Výber najlepších nerezových spojovacích prvkov pre morskú vodu nie je taký jednoduchý ako výber materiálu s označením „morská kvalita“. Morská voda kombinuje chloridové ióny, kyslík, trhliny, cyklické vystavenie vlhkosti a suchu, teplotu, predpätie a galvanické efekty. Spojovací prvok môže zvonku vyzerať čisto, zatiaľ čo korózia začína pod podložkou, vo vnútri koreňa závitu, za tesniacou prírubou alebo v stojatej kapse, kde je kyslík vyčerpaný.
Táto príručka sa zameriava na praktické témy výberu triedy, ako napríklad Námorný hardvér z nehrdzavejúcej ocele 316 vs. 304 a porovnáva ocele 316L, duplex 2205, super duplex 2507, 904L, 254SMO, 1.4529 / zliatina 926, titánové a niklové zliatiny pre námorné spojovacie prvky, spojovacie prvky pre pobrežné použitie a spojovacie prvky pre odsoľovacie zariadenia. Je určená pre inžinierov a technických kupcov, ktorí potrebujú praktický rámec pre výber materiálu, nie všeobecný zoznam tried.

1. Súhrn pre manažérov
Pre mierne morské prostredie môžu byť prijateľné spojovacie prvky z nehrdzavejúcej ocele 316L, ak je spoj vystavený slanému vzduchu, ale nie je neustále zmáčaný, ak má konštrukcia nízke riziko vzniku štrbín a ak je prístup na kontrolu dobrý. V prípade priameho kontaktu s morskou vodou, stojatej morskej vody, podložiek, tesnení, usadenín alebo zón striekania na mori je oceľ 316L často riziková. Má užitočnú všeobecnú odolnosť voči korózii, ale obmedzenú odolnosť voči jamkovej korózii spôsobenej chloridmi a štrbinovej korózii v náročných podmienkach s morskou vodou.
Spojovacie prvky z duplexnej nehrdzavejúcej ocele 2205 sú praktickým vylepšením oproti oceli 316L. Ponúkajú vyššiu pevnosť a lepšiu odolnosť voči chloridom, často s dobrou rovnováhou medzi cenou a výkonom. Super duplexné spojovacie prvky 2507 sú bežne uprednostňované pre náročnejšie aplikácie v morskej vode a na mori, pretože kombinujú vysokú pevnosť s vyššou hodnotou PREN a vyššou odolnosťou voči bodkovaniu.
Spojovacie prvky z ocele 904L sú cenné v mnohých náročných priemyselných a kyslých prostrediach kvôli vysokému obsahu niklu a molybdénu, ale nie sú automaticky prvou voľbou pre morskú vodu. V mnohých aplikáciách citlivých na priamy kontakt s morskou vodou alebo na trhliny môžu byť vhodnejšie ocele 2507, 254SMO alebo 1.4529 / zliatina 926. 254SMO a 1.4529 sú prémiové superaustenitické možnosti pre prostredia s vysokým obsahom chloridov a rizikom vzniku štrbín. Titánové a niklové zliatiny môžu byť opodstatnené, keď je prevádzka náročná, kritická alebo sa ťažko udržiava.
| Materiál | Typická úloha | Poloha morskej vody | Praktická poznámka |
|---|---|---|---|
| 316L | Mierna morská atmosféra | Obmedzené pre priamu morskú vodu | Pred špecifikáciou zhodnoťte štrbiny. |
| 2205 | Vylepšenie obojstrannej siete | Vhodné pre mierne riziko | Vyššia pevnosť môže v niektorých prevedeniach zmenšiť veľkosť spojovacieho prvku. |
| 2507 | Super duplex | Silná možnosť na mori/v morskej vode | Často sa vyberá pre náročné služby s chloridmi. |
| 904L | Vysoko Ni-Mo austenitické | Závislé od kontextu | Užitočné pri kyslej/priemyselnej korózii; pozorne porovnajte s morskou vodou. |
| 254SMO | Superaustenitický | Prémiová možnosť s vysokým obsahom chloridov | Silná odolnosť voči jamkám a trhlinám. |
| 1.4529 / Zliatina 926 | Superaustenitický | Prémiová možnosť s vysokým obsahom chloridov | Vhodné pre morskú vodu, odsoľovanie, chemické prostredie a prostredie s odstreďovaním plynov (FGD). |
| Zliatiny titánu a niklu | Špeciálna náročná služba | Najvyššia úroveň hodnotenia | Zvážte náklady, odieranie, galvanické efekty a dostupnosť. |
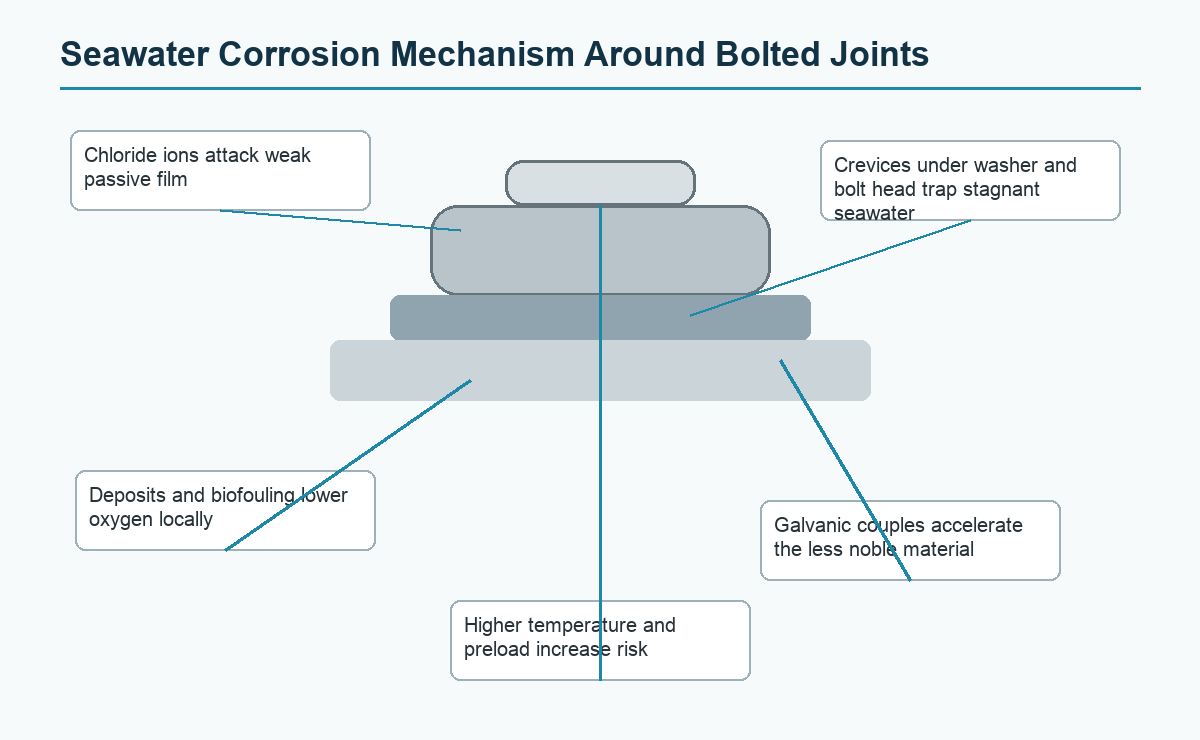
2. Prečo je morská voda agresívna voči spojovacím prvkom
Morská voda je agresívna, pretože chloridové ióny napádajú pasívny film oxidu chrómu, ktorý robí nehrdzavejúcu oceľ odolnou voči korózii. Keď sa tento film lokálne poruší a nedokáže sa dostatočne rýchlo opraviť, môže dôjsť k jamkovej alebo štrbinovej korózii. Geometria spojovacích prvkov problém ešte zhoršuje, pretože hlavy skrutiek, podložky, matice, závity a tesnené spoje prirodzene vytvárajú tienené oblasti.
Rozpustený kyslík je dvojsečný faktor. Nerezová oceľ potrebuje kyslík na udržanie svojho pasívneho filmu, ale rozdiely kyslíka medzi otvoreným povrchom a štrbinou vytvárajú elektrochemické články. Oblasť vo vnútri štrbiny sa stáva kyslou a bohatou na chloridy, čo urýchľuje lokalizovanú koróziu. Vyššia teplota zvyčajne zvyšuje rýchlosť korózie a znižuje bezpečnostnú rezervu. Stojatá morská voda je často horšia ako čistá tečúca morská voda, pretože sa ľahšie vytvárajú usadeniny, bioznečistenie a nedostatok kyslíka.
Mechanické namáhanie tiež záleží. Spojovacie prvky nesú predpätie. Vysoké ťahové napätie, zakorenenie závitu, tvárnenie za studena a poškodenie pri inštalácii môžu prispieť k praskaniu v dôsledku korózie spôsobenej chloridovým napätím v citlivých materiáloch. Rozptyl krútiaceho momentu, nedostatočné mazanie a odieranie môžu poškodiť závity a znížiť odolnosť proti korózii aj spoľahlivosť spoja.
| Faktor | Prečo je to dôležité | Problém týkajúci sa konkrétneho spojovacieho prvku |
|---|---|---|
| Chloridové ióny | Rozbiť pasívny film | Jamková tvorba v oblasti koreňov závitov a pod podložkami |
| Rozpustený kyslík | Zachováva pasivitu, ale vytvára kyslíkové gradienty | Štrbinové bunky okolo matíc a tesnení |
| Teplota | Zvyšuje kinetiku korózie | Vyššie riziko v teplej morskej vode a slanom náleve |
| Stagnácia | Koncentruje chloridy a usadeniny | Skrytá korózia vo vnútri skrutkových spojov |
| Cyklistika za mokra a sucha | Koncentráty soľných usadenín | Riziko v zóne striekania a palubnom kovaní |
| Galvanický kontakt | Rôzne kovy vytvárajú tok prúdu | Menej ušľachtilý komponent koroduje rýchlejšie |
| Montážny krútiaci moment | Vytvára predpätie a možné poškodenie | Prílišné utiahnutie, odretie a trhanie závitu |
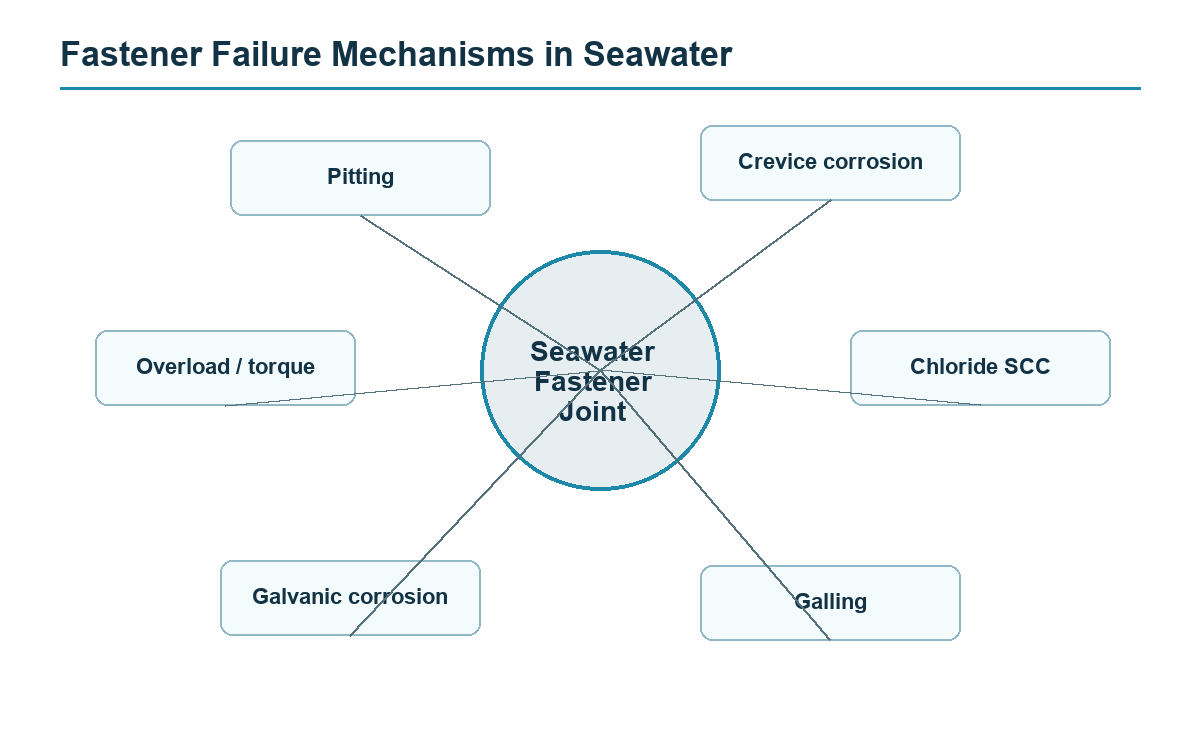
3. Bežné poruchy spojovacích prvkov spôsobených morskou vodou
Najčastejšie poruchy sú lokalizované, nie rovnomerné. Skrutka nemusí strácať hrúbku rovnomerne; namiesto toho sa malá priehlbina rozrastie do miesta zvyšujúceho napätie, štrbina pod podložkou sa stane kyslou alebo sa závit počas montáže zašpiní a zanechá roztrhnutý kov, ktorý rýchlejšie koroduje. Preto je potrebné spoločne riešiť výber materiálu, kvalitu výroby a montážnu prax.
