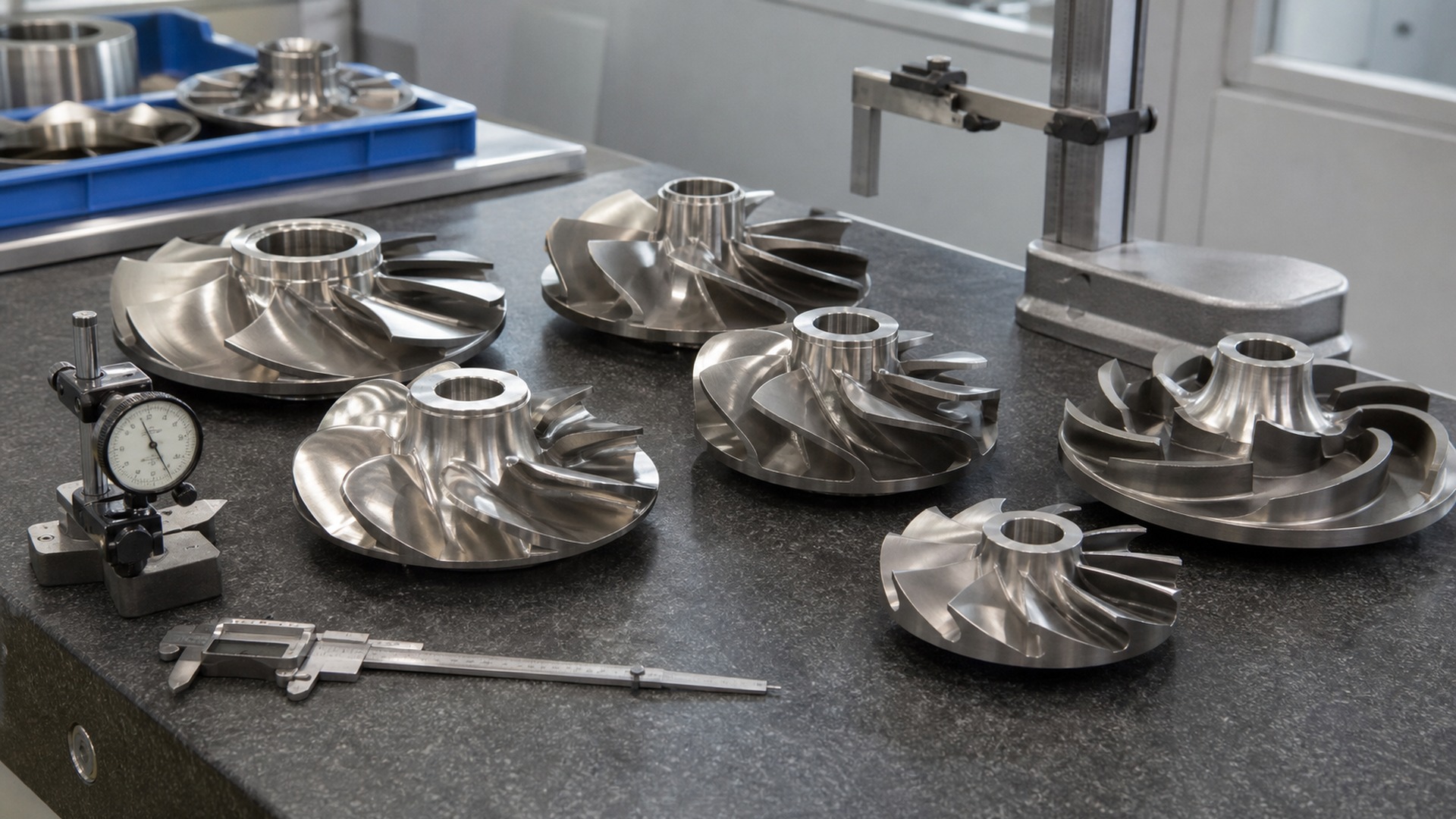
Obežné koleso čerpadla vyzerá ako kompaktná súčiastka, ale v odstredivom čerpadle vykonáva veľkú časť hydraulickej práce. Tvar lopatky, plocha priechodu, geometria náboja, stav vyváženia a povrchová úprava ovplyvňujú, ako plynulo kvapalina vstupuje do čerpadla, zrýchľuje ho a vystupuje z neho. Dobre vyrobené obežné koleso pomáha čerpadlu udržiavať účinnosť, prietok a tlak bližšie k návrhovej krivke. Zle vyrobené obežné koleso môže plytvať energiou, preťažovať ložiská, vytvárať vibrácie, skrátiť životnosť tesnenia alebo predčasne zlyhať v korozívnej prevádzke.
