海水環境に最適なステンレス鋼製ファスナーを選ぶのは、単に「マリングレード」という材料を選ぶほど単純なことではありません。海水には、塩化物イオン、酸素、隙間、湿潤と乾燥の繰り返し、温度、予荷重、ガルバニック腐食など、様々な要素が複合的に作用します。ファスナーの外側はきれいに見えても、ワッシャーの下、ねじ山の根元、ガスケット付きフランジの裏側、あるいは酸素が枯渇した淀んだ場所などで腐食が始まることがあります。.
このガイドは、次のような実践的な学年選択のトピックに基づいています。 316ステンレス鋼と304ステンレス鋼の船舶用金具の比較 本書では、船舶用ファスナー、オフショア用ファスナー、海水淡水化プラント用ファスナーとして使用される316L、2205デュプレックス、2507スーパーデュプレックス、904L、254SMO、1.4529/合金926、チタン合金、ニッケル合金を比較しています。一般的なグレードリストではなく、実用的な材料選定フレームワークを必要とするエンジニアや技術購買担当者向けに書かれています。.

1. エグゼクティブサマリー
穏やかな海洋環境においては、接合部が塩分を含む空気にさらされるものの、常に濡れているわけではなく、設計上の隙間腐食のリスクが低く、点検が容易な場合、316Lステンレス鋼製の締結具は許容される可能性があります。しかし、直接海水にさらされる場合、停滞した海水、ワッシャー、ガスケット、堆積物、または沖合の飛沫帯においては、316Lはしばしばリスクを伴います。316Lは一般的な耐食性には優れていますが、過酷な海水環境下での塩化物孔食および隙間腐食に対する耐性は限られています。.
2205二相ステンレス鋼ファスナーは、316Lからの実用的なアップグレードです。より高い強度と優れた耐塩化物性を備え、多くの場合、コストパフォーマンスに優れています。2507スーパー二相ステンレス鋼ファスナーは、高強度、高いPREN値、そして優れた耐孔食性を兼ね備えているため、より過酷な海水環境や海洋用途で一般的に好まれています。.
904L製のファスナーは、ニッケルとモリブデンの含有量が高いため、過酷な工業環境や酸性環境において重宝されますが、海水環境においては必ずしも第一選択肢となるわけではありません。海水に直接触れる用途や隙間に弱い用途では、2507、254SMO、または1.4529 / Alloy 926の方が適している場合があります。254SMOと1.4529は、高塩化物環境や隙間リスクの高い環境向けのプレミアムな超オーステナイト系ステンレス鋼です。使用環境が過酷、重要、または保守が困難な場合は、チタン合金やニッケル合金の使用が正当化される可能性があります。.
| 材料 | 典型的な役割 | 海水の位置 | 実務上の注意 |
|---|---|---|---|
| 316L | 穏やかな海洋性気候 | 海水に直接浸漬する場合のみ制限あり | 仕様を決定する前に、隙間を評価してください。. |
| 2205 | デュプレックスアップグレード | 中程度のリスクに適しています | 強度を高めることで、設計によってはファスナーのサイズを小さくできる場合があります。. |
| 2507 | スーパーデュプレックス | 強力なオフショア/海水対応オプション | 過酷な塩化物環境下での使用によく選ばれる。. |
| 904L | 高Ni-Moオーステナイト | 文脈依存的 | 酸性腐食や工業腐食に有効です。海水との併用については慎重に比較検討してください。. |
| 254SMO | 超オーステナイト系 | プレミアム高塩化物オプション | 優れた耐腐食性と耐隙間性。. |
| 1.4529 / 合金926 | 超オーステナイト系 | プレミアム高塩化物オプション | 海水処理、脱塩、化学プラント、排煙脱硫(FGD)などの環境に適しています。. |
| チタン/ニッケル合金 | 特別な過酷なサービス | 最高評価ランク | コスト、焼き付き、ガルバニック効果、入手可能性を考慮してください。. |
2.海水が留め具に腐食性を示す理由
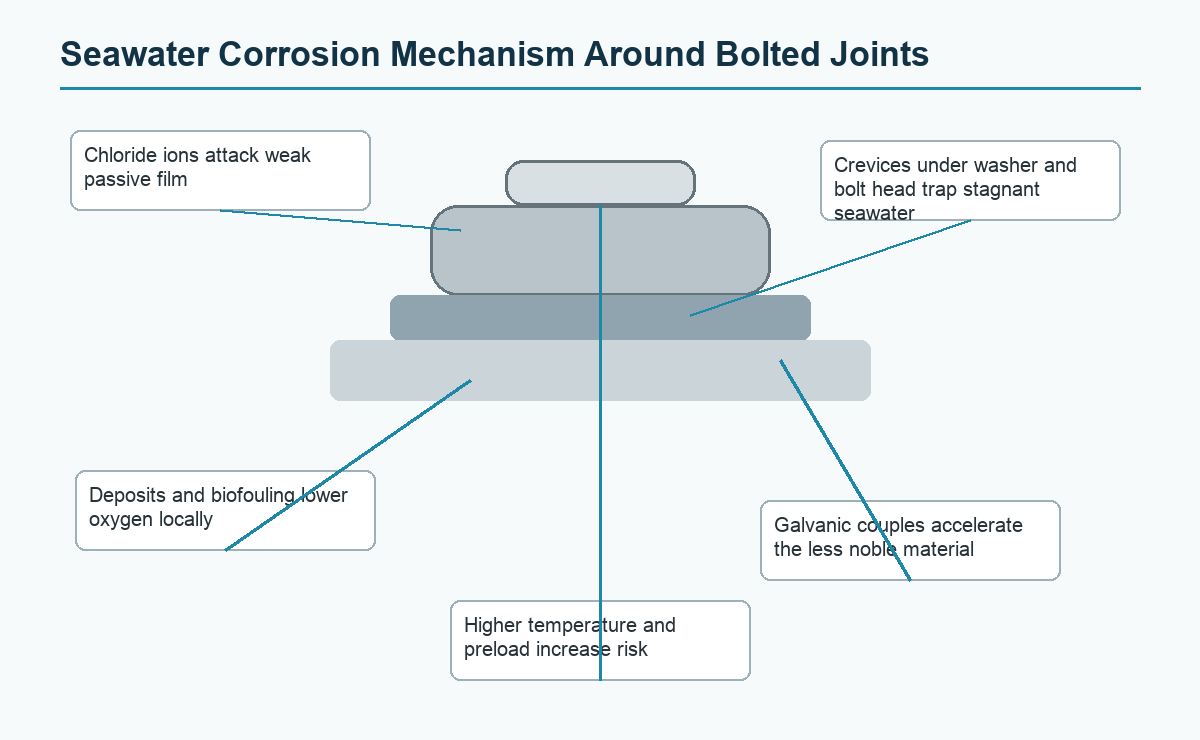
海水は腐食性が高く、塩化物イオンがステンレス鋼の耐食性を保つ不動態クロム酸化皮膜を攻撃します。この皮膜が局所的に破壊され、十分な速さで自己修復できない場合、孔食や隙間腐食が発生する可能性があります。ボルトの頭部、ワッシャー、ナット、ねじ山、ガスケット付き接合部などが自然に遮蔽領域を作り出すため、締結具の形状によって問題はさらに複雑になります。.
溶存酸素は諸刃の剣です。ステンレス鋼は不動態皮膜を維持するために酸素を必要としますが、開放表面と隙間の酸素濃度差によって電気化学セルが形成されます。隙間内部は酸性で塩化物濃度が高くなり、局部腐食が加速します。通常、温度が高いほど腐食速度が速くなり、安全マージンが低下します。停滞した海水は、堆積物、生物付着、酸素欠乏が発生しやすいため、清浄な流水よりも腐食を悪化させる場合が多いです。.
機械的応力も重要です。締結具には予荷重がかかります。高い引張応力、ねじ山の根元、冷間加工、および取り付け時の損傷はすべて、塩化物応力腐食割れの原因となります。トルクのばらつき、潤滑不良、および焼き付きは、ねじ山を損傷し、耐食性と接合部の信頼性の両方を低下させる可能性があります。.
| 要素 | なぜそれが重要なのか | ファスナー特有の懸念事項 |
|---|---|---|
| 塩化物イオン | 不活性皮膜を破壊する | ねじ山の根元とワッシャーの下にピット(穴)が発生 |
| 溶存酸素 | 受動性を維持しつつ酸素勾配を作り出す | ナットやガスケット周辺の隙間セル |
| 温度 | 腐食速度を上昇させる | 温暖な海水や塩水ではリスクが高くなります。 |
| 停滞 | 塩化物を濃縮し沈殿させる | ボルト接合部内部に隠れた腐食 |
| ウェットドライサイクリング | 塩鉱床を濃縮する | 飛沫帯およびデッキ金具のリスク |
| ガルバニック接触 | 異なる金属が電流の流れを生み出す | 卑な成分はより速く腐食する |
| 取り付けトルク | 予圧と損傷の可能性を生み出す | 締め付け過ぎ、焼き付き、ねじ山の破損 |
3. 海水用締結部品の一般的な故障モード
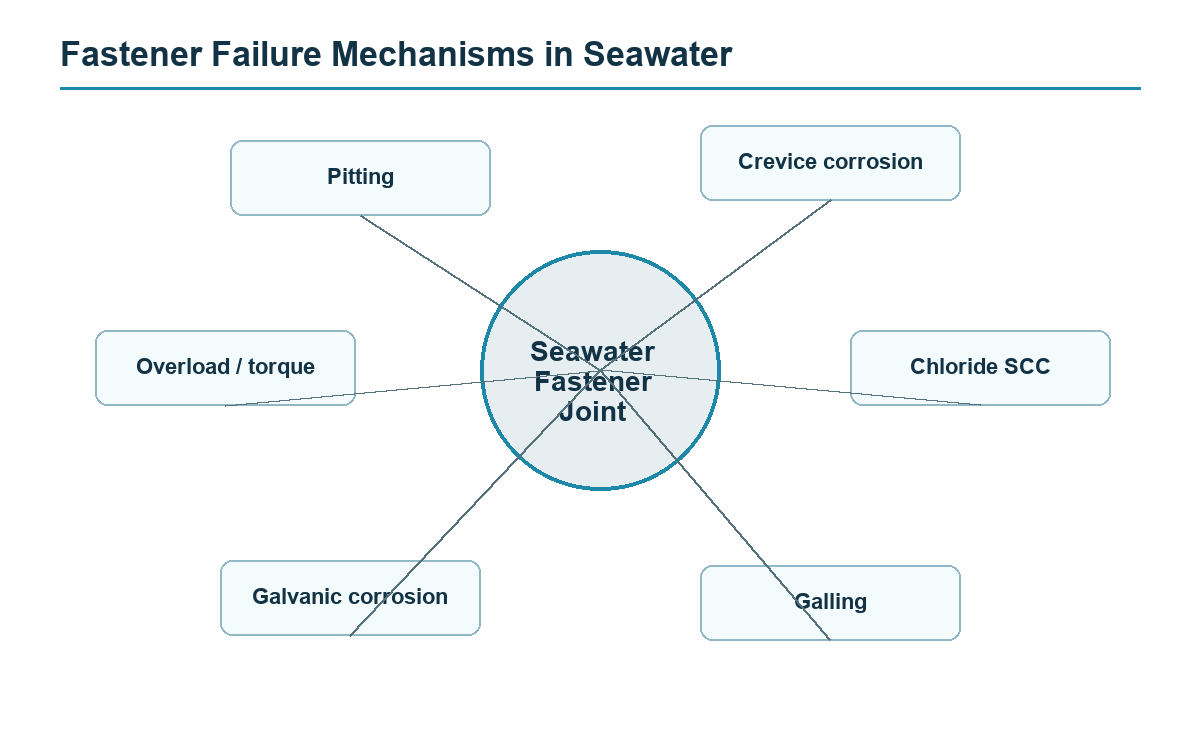
最も一般的な不具合は、均一ではなく局所的に発生します。ボルトの厚みが均一に減少するとは限らず、小さな凹みが応力集中点に発展したり、ワッシャーの下の隙間が酸性化したり、取り付け時にねじ山が焼き付き、破れた金属片が腐食を加速させたりします。そのため、材料の選定、製造品質、そして取り付け方法を総合的に考慮する必要があります。.
