強度と優れた耐塩化物性を提供する可能性がありますが、デュプレックス特有の溶接性や水素に関する問題が生じます。1.4529は、別のスーパーオーステナイト系ステンレス鋼の選択肢となるかもしれません。非常に腐食性の高い酸や高温の環境下では、ニッケル合金が必要になる場合があります。チタンは海水環境下では魅力的ですが、かじりやガルバニック腐食の挙動が異なります。最適な選択肢は、設備システム全体によって異なります。.
UNS N08904 / EN 1.4539 も UNS S31254 / EN 1.4547 も、必ずしも最適な選択肢とは限りません。スーパーデュプレックス 2507 は、より高い強度と優れた耐塩化物性を提供する可能性がありますが、デュプレックス特有の溶接性や水素に関する問題が生じます。1.4529 は、別のスーパーオーステナイト系ステンレス鋼の選択肢となる可能性があります。非常に腐食性の高い酸や高温の環境下では、ニッケル合金が必要になる場合があります。チタンは海水環境下では魅力的ですが、かじりやガルバニック腐食の挙動が異なります。最適な選択肢は、機器システム全体によって異なります。.
AODSONが仕様をサポートする方法
AODSONは、特殊合金ファスナーの図面、グレード要件、数量、ねじ形状、寸法規格、検査要件、梱包要件などを検討できます。904Lおよび254SMOについては、早期に連絡を取ることで、製造可能性、使用可能な棒材サイズ、ナットの適合性、表面処理、認証に関する要件などを確認できます。最適な問い合わせ内容には、使用環境、部品が海水や化学薬品に接触するかどうか、想定される温度、必要な納期、第三者機関による検査要件などが含まれます。.
AODSONは、特殊合金ボルト締結部品の図面、グレード要件、数量、ねじ形状、寸法規格、検査要件、梱包要件などを検討できます。UNS N08904 / EN 1.4539およびUNS S31254 / EN 1.4547については、早期に連絡を取ることで、製造可能性、使用可能なバーサイズ、ナットの適合性、表面処理、認証要件などを確認できます。最適な問い合わせ内容には、使用環境、部品が海水や化学薬品に接触するかどうか、想定される温度、必要な納期、第三者機関による検査要件などが含まれます。.
海洋用途および包装に関する注意事項

海洋用途では、締結部品は塩水噴霧、結露、空気中の塩化物、および湿潤乾燥の繰り返しにさらされます。部品が水没していなくても、堆積物は水平面やボルトヘッドの下に集中する可能性があります。このような暴露に加えて、隙間やメンテナンスが困難な箇所がある場合は、通常254SMOが選択されます。904Lは、洗浄、排水、および検査が容易に行える管理された海洋環境では効果的です。エンジニアは、アルミニウム、炭素鋼、二相ステンレス鋼、ニッケル合金、またはコーティングされた構造物とのガルバニック接触についても考慮する必要があります。.