Táto príručka vysvetľuje, ako obežné koleso čerpadla z nehrdzavejúcej ocele sa bežne vyrába na priemyselné použitie, od výberu materiálu a odlievania na vytaviteľné metódy až po CNC obrábanie, vyváženie, kontrolu a konečnú úpravu. Diskusia je napísaná z hľadiska výroby. Nepredpokladá, že odlievanie je vždy lepšie ako výroba alebo obrábanie z polotovaru. Správny proces závisí od geometrie, prevádzkových podmienok, veľkosti dávky, požiadaviek na kontrolu a tolerancie kupujúceho voči nákladom, dodacej lehote a riziku.
Poznámka pre technickú prácu: výkon čerpadla je navrhnutý na papieri, ale je chránený v dielni. Malé chyby v hrúbke lopatiek, súososti otvoru alebo vyvážení sa môžu neskôr prejaviť ako hluk, teplo, vibrácie alebo strata tlaku.

Čo je obežné koleso čerpadla z nehrdzavejúcej ocele?
Obežné koleso z nehrdzavejúcej ocele je rotujúci hydraulický komponent, ktorý prenáša mechanickú energiu z hriadeľa na kvapalinu. V odstredivom čerpadle obežné koleso zrýchľuje kvapalinu od otvoru smerom k vonkajšiemu priemeru. Špirála alebo difúzor potom premieňa časť tejto rýchlosti na tlak. Nehrdzavejúca oceľ sa volí vtedy, keď by čerpané médium, čistiaci postup, teplota alebo prostredie mohli agresívne pôsobiť na uhlíkovú oceľ, bronz, liatinu alebo hliník.
V priemyselných čerpadlách sa používa niekoľko typov obežných kolies. A uzavreté obežné koleso má predné a zadné kryty okolo lopatiek. Je bežný v čistých kvapalinách, napájaní kotlov, úpravni vody, lodných službách a mnohých chemických čerpadlách, pretože dokáže dosiahnuť dobrú účinnosť s kontrolovaným vnútorným únikom. Nevýhodou je, že úzke priechody sú menej tolerantné, keď sú prítomné pevné látky, vlákna alebo vodný kameň.
A polootvorené obežné koleso má jeden kryt, zvyčajne na zadnej strane. Ľahšie sa čistí a toleruje niektoré suspendované pevné látky, ale vyžaduje si prísnejšiu axiálnu vôľu medzi hrotmi lopatiek a puzdrom alebo opotrebovacou doskou. A otvorené obežné koleso Nemá kryt a používa sa tam, kde je prístup k čisteniu alebo manipulácia s pevnými látkami dôležitejšia ako maximálna účinnosť. Môže byť vhodný pre kaly, spracovanie potravín, odpadové vody a niektoré opravárenské aplikácie, za predpokladu, že kryt a opotrebovávacie plochy sú na to určené.
Zmiešaný prietok Obežné kolesá pohybujú kvapalinou s radiálnou aj axiálnou zložkou. Používajú sa tam, kde je prietok vyšší a tlak stredný, napríklad v cirkulačných, zavlažovacích a veľkých vodných systémoch. Axiálny tok Obežné kolesá tlačia kvapalinu prevažne pozdĺž smeru hriadeľa. Sú bližšie k vrtuliam a používajú sa na vysokoprietokové a nízkotlakové služby, ako je napríklad regulácia záplav, chladiaca voda a cirkulácia procesov.
- Uzavreté obežné koleso: čisté kvapaliny, vyššia účinnosť, presnejšie odlievanie a kontrola obrábania.
- Polootvorené obežné koleso: stredný obsah pevných látok, ľahšie čistenie, výkon citlivý na vôľu.
- Otvorené obežné koleso: prevádzka s pevnými alebo viskóznymi látkami, nižšia účinnosť, ľahší prístup k opravám.
- Obežné koleso so zmiešaným prietokom: vyšší prietok so strednou výtlakovou hlavou.
- Axiálne obežné koleso: veľmi vysoký prietok s nízkou výtlačnou hlavou.