| 故障モード | 典型的なトリガー | 目に見える警告 | 予防に重点を置く |
|---|---|---|---|
| 孔食 | 不動態皮膜に対する塩化物攻撃 | 小さな黒い窪みやピンホール | 高合金、清浄な表面、不動態化 |
| 隙間腐食 | ワッシャー、ガスケット、堆積物、または停滞した隙間 | 接触面の下に隠れた腐食 | 隙間を減らし、PREN値の高い材料を選択する |
| 塩化物SCC | 塩化物 + 引張応力 + 温度 | 一般的な腐食が限定的な亀裂 | 材料選定、応力制御、検査 |
| ガルバニック腐食 | 電解液中の異種金属接触 | より低俗な素材への攻撃 | 材料適合性と絶縁性 |
| ねじ山のかじり | 締め付け時の接着剤摩耗 | 糸が引っかかったり、切れたりした | 潤滑、表面仕上げ、制御されたトルク |
| フレット | 負荷がかかった状態での微細な動き | 黒い摩耗痕、緩み | 接合部の設計と予荷重制御 |
| 水素脆化 | 一部の高強度鋼材/コーティング | 遅発性骨折 | 不適切なコーティングやプロセスは避けてください。 |
| 材料代替 | 間違ったグレードが供給または設置されました | 原因不明の早期故障 | MTC、PMI、マーキング、トレーサビリティ |
4. 海水環境に適した締結具材料の選び方
グレード名ではなく、使用環境から判断しましょう。排水の良いデッキブラケットに取り付けられた塩分を含んだ空気中のファスナーは、海水ポンプカバーのスタッドボルト、脱塩プラントのブライン配管のフランジ、あるいは飛沫帯にあるオフショアボルトとは全く異なる環境にさらされます。適切な判断は、電解質、温度、流量条件、隙間の形状、応力、設計寿命、点検の容易さ、破損した場合の影響、そして利用可能な予算によって決まります。.
実用的な枠組みとしては、まず暴露状況を分類し、隙間腐食やガルバニック腐食のリスクを特定した上で、使用条件に十分な耐性を持つ材料群を選択する。その後、原材料の検証、規格、寸法、ねじ形状、表面状態、不動態化処理、MTC(金属試験係数)、PMI(製品製造性評価)、マーキング、包装、検査といった製造管理を規定する。最高の合金であっても、締結部品の製造不良や取り付け不良があれば、破損する可能性がある。.
| 選考問題 | リスクの低い回答 | リスクの高い回答 | 仕様への影響 |
|---|---|---|---|
| 露出タイプ | 海洋性大気 | 海水または塩水 | 合金のグレードを上げる |
| 水の動き | 清らかな流れる海水 | 停滞または堆積しやすい | 隙間抵抗を高める |
| 温度 | 環境 | 温式プロセスまたは蒸発器 | 合金マージンを増やす |
| 隙間 | 開放排水ジョイント | ワッシャー、ガスケット、ねじポケット | 316Lのみに基づく思い込みは避ける |
| ストレス | 低プリロード | 高い予荷重または周期的な荷重 | SCCと凝結を評価する |
| メンテナンスアクセス | 簡単な検査 | 海上または埋設システム | より長い耐用年数を優先する |
| 基準 | 一般産業 | プロジェクトまたは授業の要件 | 文書MTC/PMIのニーズ |
5. 船舶用ファスナーにおけるPRENの説明
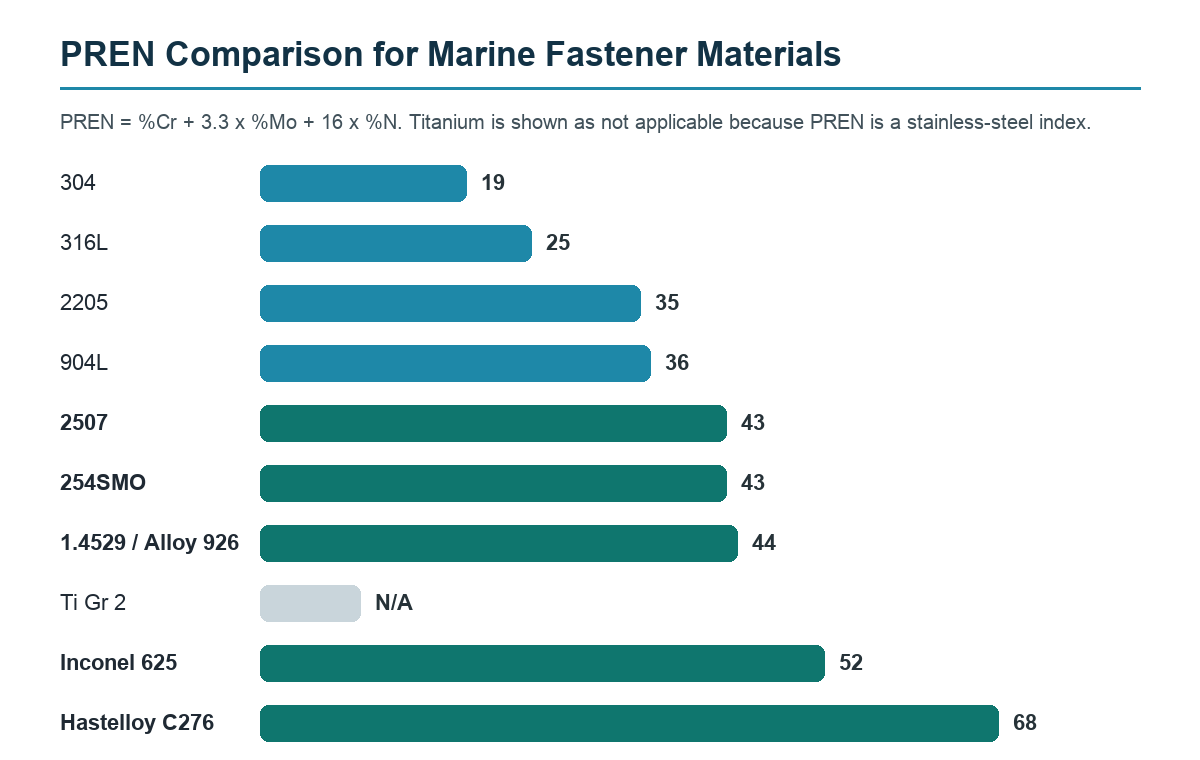
PRENとは、孔食抵抗当量数のことです。ステンレス鋼の場合、一般的な式はPREN = %Cr + 3.3 x %Mo + 16 x %Nです。クロムは不動態化を促進し、モリブデンは孔食および隙間腐食に対する耐性を向上させ、窒素はステンレス鋼を強化すると同時に、多くの合金において局部腐食に対する耐性を向上させます。.
PREN値が高いほど塩化物孔食に対する耐性が高いことを示すのが一般的ですが、PRENは材料選定の完全な方法ではありません。実際の性能は、合金組成、熱処理、微細構造、介在物の清浄度、表面仕上げ、溶接部や熱による変色(存在する場合)、不動態化処理、隙間形状、および実際の環境にも左右されます。チタン合金やニッケル合金は、ステンレス鋼のPREN式に同じようには当てはまりませんが、海水用途においてステンレス鋼と並べて評価されることが多いため、比較表に含まれています。.
| 材料 | 典型的な化学の基礎 | 典型的なPREN | 解釈方法 |
|---|---|---|---|
| 304 | 18Cr-8Ni | 18-20 | 海水用留め具にはお勧めしません |
| 316L | Cr-Ni-Mo | 24-27 | 304よりは優れているが、直接海水に浸かる場合は制限がある |
| 2205 | 二相Cr-Ni-Mo-N | 34-38 | 中程度の塩化物サービス向けの実用的なアップグレード |
| 904L | 高Ni-Moオーステナイト | 34-38 | 多くの工業用媒体で強力だが、海水では状況依存的である。 |
| 2507 | スーパーデュプレックスCr-Ni-Mo-N | 40-45 | 海水および沖合での運用に適した有望な候補 |
| 254SMO | 6Mo超オーステナイト | 42-45 | プレミアム高塩化物対応/隙間リスク対応オプション |
| 1.4529 / 合金926 | 高Ni-6Mo-N | 43-46 | プレミアム塩化物および化学腐食対策オプション |
| チタン グレード2 | 商業的に純粋なチタン | 該当なし | 優れた海水腐食耐性 |
| インコネル625 | ニッケルクロムモリブデン | 該当なし/高抵抗 | 過酷な使用環境向けニッケル合金 |
| ハステロイC276 | Ni-Mo-Cr | 該当なし/非常に高い抵抗 | 過酷な化学物質および塩化物処理 |
6. 海水中の316Lステンレス鋼製ファスナー
316Lは、より高合金に比べて入手しやすく、馴染みやすく、経済的です。加工性に優れ、ボルト、ナット、ワッシャー、ねじ棒などの形状で広く在庫されており、モリブデンを含むため304よりも耐塩化物性に優れています。塩水噴霧が断続的で表面が乾燥している穏やかな海洋環境では、メンテナンスが容易であれば、316Lは十分な性能を発揮する可能性があります。.
限界は局部腐食です。直接海水にさらされたり、停滞水、高温の塩化物に曝されたり、堆積物、ガスケット接合部、ワッシャーの隙間などがあると、316Lは本来の耐用範囲を超えてしまいます。多くの不具合は、購入者が海洋グレードのステンレス鋼を要求し、それが直接海水に耐えられることを意味すると誤解していることが原因です。工学用語で言えば、316Lは汎用的な海水浸漬用締結材というよりは、海洋大気グレードの材料です。.
| 316L使用例 | 受容性 | 理由 |
|---|---|---|
| 手すりおよび軽荷重デッキ金具 | 多くの場合許容される | 断続的な塩分曝露と清掃アクセス |
| 海水ポンプカバー | 危険 | 隙間と温かい塩化物条件 |
| 飛沫帯フランジのボルト締め | 通常は危険 | 塩分濃度と乾湿サイクル |
| 塩水から離れた屋内海水淡水化ギャラリー | 可能 | 漏れ、結露、清掃状況によります |
| 洗濯機の下に停滞した海水 | 危険 | 典型的な隙間腐食状態 |
7. 2205二相ステンレス鋼ファスナー
2205と2507の二相ステンレス鋼 2205鋼はオーステナイトとフェライトを組み合わせた合金で、316L鋼よりも高い強度を持ち、塩化物孔食や応力腐食割れに対する耐性も向上しています。そのため、多くの船舶用ファスナー、ポンプ・バルブ用ファスナー、造船用ファスナー、および中程度の過酷な海水環境下での使用において、2205鋼はコストパフォーマンスに優れたアップグレード材料となります。.