| Režim poruchy | Typický spúšťač | Viditeľné varovanie | Zameranie na prevenciu |
|---|---|---|---|
| Jamková korózia | Útok chloridov na pasívny film | Malé tmavé jamky alebo dierky | Vyššia legujúca schopnosť, čistý povrch, pasivácia |
| Štrbinová korózia | Podložka, tesnenie, usadeniny alebo stagnujúca medzera | Korózia skrytá pod kontaktnými plochami | Znížte počet štrbín, vyberte materiál s vyšším obsahom PREN |
| Chlorid SCC | Chlorid + ťahové napätie + teplota | Praskanie s obmedzenou všeobecnou koróziou | Výber materiálu, kontrola napätia, kontrola |
| Galvanická korózia | Kontakt s odlišnými kovmi v elektrolyte | Útok na menej ušľachtilý materiál | Kompatibilita materiálov a izolácia |
| Opotrebovanie vlákna | Opotrebovanie lepidla počas uťahovania | Zaseknuté alebo roztrhané nite | Mazanie, povrchová úprava, riadený krútiaci moment |
| Trápenie | Mikropohyb pri zaťažení | Tmavé zvyšky opotrebenia, uvoľňovanie | Návrh spoja a kontrola predpätia |
| Vodíkové krehnutie | Niektoré vysokopevnostné ocele/povlaky | Oneskorená zlomenina | Vyhnite sa nevhodným náterom a procesom |
| Náhrada materiálu | Dodaný alebo nainštalovaný nesprávny stupeň | Predčasné nevysvetliteľné zlyhanie | MTC, PMI, označovanie a sledovateľnosť |
4. Ako vybrať materiály spojovacích prvkov pre morskú vodu
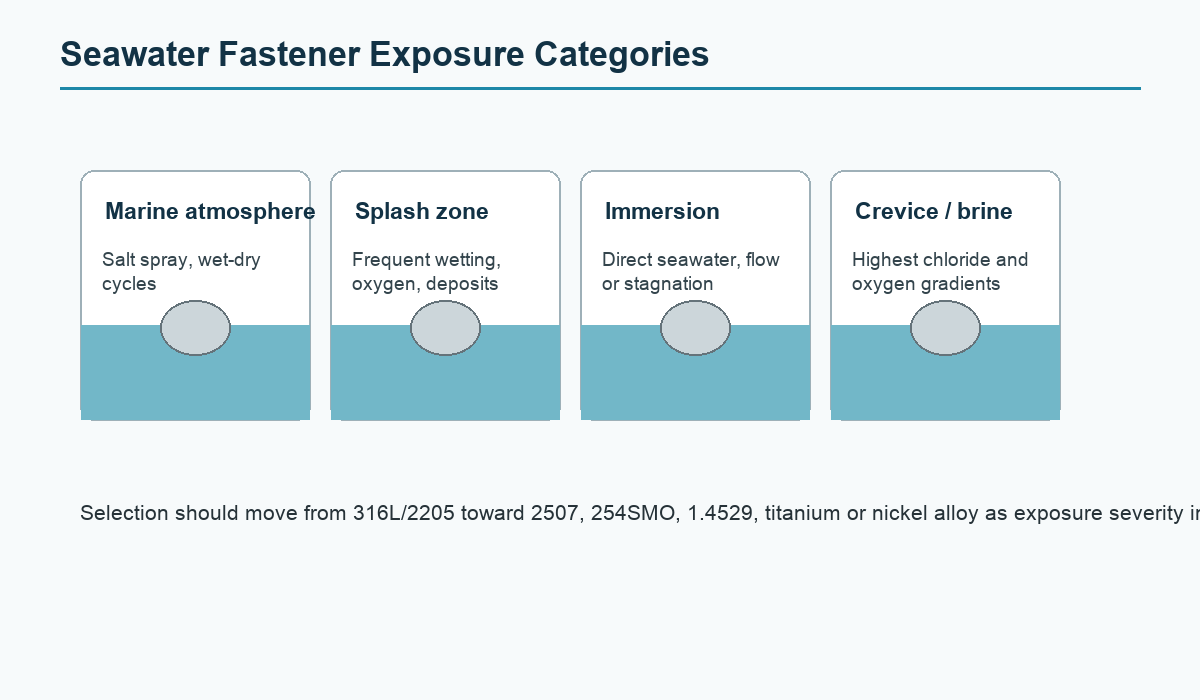
Začnite s expozíciou, nie s názvom triedy. Upevňovací prvok v slanom vzduchu na dobre odvodnenej palubnej konzole čelí inému prostrediu ako závrtná skrutka na kryte čerpadla morskej vody, príruba v potrubí soľanky na odsoľovanie alebo skrutkové spojenie na mori v zóne striekania. Správne rozhodnutie závisí od elektrolytu, teploty, podmienok prúdenia, geometrie štrbiny, namáhania, projektovanej životnosti, prístupu na kontrolu, následkov poruchy a dostupného rozpočtu.
Praktickým rámcom je klasifikácia expozície, identifikácia rizík spôsobených štrbinami a galvanickým výbojom a následný výber materiálovej skupiny s dostatočnou odolnosťou pre danú službu. Následne špecifikácia výrobných kontrol: overenie surovín, norma, rozmery, tvar závitu, stav povrchu, pasivácia, MTC, PMI, označovanie, balenie a kontrola. Aj najlepšia zliatina môže zlyhať, ak je spojovací prvok zle vyrobený alebo nesprávne nainštalovaný.
| Výberová otázka | Nízkoriziková odpoveď | Odpoveď s vyšším rizikom | Vplyv špecifikácie |
|---|---|---|---|
| Typ expozície | Morská atmosféra | Priama morská voda alebo soľanka | Posunúť sa na vyššiu úroveň zliatin |
| Pohyb vody | Čistá tečúca morská voda | Stagnujúce alebo náchylné na usadzovanie | Zvýšte odolnosť voči štrbinám |
| Teplota | Ambientné | Teplý proces alebo odparovač | Zvýšiť maržu zliatiny |
| Štrbiny | Otvorený odvodnený spoj | Podložky, tesnenia, závitové puzdrá | Vyhnite sa predpokladom týkajúcim sa iba 316L |
| Stres | Nízke predpätie | Vysoké predpätie alebo cyklické zaťaženie | Vyhodnotenie SCC a odierania |
| Prístup pre údržbu | Jednoduchá kontrola | Pobrežný alebo zakopaný systém | Uprednostnite dlhšiu životnosť |
| Normy | Všeobecný priemysel | Požiadavka na projekt alebo kurz | Dokumentácia potrieb MTC/PMI |
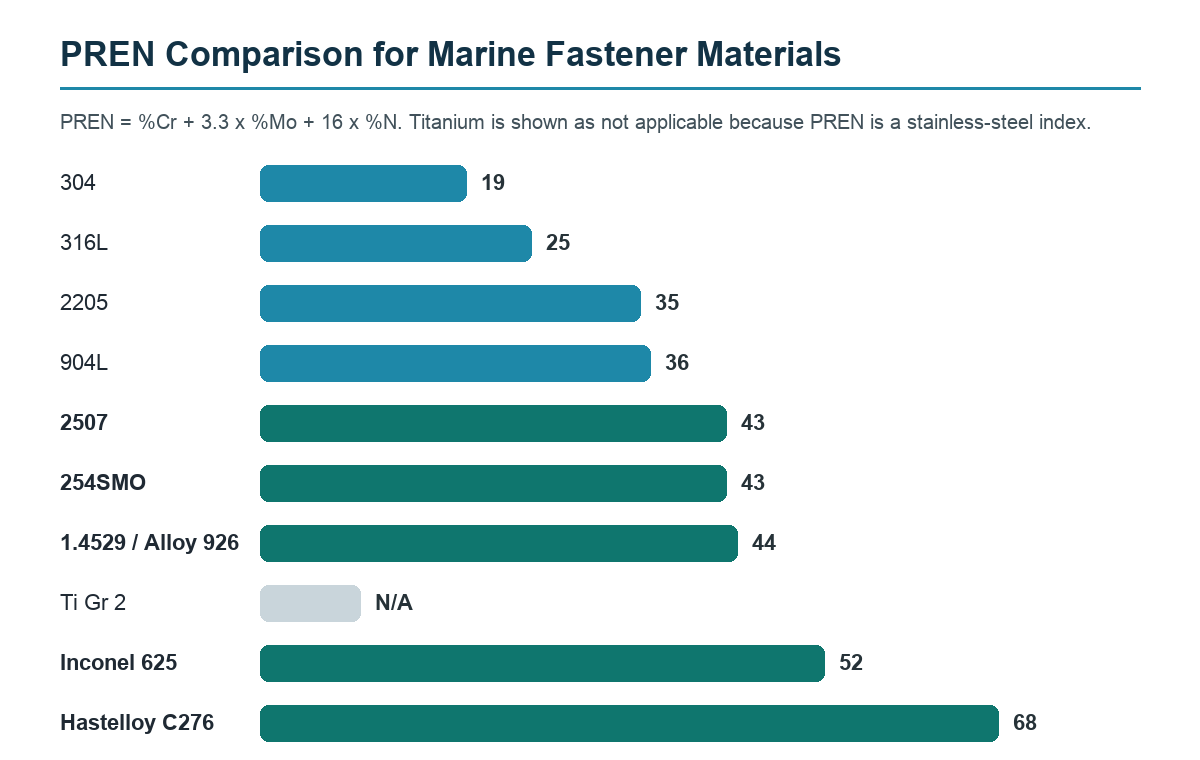
5. Vysvetlenie PREN pre námorné spojovacie prvky
PREN znamená ekvivalentné číslo odolnosti voči bodkovej korózii. Pre nehrdzavejúce ocele je bežný vzorec: PREN = %Cr + 3,3 x %Mo + 16 x %N. Chróm podporuje pasivitu, molybdén zlepšuje odolnosť voči bodkovej korózii a trhlinám a dusík spevňuje nehrdzavejúcu oceľ a zároveň zlepšuje lokálnu odolnosť voči korózii v mnohých zliatinách.
Vyššia hodnota PREN vo všeobecnosti naznačuje lepšiu odolnosť voči jamkovej tvorbe chloridov, ale PREN nie je kompletnou metódou výberu materiálu. Skutočný výkon závisí aj od vyváženia zliatiny, tepelného spracovania, mikroštruktúry, čistoty inklúzií, povrchovej úpravy, zvárania alebo tepelného tónovania, ak je prítomné, pasivácie, geometrie štrbín a skutočného prostredia. Zliatiny titánu a niklu nezodpovedajú vzorcu PREN pre nehrdzavejúce ocele rovnakým spôsobom, ale sú zahrnuté v porovnávacích tabuľkách, pretože inžinieri ich často hodnotia spolu s nehrdzavejúcimi oceľami pre použitie v morskej vode.
| Materiál | Typický chemický základ | Typický PREN | Ako interpretovať |
|---|---|---|---|
| 304 | 18Cr-8Ni | 18-20 | Neodporúča sa pre upevňovacie prvky s morskou vodou |
| 316L | Cr-Ni-Mo | 24-27 | Lepšie ako 304, ale obmedzené v priamom kontakte s morskou vodou |
| 2205 | Duplex Cr-Ni-Mo-N | 34-38 | Praktické vylepšenie pre mierne chloridové prostredie |
| 904L | Vysoko Ni-Mo austenitické | 34-38 | Silný v mnohých priemyselných médiách, špecifický pre morskú vodu |
| 2507 | Super duplex Cr-Ni-Mo-N | 40-45 | Silný kandidát na morskú vodu a pobrežné oblasti |
| 254SMO | 6Mo superaustenitický | 42-45 | Prémiová možnosť s vysokým obsahom chloridov / rizikom štrbín |
| 1.4529 / Zliatina 926 | Vysoký Ni-6Mo-N | 43-46 | Prémiová možnosť chloridovej a chemickej korózie |
| Titán 2. stupňa | Komerčne čistý titán | Neuvedené | Vynikajúca odolnosť voči korózii morskej vody |
| Inconel 625 | Ni-Cr-Mo | N/A / vysoký odpor | Niklová zliatina pre náročné podmienky |
| Hastelloy C276 | Ni-Mo-Cr | N/A / veľmi vysoký odpor | Náročná chemická a chloridová prevádzka |
6. Spojovacie prvky z nehrdzavejúcej ocele 316L v morskej vode
Oxid 316L je široko dostupný, známy a ekonomický v porovnaní s vyššími zliatinami. Dobre sa obrába, bežne sa skladuje v skrutkách, maticiach, podložkách a závitových tyčiach a poskytuje lepšiu odolnosť voči chloridom ako 304, pretože obsahuje molybdén. V miernom morskom prostredí, kde je soľná hmla občasná a povrchy suché, môže 316L poskytovať prijateľnú prevádzku, ak je údržba praktická.
Obmedzením je lokálna korózia. Priama morská voda, stojatá voda, vystavenie teplým chloridom, usadeniny, tesnené spoje a štrbiny v podložkách môžu vytlačiť oceľ 316L mimo jej komfortnej zóny. K mnohým poruchám dochádza preto, lebo kupujúci požaduje nehrdzavejúcu oceľ námornej kvality a predpokladá, že to znamená priamu vhodnosť pre morskú vodu. V inžinierskom jazyku je oceľ 316L skôr morskou atmosférickou kvalitou než univerzálnym materiálom na ponorenie do morskej vody.
| Prípad použitia 316L | Prijateľnosť | Dôvod |
|---|---|---|
| Zábradlia a ľahko zaťažené terasové kovanie | Často prijateľné | Prerušované vystavenie soli s prístupom k čisteniu |
| Kryt priameho čerpadla morskej vody | Rizikové | Štrbinové a teplé chloridové podmienky |
| Skrutkovanie príruby v zóne striekania | Zvyčajne riskantné | Koncentrácia soli a cykly mokro-suché |
| Vnútorná odsoľovacia galéria mimo soľanky | Možné | Závisí od netesností, kondenzácie a čistenia |
| Stojatá morská voda pod práčkou | Rizikové | Klasický stav štrbinovej korózie |
7. Spojovacie prvky z duplexnej nehrdzavejúcej ocele 2205
Duplexná nehrdzavejúca oceľ 2205 vs. 2507 Spojovacie prvky kombinujú austenit a ferit, čo im dodáva vyššiu pevnosť ako oceli 316L a zlepšenú odolnosť voči jamkovej chloridovej korózii a praskaniu pod napätím. Vďaka tomu je oceľ 2205 silným vylepšením z hľadiska nákladov a výkonu pre mnohé námorné spojovacie prvky, spojovacie prvky čerpadiel a ventilov, spojovacie prvky lodí a stredne náročné aplikácie v morskej vode.