Výber správneho materiálu z nehrdzavejúcej ocele
Výber materiálu by mal začať s kvapalinou, nie s katalógovým zvykom. Záleží na obsahu chloridov, pH, teplote, abrazívnych pevných látkach, čistiacich chemikáliách, hladine kyslíka a pracovnom cykle. Obežné koleso z nehrdzavejúcej ocele 316 môže dobre fungovať v mnohých vodných a chemických službách, zatiaľ čo rovnaká trieda sa môže v teplých chloridových podmienkach rýchlo kaliť. Duplexná nehrdzavejúca oceľ môže vyriešiť problém s pevnosťou a chloridmi, ale zavádza prísnejšie požiadavky na tepelné spracovanie a kontrolu zlievarní.
V prípade liatych obežných kolies kupujúci často vidia skôr CF8 a CF8M ako 304 a 316. CF8 je liaty ekvivalent bežne spájaný s chémiou typu 304. CF8M je liata trieda s obsahom molybdénu bežne spájaná s odolnosťou proti korózii typu 316. A Obežné koleso CF8 môže byť ekonomický pre čistú vodu, mierne korozívne kvapaliny a všeobecné priemyselné čerpadlá. A Obežné koleso CF8M sa zvyčajne uprednostňuje pre námorné, chemické a potravinárske zariadenia, kde sa vyžaduje lepšia odolnosť voči jamkovej oxidácii.
Oceľ 316L sa používa, keď nižší obsah uhlíka pomáha znižovať riziko senzibilizácie po zváraní alebo tepelnom vystavení. Pre plne odlievané a obrábané obežné kolesá bez zvárania môže byť oceľ 316L stále špecifikovaná podľa noriem zákazníka. Duplexná oceľ 2205 a superduplexná oceľ 2507 sa používajú, keď sa hlavným problémom stáva praskanie v dôsledku korózie v dôsledku napätia v dôsledku chloridov, vyššia pevnosť alebo vystavenie morskej vode. Žiaruvzdorné nehrdzavejúce ocele a zliatiny niklu sa vyberajú pre zariadenia s horúcim plynom, horúcim olejom, agresívnymi chemikáliami alebo vysokými teplotami, kde bežné austenitické nehrdzavejúce ocele už nie sú vhodné.
| Materiál | Typické použitie | Silné stránky | Body sledovania |
|---|---|---|---|
| 304 / CF8 | Čistá voda, mierne chemické použitie, všeobecné priemyselné čerpadlá | Dobrá odolnosť proti korózii, dobrá zlievateľnosť, ekonomická | Obmedzená odolnosť voči chloridom v porovnaní s triedami molybdénu |
| 316 / CF8M | Lodné čerpadlá, chemické čerpadlá, zariadenia na potraviny a umývanie | Lepšia odolnosť voči jamkám, široko akceptovaná pre diely čerpadiel OEM | Stále zraniteľné vo vysokom obsahu chloridov alebo v horúcich stagnujúcich podmienkach |
| 316L | Zvárané zostavy, sanitárne zariadenia, nízkouhlíkové diely špecifikované zákazníkom | Nižšie riziko senzibilizácie, dobrá chemická kompatibilita | Pevnosť môže byť nižšia ako u niektorých duplexných alternatív |
| 2205 Dvojdom | Komponenty čerpadiel na morskú vodu, soľanku a vysoký tlak | Vysoká pevnosť, lepšia odolnosť voči korózii spôsobenej chloridovým namáhaním | Vyžaduje správnu úpravu roztoku a fázovú rovnováhu |
| 2507 Dvojlôžko | Náročná prevádzka s chloridmi, na mori a v náročných chemických podmienkach | Veľmi vysoká odolnosť proti jamkám a pevnosť | Vyššie náklady a prísnejšia kontrola zlievarní |
| Tepelne odolná nehrdzavejúca oceľ | Horúce procesné kvapaliny, zariadenia súvisiace s pecami alebo tepelné zariadenia | Odolnosť voči oxidácii a teplote | Overte mechanické vlastnosti pri prevádzkovej teplote |
| Niklová zliatina | Vysoko agresívne chemikálie alebo korózia pri zvýšenej teplote | Vynikajúca odolnosť proti korózii alebo teplu vo vybraných médiách | Vysoká cena, náročnosť obrábania, dlhšia dodacia lehota |
Tip 1: Neschvaľujte zliatinu len na základe názvu. Požiadajte o normu, chemické limity, podmienky tepelného spracovania a predpoklady korózie. V prípade liatych obežných kolies tiež potvrďte, či bude trieda uvedená podľa čísla tavenia a podložená záznamami spektrometra alebo PMI.