強度が高いことはスタッドボルトやフランジボルトには有効ですが、規格、ねじの品質、ナットとの適合性にも注意が必要です。2205はあらゆる海水問題に対する万能薬ではありません。深刻な隙間、温暖な停滞海水、沖合の飛沫帯への露出、または高濃度の塩水にさらされる場合は、2507、254SMO、または1.4529への切り替えが正当化される可能性があります。.
| 財産 | 2205 デュプレックスの意味 | 購入者への注意 |
|---|---|---|
| 強さ | 316L以上 | 機械的クラスと設計予荷重を確認してください。 |
| 塩化物耐性 | 316Lよりも優れている | 多くの船舶用途に適した優れたアップグレードです。 |
| SCC耐性 | 多くのオーステナイト系鋼種よりも優れている | 温度とストレスを検証する |
| 料金 | 中程度の保険料 | 多くの場合、魅力的なライフサイクル価値 |
| 可用性 | 良いが、316Lほど汎用性はない | 特注寸法の場合の納期を計画してください |
8. 2507スーパーデュプレックスステンレス鋼ファスナー
2507スーパーデュプレックスステンレス鋼製のファスナーは、過酷な海水環境や海洋用途で頻繁に指定されます。この合金はクロム、モリブデン、窒素を豊富に含み、PREN値は40以上です。また、高い機械的強度を備えているため、海洋用スタッドボルト、船舶用フランジボルト、大型六角ナット、塩化物環境にさらされる構造用ボルトなどに適しています。.
2507は、316Lでは明らかに不十分で、2205では十分なマージンが得られない場合に、実用的な選択肢としてよく用いられます。海水、オフショア、飛沫帯など、多くの用途に適していますが、機械加工、ねじ切り、ナットのペアリング、および入手性には、熟練した製造管理が必要です。明確な規格、MTC、PMI、および不動態化処理の要件を明記して指定する必要があります。.

9. 904Lステンレス鋼製ファスナー
904Lは、ニッケルとモリブデンを多く含むオーステナイト系ステンレス鋼です。硫酸や多くの過酷な工業腐食環境において優れた性能を発揮し、塩化物と還元性酸の両方が存在する環境でも使用可能です。締結部品においては、多くの環境で316Lよりも優れた耐性を示し、二相ステンレス鋼と比較して成形性にも優れています。.
しかし、, 904Lと254SMOステンレス鋼の比較 904Lは海水環境において2507や超オーステナイト系6Mo鋼よりも自動的に優れているとはみなされないため、その評価を見直す必要がある。904Lは2205と同程度のPREN値範囲を持つが、2507、254SMO、1.4529のような高い強度と非常に高い局部腐食耐性は備えていない。技術者は、海水環境で使用する904Lファスナーを選択する前に、実際の使用環境を比較検討する必要がある。.
10. 254SMOステンレス鋼ファスナー
254SMO(UNS S31254またはEN 1.4547とも呼ばれる)は、高モリブデン・高窒素含有の超オーステナイト系ステンレス鋼です。過酷な塩化物環境向けに開発され、優れた孔食および隙間腐食耐性を備えています。海水用ファスナーにおいて、316Lや2205ではリスクが高すぎる場合や、隙間腐食耐性が重要な場合、254SMOは最適な選択肢となります。.
代表的な用途としては、海水淡水化プラントの締結部品、海水配管フランジ、熱交換器のボルト締め、ポンプおよびバルブの締結部品、高濃度塩化物を含む工業システムなどが挙げられます。高級合金であるため、購入者は寸法、数量、検査書類、納期などを早期に明確に指定する必要があります。.
11. 1.4529 / 合金926ファスナー
EN 1.4529 / UNS N08926(合金926とも呼ばれる)は、ニッケル、モリブデン、窒素を高含有する超オーステナイト系ステンレス鋼です。優れた耐塩化物腐食性を持ち、海洋、海水淡水化、化学処理、排煙脱硫などの環境で使用されています。.
ファスナーの場合、塩化物濃度が高い、隙間腐食のリスクがある、または化学汚染があるなどの理由で通常のステンレス鋼が適さない場合、1.4529を検討できます。多くの選定において254SMOと競合します。AODSONも詳細な情報を提供しています。 904Lと1.4529ステンレス鋼の比較 関連する合金の選択については、最適な選択はプロジェクト規格、設計履歴、入手可能性、機械的要件、および正確な腐食媒体によって異なります。.
12. 海水用チタン製ファスナー
チタン製ファスナー、特に市販の純チタン2級や、必要に応じてより高強度のチタンは、天然海水に対する優れた耐性を備えています。チタンは非常に安定した酸化皮膜を形成するため、船舶用熱交換器、海水処理システム、海水淡水化装置などに広く使用されています。また、低密度であることも、重量が重要な用途において魅力的な利点となります。.
トレードオフとなるのは、コスト、焼き付き傾向、ガルバニック適合性、および機械設計です。チタンは海水中では非常に貴金属であるため、より貴金属でない金属と接合すると、他の金属が腐食の焦点となる可能性があります。また、チタンねじは、慎重な潤滑と取り付け手順が必要です。重要な海水環境での使用には検討する価値がありますが、ジョイントシステム全体の一部として設計する必要があります。.
13. ニッケル合金製ファスナー
ステンレス鋼では不十分な場合、ニッケル合金製の締結具が使用されます。インコネル625は、海水、塩化物による孔食、隙間腐食、および多くの化学環境に対して優れた耐性を示します。ハステロイC276は、ニッケル・モリブデン・クロム合金で、過酷な化学腐食や塩化物を含む媒体での使用に適しています。モネル400は、特に銅ニッケル合金の特性が適している海水および海洋用途において有効な場合がありますが、周囲の材料との比較評価が必要です。.
ニッケル合金は高価で納期も長くなる場合がありますが、故障による影響が大きい場合、メンテナンスが困難な場合、あるいは塩化物や酸、還元性物質、深刻な隙間が存在する環境などに適しています。購入者は、「ニッケル合金ボルト」といった漠然とした表現ではなく、UNS規格、締結部品の規格、機械的要件、検査書類を正確に指定する必要があります。.

14.海水用ファスナーの材質比較表
| 材料 | 典型的なPREN | 強さ | 海水適合性 | 隙間抵抗 | 料金 | 可用性 | 最適な使用方法 |
|---|---|---|---|---|---|---|---|
| 304 | 18-20 | 適度 | 貧しい | 貧しい | 低い | 素晴らしい | 海水以外の屋内での使用 |
| 316L | 24-27 | 適度 | 限定 | 限定 | 低~中 | 素晴らしい | 穏やかな海洋性気候 |
| 2205 | 34-38 | 高い | 良い | まあまあ良い | 中くらい | 良い | 316Lからの船舶用アップグレード |
| 904L | 34-38 | 適度 | 文脈依存的 | まあまあ良い | 高い | 適度 | 酸性/工業用塩化物サービス |
| 2507 | 40-45 | 非常に高い | とても良い | 良い~非常に良い | 高い | 適度 | 沖合の厳しい海水 |
| 254SMO | 42-45 | 適度 | 素晴らしい | とても良い | 高い | 適度 | 脱塩と高濃度塩化物 |
| 1.4529 / 合金926 | 43-46 | 適度 | 素晴らしい | とても良い | 高い | 適度 | 海水、化学薬品、排煙脱硫装置 |
| チタン | 該当なし | 学年によって異なる | 素晴らしい | 素晴らしい | 非常に高い | 特別注文 | 重要な海水システム |
| インコネル625 | 該当なし | 高い | 素晴らしい | 素晴らしい | 非常に高い | 特別注文 | 過酷な海洋環境/化学薬品環境 |
| ハステロイC276 | 該当なし | 高い | 多くの過酷な環境下で優れた性能を発揮します。 | 素晴らしい | 非常に高い | 特別注文 | 過酷な化学的塩化物サービス |
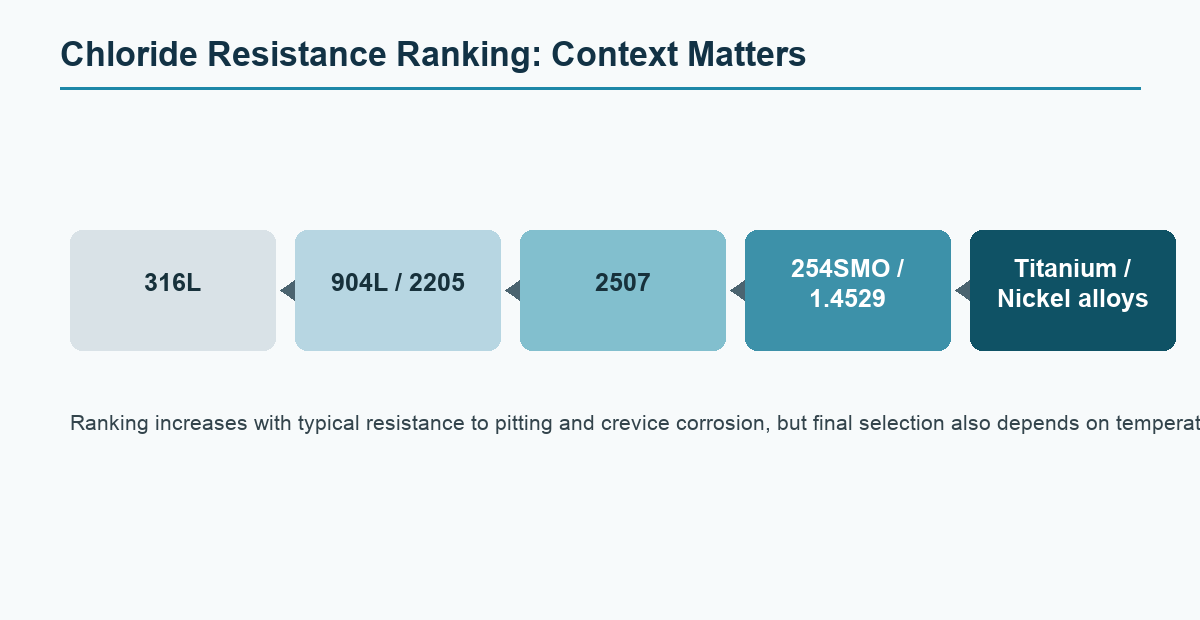
15. 塩化物耐性ランキング
実用的なランキングとしては、環境に応じて316Lが904Lまたは2205より下位、次に2507、次に254SMO、そして1.4529となり、チタン合金とニッケル合金は最も過酷な用途や特殊な用途向けに評価されます。このランキングは慎重に使用する必要があります。904Lは一部の酸性塩化物環境では2205よりも優れた性能を発揮する可能性がありますが、他の環境では強度と応力腐食割れ耐性の点で2205の方が好ましい場合があります。チタンは海水環境では優れていますが、他の金属との間でガルバニック腐食の問題を引き起こす可能性があります。.