包装は腐食防止対策の一環です。特殊合金製の締結部品は、乾燥した状態で、炭素鋼とは分けて包装し、研磨材との接触を避け、熱処理、サイズ、グレードを明記したラベルを貼付する必要があります。輸出プロジェクトにおいては、AODSONは証明書、PMI記録、梱包明細書、検査書類を各バッチごとに保管することを推奨しています。適切な包装は現場での混乱を防ぎ、最終処理で形成された清浄な不動態表面を保護します。.
購入者にとって最も信頼できる問い合わせは、単に「904Lボルトの見積もりをお願いします」や「254SMOナットの見積もりをお願いします」といったものではありません。詳細な問い合わせには、図面や規格、寸法、ねじの種類、数量、必要な証明書、表面状態、マーキング、梱包、納期、そして実際の使用環境に関する情報が含まれます。こうした情報があれば、サプライヤーは単に金属部品の価格を提示するだけでなく、実用的な製造管理方法を提案することができます。.
最後に、実用的なポイントとして、在庫の区分けが挙げられます。メンテナンス倉庫では、316L、904L、2205、2507、254SMOなどのファスナーを類似の箱に保管している場合があります。元のラベルが紛失すると、目視による識別は困難になります。過酷な使用環境においては、プロジェクトで使用するファスナーを管理された保管場所に保管し、ミル証明書を保管し、バラバラのナットやボルトを混在させないようにし、材質が不明な場合はPMI(製品識別情報)を再確認してください。この簡単な手順を踏むことで、設計上254SMOが想定されている箇所に、低合金ファスナーが塩化物濃度の高い接合部に取り付けられるといった事態を防ぐことができます。.
調達チームにとって、最も安全な商業的判断は、発注前に技術承認、サプライヤーの能力、検査文書を整合させることです。なぜなら、発注後の代替品の選定は費用がかさむだけでなく、腐食に対する信頼性を損なう可能性があるからです。.
明確な仕様は、現場のリスクと手戻りを軽減します。.
FAQ: 904Lと254SMOの比較
904Lステンレス鋼とは何ですか?
904LはUNS N08904 / EN 1.4539規格に準拠した、ニッケル、モリブデン、銅を高濃度に含む高合金オーステナイト系ステンレス鋼で、特定の過酷な腐食環境や酸性環境下での使用に適しています。.
254SMOステンレス鋼とは何ですか?
254SMOはUNS S31254 / EN 1.4547規格に準拠した、高モリブデンおよび高窒素含有量の超オーステナイト系ステンレス鋼で、塩化物による孔食および隙間腐食に対する優れた耐性を備えています。.
254SMOは904Lより優れていますか?
高濃度の塩化物、海水、隙間腐食のリスクが高い環境では、通常254SMOの方が適しています。硫酸を使用する特定の環境や、コスト重視の中程度の厳しい環境においては、904Lが適している場合があります。.
904Lは254SMOの代わりになりますか?
自動的に交換できるわけではありません。交換には、塩化物濃度、温度、隙間、応力、検査履歴、およびプロジェクト仕様の確認が必要です。.
254SMOは904Lの代わりになりますか?
塩化物環境下では技術的には可能な場合が多いが、酸との適合性、ガルバニック効果、コスト、入手可能性については確認する必要がある。.
どちらの方がプレン値が高いですか?
254SMOは、モリブデンと窒素の含有量が多いため、通常はPREN値が高い。.
一般的に使用されているプレン製剤は何ですか?
PREN = Cr + 3.3×Mo + 16×N。これはスクリーニングツールであり、完全な腐食保証ではありません。.
海水用ファスナーにはどちらが適していますか?
254SMOは、特に隙間、堆積物、または停滞した環境が存在する場合、海水用締結部品として一般的に好まれます。.
オフショアボルトにはどちらが適していますか?
254SMOは、過酷な海洋環境における塩化物曝露に対して、一般的に、より保守的なステンレス鋼の選択肢となる。.
海水淡水化プラントにはどちらが適していますか?
254SMOは、海水、塩水、または隙間腐食のリスクがある脱塩処理区域で一般的に選択されます。.
硫酸にはどちらが適していますか?
904Lは特定の硫酸濃度範囲において強力な効果を発揮することが多いが、実際の濃度、温度、および不純物によって結果は左右される。.
904Lボルトは入手可能ですか?
はい、材料および生産管理体制が整っていれば、904L規格のボルト、ナット、スタッド、ねじ棒を製造することは可能です。.
254SMOボルトは入手可能ですか?
はい、しかし254SMOファスナーはより特殊な部品であるため、プロジェクトの調達計画を早期に立てる必要があります。.
これらの合金は焼き付きを起こしますか?
はい。どちらもオーステナイト系ステンレス鋼であり、潤滑剤、適合する嵌合部品、および適切な組み立てが行われないと焼き付きを起こす可能性があります。.
糸は巻くべきか、切るべきか?
転造ねじは表面特性や疲労強度といった利点から好まれることが多いが、特注サイズの場合は切削ねじが必要になる場合もある。.
PMIは必要ですか?
重要な特殊合金製締結部品については、グレードの混同を防ぐため、PMI(製品モニタリング・検査)を強く推奨します。.
購入者はどのような証明書を要求すべきでしょうか?
EN10204 3.1認証書は、熱トレーサビリティおよび検査記録とともに一般的に要求されます。.
プレン値が高いほど長生きできるのか?
いいえ。表面仕上げ、隙間、温度、堆積物、応力、組み立て方法などは、単純なPREN比較では説明できない要因となる可能性があります。.
どちらの学年の方が費用が高いですか?
254SMOは、合金含有量が高く、入手がより困難なため、通常は高価です。.
エンジニアはどのように材料を指定すべきでしょうか?
UNS/EN規格、締結部品の規格、寸法、ねじ形状、検査、PMI、証明書の要件、表面状態、および使用条件を指定してください。.
プロフェッショナルなCTA

AODSONはエンジニアと購入者をカスタムサポートします 904Lファスナー, 254SMOファスナー, スタッドボルト、オフショアボルト、海水淡水化プラント用ファスナー、化学プラント用ファスナー、OEM特殊合金部品など。図面、グレード要件、数量、使用環境、検査要件をお知らせいただければ、製造可能性、文書化、リードタイムについてチームが検討いたします。.
製造の背景については、以下をお読みください。 ファスナーの製造方法.