Vyššia pevnosť môže byť užitočná pre svorníky a prírubové skrutky, ale vyžaduje si tiež pozornosť voči normám, kvalite závitu a kompatibilite s maticami. Oxid 2205 nie je zázračným riešením pre každý problém s morskou vodou. Veľké trhliny, teplá stojatá morská voda, vystavenie pobrežným zónam striekajúcej vody alebo koncentrovaná soľanka môžu odôvodniť prechod na oceľ 2507, 254SMO alebo 1.4529.
| Nehnuteľnosť | 2205 duplexná implikácia | Poznámka kupujúceho |
|---|---|---|
| Sila | Vyššie ako 316L | Potvrďte mechanickú triedu a konštrukčné predpätie |
| Odolnosť voči chloridom | Lepšie ako 316L | Dobrý upgrade pre mnoho námorných aplikácií |
| Odolnosť voči podtlaku | Lepšie ako mnoho austenitických tried | Stále overujte teplotu a stres |
| Cena | Mierna prémia | Často atraktívna hodnota životného cyklu |
| Dostupnosť | Dobré, ale menej univerzálne ako 316L | Plánovanie dodacej doby pre vlastné rozmery |
8. Spojovacie prvky z nehrdzavejúcej ocele Super Duplex 2507
Spojovacie prvky z nehrdzavejúcej ocele 2507 super duplex sa často používajú na náročné aplikácie v morskej vode a na mori. Zliatina má vysoký obsah chrómu, molybdénu a dusíka, čo jej typicky poskytuje PREN nad 40. Ponúka tiež vysokú mechanickú pevnosť, ktorá môže byť cenná pre svorníky pre morské použitie, prírubové skrutky pre námorné použitie, ťažké šesťhranné matice a konštrukčné skrutky vystavené chloridovému prostrediu.
Oxid 2507 je často praktickým odporúčaním, keď je 316L zjavne nedostatočný a 2205 neposkytuje dostatočnú rezervu. Je vhodný pre mnoho prípadov priameho kontaktu s morskou vodou, na mori a v zónach s postriekaním vodou, ale obrábanie, tvarovanie závitov, párovanie matíc a dostupnosť vyžadujú skúsenú kontrolu výroby. Mal by byť špecifikovaný s jasnými normami, požiadavkami na MTC, PMI a pasiváciu.

9. Spojovacie prvky z nehrdzavejúcej ocele 904L
904L je austenitická nehrdzavejúca oceľ s vysokým obsahom niklu a molybdénu. Je cenená pre prostredie s kyselinou sírovou a v mnohých prostrediach s vysokou priemyselnou koróziou a môže byť užitočná tam, kde sú prítomné chloridové aj redukčné kyseliny. V prípade spojovacích prvkov poskytuje v mnohých prostrediach lepšiu odolnosť ako 316L a má dobrú tvárnosť v porovnaní s duplexnými triedami.
Avšak, Nerezová oceľ 904L vs. 254SMO by sa mala preskúmať, pretože oceľ 904L by sa nemala považovať za automaticky lepšiu ako oceľ 2507 alebo superaustenitické triedy 6Mo v morskej vode. Má užitočný rozsah PREN podobný oceli 2205, ale chýba jej vyššia pevnosť a veľmi vysoká lokálna odolnosť proti korózii ako ocele 2507, 254SMO alebo 1.4529. Inžinieri by mali pred výberom spojovacích prvkov z ocele 904L pre morskú vodu porovnať skutočné prostredie.
10. Spojovacie prvky z nehrdzavejúcej ocele 254SMO
254SMO, tiež známa ako UNS S31254 alebo EN 1.4547, je superaustenitická nehrdzavejúca oceľ s vysokým obsahom molybdénu a dusíka. Bola vyvinutá pre náročné prostredie s chloridmi a ponúka silnú odolnosť voči bodkovej korózii a štrbinovej korózii. Pre spojovacie prvky odolné voči morskej vode je 254SMO prémiovou voľbou, keď sú ocele 316L a 2205 príliš riskantné a keď je dôležitá odolnosť voči štrbinovej korózii.
Medzi typické aplikácie patria spojovacie prvky odsoľovacích zariadení, príruby potrubí s morskou vodou, skrutkové spoje výmenníkov tepla, spojovacie prvky čerpadiel a ventilov a priemyselné systémy s vysokým obsahom chloridov. Keďže ide o prémiovú zliatinu, kupujúci by mali včas špecifikovať jasné rozmery, množstvá, kontrolné dokumenty a očakávané dodacie podmienky.
11. Spojovacie prvky z nehrdzavejúcej ocele 1.4529 / zliatiny 926
EN 1.4529 / UNS N08926, často označovaná ako zliatina 926, je superaustenitická nehrdzavejúca oceľ s vysokým obsahom niklu, molybdénu a dusíka. Ponúka vynikajúcu odolnosť voči korózii spôsobenej chloridmi a používa sa v námornom priemysle, pri odsoľovaní, chemickom spracovaní a odsirovaní spalín.
V prípade spojovacích prvkov možno zvážiť oceľ 1.4529 v prípadoch, keď vysoká koncentrácia chloridov, riziko vzniku štrbín alebo chemická kontaminácia robia bežné nerezové triedy nevhodnými. V mnohých diskusiách o výbere konkuruje oceli 254SMO; AODSON tiež poskytuje podrobný zoznam. Porovnanie nehrdzavejúcej ocele 904L a 1.4529 pre súvisiace rozhodnutia o zliatinách a najlepšia voľba závisí od projektových noriem, histórie návrhu, dostupnosti, mechanických požiadaviek a presného korozívneho média.
12. Titánové spojovacie prvky pre morskú vodu
Titánové spojovacie prvky, najmä komerčne čistý titán triedy 2 a v prípade potreby aj titán s vyššou pevnosťou, majú vynikajúcu odolnosť voči prírodnej morskej vode. Titán tvorí veľmi stabilný oxidový film a hojne sa používa v námorných výmenníkoch tepla, systémoch s morskou vodou a zariadeniach na odsoľovanie. Nízka hustota je atraktívna aj tam, kde záleží na hmotnosti.
Kompromismi sú cena, tendencia k odieraniu, galvanická kompatibilita a mechanická konštrukcia. Titán je v morskej vode veľmi ušľachtilý, takže keď je spojený s menej ušľachtilými kovmi, druhý kov sa môže stať ohniskom korózie. Titánové závity si tiež vyžadujú starostlivé mazanie a postupy inštalácie. Stojí za zváženie pri kritických podmienkach v morskej vode, ale mal by byť navrhnutý ako súčasť celého spojovacieho systému.
13. Spojovacie prvky zo zliatin niklu
Spojovacie prvky zo zliatin niklu sa používajú, keď už nehrdzavejúca oceľ nestačí. Inconel 625 ponúka silnú odolnosť voči morskej vode, jamkovej korózii chloridov, štrbinovej korózii a mnohým chemickým prostrediam. Hastelloy C276 je zliatina niklu, molybdénu a chrómu používaná pri silnej chemickej korózii a médiách obsahujúcich chloridy. Monel 400 môže byť relevantný v určitých aplikáciách s morskou vodou a námorníctvom, najmä tam, kde je vhodné správanie medi a niklu, ale musí sa posúdiť s okolitými materiálmi.
Niklové zliatiny sú drahé a môžu mať dlhšie dodacie lehoty, ale môžu byť vhodné tam, kde sú následky poruchy vysoké, prístup k údržbe je obmedzený alebo prostredie obsahuje chloridy a kyseliny, redukčné zlúčeniny alebo rozsiahle trhliny. Kupujúci by mal špecifikovať presnú triedu UNS, normu spojovacieho prvku, mechanické požiadavky a kontrolné dokumenty, a nie používať všeobecný výraz ako napríklad skrutka zo zliatiny niklu.

14. Tabuľka porovnania materiálov pre spojovacie prvky odolné voči morskej vode
| Materiál | Typický PREN | Sila | Vhodnosť morskej vody | Odolnosť voči štrbinám | Cena | Dostupnosť | Najlepšie použitie |
|---|---|---|---|---|---|---|---|
| 304 | 18-20 | Mierne | Chudobný | Chudobný | Nízka | Vynikajúce | Použitie v interiéri bez morskej vody |
| 316L | 24-27 | Mierne | Obmedzené | Obmedzené | Nízko-stredné | Vynikajúce | Mierna morská atmosféra |
| 2205 | 34-38 | Vysoká | Dobré | Stredne dobré | Stredné | Dobré | Vylepšenie námornej dopravy z 316L |
| 904L | 34-38 | Mierne | Závislé od kontextu | Stredne dobré | Vysoká | Mierne | Služba kyslého/priemyselného chloridu |
| 2507 | 40-45 | Veľmi vysoká | Veľmi dobré | Dobré až veľmi dobré | Vysoká | Mierne | Na mori a náročná morská voda |
| 254SMO | 42-45 | Mierne | Vynikajúce | Veľmi dobré | Vysoká | Mierne | Odsoľovanie a vysoký obsah chloridov |
| 1.4529 / Zliatina 926 | 43-46 | Mierne | Vynikajúce | Veľmi dobré | Vysoká | Mierne | Morská voda, chemikálie a FGD |
| Titán | Neuvedené | Závislé od stupňa | Vynikajúce | Vynikajúce | Veľmi vysoká | Špeciálna objednávka | Kritické systémy morskej vody |
| Inconel 625 | Neuvedené | Vysoká | Vynikajúce | Vynikajúce | Veľmi vysoká | Špeciálna objednávka | Náročná námorná/chemická prevádzka |
| Hastelloy C276 | Neuvedené | Vysoká | Vynikajúci v mnohých náročných médiách | Vynikajúce | Veľmi vysoká | Špeciálna objednávka | Náročná chemická prevádzka s chloridmi |
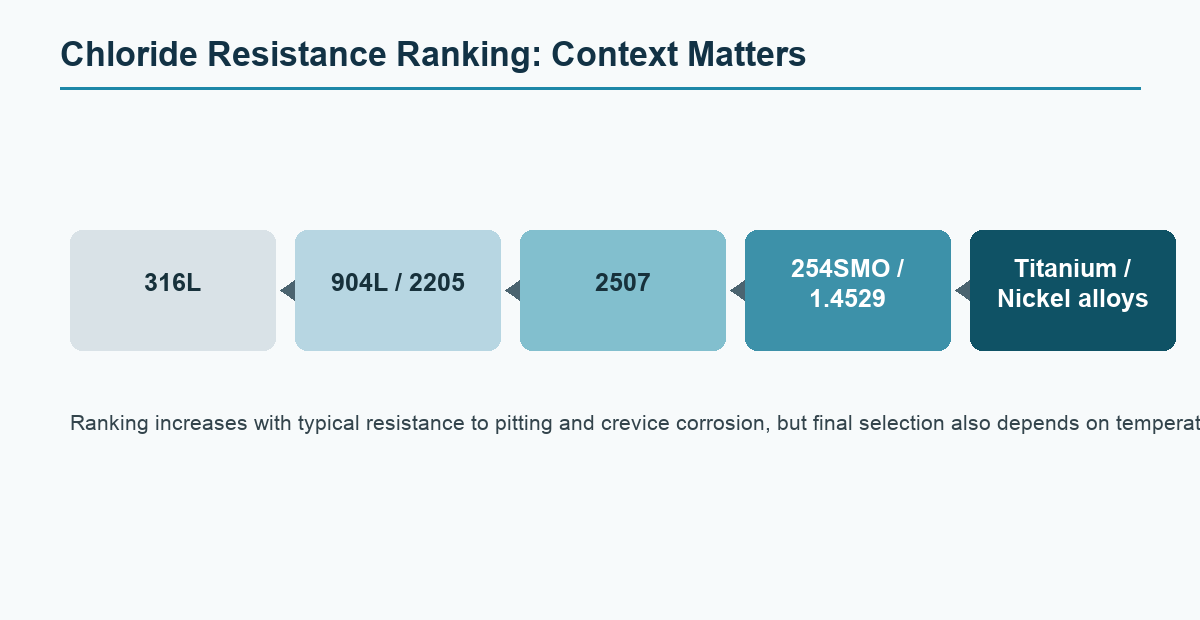
15. Hodnotenie odolnosti voči chloridom
Praktické hodnotenie je 316L pod 904L alebo 2205 v závislosti od prostredia, potom 2507, potom 254SMO a 1.4529, pričom titánové a niklové zliatiny sú hodnotené pre najnáročnejšie alebo špecializované použitie. Toto hodnotenie sa musí používať opatrne. 904L môže prekonať 2205 v niektorých prostrediach s kyslým chloridom, zatiaľ čo 2205 môže byť uprednostňovaná pre pevnosť a odolnosť voči podtlaku v iných prostrediach. Titán môže byť vynikajúci v morskej vode, ale môže spôsobiť galvanické problémy s inými kovmi.