16. 洋上プラットフォーム用ファスナー
洋上プラットフォームの締結部品は、塩水噴霧、飛沫帯の濡れ、風による堆積物、機械的振動、高負荷、そしてメンテナンスの困難さといった過酷な環境にさらされます。フランジボルト、洋上スタッドボルト、大型六角ナット、ワッシャーなどは、点検を受けるまで長期間使用される可能性があるため、材料選定においては腐食マージンと接合部の信頼性の両方を考慮する必要があります。.
| オフショア拠点 | 主なリスク | 典型的な材料の方向 | 仕様書 |
|---|---|---|---|
| デッキ上の海の雰囲気 | 塩の堆積と乾湿サイクル | 設計により316L / 2205 | 清掃および点検のためのアクセスを確保する |
| スプラッシュゾーン | 濃縮塩化物と酸素 | 2507以上 | 低合金代替品の使用は避けてください。 |
| 海水フランジ | ガスケットとワッシャーの下の隙間腐食 | 2507 / 254SMO / 1.4529 | パッシベーションとPMIを指定する |
| 重要な工程でのボルト締め | 失敗した場合の重大な結果 | 2507 / ニッケル合金の評価 | プロジェクト基準を確認する |
| メンテナンス交換 | 混合素材 | インストール済みのシステムと一致 | ガルバニック適合性を確認する |

17. 海水淡水化プラント用ファスナー
淡水化プラントは、塩水流の塩化物濃度が高いため、天然海水よりも腐食が激しい場合があります。逆浸透システム、蒸発器、ポンプ、フランジ、熱交換器カバーなどはすべてボルト接合部で構成されており、隙間腐食が発生する可能性があります。また、漏水や結露によって、近くの構造用締結部品が濃縮された塩分にさらされることもあります。.
2205は中程度の環境には適しているかもしれませんが、高濃度の塩化物を含む塩水や重要な機器を扱う場合は、2507、254SMO、1.4529、チタン合金、ニッケル合金の使用が正当化されることがよくあります。ガスケット付きフランジやポンプカバー周辺の締結部品は、その形状によって隙間や予圧応力が発生するため、特に注意が必要です。.
| 海水淡水化エリア | 環境 | 候補者向け資料 | 注記 |
|---|---|---|---|
| ROスキッドサポート | 塩水噴霧/断続的な湿潤 | 316L / 2205 | 排水と清掃状況によります |
| 海水取水ポンプ | 海水と岩の割れ目に直接浸水 | 2507 / 254SMO | ポンプのOEM要件を確認してください |
| 塩水配管フランジ | 高濃度の塩化物 | 254SMO / 1.4529 / チタン | 隙間抵抗は重要 |
| 蒸発器装置 | 温暖な塩化物環境 | 1.4529 / チタン / ニッケル合金 | 気温上昇はリスクを高める |
| 計測機器用ブラケット | 塩の堆積物 | 316L / 2205 | ガルバニックミスマッチを避ける |

18. 造船および船舶用ハードウェア
造船には、甲板艤装品、船舶用ハードウェア、ポンプ室、海水配管、ハッチ用ハードウェア、構造接合部など、さまざまな暴露条件が含まれます。1隻の船舶でも、接合部が乾燥区画内にあるか、塩水噴霧にさらされるか、常に水に濡れているか、異種金属同士が接合されているかによって、異なる締結材料が使用される場合があります。.
デッキハードウェアについては、AODSONのガイドを参照してください。 海水環境向けステンレス鋼製船舶用金具 は便利な選択肢です。316Lは、洗浄や交換が容易な場合には使用できますが、負荷がかかる接続部やメンテナンスが困難な接続部には、2205または2507の方が適している場合があります。海水配管やポンプ室の場合、材料の選定は一般的な海洋用語ではなく、実際の流体、ガスケットの形状、温度に基づいて行うべきです。.

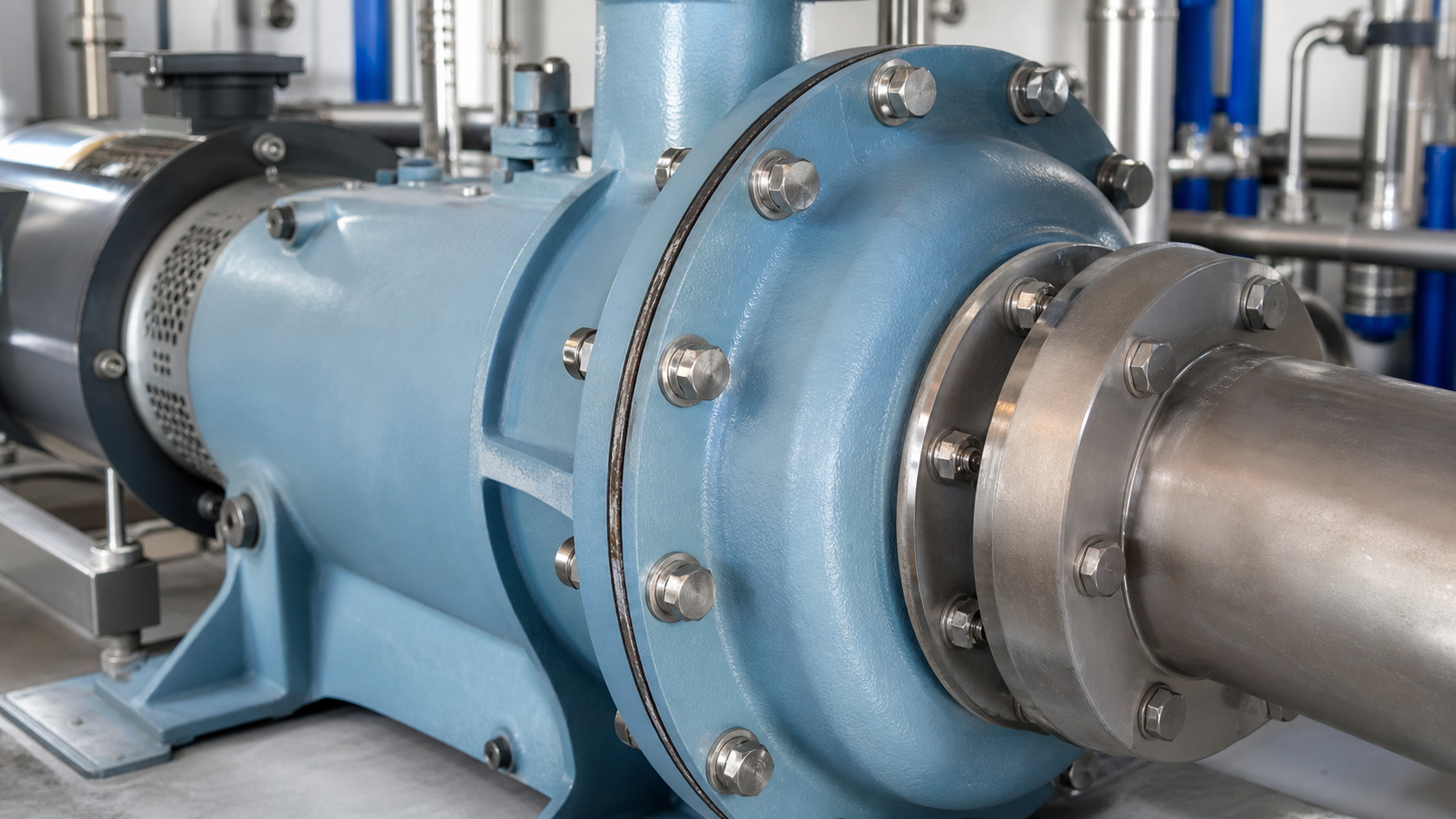
19. 船舶用ポンプ、バルブ、熱交換器
船舶用ポンプ、バルブ、熱交換器は締結部品の品質が非常に重要です。関連するポンプの冶金については、AODSON を参照してください。 ステンレス鋼製ポンプインペラ製造ガイド ボルト締結部は圧力境界を保持するため、ボルトの頭部、ナット、ワッシャーの下には、カバー、ボンネット、フランジ、ガスケット接続部などによって隙間が生じます。締結具は、外部では塩分を含んだ空気に、内部では海水が漏れたり浸透したりする危険にさらされる可能性があります。.
| 装置 | ファスナーの位置 | 主なリスク | 素材の方向性 |
|---|---|---|---|
| 海水ポンプ | カバーボルトとフランジスタッド | 隙間腐食と予荷重 | 2507 / 254SMO / 1.4529 |
| 船舶用バルブ | ボディボンネットとフランジのボルト締め | ガスケットの隙間 | 2205 / 2507 / より高合金 |
| 熱交換器 | チャンネルカバーボルト | 温かい海水と堆積物 | 254SMO / チタン / ニッケル合金 |
| パイプフランジ | スタッドボルト、ナット、ワッシャー | ワッシャーの隙間とガルバニックペア | パイプとフランジの適合システム |
| ポンプベース | 基礎固定具 | 塩水噴霧と湿潤乾燥サイクル | 316L / 2205 / 設計によるコーティング |

20.ファスナー製造の品質は重要である
材料選定は性能の一部にすぎません。海水用ファスナーは、原材料の検証、PMI試験、入手可能な場合はEN 10204タイプ3.1 MTC、CNC加工、ねじ転造または切削ねじ切り、ねじ精度、表面仕上げ、酸洗、不動態化処理、機械的試験、寸法検査、包装、トレーサビリティにも依存します。製造工程の詳細については、以下を参照してください。 ファスナーの製造方法.
ねじの品質が悪いと、焼き付きが増加する可能性があります。熱による変色や鉄分混入は、耐食性を低下させる可能性があります。トレーサビリティが欠如していると、取り付けられたファスナーが実際に2507、254SMO、または1.4529であるかどうかを確認できなくなる可能性があります。海水環境で使用される場合、購入者は品質に関する文書を製品の一部として扱い、オプションの事務的な詳細事項として扱うべきではありません。.
| 品質管理項目 | なぜそれが重要なのか | 推奨購入者要件 |
|---|---|---|
| 原材料の検証 | 生産前にグレードを確認する | 製粉所証明書および内部受領チェック |
| PMIテスト | 成績の取り違えを検出します | 重要合金に関するPMIレポート |
| CNC加工 | 寸法と表面を制御します | 特注ファスナーの図面に基づく検査 |
| 糸の転造/切断 | 強度、仕上がり、フィット感に影響します | ねじ規格と公差を指定してください |
| 酸洗/不動態化 | 汚染物質を除去し、不活性膜の形成を促進する | 必要に応じて、清潔で不動態化された表面が必要です。 |
| 機械的試験 | 強度クラスを確認する | 規格またはプロジェクト仕様に基づく試験報告書 |
| パッケージ | 損傷や混ざり合いを防ぎます | 追跡可能なマーキング付き袋/カートン |
| トレーサビリティ | リンク出荷と材料熱 | 熱量とMTCの関連性 |



21.船舶用ステンレス製ファスナーのねじかじり
オーステナイト系、二相系、チタン系の締結部品は、締め付け時に圧力下で類似の金属表面が固着するため、焼き付きを起こす可能性があります。焼き付きが始まると、ねじ山が裂け、トルクが急激に上昇し、適切な予圧に達する前に接合部が固着してしまうことがあります。海水環境下では、裂けたねじ山表面が粗くなり、金属が露出することで耐食性が低下する可能性もあります。.
焼き付き防止は、ねじの品質、表面仕上げ、そして適切なナットとボルトの組み合わせから始まります。潤滑剤または焼き付き防止剤は、環境およびプロジェクトの規定に適合している必要があります。トルク値は、炭素鋼の表の値をそのままコピーするのではなく、潤滑係数、材料強度、および接合部の設計を考慮して決定する必要があります。.
| マテリアルファミリー | 苛立ちの傾向 | 緩和 |
|---|---|---|
| 316L | 中程度~高 | 潤滑、滑らかなねじ山、過度の速度を避ける |
| 2205 | 適度 | ねじの品質と互換性のあるナット |
| 2507 | 適度 | トルク制御と焼き付き防止 |
| 254SMO / 1.4529 | 中程度~高 | 表面仕上げが良く、取り付けも丁寧です。 |
| チタン | 高い | 特別な潤滑と設置手順 |
| ニッケル合金 | 中程度~高 | 実績のあるナット/ボルトの組み合わせと潤滑剤を使用してください。 |
22.表面仕上げ、酸洗および不動態化
ステンレス鋼は、清浄なクロム含有表面に不動態皮膜が形成されるため、腐食に強い。しかし、機械加工、研削、取り扱い、熱による変色、鉄の混入などによって、その表面が弱くなる可能性がある。酸洗処理はスケールと熱による変色を除去し、不動態化処理は表面を清浄に保ち、均一な不動態皮膜の形成を促進する。.