Investície Odlievanie Proces pre obežné kolesá čerpadiel
Presné odlievanie, často nazývaný vytaviteľný odliatok metódou strateného vosku, sa široko používa pre zložitú geometriu obežných kolies, pretože umožňuje vytvárať zakrivené lopatky, náboje, kryty a vnútorné kontúry s menším množstvom obrábaného materiálu ako pri odlievaní do piesku. Pre mnohé programy obežných kolies čerpadiel od výrobcov originálnych dielov (OEM) ponúka vytaviteľný odliatok praktickú rovnováhu medzi presnosťou tvaru, povrchovou úpravou, opakovateľnosťou a nákladmi.
Proces začína prehľad technických výkresov. Zlievareň kontroluje zliatinu, typ obežného kolesa, hmotnosť odliatku, hrúbku steny, geometriu lopatiek, prídavok na obrábanie, tolerančnú triedu, povrchovú úpravu a požiadavky na kontrolu. V tejto fáze sa dá predísť mnohým výrobným problémom. Pred začatím obrábania nástrojov je potrebné venovať pozornosť tenkým hrotom lopatiek, izolovaným ťažkým nábojom, ostrým prechodom medzi sekciami a slepým čistiacim oblastiam.
Ten/Tá/To voskový vzor sa vyrába v kovovej forme. Dobrá kontrola vstrekovania vosku pomáha udržiavať hrúbku lopatiek a sústrednosť náboja. Operátori kontrolujú vzor, či nie je prepadnutý, zdeformovaný, neúplne vyplnený a či sa na ňom nenachádzajú stopy po delení formy. Viaceré vzory sa potom spoja do systému koľajníc počas zhromaždenie. Vtok nie je len problémom s napájaním; ovplyvňuje aj turbulenciu, zmršťovanie, inklúziu oxidov a jednoduchosť odrezania.

Počas keramická škrupina Pri stavbe sa vosková zostava ponorí do suspenzie, potiahne sa žiaruvzdorným pieskom a vysuší. Nanáša sa niekoľko vrstiev, kým škrupina nedosiahne požadovanú pevnosť. Prvá vrstva kontroluje kvalitu povrchu, zatiaľ čo záložné vrstvy zabezpečujú pevnosť pre odparafínovanie a liatie. Schnutie škrupiny musí byť konzistentné. Zachytená vlhkosť alebo slabé vrstvy môžu spôsobiť praskliny v škrupine, inklúzie alebo prenikanie kovu.
Odparafínovanie odstráni vosk, zvyčajne v autokláve alebo bleskovým ohňom. Škrupina sa potom vypaľuje, aby sa spálil zvyškový vosk a zvýšila sa jeho pevnosť. Streľba z granátov tiež približuje formu k teplote odlievania. Nerezová oceľ sa pred natavením roztaví, chemicky upraví a skontroluje. odlievanie kovu. Teplota liatia, teplota plášťa a rýchlosť liatia musia zodpovedať geometrii. Tenké lopatky potrebujú dostatočnú tekutosť, zatiaľ čo ťažké náboje potrebujú dostatočné podávanie, aby sa predišlo zmršťovaniu.

Po chladenie, keramický plášť sa odstráni. Odliatky sa vyrežú zo systému žľabov, vtokové otvory sa brúsia a súčiastky sa podrobia tepelnému spracovaniu, ak to vyžaduje špecifikácia zliatiny. Austenitické nehrdzavejúce odliatky môžu vyžadovať rozpúšťaciu úpravu v závislosti od triedy a požiadaviek na prevádzku. Duplexné triedy vyžadujú oveľa prísnejšiu tepelnú kontrolu, aby sa zabránilo tvorbe škodlivých fáz. Čistenie, morenie, ak je špecifikované, a tryskanie pripraviť povrch na kontrolu a opracovanie.
- Preskúmanie výkresov a kontrola vyrobiteľnosti
- Vstrekovanie a kontrola voskového vzoru
- Montáž žľabu a riadenie vtoku
- Výroba a sušenie keramických škrupín
- Odparafínovanie, vypaľovanie, odlievanie a chladenie
- Rezanie, tepelné spracovanie, čistenie a tryskanie

Presnosť CNC obrábanie
Odliatok vytvára hydraulický tvar, ale obrábanie vytvára spojenie medzi obežným kolesom a hriadeľom čerpadla. presne opracované obežné koleso zvyčajne vyžaduje sústruženie, frézovanie, vyvŕtavanie, vŕtanie, obrábanie drážok a niekedy aj päťosové dokončovanie. Vŕtanie, čelné plochy náboja, vonkajší priemer, sedlá opotrebovacích krúžkov a korekčné plochy vyváženia musia byť riadené ako jeden funkčný systém.