16. Upevňovacie prvky pre pobrežné platformy
Upevňovacie prvky na pobrežných plošinách sú vystavené soľnej hmle, zmáčaniu v zóne striekajúcej vody, usadeninám spôsobeným vetrom, mechanickým vibráciám, vysokému predpätiu a ťažkému prístupu pri údržbe. Prírubové skrutky, svorníky, ťažké šesťhranné matice a podložky môžu zostať v prevádzke dlhší čas pred kontrolou, preto by výber materiálu mal zohľadňovať tak mieru korózie, ako aj spoľahlivosť spoja.
| Poloha na mori | Hlavné riziko | Typický smer materiálu | Poznámka k špecifikácii |
|---|---|---|---|
| Námorná atmosféra nad palubou | Usadeniny soli a cykly mokro-suché | 316L / 2205 v závislosti od prevedenia | Zabezpečiť prístup na čistenie a kontrolu |
| Zóna striekania | Koncentrované chloridy a kyslík | 2507 alebo vyšší | Vyhnite sa substitúciám s nízkym obsahom legujúcich zliatin |
| Príruba pre morskú vodu | Štrbinová korózia pod tesnením a podložkou | 2507 / 254SMO / 1,4529 | Špecifikujte pasiváciu a PMI |
| Skrutkovanie kritického procesu | Vysoké následky zlyhania | 2507 / hodnotenie niklovej zliatiny | Potvrdiť projektové štandardy |
| Výmena pri údržbe | Zmiešané materiály | Zhoda nainštalovaného systému | Skontrolujte galvanickú kompatibilitu |

17. Spojovacie prvky pre odsoľovacie zariadenia
Odsoľovacie zariadenia môžu byť náročnejšie ako zariadenia na odsoľovanie prírodnej morskej vody, pretože prúdy soľanky majú vyššiu koncentráciu chloridov. Systémy reverznej osmózy, výparníky, čerpadlá, príruby a kryty výmenníkov tepla vytvárajú skrutkové spoje, kde môže začať korózia v štrbinách. Úniky a kondenzácia môžu tiež vystaviť blízke konštrukčné spojovacie prvky koncentrovaným usadeninám soli.
Oxid 2205 môže byť vhodný pre niektoré mierne oblasti, ale soľanka s vysokým obsahom chloridov a kritické zariadenia často odôvodňujú použitie ocelí 2507, 254SMO, 1.4529, titánových alebo niklových zliatin. Upevňovacie prvky okolo tesnených prírub a krytov čerpadiel si zaslúžia osobitnú pozornosť, pretože ich geometria vytvára štrbiny a predpätie.
| Oblasť odsoľovania | Životné prostredie | Kandidátske materiály | Poznámky |
|---|---|---|---|
| Podpery RO klzných systémov | Soľná hmla / občasné zmáčanie | 316L / 2205 | Závisí od odvodnenia a čistenia |
| Čerpadlá na prívod morskej vody | Priama morská voda a štrbiny | 2507 / 254SMO | Skontrolujte požiadavky OEM čerpadla |
| Príruby potrubia soľanky | Vysoká koncentrácia chloridov | 254SMO / 1.4529 / titán | Odolnosť voči štrbinám je kritická |
| Výparníkové zariadenie | Teplé chloridové prostredie | 1.4529 / titán / zliatina niklu | Teplota zvyšuje riziko |
| Držiaky prístrojov | Ložiská soli | 316L / 2205 | Zabráňte galvanickému nesúladu |

18. Stavba lodí a námorné hardvérové vybavenie
Stavba lodí zahŕňa mnoho kategórií expozície: palubné vybavenie, námorné príslušenstvo, čerpacie stanice, potrubia s morskou vodou, príslušenstvo poklopov a konštrukčné spoje. Jedna loď môže používať rôzne materiály spojovacích prvkov v závislosti od toho, či sa spoj nachádza v suchom priestore, je vystavený soľnej hmle, je neustále zmáčaný alebo je spojený s rôznymi kovmi.
Pre hardvér terás pozri príručku AODSON nerezové námorné príslušenstvo pre prostredie so slanou vodou je užitočným doplnkom; 316L môže fungovať, keď je praktické čistenie a výmena, ale 2205 alebo 2507 môžu byť lepšie pre zaťažené alebo ťažko udržiavateľné spoje. V prípade potrubí s morskou vodou a čerpacích miestností by sa výber materiálu mal riadiť skutočnou kvapalinou, geometriou tesnenia a teplotou, a nie všeobecnou námornou terminológiou.

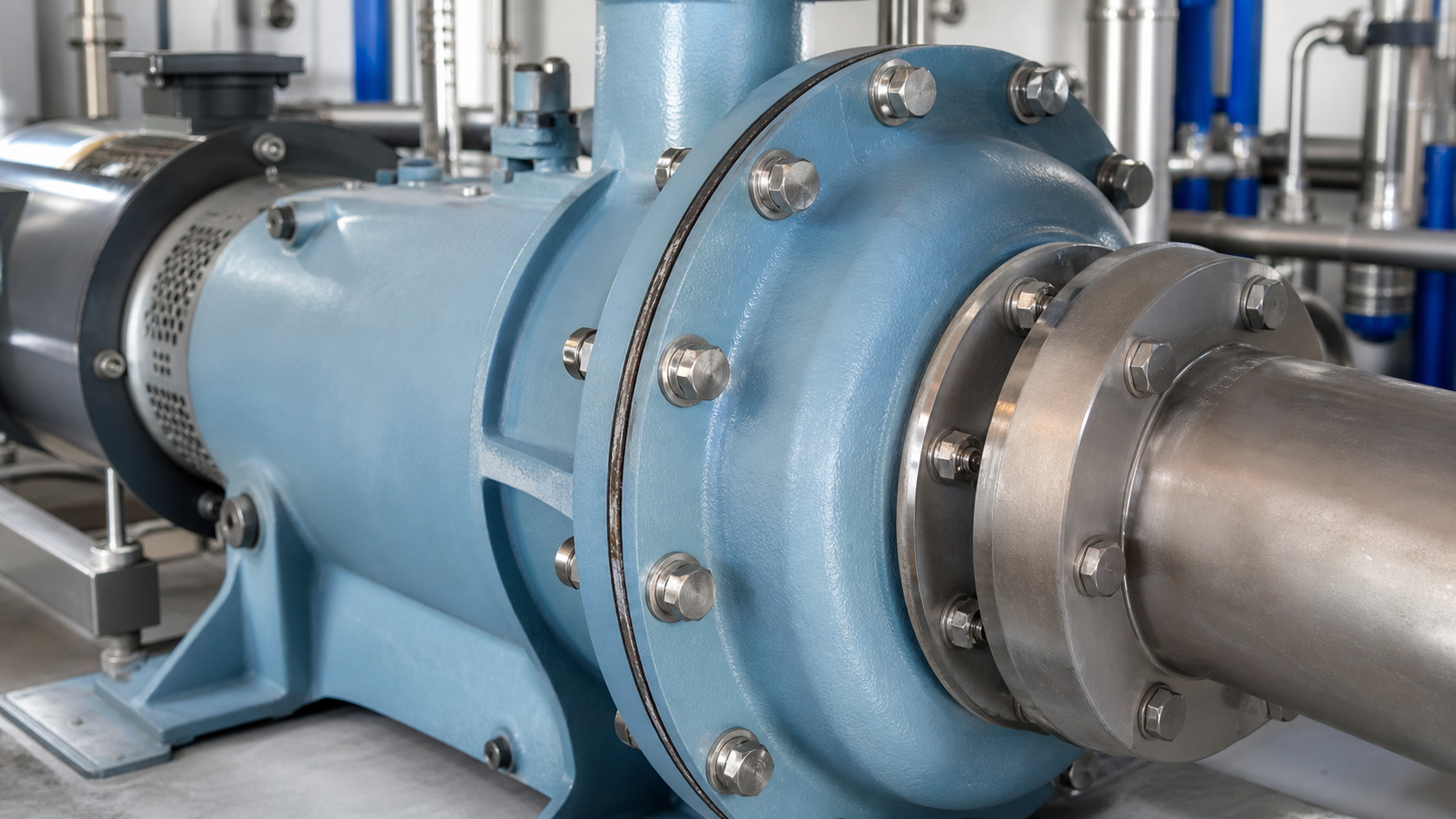
19. Námorné čerpadlá, ventily a výmenníky tepla
Námorné čerpadlá, ventily a výmenníky tepla sú kritické pre spojovacie prvky; súvisiace informácie o metalurgii čerpadiel nájdete v dokumentácii spoločnosti AODSON. návod na výrobu obežného kolesa čerpadla z nehrdzavejúcej ocele pretože skrutkové spoje udržiavajú hranice tlaku. Kryty, kapoty, príruby a tesniace spoje vytvárajú štrbiny pod hlavami skrutiek, maticami a podložkami. Upevňovací prvok môže byť zvonku vystavený slanému vzduchu a zvnútra úniku alebo priesaku morskej vody.
| Vybavenie | Umiestnenie upevňovacieho prvku | Hlavné riziko | Smer materiálu |
|---|---|---|---|
| Čerpadlo na morskú vodu | Skrutky krytu a prírubové čapy | Štrbinová korózia a predpätie | 2507 / 254SMO / 1,4529 |
| Námorný ventil | Skrutky tela, kapoty a príruby | Štrbiny tesnenia | 2205 / 2507 / vyššia zliatina |
| Výmenník tepla | Skrutky krytu kanála | Teplá morská voda a usadeniny | 254SMO / titán / zliatina niklu |
| Príruba potrubia | Skrutky, matice a podložky | Štrbinové a galvanické páry podložky | Systém zladených potrubí a prírub |
| Základňa čerpadla | Upevňovacie prvky pre základy | Soľná hmla a cykly mokro-suché | 316L / 2205 / nátery podľa návrhu |

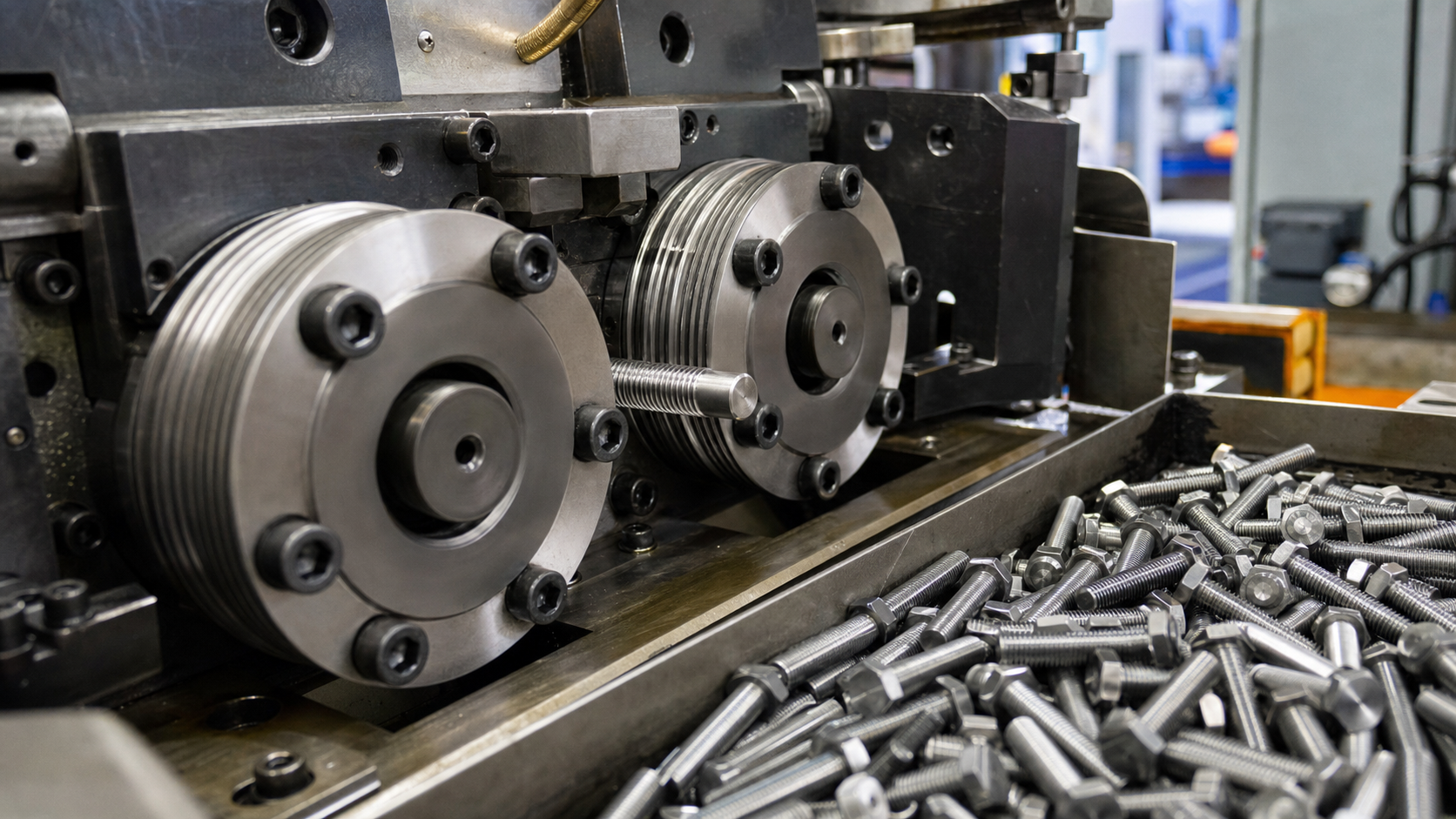
20. Kvalita výroby spojovacích prvkov je dôležitá
Výber materiálu je len časťou výkonu. Spojovací prvok s morskou vodou závisí aj od overenia suroviny, testovania PMI, normy EN 10204 typ 3.1 MTC, ak je k dispozícii, CNC obrábania, valcovania alebo rezania závitov, presnosti závitov, povrchovej úpravy, morenia, pasivácie, mechanického testovania, kontroly rozmerov, balenia a sledovateľnosti. Širší prehľad výrobných krokov nájdete v časti Ako sa vyrábajú spojovacie prvky.