海水で使用される締結部品の場合、表面仕上げは単なる外観上の問題として扱うべきではありません。ねじ山の粗さ、埋め込まれた鉄粉、汚れた包装などは、いずれも使用性能を低下させる可能性があります。機械加工またはねじ成形後、締結部品は洗浄し、炭素鋼の汚染から保護する必要があります。.
| 表面状態 | リスク | 制御方法 |
|---|---|---|
| 熱による着色 | 表面のクロム濃度が低下 | 酸洗いまたは適切な除去 |
| 鉄汚染 | 錆びによる変色と局所的な腐食 | 清潔な工具、分離、不動態化 |
| 粗い糸 | 虫こぶ形成と隙間腐食の発生 | ねじ加工工程の管理と検査 |
| 残留油分/残骸 | 堆積物腐食 | 梱包前の洗浄 |
| 破損したパッケージ | 表面の傷と混合 | 保護された輸出用梱包 |

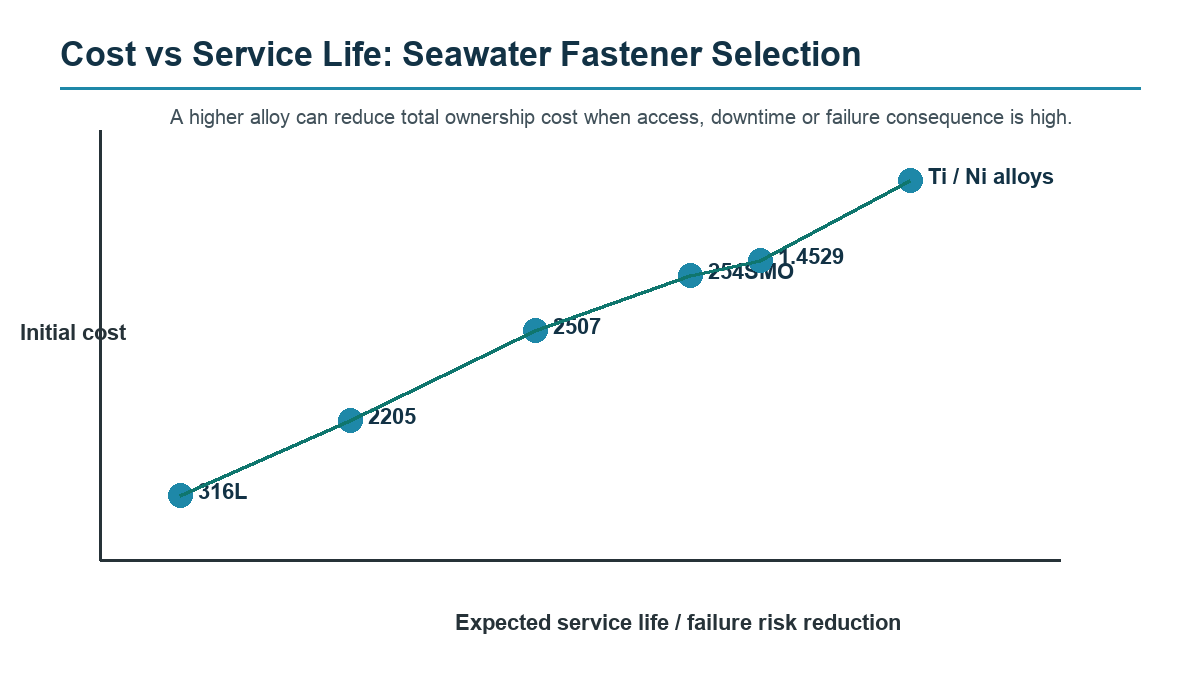
23. コスト対耐用年数
購入価格が最も低いものが、必ずしもライフサイクルコストが最も低いとは限りません。洋上プラットフォーム、海水淡水化プラント、熱交換器、ポンプラインなどの締結部品を交換するには、操業停止、アクセス機器、安全許可、交換用ガスケットが必要になる場合があります。早期に故障する低価格の316L製締結部品は、想定される使用期間まで持つ高合金製の締結部品よりもはるかに高額になる可能性があります。.
コストは、故障による影響を考慮して評価する必要があります。アクセスしやすい非重要部品であれば、316Lまたは2205が妥当な選択肢となるでしょう。圧力保持型の海水フランジ、塩水サービス、またはアクセスが困難なオフショア設備などでは、総コスト計算の結果、2507、254SMO、1.4529、チタン、またはニッケル合金が有利となる場合が多くあります。.
| コスト要因 | 低合金の決定 | より高い合金の決定 | ライフサイクル効果 |
|---|---|---|---|
| 初回購入価格 | より低い | より高い | 総コストの一部のみ |
| 検査アクセス | 簡単 | 難しい | 合金の含有量が多いほど、メンテナンスの負担が軽減される可能性がある。 |
| 操業停止費用 | 低い | 高い | 失敗の結果が材料のアップグレードにつながる |
| リードタイム | 短い | より長く | 調達計画は早めに立てる |
| 交換リスク | 許容できる | 容認できない | 保守的な材料選定を行う |
24.購入者仕様チェックリスト
海水用ファスナーに関する適切な問い合わせでは、用途、環境、および必要な文書を明確に定義する必要があります。単に海水用ステンレス鋼ボルトを依頼するのではなく、グレード、規格、寸法、ねじ規格、強度要件、表面仕上げ、MTC、PMI、不動態化処理、数量、温度、塩化物濃度、図面、および梱包に関する要望を具体的に提示してください。.
| チェックリスト項目 | 何を明記するか | なぜそれが重要なのか |
|---|---|---|
| 材料グレード | 316L、2205、2507、904L、254SMO、1.4529、チタン、ニッケル合金 | 曖昧な船舶用グレードの表現を避ける |
| 標準 | ASTM、DIN、ISO、ASME、または図面 | 形状とテスト基準を定義する |
| 寸法 | 直径、長さ、ヘッド/ナットの種類 | コントロールの適合性と取り付け |
| ねじ規格 | メートル法、UNC/UNF規格、ピッチ、公差 | 組み立て時のトラブルを防止します |
| 強さ | 物件の種類またはプロジェクトの要件 | プリロード容量を確保します |
| 表面仕上げ | 機械加工、酸洗、不動態化処理、洗浄済み | 耐腐食性をサポートする |
| MTC | 必要に応じてEN 10204 3.1 | 文書、材料、熱、化学 |
| PMI | 重要な合金に必要 | 代替リスクを低減 |
| 環境 | 海水、飛沫帯、塩水、温度 | ガイドの材料選定 |
| 描画 | 特注ファスナーに必要 | 非標準機能を制御する |
| パッケージ | マーキング、仕分け、輸出梱包 | トレーサビリティを保護します |
25.よくある購入者の間違い
最もよくある間違いは、隙間リスクを評価せずに316Lを海水に直接使用する用途に選ぶことです。次に多いのは、海洋グレードであればあらゆる海水用途に適していると考えることです。その他の間違いとしては、停滞した海水を無視する、価格だけで選ぶ、相性の悪い材料を混ぜる、焼き付きを無視する、不動態化処理を省略する、MTCやPMIを要求しない、リードタイムを過小評価する、実際の環境を説明しないなどが挙げられます。.
購買担当エンジニアは、発注前にいくつかの技術的な質問をすることでリスクを軽減できます。例えば、ファスナーは水に浸かるのか?水は停滞しているのか、それとも流れているのか?ワッシャーやガスケットの隙間はあるのか?温度は?接合部は重要な箇所なのか?検査は可能か?異種金属が使用されているのか?といった質問です。これらの質問への回答によって、推奨される材料が変わることがよくあります。.

26.材料選定フローチャート
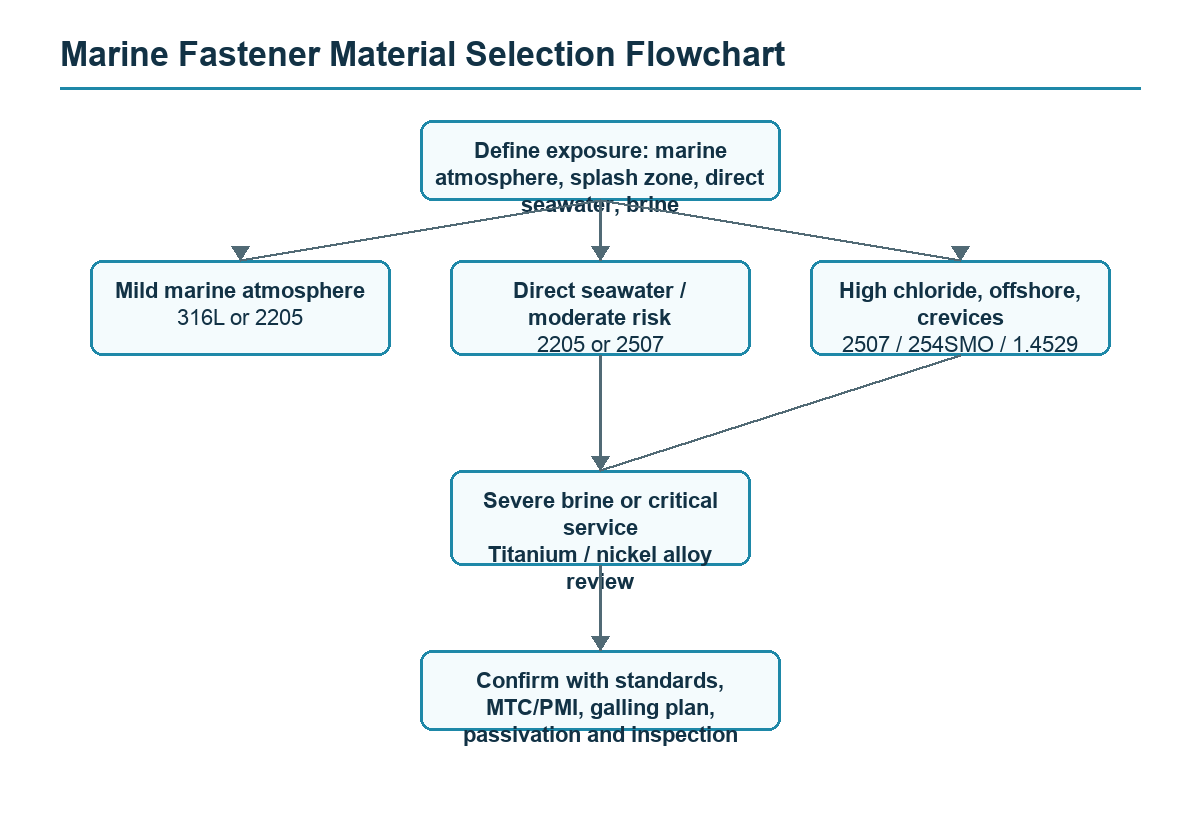
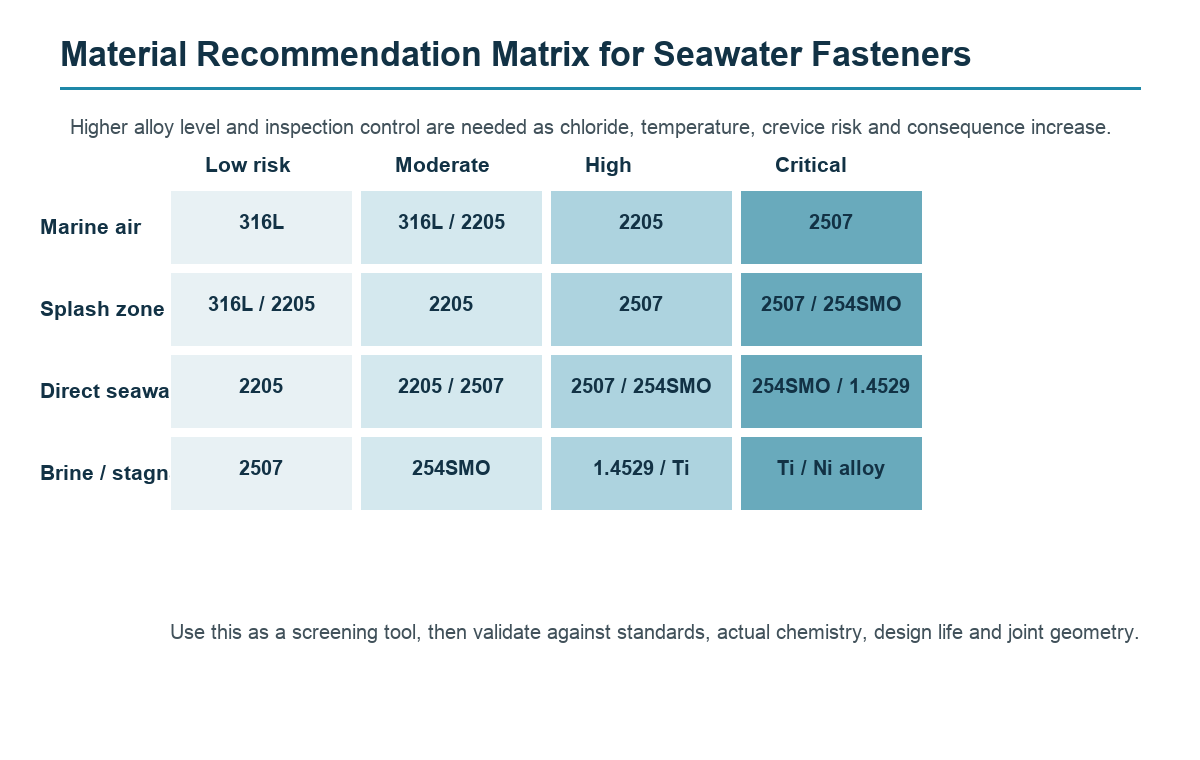
スクリーニングの基準として、穏やかな海洋環境下では316Lまたは2205が適している。中程度のリスクを伴う直接的な海水接触環境では、2205または2507が適していることが多い。高濃度の塩化物、沖合への暴露、または隙間リスクのある環境では、2507、254SMO、または1.4529が適している。過酷な塩水環境や重要な用途では、チタン合金またはニッケル合金の評価が必要となる。.