Nízka kvalita závitu môže zvýšiť odieranie. Tepelné farbenie alebo kontaminácia železom môže znížiť odolnosť proti korózii. Chýbajúca sledovateľnosť môže znemožniť potvrdenie, či je nainštalovaný spojovací prvok skutočne z ocele 2507, 254SMO alebo 1.4529. V prípade použitia v morskej vode by kupujúci mali považovať dokumentáciu o kvalite za súčasť produktu, nie za voliteľný administratívny detail.
| Položka kontroly kvality | Prečo je to dôležité | Odporúčaná požiadavka kupujúceho |
|---|---|---|
| Overenie surovín | Potvrdzuje stupeň pred výrobou | Certifikát mlyna a interná kontrola príjmu |
| PMI testovanie | Detekuje zámeny stupňov | Správa PMI pre kritické zliatiny |
| CNC obrábanie | Ovláda rozmery a povrch | Kontrola na základe výkresov pre zákazkové spojovacie prvky |
| Valcovanie / rezanie závitov | Ovplyvňuje pevnosť, povrchovú úpravu a prispôsobenie | Zadajte štandard závitu a toleranciu |
| Morenie / pasivácia | Odstraňuje nečistoty a podporuje pasívny film | Vyžaduje čistý, pasivovaný povrch tam, kde je to potrebné |
| Mechanické testovanie | Potvrdzuje triedu pevnosti | Skúšobná správa podľa normy alebo projektovej špecifikácie |
| Balenie | Zabraňuje poškodeniu a miešaniu | Označené vrecia/kartóny so sledovateľnosťou |
| Sledovateľnosť | Prepája prepravu s teplom materiálu | Číslo rozplavby a prepojenie MTC |



21. Odieranie závitov v nerezových spojovacích prvkoch pre námorné použitie
Austenitické, duplexné a titánové spojovacie prvky sa môžu zadrhnúť, pretože podobné kovové povrchy pod tlakom sa môžu počas uťahovania prilepiť. Po začatí zadrhávania sa závity pretrhnú, krútiaci moment sa rýchlo zvýši a spoj sa môže zaseknúť pred dosiahnutím správneho predpätia. V prevádzke s morskou vodou roztrhnuté povrchy závitov tiež vytvárajú drsnosť a odkrytý kov, čo môže znížiť odolnosť voči korózii.
Kontrola oderu začína kvalitou závitu, povrchovou úpravou a správnym párovaním matice/skrutky. Mazivo alebo protizadieracia zmes by mali byť kompatibilné s prostredím a pravidlami projektu. Hodnoty krútiaceho momentu by mali zohľadňovať faktor maziva, pevnosť materiálu a konštrukciu spoja, a nie kopírovať hodnoty z tabuliek uhlíkovej ocele.
| Materiálová skupina | Tendencia k dráždeniu | Zmiernenie |
|---|---|---|
| 316L | Stredne vysoké | Mazanie, hladké závity, vyhýbanie sa nadmernej rýchlosti |
| 2205 | Mierne | Kvalita závitu a kompatibilné matice |
| 2507 | Mierne | Kontrolovaný krútiaci moment a ochrana proti zaseknutiu |
| 254SMO / 1,4529 | Stredne vysoké | Dobrá povrchová úprava a starostlivá inštalácia |
| Titán | Vysoká | Špeciálna disciplína mazania a montáže |
| Niklové zliatiny | Stredne vysoké | Používajte overené párovanie matíc/skrutiek a mazivo |
22. Povrchová úprava, morenie a pasivácia
Nerezová oceľ odoláva korózii, pretože na čistom povrchu bohatom na chróm sa vytvára pasívny film. Obrábanie, brúsenie, manipulácia, tepelné sfarbenie a kontaminácia železom môžu tento povrch oslabiť. Morenie odstraňuje vodný kameň a tepelné sfarbenie; pasivácia pomáha čistiť povrch a podporuje tvorbu rovnomerného pasívneho filmu.
V prípade spojovacích prvkov s morskou vodou by sa povrchová úprava nemala považovať len za kozmetické prvky. Hrubé závity, zapustené železné častice a znečistené balenie môžu znížiť prevádzkový výkon. Po obrábaní alebo tvarovaní závitov by sa mali spojovacie prvky vyčistiť a chrániť pred kontamináciou uhlíkovou oceľou.
| Stav povrchu | Riziko | Metóda riadenia |
|---|---|---|
| Tepelný odtieň | Redukovaný chróm na povrchu | Morenie alebo správne odstránenie |
| Kontaminácia železom | Zafarbenie hrdzou a lokálne napadnutie | Čisté nástroje, segregácia, pasivácia |
| Hrubý závit | Odieranie a vznik štrbín | Riadenie a kontrola procesu závitovania |
| Zvyškové oleje/nečistoty | Korózia usadenín | Čistenie pred balením |
| Poškodený obal | Povrchové škrabance a miešanie | Chránené exportné balenie |

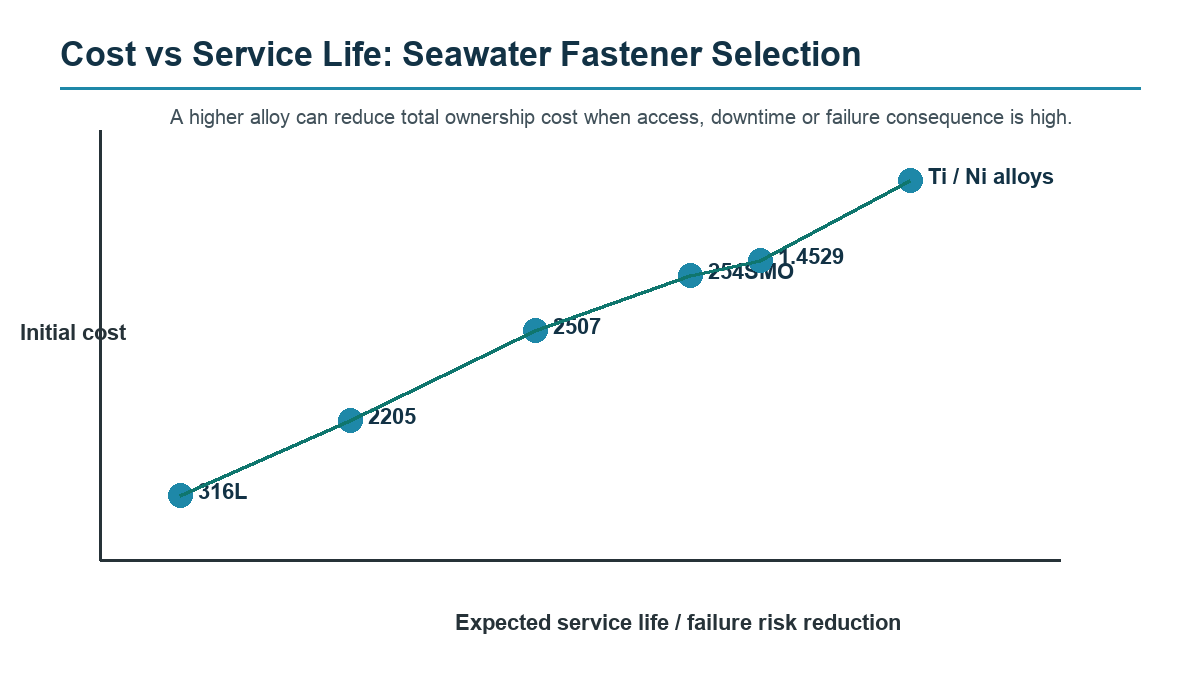
23. Náklady verzus životnosť
Najnižšia kúpna cena nie je vždy najnižšími nákladmi počas životného cyklu. Výmena spojovacích prvkov na pobrežnej plošine, v odsoľovacom zariadení, výmenníku tepla alebo čerpacom potrubí môže vyžadovať odstavenie, prístupové zariadenia, bezpečnostné povolenia a výmenu tesnení. Lacný spojovací prvok z ocele 316L, ktorý predčasne zlyhá, môže byť oveľa drahší ako spojovací prvok z vyššej legovanej ocele, ktorý vydrží stanovený servisný interval.
Náklady by sa mali posúdiť vzhľadom na následky poruchy. Pre prístupný nekritický hardvér môže byť racionálna oceľ 316L alebo 2205. Pre tlakové príruby s morskou vodou, služby so soľným roztokom alebo lokality na mori, kde je prístup ťažký, sa pri výpočte celkových nákladov často uprednostňujú možnosti z ocele 2507, 254SMO, 1.4529, titánu alebo niklových zliatin.
| Nákladový faktor | Rozhodnutie o nízkolegovaných materiáloch | Rozhodnutie o vyššej zliatine | Vplyv životného cyklu |
|---|---|---|---|
| Počiatočná kúpna cena | Nižšie | Vyššia | Len jedna časť celkových nákladov |
| Prístup k inšpekcii | Ľahké | Ťažké | Vyššia legujúca zliatina môže znížiť záťaž na údržbu |
| Náklady na odstavenie | Nízka | Vysoká | Dôsledky poruchy vedú k modernizácii materiálu |
| Dodacia lehota | Krátky | Dlhšie | Naplánujte si obstarávanie včas |
| Riziko nahradenia | Prijateľné | Neprijateľné | Použite konzervatívny výber materiálu |
24. Kontrolný zoznam špecifikácií kupujúceho
Dobrý dopyt po spojovacích prvkoch pre morskú vodu by mal definovať použitie, prostredie a požadovanú dokumentáciu. Namiesto toho, aby ste sa pýtali iba na skrutky z nehrdzavejúcej ocele pre morskú vodu, uveďte triedu, normu, rozmery, normu závitu, požadovanú pevnosť, povrchovú úpravu, MTC, PMI, pasiváciu, množstvo, teplotu, koncentráciu chloridov, očakávania v oblasti kreslenia a balenia.
| Položka kontrolného zoznamu | Čo špecifikovať | Prečo je to dôležité |
|---|---|---|
| Trieda materiálu | 316L, 2205, 2507, 904L, 254SMO, 1.4529, titán, zliatina niklu | Vyhýba sa vágnym formuláciám pre námornú dopravu |
| Štandard | ASTM, DIN, ISO, ASME alebo výkres | Definuje geometriu a základ testovania |
| Rozmery | Priemer, dĺžka, typ hlavy/matice | Montáž a inštalácia ovládacích prvkov |
| Štandard závitu | Metrické, UNC/UNF, rozstup, tolerancia | Zabraňuje problémom s montážou |
| Sila | Požiadavka na triedu nehnuteľnosti alebo projekt | Zaisťuje predpínaciu kapacitu |
| Povrchová úprava | Opracované, morené, pasivované, čistené | Podporuje odolnosť voči korózii |
| MTC | EN 10204 3.1, ak sa vyžaduje | Dokumenty o materiálovom teple a chémii |
| PMI | Vyžaduje sa pre kritické zliatiny | Znižuje riziko substitúcie |
| Životné prostredie | Priama morská voda, zóna striekania, soľanka, teplota | Výber materiálu pre vodiace lišty |
| Kreslenie | Vyžaduje sa pre vlastné spojovacie prvky | Ovláda neštandardné funkcie |
| Balenie | Značenie, segregácia, exportné balenie | Chráni sledovateľnosť |
25. Bežné chyby kupujúcich
Najčastejšou chybou je výber ocele 316L pre priame použitie v morskej vode bez vyhodnotenia rizika vzniku štrbín. Druhou chybou je predpoklad, že morská kvalita znamená vhodnosť pre každú aplikáciu s morskou vodou. Medzi ďalšie chyby patrí ignorovanie stojatej morskej vody, výber iba podľa ceny, miešanie nekompatibilných materiálov, ignorovanie odierania, vynechávanie pasivácie, nevyžadovanie MTC alebo PMI, podcenenie dodacej lehoty a nepopísanie skutočného prostredia.
Nákupný technik môže znížiť riziko tým, že pred objednaním položí niekoľko technických otázok: Bude spojovací prvok ponorený? Je voda stojatá alebo tečie? Je tam štrbina medzi podložkou alebo tesnením? Aká je teplota? Je spoj kritický? Dá sa skontrolovať? Sú tam odlišné kovy? Odpovede často menia odporúčaný materiál.

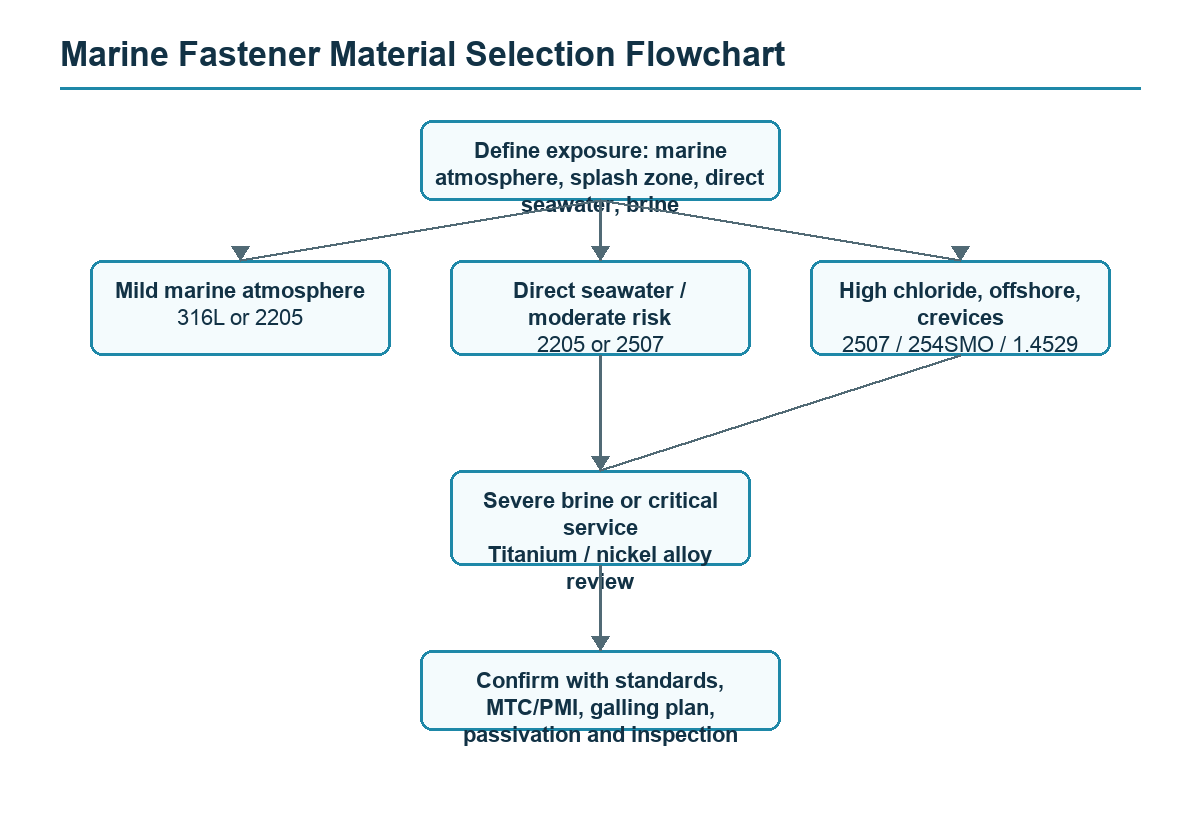
26. Vývojový diagram výberu materiálu
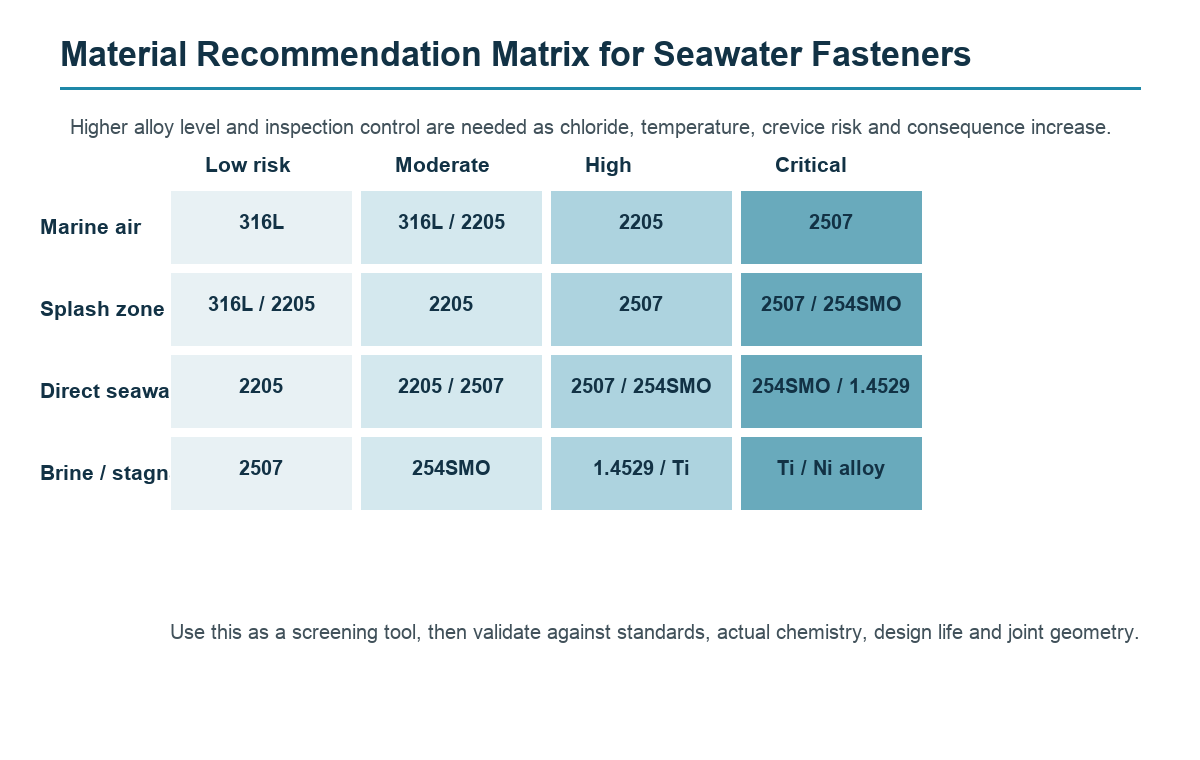
Ako skríningové pravidlo sa v miernom morskom prostredí môže použiť oceľ 316L alebo 2205. Priama morská voda so stredným rizikom často ukazuje na oceľ 2205 alebo 2507. Vysoký obsah chloridov, vystavenie na mori alebo riziko vzniku trhlín ukazujú na oceľ 2507, 254SMO alebo 1.4529. Pre silnú soľanku alebo kritickú prevádzku je potrebné vyhodnotenie titánovej alebo niklovej zliatiny.
27. Záverečná tabuľka odporúčaní
| Aplikácia | Odporúčaný materiál | Alternatíva | Poznámky |
|---|---|---|---|
| Mierna morská atmosféra | 316L | 2205 | Použite, ak je prístup k čisteniu a kontrole dobrý |
| Terasové kovanie so záťažou | 2205 | 2507 | Zvážte koncentráciu soli za mokra a za sucha |
| Priama príruba pre morskú vodu | 2507 | 254SMO / 1,4529 | Vyhodnoťte štrbiny podložiek a tesnení |
| Zóna striekania na mori | 2507 | 254SMO / 1.4529 / niklová zliatina | Vysoké následky a náročnosť údržby |
| Odsoľovacia soľanka | 254SMO / 1,4529 | Zliatina titánu a niklu | Môže dominovať vysoká hladina chloridov a teplota |
| Výmenník tepla s morskou vodou | Titán | 254SMO / niklová zliatina | Návrh rúrkového plechu a zariadenia |
| Služba chemických chloridov | 904L / 1,4529 | C276 / 625 | Závisí od chémie kyselín |
| Zákazkové OEM námorné spojovacie prvky | Projektovo špecifické | Duplex / superduplex / špeciálna zliatina | Poskytnite výkres, zaťaženie a prostredie |
Ďalšie technické poznámky k preskúmaniu špecifikácie
Vyššie uvedené tabuľky majú pomôcť pri výbere vhodných materiálov, ale konečná špecifikácia by sa mala porovnať so skutočným rozsahom používania. Výber upevňovacieho prvku odolného voči morskej vode je zvyčajne konzervatívny, keď je upevňovací prvok odolný voči tlaku, je neprístupný, je súčasťou zdvíhacieho alebo konštrukčného zariadenia alebo je nainštalovaný na mieste, kde je potrebné jeho výmena odstaviť. Menej konzervatívny môže byť, keď je upevňovací prvok mierne zaťažený, ľahko sa kontroluje, nie je neustále zmáčaný a nie je spojený s kritickým tesniacim povrchom. Toto rozlíšenie je dôležité, pretože tá istá zliatina môže byť dobrou voľbou na jednom mieste a zlou voľbou len niekoľko metrov odtiaľto.
Napríklad skrutka z nehrdzavejúcej ocele 316L použitá na odnímateľnom kryte v suchej miestnosti s lodným vybavením môže dobre fungovať roky, ak sa vyčistia usadeniny soli a spoj nie je náchylný na trhliny. Závrtná skrutka z nehrdzavejúcej ocele 316L použitá na prírube s teplou morskou vodou s podložkami a tesnením sa môže oveľa skôr prepichnúť alebo prasknúť. Označenie materiálu je rovnaké, ale prístup kyslíka, koncentrácia chloridov, teplota, napätie a geometria spoja sú odlišné. Preto spoločnosť AODSON povzbudzuje kupujúcich, aby opísali skutočné prostredie, nielen názov odvetvia.
Hranice materiálu a spúšťače vylepšení
Užitočným spôsobom rozhodovania je definovať spúšťače modernizácie. Ak bude spojovací prvok vystavený iba slanému vzduchu a pravidelnému čisteniu, môže stačiť 316L alebo 2205. Ak bude spojovací prvok vystavený priamemu kontaktu s morskou vodou, stojatým dutinám, teplej vode alebo opakovanej koncentrácii soli za mokra a za sucha, 2205 sa stáva minimálnym bodom diskusie a často je vhodnejšia 2507. Ak sú prítomné tesniace štrbiny, soľanka, zlý prístup alebo dlhá projektovaná životnosť, mali by sa do kontroly zaradiť 254SMO a 1.4529. Ak prevádzka zahŕňa silnú soľanku, agresívnu chemickú kontamináciu alebo veľmi vysoké následky poruchy, pred schválením objednávky by sa mali vyhodnotiť titánové alebo niklové zliatiny.
Cesta modernizácie nie je ovplyvnená len koróziou. Aj pevnosť môže zmeniť rozhodnutie. Duplexné a superduplexné triedy poskytujú vyššiu pevnosť ako bežné austenitické nehrdzavejúce ocele, čo môže byť užitočné pre predpätie príruby. Vyššia pevnosť však tiež znamená, že je potrebné prehodnotiť konštrukciu spoja, kompatibilitu matíc, závitové uchytenie a metódu uťahovania. Spojovací prvok s vyššou pevnosťou použitý s nevhodnou maticou alebo so slabým mazaním môže stále spôsobiť nespoľahlivé predpätie alebo odieranie počas uťahovania.
Dostupnosť je ďalším praktickým obmedzením. Štandardné spojovacie prvky z ocele 316L sa dajú ľahko kúpiť, zatiaľ čo spojovacie prvky z ocele 2507, 254SMO, 1.4529, titánových a niklových zliatin môžu vyžadovať zákazkovú výrobu, špeciálny tyčový materiál, dlhšiu dodaciu lehotu a dôkladnejšiu dokumentáciu. Kupujúci, ktorý čaká s určením prémiovej zliatiny až do dátumu montáže, môže byť nútený robiť kompromisy. Včasná kontrola materiálu dáva výrobcovi čas na zabezpečenie správneho materiálu, overenie MTC, opracovanie alebo tvarovanie závitov, kontrolu rozmerov a prípravu sledovateľného balenia.
Detaily dizajnu, ktoré zvyšujú riziko vzniku štrbín
Štrbinová korózia je často rozhodujúcim spôsobom poruchy spojovacích prvkov vystavených morskej vode. Štrbiny sa objavujú pod plochými podložkami, vo vnútri slepých závitových otvorov; kontext špecifický pre podložky pozri Prečo sú podložky z nehrdzavejúcej ocele dôležité v náročných priemyselných prostrediach, pod hlavami skrutiek, medzi maticovými plochami a prírubami, medzi tesneniami a kovovými plochami, pod usadeninami a vnútornými koreňmi závitov. Spoj, ktorý zvonku vyzerá otvorený, môže obsahovať viacero tienených oblastí, kde sa stojatá morská voda môže stať kyslou a bohatou na chloridy. Pretože spojovacie prvky sú zámerne upnuté, kontaktný tlak, ktorý spôsobuje utesnenie spoja, môže tiež sťažiť obnovu kyslíka v tienenej oblasti.
Dobrý návrh môže toto riziko znížiť. Vyhnite sa zbytočným podložkám, ak to návrh umožňuje. Používajte hladké ložiskové povrchy. Vyhnite sa slepým otvorom, ktoré zachytávajú morskú vodu. Zabezpečte odvodnenie, ak je to možné. Zabráňte tvorbe nepriaznivých galvanických článkov z rôznych kovov. Vyberte materiály tesnení a podložiek, ktoré nespôsobujú neočakávanú kontamináciu alebo nasiaknutie. Ak sa nedá vyhnúť štrbinám, vyberte materiál s dostatočnou odolnosťou proti korózii v štrbinách a starostlivo špecifikujte povrchovú úpravu a čistenie.
Riziko vzniku štrbín sa tiež časom mení. Čistá príruba v deň inštalácie môže po mesiacoch prevádzky hromadiť kryštály soli, biologické usadeniny alebo produkty korózie. V zónach postriekania môže opakované navlhčenie a sušenie zanechať koncentrované usadeniny soli, aj keď spojovací prvok nie je ponorený. V odsoľovacích zariadeniach sa malé netesnosti môžu odparovať a zanechávať vysoko koncentrovanú soľanku okolo vonkajších skrutiek. Údržbárske tímy by mali kontrolovať nielen viditeľnú hrdzu, ale aj nahromadené usadeniny a známky zafarbenia okolo podložiek a matíc.
Riadenie krútiaceho momentu, predpätia a oderu
Montážna prax môže byť úspešná alebo neúspešná. Nerezové a špeciálne zliatinové materiály sa počas uťahovania nesprávajú vždy ako uhlíková oceľ. Koeficient trenia sa líši v závislosti od povrchovej úpravy, maziva, stavu závitu, materiálu matice a rýchlosti montáže. Ak montážnik použije hodnotu krútiaceho momentu bez zohľadnenia týchto faktorov, skutočné predpätie môže byť príliš nízke, príliš vysoké alebo nekonzistentné v celom spoji. Nízke predpätie môže spôsobiť únik a trenie; nadmerné predpätie môže poškodiť závity, zvýšiť napätie a vytvoriť vyššie riziko praskania alebo zadretia.
Zarezávanie je obzvlášť dôležité pre austenitické nehrdzavejúce ocele, superaustenitické nehrdzavejúce ocele, duplexné nehrdzavejúce ocele a titán. Keď sa povrchy závitov prilepia pod tlakom, upevňovací prvok sa môže zaseknúť pred dosiahnutím cieľového predpätia. Poškodené závity sa potom môžu stať iniciačnými miestami korózie alebo znemožniť ich budúce odstránenie. Preventívne opatrenia zahŕňajú čisté závity, kontrolovanú drsnosť povrchu, kompatibilné materiály matíc a skrutiek, vhodné mazanie, pomalšiu rýchlosť montáže, správne nástroje a postup uťahovania, ktorý zodpovedá faktoru maziva.
Pre kritické skrutkové spojenie prírub môžu inžinieri použiť napínacie zariadenia, hydraulické nástroje na určovanie momentu alebo riadené uťahovacie postupy. Špecifikácia materiálu by mala podporovať túto metódu inštalácie. Ak projekt vyžaduje montáž bez použitia mazív z dôvodu obáv z kontaminácie procesu, riziko oderu by sa malo preskúmať ešte dôkladnejšie. V niektorých prípadoch sa môže zvoliť zámerné párovanie materiálov matíc/skrutiek alebo stratégia náteru, ale nátery v morskej vode sa musia vyhodnotiť z hľadiska galvanického poškodenia a rizika krehnutia.