27.最終推奨事項表
| 応用 | 推奨素材 | 代替 | 注記 |
|---|---|---|---|
| 穏やかな海洋性気候 | 316L | 2205 | 清掃や点検が容易にできる場合に使用してください。 |
| 荷重のかかったデッキ金具 | 2205 | 2507 | 湿潤・乾燥塩濃度を考慮する |
| 海水フランジ直結 | 2507 | 254SMO / 1.4529 | ワッシャーとガスケットの隙間を評価する |
| 沖合の飛沫帯 | 2507 | 254SMO / 1.4529 / ニッケル合金 | 重大な結果を招く可能性があり、維持管理が困難である。 |
| 脱塩濃縮液 | 254SMO / 1.4529 | チタン/ニッケル合金 | 高濃度の塩化物と高温が支配的となる可能性がある |
| 海水熱交換器 | チタン | 254SMO / ニッケル合金 | チューブシートと機器設計を一致させる |
| 化学塩化物サービス | 904L / 1.4529 | C276 / 625 | 酸の化学反応による |
| カスタムOEM船舶用ファスナー | プロジェクト固有の | デュプレックス/スーパーデュプレックス/特殊合金 | 図面、荷重、環境情報を提供してください。 |
仕様レビューのための追加技術ノート
上記の表は候補材料の選定を支援するためのものですが、最終的な仕様は実際の使用環境に合わせて検討する必要があります。海水用ファスナーの選定は、ファスナーが圧力保持型である場合、アクセスが困難な場合、吊り上げ装置や構造装置の一部である場合、または交換時に操業停止が必要となる場所に設置されている場合は、通常、保守的な選択となります。ファスナーへの負荷が軽く、検査が容易で、常に濡れているわけではなく、重要なシール面に接続されていない場合は、保守的ではない選択となる可能性があります。同じ合金でも、ある場所では適切な選択であっても、わずか数メートル離れた場所では不適切な選択となる可能性があるため、この区別は重要です。.
例えば、乾燥した船舶機器室内の取り外し可能なカバーに使用される316Lボルトは、塩分付着物が除去され、接合部に隙間が生じにくい構造であれば、長年にわたって良好な性能を発揮する可能性があります。一方、ワッシャーとガスケットによる圧縮を伴う温水フランジに使用される316Lスタッドボルトは、はるかに早期に腐食や隙間が生じる可能性があります。材質表示は同じでも、酸素の供給、塩化物濃度、温度、応力、接合部の形状は異なります。そのため、AODSONは購入者に対し、業界名だけでなく実際の使用環境を明記するよう推奨しています。.
素材の境界とアップグレードのトリガー
意思決定に役立つ方法の一つは、アップグレードのトリガーを定義することです。ファスナーが塩分を含んだ空気と定期的な洗浄のみにさらされる場合は、316Lまたは2205で十分かもしれません。ファスナーが直接海水、停滞したポケット、温水、または湿潤と乾燥を繰り返す塩分濃度にさらされる場合は、2205が最低限の検討事項となり、2507の方がより適切な場合が多くなります。ガスケット付きの隙間、塩水、アクセス不良、または長い設計寿命がある場合は、254SMOおよび1.4529を検討する必要があります。使用環境が過度の塩水、攻撃的な化学汚染、または非常に高い故障リスクを伴う場合は、発注を確定する前にチタン合金またはニッケル合金を評価する必要があります。.
グレードアップの理由は腐食だけではありません。強度も決定要因となります。デュプレックス鋼やスーパーデュプレックス鋼は、一般的なオーステナイト系ステンレス鋼よりも高い強度を持ち、フランジの予圧に役立つ場合があります。しかし、強度が高いということは、接合部の設計、ナットの適合性、ねじのかみ合い、トルク測定方法を見直す必要があることを意味します。強度の高い締結具を不適切なナットや潤滑不良で使用すると、予圧が不安定になったり、締め付け時に焼き付きが発生したりする可能性があります。.
入手可能性もまた、実務上の制約となります。標準的な316Lファスナーは容易に入手できますが、2507、254SMO、1.4529、チタン、ニッケル合金のファスナーは、特注製造、特殊な棒材、長い納期、より綿密な書類作成が必要となる場合があります。設置日まで高級合金の指定を待つ購入者は、妥協を強いられる可能性があります。早期に材料を検討することで、製造業者は適切な材料を調達し、MTC(材料試験証明書)を確認し、ねじ山を機械加工または成形し、寸法を検査し、追跡可能な梱包を準備する時間を確保できます。.
隙間リスクを高める設計上の詳細
海水用ファスナーの破損原因として、隙間腐食がしばしば決定的な役割を果たします。隙間は平ワッシャーの下や、止まりねじ穴の内側に発生します。ワッシャー固有の状況については、以下を参照してください。 過酷な産業環境においてステンレス鋼製ワッシャーが重要な理由, ボルトの頭の下、ナット面とフランジの間、ガスケットと金属面の間、堆積物の下、ねじ山の根元内部など。外から見ると開いているように見える接合部でも、停滞した海水が酸性化し、塩化物濃度が高くなる複数の遮蔽領域が存在する可能性があります。締結具は意図的に締め付けられるため、接合部をしっかりと固定する接触圧力によって、遮蔽領域での酸素の供給が困難になる場合もあります。.
適切な設計によって、このリスクを軽減できます。設計上可能な場合は、不要なワッシャーの使用を避けてください。滑らかなベアリング面を使用してください。海水が溜まるような盲穴は避けてください。可能な限り排水を確保してください。異種金属が不利なガルバニックカップルを形成しないようにしてください。予期せぬ汚染や吸水を引き起こさないガスケットおよびワッシャー材料を選択してください。隙間を避けられない場合は、十分な隙間腐食耐性を持つ材料を選択し、表面仕上げと洗浄方法を慎重に指定してください。.
隙間腐食のリスクも時間とともに変化します。設置当日はきれいなフランジでも、数ヶ月の使用後には塩の結晶、生物由来の堆積物、腐食生成物などが付着する可能性があります。飛沫がかかる場所では、ファスナーが水に浸かっていなくても、濡れと乾燥を繰り返すことで塩分が濃縮されることがあります。海水淡水化プラントでは、小さな漏れでも蒸発して、外部ボルト周辺に高濃度の塩水が残ることがあります。保守担当者は、目に見える錆だけでなく、ワッシャーやナット周辺の堆積物や汚れの兆候も点検する必要があります。.
トルク、プリロード、焼き付き防止
海水用ファスナーの性能は、取り付け方法によって大きく左右されます。ステンレス鋼や特殊合金は、締め付け時に必ずしも炭素鋼と同じように動作するとは限りません。摩擦係数は、表面仕上げ、潤滑剤、ねじ山の状態、ナットの材質、取り付け速度によって変化します。これらの要因を考慮せずにトルク値を指定すると、実際の予圧が低すぎたり、高すぎたり、接合部全体で不均一になったりする可能性があります。予圧が低いと、漏れや摩耗が発生する可能性があり、予圧が高すぎると、ねじ山が損傷したり、応力が増加したり、ひび割れや焼き付きのリスクが高まります。.
焼き付きは、オーステナイト系ステンレス鋼、超オーステナイト系ステンレス鋼、二相ステンレス鋼、チタンにおいて特に重要です。ねじ山表面が圧力下で固着すると、目標の予圧に達する前に締結具が焼き付く可能性があります。損傷したねじ山は腐食の発生源となったり、将来の取り外しを不可能にしたりする可能性があります。予防策としては、ねじ山の清掃、表面粗さの調整、ナットとボルトの材質の適合、適切な潤滑、緩やかな取り付け速度、適切な工具の使用、潤滑剤の使用量に合わせたトルク設定などが挙げられます。.
重要なフランジボルト締め付けにおいては、技術者はテンション調整、油圧トルク工具、または制御された締め付け手順を用いることがあります。材料仕様は、これらの取り付け方法に対応している必要があります。工程汚染の懸念から潤滑剤を使用しない組み立てが求められるプロジェクトにおいては、焼き付きリスクをさらに慎重に検討する必要があります。場合によっては、意図的にナットとボルトの材質の組み合わせやコーティング戦略を選択することもありますが、海水中のコーティングについては、ガルバニック腐食や脆化のリスクを評価しなければなりません。.
検査、文書化、トレーサビリティ
海水用ファスナーは、多くの場合、小サイズで購入されますが、重大な影響を及ぼすシステムで使用されます。トレーサビリティは、購入者と製造者の両方を保護します。ミル証明書にリンクされたヒート番号は、化学組成の確認に役立ちます。PMIテストにより、切断、機械加工、洗浄、または梱包中に316L、2205、2507、904L、254SMO、または1.4529材料が混入する可能性が低減されます。寸法検査により、ねじ、長さ、シャンク、ヘッド、ナット、およびワッシャーの寸法が規格または図面と一致していることが確認されます。.
EN 10204 タイプ 3.1 MTC は、材料の同一性が重要なエンジニアリング ファスナーによく要求されます。プレミアム合金の場合、特に同じ施設で複数のステンレス鋼とニッケル合金が生産されている場合は、購入者は完成品または半完成品の PMI も検討する必要があります。規格と特性クラスによっては、機械的試験が必要になる場合があります。カスタム加工ファスナーの場合、口頭での説明よりも公差付きの図面の方が信頼性が高くなります。.
包装はトレーサビリティの一部です。完成したファスナーは、必要に応じてグレード、サイズ、熱処理ごとに分別する必要があります。袋、カートン、または木箱は、ねじ山を衝撃から保護し、混ざり合わないようにする必要があります。輸出貨物の場合、湿気対策と明確なマーキングにより、清浄な不動態化ファスナーが損傷または汚染された状態で到着する可能性を低減できます。これらの詳細はごく普通に見えるかもしれませんが、ファスナーが塩化物環境で使用される場合には重要です。.
基準と学年名
材料名は、購入者が商標名、EN番号、UNS番号、または一般的な略称を使用する可能性があるため、紛らわしい場合があります。254SMOは一般的にUNS S31254およびEN 1.4547に関連付けられています。1.4529はUNS N08926 / Alloy 926に関連付けられています。2507はUNS S32750に関連付けられていますが、スーパーデュプレックスはプロジェクトによってはS32760などの関連グレードを指す場合もあります。2205は多くの場合UNS S32205またはS31803であり、正確な指定は購入仕様書に記載する必要があります。.
締結部品の規格も重要です。材質の等級だけでは、ヘッド形状、ねじ公差、機械的特性、試験方法、寸法は決まりません。部品が六角ボルト、スタッドボルト、ねじ棒、重六角ナット、ソケットねじ、ワッシャー、またはカスタム部品であるかによって、購入者はASTM、ASME、ISO、DIN、またはプロジェクト固有の要件を必要とする場合があります。非標準締結部品の場合、図面には寸法、公差、ねじ長さ、面取り、表面仕上げ、およびマーキング要件を明記する必要があります。.
規格と入手可能性が矛盾する場合、製造業者と購入者は生産前に問題を解決する必要があります。一部の高級合金は、すべての標準的な締結部品の形状で在庫されているわけではありません。そのような場合は、検証済みの棒材からカスタム加工を行うのが現実的な方法となるでしょう。これは、海水ポンプ、バルブ、熱交換器、海洋設備、海水淡水化システムなどに使用される特殊合金締結部品でよく見られる方法です。.
船舶用機器におけるガルバニック適合性
ガルバニック腐食は、海水などの電解質中で異種金属が電気的に接続された際に発生します。卑金属ほど腐食しやすくなります。チタン製のファスナー自体は高い耐性を持つかもしれませんが、絶縁せずに卑金属の構造物に取り付けると、周囲の部品が腐食する可能性があります。アルミニウム、炭素鋼、銅合金、またはコーティングされた構造物にステンレス製のファスナーを使用する場合は、アセンブリ全体を考慮して検討する必要があります。.
面積比は重要です。小さな卑金属の締結具が大きな卑金属の表面に接続されている場合、腐食が急速に進行する可能性があります。大きな卑金属の構造物が小さな卑金属の締結具に接続されている場合は、挙動が異なる可能性がありますが、接合部周辺で局所的な腐食が発生する可能性は依然としてあります。絶縁ワッシャー、スリーブ、コーティング、または互換性のある材料の選択が使用できますが、それぞれに限界があります。コーティングは締め付け時に損傷する可能性があり、絶縁材料は隙間を生じさせる可能性があります。設計においては、ガルバニック絶縁と隙間制御、および機械的信頼性のバランスを取る必要があります。.
エンジニアおよびバイヤー向けのアプリケーション例
沿岸プラントの海水ポンプカバーを例に考えてみましょう。ボルトはガスケットの隙間、定期的なメンテナンス、漏水の可能性、そして温かい海水にさらされます。購入者が単に一般的だからという理由で316Lを選択した場合、接合部に孔食や隙間腐食が発生する可能性があります。より厳密な検討を行うには、2507、254SMO、または1.4529を検討し、表面の不動態化処理、トルク管理、およびPMI(プロセスモニタリング情報)の文書化を組み合わせることが考えられます。最適な選択は、ポンプOEMの要件、カバーの材質、ガスケットの設計、および動作温度によって異なります。.
洋上フランジのボルト締めについて検討してください。アクセスコストが高く、塩水噴霧が絶えず発生し、湿潤乾燥サイクルによって塩化物が濃縮されます。フランジの密閉性を維持するには高い予圧が必要であり、交換には操業停止が必要になる場合があります。2507スーパーデュプレックス鋼は多くの場合実用的な候補ですが、過酷な使用環境では254SMO、1.4529、またはニッケル合金の検討が正当化される可能性があります。購入者は、スタッドボルト、重六角ナット、ワッシャーを個別の品目としてではなく、システムとして指定する必要があります。.
脱塩プラントのブライン配管を考えてみましょう。塩化物濃度は天然海水よりも高くなる可能性があり、温度も上昇し、漏洩箇所周辺に堆積物が形成されることがあります。海洋環境に耐える材料でも、ブラインの隙間ではすぐに劣化する可能性があります。圧力、温度、化学組成、および破損時の影響によっては、254SMO、1.4529、チタン、またはニッケル合金が適切な選択肢となるでしょう。見積もりには、材料認証、不動態化処理、マーキング、および梱包に関する要件を最初から含める必要があります。.
AODSONがカスタム海水ファスナーをどのようにサポートできるか
AODSONは、標準カタログ部品では不十分な場合にエンジニアリングファスナーをサポートできます。 特注船舶用ハードウェアの製造 対応能力。一般的なカスタム要件には、非標準長さ、特殊ねじ、スタッドボルト、大型ナット、ワッシャー、機械加工部品、図面に基づく形状、特殊合金材料などが含まれます。海水用途の場合、製造工程は材料の入手可能性と検証から始まり、切断、機械加工、ねじ切り、洗浄、必要に応じた不動態化処理、検査、文書化、梱包へと進みます。.
最も有用な問い合わせ内容には、図面または規格、材料グレード、数量、ねじの詳細、強度要件、表面状態、動作環境、塩化物濃度、温度、接触材料、検査書類の要件、および目標納期が含まれます。これらの情報に基づいて、AODSONは316L、2205、2507、904L、254SMO、1.4529 / Alloy 926、チタン、またはニッケル合金が適切な製造方向であるかどうかを評価できます。.
購入者がどの合金が最適かまだ確信が持てないプロジェクトの場合、AODSONは耐食性、強度、加工性、コスト、納期といった要素間のトレードオフについて話し合うことができます。目標は、最も高価な合金を過剰に指定することではなく、実際の海水暴露環境と故障時の影響を考慮した締結部品の材質と品質計画を選択することです。.
故障調査の手がかり
海水用ファスナーが破損した場合、最初に問うべきは使用された合金の種類だけではありません。適切な調査では、破断箇所、腐食形態、付着物、設置記録、ナットとワッシャーの材質、ガスケットの状態、洗浄履歴、および代替品の有無などを確認します。孔食は、腐食生成物を伴う小さな局所的な空洞として現れることがよくあります。隙間腐食は、ワッシャーの下、シールドされたねじ山の内部、またはガスケットの縁の周囲によく発生します。焼き付きはねじ山の表面を引き裂き、不完全な予圧を伴う場合があります。塩化物応力腐食割れは、一般的な腐食が限定的な分岐割れとして現れることがあります。.
洗浄前の写真は、海水がどこに溜まっていたかを示す堆積物や染みのパターンから貴重な情報となります。堆積物の化学分析により、塩化物濃度や汚染状況を特定できます。故障したファスナーと隣接するハードウェアのPMI(製品製造情報)を確認することで、取り付けられた材料が発注書と一致していたかどうかを確認できます。硬度試験や機械的試験により、ファスナーが強度要件を満たしていたかどうかが明らかになる場合があります。取り付けや接合部の形状を無視した故障レビューでは、実際の原因が隙間、ナットの組み合わせ間違い、ねじ山の損傷、または不動態化処理の不足であった場合でも、合金自体に責任があると誤って判断してしまう可能性があります。.
故障調査から得られた教訓は、次の仕様に反映されるべきである。故障した316Lファスナーが海水に直接さらされる隙間にあった場合、2205へのアップグレードだけでは不十分かもしれない。2507ファスナーが取り付け時の焼き付きによって故障した場合、より高合金のファスナーを使用するだけでは問題は解決しない。より優れたねじ山仕上げ、潤滑剤、ナットの組み合わせ、および適切な締め付けが必要となる可能性がある。ガルバニック腐食が周囲の部品を侵食した場合、アセンブリ設計の隔離または異なる材料の組み合わせが必要になるかもしれない。.
保守点検計画
適切な材料であっても、検査計画によってメリットが得られます。海洋およびオフショア環境は時間の経過とともに変化します。塩分が蓄積し、コーティングが損傷し、ガスケットが劣化し、漏洩が発生し、保守チームは部品を別のグレードのものに交換する場合があります。したがって、締結具の仕様は、リスクに見合った検査間隔と組み合わせる必要があります。アクセス可能なデッキハードウェアは目視検査できます。重要なフランジボルトについては、定期トルクチェック、漏洩チェック、堆積物除去、およびシャットダウン中の交換計画が必要になる場合があります。.
点検では、ワッシャーやナット周辺の汚れ、保護された部分の堆積物、露出したねじ山端の腐食、緩み、潤滑不足、保護キャップの損傷、異種金属接触の痕跡などを確認する必要があります。海水淡水化プラントでは、塩水漏れ付近は特に注意が必要です。蒸発によって塩化物濃度が自然海水濃度をはるかに超える可能性があるためです。沖合の飛沫帯では、湿潤と乾燥の繰り返しによって塩の結晶が形成され、初期の腐食が隠れてしまうことがあります。洗浄の際は、ステンレス鋼の表面を汚染する炭素鋼製の工具の使用は避けてください。.
保守計画も経済的な意思決定に影響を与えます。定期点検時にファスナーを安価に交換できる場合は、中程度の合金でも問題ないかもしれません。しかし、ファスナーの設置場所が足場、ロープアクセス、容器支持、あるいはプラントの停止を必要とするような場所であれば、高合金の方がリスクの低い選択肢となる可能性があります。そのため、購買チームはグレードを最終決定する前に、エンジニアリングチームと保守チームにアクセス性や故障時の影響について確認しておくべきです。.
リスクを軽減する調達用語
明確な調達用語を用いることで、多くの問題を未然に防ぐことができます。例えば、「船舶用ステンレスボルト」と記述する代わりに、仕様書には「ASTMまたはDIN規格のスタッドボルト、材質:UNS S32750 / 2507、ねじ規格および公差、必要なナット材質、不動態化処理済み表面、EN 10204 3.1 MTC、PMIレポート、ヒート番号トレーサビリティ、保護された輸出梱包、および海水フランジサービスへの直接使用」と記載することができます。このような記述は、製造業者に対して管理すべき事項を明確にし、購入者に対して納品時にどのような証拠を期待すべきかを明確に示します。.