Kontrola, dokumentácia a sledovateľnosť
Spojovacie prvky s morskou vodou sa často nakupujú v malých rozmeroch, ale používajú sa vo vysoko rizikových systémoch. Sledovateľnosť chráni kupujúceho aj výrobcu. Číslo tavenia spojené s certifikátom mlyna pomáha potvrdiť chemické zloženie. Testovanie PMI znižuje pravdepodobnosť, že materiály 316L, 2205, 2507, 904L, 254SMO alebo 1.4529 boli zmiešané počas rezania, obrábania, čistenia alebo balenia. Kontrola rozmerov potvrdzuje, že rozmery závitu, dĺžky, drieku, hlavy, matice a podložky zodpovedajú norme alebo výkresu.
Norma EN 10204 typ 3.1 MTC sa bežne vyžaduje pre technické spojovacie prvky, keď je dôležitá identita materiálu. V prípade prémiových zliatin by kupujúci mali zvážiť aj PMI na hotových alebo polotovarových dieloch, najmä ak sa v tom istom zariadení vyrába niekoľko druhov nehrdzavejúcej ocele a niklu. V závislosti od normy a triedy pevnosti sa môže vyžadovať mechanické testovanie. V prípade zákazkovo obrábaných spojovacích prvkov je výkres s toleranciami spoľahlivejší ako slovný popis.
Balenie je súčasťou sledovateľnosti. Hotové spojovacie prvky by mali byť v prípade potreby triedené podľa triedy, veľkosti a teploty. Vrecká, kartóny alebo drevené debny by mali chrániť závity pred nárazmi a zabrániť ich zmiešaniu. Pri exportných zásielkach ochrana proti vlhkosti a jasné označenie znižujú pravdepodobnosť, že čisté pasivované spojovacie prvky dorazia poškodené alebo kontaminované. Tieto detaily môžu vyzerať bežne, ale sú dôležité, keď sa spojovacie prvky inštalujú v prostredí s chloridmi.
Normy a pomenovanie stupňov
Názvy materiálov môžu byť mätúce, pretože kupujúci môžu používať obchodné názvy, čísla EN, čísla UNS alebo bežné skratky. 254SMO sa bežne spája s UNS S31254 a EN 1.4547. 1.4529 sa spája s UNS N08926 / Alloy 926. 2507 sa spája s UNS S32750, zatiaľ čo superduplex sa môže v závislosti od projektu vzťahovať aj na súvisiace triedy, ako napríklad S32760. 2205 je často UNS S32205 alebo S31803 a presné označenie by malo byť uvedené v špecifikácii nákupu.
Záleží aj na normách pre spojovacie prvky. Samotný druh materiálu nedefinuje typ hlavy, toleranciu závitu, mechanické vlastnosti, testovanie ani rozmery. Kupujúci môže potrebovať požiadavky ASTM, ASME, ISO, DIN alebo špecifické požiadavky projektu v závislosti od toho, či ide o šesťhrannú skrutku, závitovú skrutku, závitovú tyč, ťažkú šesťhrannú maticu, skrutku s vnútorným šesťhranom, podložku alebo zákazkový komponent. V prípade neštandardných spojovacích prvkov by mal výkres zobrazovať rozmery, tolerancie, dĺžku závitu, skosenia, povrchovú úpravu a všetky požiadavky na označenie.
Ak sú štandardy v rozpore s dostupnosťou, výrobca a kupujúci by mali tento problém vyriešiť pred začatím výroby. Niektoré prémiové zliatiny nie sú skladom v každom štandardnom tvare spojovacích prvkov. V takom prípade môže byť praktickou cestou zákazkové obrábanie z overeného tyčového materiálu. Toto je bežné pre spojovacie prvky zo špeciálnych zliatin používané v čerpadlách na morskú vodu, ventiloch, výmenníkoch tepla, pobrežných zariadeniach a odsoľovacích systémoch.
Galvanická kompatibilita v námorných zostavách
Ku galvanickej korózii dochádza, keď sú odlišné kovy elektricky prepojené v elektrolyte, ako je napríklad morská voda. Menej ušľachtilý materiál je náchylnejší na koróziu. Titánový spojovací prvok môže byť sám o sebe veľmi odolný, ale ak je nainštalovaný do menej ušľachtilej konštrukcie bez izolácie, môže to ovplyvniť okolitý komponent. Nerezové spojovací prvok z hliníka, uhlíkovej ocele, zliatiny medi alebo potiahnuté konštrukcie sa musia posudzovať s ohľadom na celú zostavu.
Pomer plôch je dôležitý. Malý, menej ušľachtilý spojovací prvok spojený s veľkým ušľachtilým povrchom môže rýchlo korodovať. Veľká, menej ušľachtilá konštrukcia spojená s malými ušľachtilými spojovacími prvkami sa môže správať odlišne, ale lokálne napadnutie okolo spoja môže stále nastať. Môžu sa použiť izolačné podložky, objímky, nátery alebo kompatibilné materiály, ale každý z nich má svoje obmedzenia. Nátery sa môžu počas uťahovania poškodiť a izolačné materiály môžu vytvárať trhliny. Konštrukcia by mala vyvážiť galvanické oddelenie s reguláciou štrbín a mechanickou spoľahlivosťou.
Príklady aplikácií pre inžinierov a nákupcov
Predstavte si kryt čerpadla na morskú vodu v pobrežnom závode. Skrutky sú vystavené štrbinám v tesnení, cyklickej údržbe, možnému úniku a teplej morskej vode. Ak si kupujúci vyberie oceľ 316L len preto, že je bežná, spoj môže čeliť jamkovej a štrbinovej korózii. Pri dôkladnejšom preskúmaní by sa mohli zvážiť ocele 2507, 254SMO alebo 1.4529 v kombinácii s pasivovanými povrchmi, kontrolovaným krútiacim momentom a zdokumentovaným PMI. Najlepšia voľba závisí od požiadaviek výrobcu originálneho zariadenia na čerpadlo, materiálu krytu, konštrukcie tesnenia a prevádzkovej teploty.
Zvážte skrutkové upevnenie prírub na mori. Prístup je drahý, soľná hmla je neustála a cyklus mokro-suchý koncentruje chloridy. Na utesnenie príruby je potrebné vysoké predpätie a výmena môže vyžadovať odstavenie. Praktickým kandidátom je často superduplexná oceľ 2507, zatiaľ čo v náročných podmienkach môže byť vhodné použiť oceľ 254SMO, 1.4529 alebo niklovú zliatinu. Kupujúci by mal špecifikovať závrtné skrutky, ťažké šesťhranné matice a podložky ako systém, nie ako nesúvisiace položky.
Zvážte odsoľovacie soľankovú linku. Koncentrácia chloridov môže prekročiť prirodzenú morskú vodu, teplota sa môže zvýšiť a okolo netesností sa môžu tvoriť usadeniny. Materiál, ktorý prežije morskú atmosféru, môže v štrbinách soľanky rýchlo zlyhať. V závislosti od tlaku, teploty, chemického zloženia a následkov poruchy môže byť vhodným riešením titánová alebo niklová zliatina 254SMO, 1.4529. Cenová ponuka by mala od začiatku obsahovať požiadavky na certifikáciu materiálu, pasiváciu, označovanie a balenie.
Ako môže AODSON podporiť zákazkové spojovacie prvky s morskou vodou
Spoločnosť AODSON dokáže podporovať konštrukčné spojovacie prvky tam, kde štandardné katalógové diely nestačia, v súlade so širšou ponukou. výroba námorného hardvéru na mieru schopnosť. Medzi typické požiadavky na mieru patria neštandardné dĺžky, špeciálne závity, svorníky, ťažké matice, podložky, obrábané komponenty, prvky založené na výkresoch a špeciálne legované materiály. Pri aplikáciách s morskou vodou by výrobný postup mal začať dostupnosťou a overením materiálu, potom prejsť cez rezanie, obrábanie, závitovanie, čistenie, pasiváciu, ak je to potrebné, kontrolu, dokumentáciu a balenie.
Najužitočnejšie informácie zahŕňajú výkres alebo normu, druh materiálu, množstvo, detaily závitu, požiadavky na pevnosť, stav povrchu, prevádzkové prostredie, hladinu chloridov, teplotu, kontaktné materiály, požiadavky na kontrolnú dokumentáciu a cieľovú dodaciu lehotu. Na základe týchto informácií môže spoločnosť AODSON vyhodnotiť, či je 316L, 2205, 2507, 904L, 254SMO, 1.4529 / zliatina 926, titánová alebo niklová zliatina správnym smerom výroby.
V prípade projektov, kde si kupujúci ešte nie je istý, ktorá zliatina je správna, spoločnosť AODSON s ním môže prediskutovať kompromisy medzi odolnosťou proti korózii, pevnosťou, obrobiteľnosťou, nákladmi a dodacou lehotou. Cieľom nie je predpísať najdrahšiu zliatinu; cieľom je vybrať materiál spojovacieho prvku a plán kvality, ktorý zodpovedá skutočnému vystaveniu morskej vode a následkom poruchy.
Stopy vyšetrovania zlyhania
Keď zlyhá spojovací prvok s morskou vodou, prvou otázkou by nemalo byť len to, aká zliatina bola použitá. Dôkladné vyšetrenie skúma miesto zlomu, morfológiu korózie, usadeniny, záznam o inštalácii, materiál matice a podložky, stav tesnenia, históriu čistenia a akékoľvek dôkazy o substitúcii. Jamková korózia sa často prejavuje ako malé lokálne dutiny s produktmi korózie. Štrbinová korózia sa často objavuje pod podložkami, vo vnútri tienených závitov alebo okolo okrajov tesnenia. Odieranie zanecháva roztrhnuté povrchy závitov a môže byť sprevádzané neúplným predpätím. Praskanie v dôsledku korózie v dôsledku napätia spôsobené chloridmi môže vykazovať rozvetvené trhliny s obmedzenou všeobecnou koróziou.
Fotografie pred čistením sú cenné, pretože usadeniny a škvrny môžu ukázať, kde sa zachytila morská voda. Chemická analýza usadenín môže identifikovať koncentráciu chloridov alebo kontamináciu. PMI chybného spojovacieho prvku a priľahlého kovania môže potvrdiť, či nainštalovaný materiál zodpovedal objednávke. Skúšanie tvrdosti a mechanické skúšky môžu odhaliť, či spojovací materiál splnil požiadavky na pevnosť. Preskúmanie poruchy, ktoré ignoruje inštaláciu a geometriu spoja, môže nesprávne obviniť zliatinu, pričom skutočnou príčinou bola štrbina, nesprávne párovanie matíc, poškodený závit alebo chýbajúca pasivácia.
Poznatky z vyšetrovania porúch by mali byť spätne premietnuté do ďalšej špecifikácie. Ak sa chybný spojovací prvok z ocele 316L nachádzal v priamej štrbine v dôsledku morskej vody, prechod na oceľ 2205 nemusí stačiť. Ak sa spojovací prvok z ocele 2507 pokazil v dôsledku oderu počas inštalácie, samotná vyššia zliatina problém nevyrieši; riešenie môže vyžadovať lepšiu povrchovú úpravu závitu, mazivo, párovanie matíc a kontrolované uťahovanie. Ak galvanická korózia napadne okolitý komponent, konštrukcia zostavy môže vyžadovať izoláciu alebo inú kombináciu materiálov.
Plánovanie údržby a kontrol
Aj správny materiál má prospech z plánovania kontrol. Námorné a pobrežné prostredie sa časom mení. Hromadia sa usadeniny soli, poškodzujú sa nátery, starnú tesnenia, začínajú sa úniky a údržbárske tímy môžu vymeniť jeden komponent za iný stupeň. Špecifikácia spojovacieho prvku by sa preto mala spárovať s intervalmi kontrol, ktoré zodpovedajú riziku. Prístupné palubné kovanie je možné skontrolovať vizuálne. Kritické skrutkové spojenie prírub môže vyžadovať plánované kontroly krútiaceho momentu, kontroly tesnosti, odstránenie usadenín a plánovanie výmeny počas odstávok.
Pri kontrole by sa malo hľadať zafarbenie okolo podložiek a matíc, usadeniny v tienených oblastiach, jamky na odkrytých koncoch závitov, uvoľnenie, chýbajúce mazanie, poškodené ochranné krytky a známky kontaktu s odlišnými kovmi. V odsoľovacích zariadeniach si oblasti v blízkosti únikov soľanky zaslúžia osobitnú pozornosť, pretože odparovanie môže koncentrovať chloridy ďaleko za hranicami prirodzenej morskej vody. V pobrežných zónach s rozstrekom môže cyklus mokro-sucho vytvárať soľné kôry, ktoré zakrývajú skorú koróziu. Čistenie by sa malo vykonávať bez nástrojov z uhlíkovej ocele, ktoré kontaminujú nehrdzavejúce povrchy.
Plán údržby tiež ovplyvňuje ekonomické rozhodnutie. Ak je možné spojovací prvok lacno vymeniť počas bežnej údržby, môže byť prijateľná mierna zliatina. Ak je spojovací prvok inštalovaný na mieste, kde prístup vyžaduje lešenie, lanový prístup, podopretie plavidla alebo odstavenie zariadenia, môže byť vyššia zliatina možnosťou s nižším rizikom. Preto by sa nákupné tímy mali pred finalizáciou triedy opýtať technických a údržbárskych tímov na prístup a následky poruchy.
Jazyk obstarávania, ktorý znižuje riziko
Jasný jazyk obstarávania predchádza mnohým problémom. Namiesto označenia „námorná nerezová skrutka“ by špecifikácia mohla uvádzať: závitová skrutka ASTM alebo DIN, materiál UNS S32750 / 2507, norma a tolerancia závitu, požadovaný materiál matice, pasivovaný povrch, EN 10204 3.1 MTC, správa PMI, sledovateľnosť tavného čísla, chránené vývozné balenie a použitie v priamom servise prírub s morskou vodou. Toto znenie hovorí výrobcovi, čo sa musí kontrolovať, a kupujúcemu, aké dôkazy môže očakávať pri dodaní.
Ak projekt vyžaduje konkrétnu normu, uveďte ju. Ak je spojovací prvok vyrobený na mieru, priložte výkres. Ak nie je povolená náhrada, jasne to uveďte. Ak je možné zvážiť ekvivalentné triedy, uveďte prijateľné označenia UNS alebo EN a pred výrobou vyžadujte schválenie. Ak je prostredie neznáme, neskrývajte túto neistotu; vysvetlite známe vystavenie a požiadajte výrobcu, aby identifikoval predpoklady. Dobrá komunikácia na začiatku obstarávania je oveľa lacnejšia ako zistenie až po dodaní, že bola dodaná nesprávna zliatina, závit alebo dokumentácia.
Pre kupujúcich OEM je opakovateľnosť dôležitá. Po overení špecifikácie spojovacieho prvku s morskou vodou je potrebné udržiavať konzistentnosť revízií výkresov, triedy materiálu, dodávateľského procesu, záznamov o kontrolách a požiadaviek na balenie. Zmena jedného detailu s cieľom ušetriť náklady môže zmeniť odolnosť voči korózii. Zdokumentovaný schvaľovací proces pomáha predchádzať náhodnému zníženiu kvality pri zmenách nákupných tímov, tovární alebo projektov.
Vyváženie inžinierskej marže s rozpočtom
Konzervatívny výber materiálu nie je vždy najdrahší materiál. Je to materiál, ktorý poskytuje primeranú rezervu pre skutočné riziko. Pre nízkorizikové morské prostredie môže byť výber niklovej zliatiny zbytočný. Pre náročné použitie v soľnom roztoku nie je výber ocele 316L z dôvodu jej nízkej ceny konzervatívny; prenáša náklady na údržbu a riziko poruchy. Správna rovnováha zohľadňuje obstarávaciu cenu, dodaciu lehotu, prestoje, prístup k náhradným dielom, bezpečnostné dôsledky a pravdepodobnosť lokálnej korózie.
Inžinieri môžu použiť postupný výber. Najprv odstráňte materiály, ktoré sú zjavne nevhodné na danú expozíciu. Potom porovnajte zostávajúce materiály podľa koróznej rezervy, pevnosti, vyrobiteľnosti, noriem, dostupnosti a rizika inštalácie. Nakoniec zdokumentujte, prečo je vybraná trieda prijateľná. Tento záznam pomôže budúcim tímom údržby pochopiť výber a pomôže kupujúcim vyhnúť sa neschváleným náhradám.
Úlohou spoločnosti AODSON ako výrobcu spojovacích prvkov je premeniť toto rozhodnutie na spoľahlivý produkt: overený materiál, presné rozmery, kontrolované závity, čisté povrchy, kontrolné dokumenty a balenie, ktoré zachováva sledovateľnosť. Pre aplikácie s morskou vodou je táto výrobná disciplína rovnako dôležitá ako názov zliatiny vytlačený na objednávke.
Kritériá prijatia materiálu a výroby
V prípade kritických projektov s morskou vodou by sa kritériá prijatia mali spísať pred začiatkom výroby. Kupujúci a výrobca by sa mali dohodnúť na presnom označení materiálu, prijateľných normách, rozmerových toleranciách, metóde kontroly závitov, stave povrchu, označovaní, dokumentácii a metóde balenia. Ak sa vyžaduje PMI, definujte, či sa vykonáva na surovine, hotových dieloch alebo na pláne odberu vzoriek. Ak sa vyžaduje pasivácia, definujte očakávania procesu a či je potrebná vizuálna čistota, neprítomnosť kontaminácie železom alebo ďalšie testovanie.
Kritériá prijatia by mali tiež popisovať, čo sa stane, ak diel nespĺňa požiadavky. Napríklad nesprávny druh materiálu by sa nemal preznačovať ani nahrádzať bez schválenia. Poškodené závity by sa nemali posielať do prírubovej aplikácie s morskou vodou, pretože poškodenie závitu môže zvýšiť odieranie a znížiť spoľahlivosť predpätia. Zmiešané tavby by sa mali oddeliť, ak sa vyžaduje sledovateľnosť. Tieto pravidlá sa ľahšie dodržiavajú, keď sú súčasťou špecifikácie nákupu, ako keby sa o nich diskutovalo až po zistení problému pri kontrole.
Kontrola výrobného postupu je obzvlášť užitočná pre zákazkové spojovacie prvky. Rezané závity môžu byť praktické pre malé série alebo špeciálnu geometriu, zatiaľ čo valcovanie závitov môže byť uprednostňované tam, kde to geometria a množstvo umožňujú. CNC obrábanie môže produkovať presné ramená, stopky, hlavy a neštandardné prvky, ale je potrebné kontrolovať stopy po obrábaní a otrepy. Čistenie po obrábaní zabraňuje usadzovaniu triesok, olejov a nečistôt na diele. Každý krok by mal podporovať konečné požiadavky na výkon pri morskej vode, nielen rozmery výkresu.
Nakoniec by prijatie malo zahŕňať stav balenia pri preprave. Spojovacie prvky z prémiových zliatin, ako sú 2507, 254SMO, 1.4529, titánové a niklové zliatiny, by nemali prísť so zmiešanými akosťami, poškodenými závitmi alebo nechránenými povrchmi. Jasné štítky, sledovateľnosť tepla, chránené konce závitov a exportné balenie odolné voči vlhkosti pomáhajú zabezpečiť, aby spojovací prvok nainštalovaný na mieste bol rovnakým overeným spojovacím prvkom, ktorý prešiel kontrolou v továrni.
Tento prístup je obzvlášť užitočný pre opakovaných odberateľov v námornom a pobrežnom priemysle. Keď sa overí trieda, výrobný postup a kontrolný balík, možno ich opätovne použiť ako kontrolovanú špecifikáciu pre budúce projekty. Táto konzistentnosť skracuje čas potrebné na inžinierske preskúmanie, zlepšuje presnosť nákupu a zabraňuje náhodnému zníženiu triedy kvality, keď sa objednávka na náhradu zadá o mesiace alebo roky neskôr. V prevádzke s morskou vodou je opakovateľnosť súčasťou spoľahlivosti, pretože odolnosť voči korózii závisí od celého reťazca od výberu zliatiny až po presný spojovací prvok nainštalovaný v spoji.
28. Často kladené otázky
Aký je najlepší nerezový spojovací materiál do morskej vody?
Neexistuje jeden najlepší materiál pre všetky podmienky morskej vody. Pre náročné priame použitie v morskej vode sú ocele 2507, 254SMO a 1.4529 často pevnejšími kandidátmi ako 316L; pre náročné alebo kritické použitie môžu byť potrebné zliatiny titánu alebo niklu.
Je 316L vhodná na upevňovacie prvky s morskou vodou?
316L môže byť vhodný pre mierne morské prostredie, ale často je riskantný v priamom kontakte s morskou vodou, stojatými zónami, teplým chloridovým prostredím a štrbinami pod podložkami alebo tesneniami.
Je 2205 lepšia ako 316L pre morskú vodu?
Áno, 2205 vo všeobecnosti ponúka lepšiu odolnosť voči chloridom a vyššiu pevnosť ako 316L. Je to praktické vylepšenie pre mnoho námorných spojovacích prvkov, ale silné prostredie morskej vody môže vyžadovať zliatiny 2507 alebo vyššie.
Je 2507 lepší ako 2205 pre morskú vodu?
Oxid 2507 má vyšší obsah legujúcich zliatin, vyšší PREN a väčšiu pevnosť ako 2205, takže sa zvyčajne uprednostňuje pre náročnejšie prostredie morskej vody a pobrežia.
Je 904L vhodný pre morskú vodu?
Oxid 904L môže byť užitočný v niektorých chloridových a kyslých prostrediach, ale nie je vždy prvou voľbou pre morskú vodu. Porovnajte ho s oceľami 2507, 254SMO a 1.4529 pre priame použitie v morskej vode alebo v prostredí s rizikom vzniku štrbín.
Je 254SMO lepší ako 904L v morskej vode?
V mnohých aplikáciách s morskou vodou s vysokým obsahom chloridov a rizikom vzniku štrbín ponúka 254SMO silnejšiu lokálnu odolnosť proti korózii ako 904L, ale konečný výber závisí od celkového prostredia a požiadaviek projektu.
Je 1,4529 vhodná pre morskú vodu?
Áno. 1.4529 / Alloy 926 je prémiová superaustenitická nehrdzavejúca oceľ používaná v prostredí s morskou vodou, odsoľovaním a chemickým chloridom.
Čo je PREN?
PREN je ekvivalentné číslo odolnosti voči bodkovaniu. Bežný vzorec pre nehrdzavejúcu oceľ je %Cr + 3,3 x %Mo + 16 x %N.
Znamená vyššia hodnota PREN vždy lepšiu odolnosť voči morskej vode?
Vyššia hodnota PREN je užitočná, ale nie je jediným kritériom. Dôležitý je aj stav povrchu, tepelné spracovanie, geometria štrbiny, teplota, napätie a galvanický kontakt.
Aký materiál je najlepší na odsoľovacie spojovacie prvky?
Pre soľanku s vysokým obsahom chloridov alebo kritické odsoľovacie zariadenia môžu byť potrebné zliatiny ocele 2507, 254SMO, 1.4529, titánu alebo niklu. V oblastiach s miernym zaťažením sa môže použiť oceľ 316L alebo 2205.
Aký materiál je najlepší na zámorské svorníky?
Superduplexná oceľ 2507 je bežným kandidátom na náročné závitové skrutky pre použitie v pobrežných prácach. Náročná alebo kritická prevádzka môže vyžadovať posúdenie ocele 254SMO, 1.4529 alebo niklovej zliatiny.
Zodrajú spojovacie prvky z nehrdzavejúcej ocele?
Áno. Austenitické a duplexné nerezové spojovacie prvky sa môžu počas uťahovania zaderovať, najmä pri vysokom zaťažení, nedostatočnom mazaní alebo drsných závitoch.
Ako sa dá predísť začervenaniu?
Používajte kvalitný závit, kompatibilné párovanie matíc a skrutiek, vhodné mazivo alebo prostriedok proti zadieraniu, kontrolovaný krútiaci moment a čistý postup montáže.
Mali by byť matice a skrutky z rovnakého materiálu?
Niekedy, ale nie vždy. Párovanie by malo spĺňať požiadavky na pevnosť, koróziu a odieranie. Mala by sa skontrolovať galvanická kompatibilita a projektové normy.
Sú titánové spojovacie prvky lepšie v morskej vode ako nehrdzavejúca oceľ?
Titán má vynikajúcu odolnosť voči korózii v morskej vode, ale pred jeho špecifikáciou je potrebné vyhodnotiť náklady, odieranie, pevnosť a galvanické účinky.
Kedy by sa mali používať spojovacie prvky zo zliatiny niklu?
Niklové zliatiny používajte vtedy, keď nehrdzavejúca oceľ neposkytuje dostatočnú odolnosť, najmä pri silnom pôsobení chloridov, kyselín, pri silných nárazoch alebo pri náročnej údržbe.
Aké kontrolné dokumenty by si mali kupujúci vyžiadať?
V prípade kritických spojovacích prvkov odolných voči morskej vode si v prípade potreby vyžiadajte MTC, PMI, záznamy o mechanických skúškach, informácie o rozmerovej kontrole a sledovateľnosti.
Je pasivácia potrebná?
Pasivácia sa často odporúča po obrábaní alebo manipulácii s nerezovými spojovacími prvkami, pretože čistý povrch podporuje odolnosť voči korózii.
Dokáže spoločnosť AODSON vyrobiť vlastné spojovacie prvky na morskú vodu?
Spoločnosť AODSON dokáže vyrobiť zákazkové spojovacie prvky odolné voči korózii z nehrdzavejúcej ocele, duplexu, superduplexu, ocele 904L, 254SMO, 1.4529, titánových a niklových zliatin podľa výkresov alebo špecifikácií.
Aké informácie sú potrebné pre cenovú ponuku?
Uveďte druh materiálu, normu, rozmery, závit, množstvo, povrchovú úpravu, kontrolné dokumenty, aplikačné prostredie, koncentráciu chloridov, teplotu a výkresy, ak je to potrebné na mieru.
29. Odborný záver
Žiadny materiál nie je najlepší pre všetky podmienky morskej vody. Výber materiálu závisí od koncentrácie chloridov, teploty, rizika vzniku štrbín, namáhania, projektovanej životnosti, prístupu na kontrolu a rozpočtu. Nerezová oceľ 316L je obmedzená v priamom kontakte s morskou vodou. Nerezové ocele 2205 a 2507 sú silnými praktickými možnosťami pre mnoho námorných a pobrežných spojovacích prvkov. Nerezové ocele 254SMO a 1.4529 sú prémiové možnosti s vysokým obsahom chloridov. V najťažších prípadoch sa používajú zliatiny titánu a niklu.
Upevňovací prvok je malá súčiastka, ale jej zlyhanie môže zastaviť čerpadlo, spôsobiť netesnosť príruby, ohroziť pripojenie plošiny alebo si vyžiadať nákladnú údržbu. Z tohto dôvodu by inžinieri mali špecifikovať zliatinu aj kontroly kvality výroby, ktoré zabezpečia spoľahlivú prevádzku zliatiny.
30. V prípade záujmu o spojovacie prvky odolné voči morskej vode kontaktujte spoločnosť AODSON.
Technická poznámka: Spoločnosť AODSON podporuje námorné spojovacie prvky, závrtné skrutky pre použitie v mori, duplexné spojovacie prvky, super duplexné spojovacie prvky, prvky 904L, prvky 254SMO, prvky zo zliatiny 1.4529 / Alloy 926, titánové spojovacie prvky a vlastné OEM spojovacie prvky odolné voči korózii. Podeľte sa o svoje výkresy, požiadavky na materiál, prostredie aplikácie a potreby kontroly, aby tím mohol vyhodnotiť praktickú výrobnú postup.