プロジェクトで特定の規格が必要な場合は、その規格を明記してください。ファスナーが特注品の場合は、図面を添付してください。代替品の使用が認められない場合は、その旨を明確に記載してください。同等のグレードが検討できる場合は、使用可能なUNSまたはEN規格を一覧表示し、製造前に承認を得るようにしてください。使用環境が不明な場合は、その不確実性を隠さず、既知の暴露状況を説明し、製造業者に前提条件を明確にするよう依頼してください。調達の初期段階で良好なコミュニケーションを図ることは、納品後に誤った合金、ねじ山、または書類が供給されたことが判明するよりもはるかに費用対効果が高いです。.
OEMバイヤーにとって、再現性は重要です。海水用ファスナーの仕様が承認されたら、図面の改訂、材料グレード、サプライヤーのプロセス、検査記録、梱包要件を常に一定に保つ必要があります。コスト削減のために細部を一つ変更するだけで、耐腐食性能が変わってしまう可能性があります。文書化された承認プロセスは、購買チーム、工場、プロジェクトの変更時に、意図しないグレードダウンを防ぐのに役立ちます。.
エンジニアリングマージンと予算のバランスを取る
保守的な材料選択とは、必ずしも最も高価な材料を選ぶことではありません。それは、実際のリスクに対して適切なマージンを提供する材料を選ぶことです。リスクの低い海洋環境では、ニッケル合金を選ぶ必要はないかもしれません。過酷な塩水環境では、安価だからといって316Lを選ぶのは保守的とは言えません。それはコストをメンテナンスと故障リスクに転嫁することになります。適切なバランスとは、購入価格、リードタイム、ダウンタイム、交換の容易さ、安全上の影響、そして局部腐食の可能性を考慮することです。.
エンジニアは段階的な選定方法を用いることができます。まず、使用環境に明らかに不適切な材料を除外します。次に、残りの材料を腐食マージン、強度、製造性、規格、入手可能性、設置リスクに基づいて比較します。最後に、選定したグレードが適切である理由を文書化します。この記録は、将来の保守チームが選定理由を理解するのに役立ち、購入者が承認されていない代替品を使用することを避けるのに役立ちます。.
ファスナーメーカーであるAODSONの役割は、その決定を信頼性の高い製品へと具現化することです。具体的には、厳選された材料、正確な寸法、管理されたねじ山、清浄な表面、検査書類、そしてトレーサビリティを確保する包装など、あらゆる面で徹底した品質管理を行っています。海水用途においては、こうした製造規律は、発注書に記載された合金名と同じくらい重要です。.
材料および製造の受入基準
海水処理が重要なプロジェクトにおいては、生産開始前に受入基準を文書化する必要があります。購入者と製造業者は、正確な材料指定、許容規格、寸法公差、ねじ検査方法、表面状態、マーキング、文書化、および梱包方法について合意する必要があります。PMI(製品検査)が必要な場合は、原材料、完成品、またはサンプリング計画のいずれに対して実施するかを明確に定義します。不動態化処理が必要な場合は、処理要件、および目視による清浄度、鉄汚染の有無、または追加試験が必要かどうかを明確に定義します。.
受入基準には、部品が要件を満たさない場合の対応についても記載する必要があります。例えば、承認なしに誤った材質等級を再マーキングしたり、代替品に交換したりしてはなりません。ねじ山が損傷している場合は、海水フランジ用途に出荷してはなりません。ねじ山の損傷は焼き付きを増加させ、予圧信頼性を低下させる可能性があるためです。トレーサビリティが必要な場合は、混合ロットを分離する必要があります。これらの規則は、検査で問題が発見された後に議論されるのではなく、購入仕様書の一部として記載されている方が遵守しやすくなります。.
製造工程の見直しは、特注ファスナーの製造において特に有効です。少量生産や特殊な形状の場合は切削ねじが実用的ですが、形状や数量が許せば転造ねじが好まれる場合もあります。CNC加工では、肩部、シャンク、頭部、および非標準形状を正確に加工できますが、加工痕やバリを適切に管理する必要があります。加工後の洗浄は、部品に切りくず、油分、および汚染物質が残るのを防ぎます。各工程は、図面寸法だけでなく、最終的な海水性能要件を満たすものでなければなりません。.
最後に、出荷時の梱包状態も受入基準に含めるべきです。2507、254SMO、1.4529、チタン、ニッケル合金などの高級合金ファスナーは、グレードの混在、ねじ山の損傷、表面の保護不足といった状態で到着してはなりません。明確なラベル表示、熱トレーサビリティ、保護されたねじ山端、そして湿気対策を施した輸出用梱包は、現場で取り付けられるファスナーが、工場での検査に合格した検証済みのファスナーと同一であることを保証するのに役立ちます。.
このアプローチは、海洋およびオフショア分野のリピーター顧客にとって特に有効です。グレード、製造工程、検査パッケージが一度確立されれば、将来のプロジェクトにおける管理仕様として再利用できます。この一貫性により、エンジニアリングレビューの時間が短縮され、購買精度が向上し、数か月後または数年後に代替品を発注する際に意図せずグレードダウンしてしまうことを防ぎます。海水環境では、腐食性能は合金の選定から接合部に設置されるファスナーに至るまでのサプライチェーン全体に依存するため、再現性は信頼性の一部となります。.
28. よくある質問
海水に適した最適なステンレス鋼製ファスナーは何ですか?
あらゆる海水環境に最適な単一の材料は存在しません。過酷な海水環境においては、2507、254SMO、1.4529は316Lよりも優れた選択肢となることが多く、極めて厳しい環境や重要な用途にはチタン合金やニッケル合金が必要となる場合があります。.
316Lは海水用ファスナーに適していますか?
316Lは穏やかな海洋環境には適しているかもしれないが、直接海水にさらされる場所、停滞域、高温の塩化物環境、ワッシャーやガスケットの下の隙間などでは、しばしば危険を伴う。.
海水用としては、2205リットルの方が316リットルよりも優れていますか?
はい、2205は一般的に316Lよりも耐塩化物性と強度に優れています。多くの船舶用ファスナーにとって実用的なアップグレードとなりますが、過酷な海水環境では2507以上の合金が必要になる場合があります。.
海水の場合、2507は2205よりも優れていますか?
2507は2205よりも合金含有量、PREN値、強度が高いため、より過酷な海水環境や海洋環境で一般的に好まれます。.
904Lは海水に適していますか?
904Lは、塩化物や酸性環境の一部では有効な場合もありますが、必ずしも海水環境における第一選択肢とは限りません。直接海水環境や隙間リスクのある環境での使用においては、2507、254SMO、1.4529と比較検討してください。.
海水環境下では、254SMOは904Lよりも優れているのでしょうか?
高塩化物濃度で隙間腐食のリスクが高い海水用途の多くにおいて、254SMOは904Lよりも優れた局部腐食耐性を発揮しますが、最終的な選択は、環境全体とプロジェクトの要件によって決まります。.
1.4529は海水に適していますか?
はい。1.4529 / 合金926は、海水、脱塩、および塩化物化学環境で使用される、高品質の超オーステナイト系ステンレス鋼です。.
PRENとは何ですか?
PRENは孔食抵抗当量数です。一般的なステンレス鋼の組成式は、%Cr + 3.3 x %Mo + 16 x %Nです。.
PREN値が高いほど、海水耐性が優れているということなのでしょうか?
PREN値が高いことは有利ですが、唯一の基準ではありません。表面状態、熱処理、隙間の形状、温度、応力、ガルバニック接触なども重要です。.
海水淡水化装置用ファスナーに最適な素材は何ですか?
高濃度塩化塩水や高度な海水淡水化装置には、2507、254SMO、1.4529、チタン合金、ニッケル合金が必要となる場合があります。穏やかな環境では、316Lまたは2205を使用できます。.
オフショア用スタッドボルトに最適な素材は何ですか?
2507スーパーデュプレックス鋼は、要求の厳しい海洋構造物用スタッドボルトの一般的な候補です。過酷な使用条件や重要な用途では、254SMO、1.4529、またはニッケル合金の評価が必要となる場合があります。.
ステンレス鋼製の留め具は焼き付きを起こしますか?
はい。オーステナイト系および二相ステンレス鋼製の締結部品は、特に高負荷時、潤滑不良時、またはねじ山が粗い場合、締め付け時に焼き付きを起こす可能性があります。.
かぶれを防ぐにはどうすればよいですか?
良質なねじ山、互換性のあるナットとボルトの組み合わせ、適切な潤滑剤または焼き付き防止剤の使用、トルクの適切な制御、そして清潔な取り付け方法を採用してください。.
ナットとボルトは同じ材質であるべきでしょうか?
場合によっては可能ですが、必ずしもそうとは限りません。組み合わせは、強度、耐腐食性、耐かじり性の要件を満たす必要があります。ガルバニック適合性およびプロジェクト規格も確認する必要があります。.
海水環境において、チタン製の留め具はステンレス鋼製の留め具よりも優れているのでしょうか?
チタンは海水腐食に対する耐性に優れているが、コスト、焼き付き、強度、ガルバニック腐食の影響などを考慮してから仕様を決定する必要がある。.
ニッケル合金製の留め具はどのような場合に使用すべきでしょうか?
ステンレス鋼では十分な耐性が得られない場合、特に塩化物、酸、高濃度汚染物質、またはメンテナンスが困難な環境下では、ニッケル合金を使用してください。.
購入者はどのような検査書類を要求すべきでしょうか?
海水に接する重要な締結部品については、必要に応じてMTC、PMI、機械的試験記録、寸法検査、およびトレーサビリティ情報を要求してください。.
不動態化処理は必要ですか?
ステンレス鋼製の締結部品を機械加工または取り扱った後は、表面を清浄に保つことで耐食性が向上するため、不動態化処理が推奨されることが多い。.
AODSONは海水対応の特注ファスナーを製造できますか?
AODSONは、図面または仕様に基づいて、ステンレス鋼、二相ステンレス鋼、超二相ステンレス鋼、904L、254SMO、1.4529、チタン、ニッケル合金製の耐腐食性ファスナーを特注で製造できます。.
見積もりにはどのような情報が必要ですか?
材料のグレード、規格、寸法、ねじ山、数量、表面仕上げ、検査書類、使用環境、塩化物濃度、温度、および特注の場合は図面を提供してください。.
29.専門家としての結論
あらゆる海水環境に最適な単一の材料は存在しません。材料の選択は、塩化物濃度、温度、隙間リスク、応力、設計寿命、検査の容易性、および予算によって決まります。316Lは直接海水に浸かる環境では限界があります。2205と2507は、多くの船舶および海洋用ファスナーにとって強力で実用的な選択肢です。254SMOと1.4529は、高塩化物環境向けのプレミアムな選択肢です。チタン合金とニッケル合金は、最も過酷な環境で使用される場合に用いられます。.
締結部品は小さな部品ですが、その故障はポンプの停止、フランジからの漏れ、プラットフォーム接続部の損傷、あるいは高額なメンテナンス費用につながる可能性があります。そのため、エンジニアは合金の種類と、その合金が使用中に信頼性を確保できる製造品質管理の両方を指定する必要があります。.
30.耐海水性ファスナーについてはAODSONにお問い合わせください。
技術ノート: AODSONは、船舶用ファスナー、オフショア用スタッドボルト、デュプレックスファスナー、スーパーデュプレックスファスナー、904Lファスナー、254SMOファスナー、1.4529 / 合金926ファスナー、チタンファスナー、およびOEM向けカスタム耐腐食性ファスナーをサポートしています。図面、材料要件、使用環境、検査要件をお知らせいただければ、チームが最適な製造ルートを評価いたします。.