Sústruženie používa sa pre plochy, priemery, stupne nábojov a umiestnenia opotrebovacích krúžkov. Nudné kontroluje uloženie a súososť hriadeľa. Frézovanie môže byť potrebné na čistenie otvorených lopatiek, drážok pre pero, drážok alebo vyvažovacích podložiek. Drážka pre pero, ktorá je mimo stredu, môže spôsobiť hádzanie zostavy, aj keď je priemer otvoru správny. Vyvažovací otvor alebo korekčné plochy by sa mali definovať pred začiatkom výroby, nie improvizovať po kontrole.
Typické tolerancie závisia od veľkosti obežného kolesa a výkonu čerpadla, ale uloženie otvoru je možné kontrolovať v rozmedzí niekoľkých stotín milimetra, zatiaľ čo sústrednosť a hádzanie čela sú často presnejšie ako bežné rozmery odliatkov. Povrchová úprava tesnení, otvorov a oblastí opotrebovacích krúžkov môže vyžadovať Ra 0,8 – 3,2 mikrometra. Hydraulické povrchy je možné ponechať ako odliate, obrábané, zmiešané alebo leštené v závislosti od cieľovej účinnosti a nákladov.
| Funkcia | Spoločná kontrola | Prečo je to dôležité |
|---|---|---|
| Vŕtanie hriadeľa | Veľkosť, okrúhosť, priamosť | Kontroluje uloženie, prenos krútiaceho momentu a vibrácie zostavy |
| Čelné plochy náboja | Rovinnosť a rovnobežnosť | Podporuje správnu axiálnu polohu a upnutie |
| Sedlo opotrebovaného krúžku | Priemer a sústrednosť | Kontroluje úniky a vôľu plášťa |
| Kľúčová drážka | Šírka, hĺbka, poloha | Zabraňuje uvoľneniu a hádzaniu pri montáži |
| Priechody lopatiek | Čistenie profilu a odstránenie otrepov | Chráni stabilitu a účinnosť prúdenia |
| Vyvážené povrchy | Zásoby a dostupnosť | Umožňuje kontrolovanú korekciu hmotnosti |
Tip 2: V prípade opakovaných objednávok požiadajte výrobcu, aby viedol kontrolný plán pre obrábanie referenčných bodov. Zmena referenčných bodov medzi dávkami môže zmeniť hádzavosť, aj keď sa zdá, že každý jednotlivý rozmer prešiel kontrolou.


Dynamické vyvažovanie a statické vyvažovanie
Vyváženie nie je kozmetický zákrok. Nevyvážený obežné koleso odstredivého čerpadla vytvára rotačnú silu, ktorá môže poškodiť ložiská, mechanické upchávky, spojky a teleso čerpadla. Účinok sa zhoršuje so zvyšujúcou sa rýchlosťou. Pri malých obežných kolesách bežiacich vysokou rýchlosťou môže malá chyba hmotnosti na vonkajšom priemere spôsobiť väčšie problémy ako oveľa väčšia chyba v blízkosti náboja.
Statické vyvažovanie koriguje jeden ťažký bod a je užitočný pre niektoré pomalšie alebo úzke rotory. Dynamické vyvažovanie Meria nevyváženosť v dvoch rovinách a je uprednostňovaná pre širšie obežné kolesá, čerpadlá s vyššími otáčkami a prísnejšie požiadavky na spoľahlivosť. Pre kvalitu vyváženia sa bežne odkazuje na normu ISO 21940. Obežné kolesá mnohých priemyselných čerpadiel sú špecifikované okolo G6.3 alebo G2.5, zatiaľ čo špeciálne zariadenia môžu vyžadovať presnejšie triedy. Správna trieda by mala byť založená na rýchlosti, hmotnosti rotora, zaťažení a konštrukcii čerpadla, a nie na zvyku.
Korekcia vyváženia sa môže vykonať kontrolovaným brúsením, vŕtaním alebo obrábaním v schválených zónach. Odstránenie materiálu z lopatky bez technického schválenia môže narušiť hydraulický výkon alebo vytvoriť koncentráciu napätia. Spoľahlivý dodávateľ zaznamenáva zostatkovú nevyváženosť, miesta korekcie a dátum kontroly, najmä v prípade programov obežných kolies čerpadiel od výrobcu originálnych dielov, kde je dôležitá opakovateľnosť.
Technická poznámka: vyváženie po konečnom obrábaní, nie pred ním. Odstraňovanie okovín tepelným spracovaním, obrábanie otvorov, rezanie drážok a leštenie môžu zmeniť stav vyváženia.

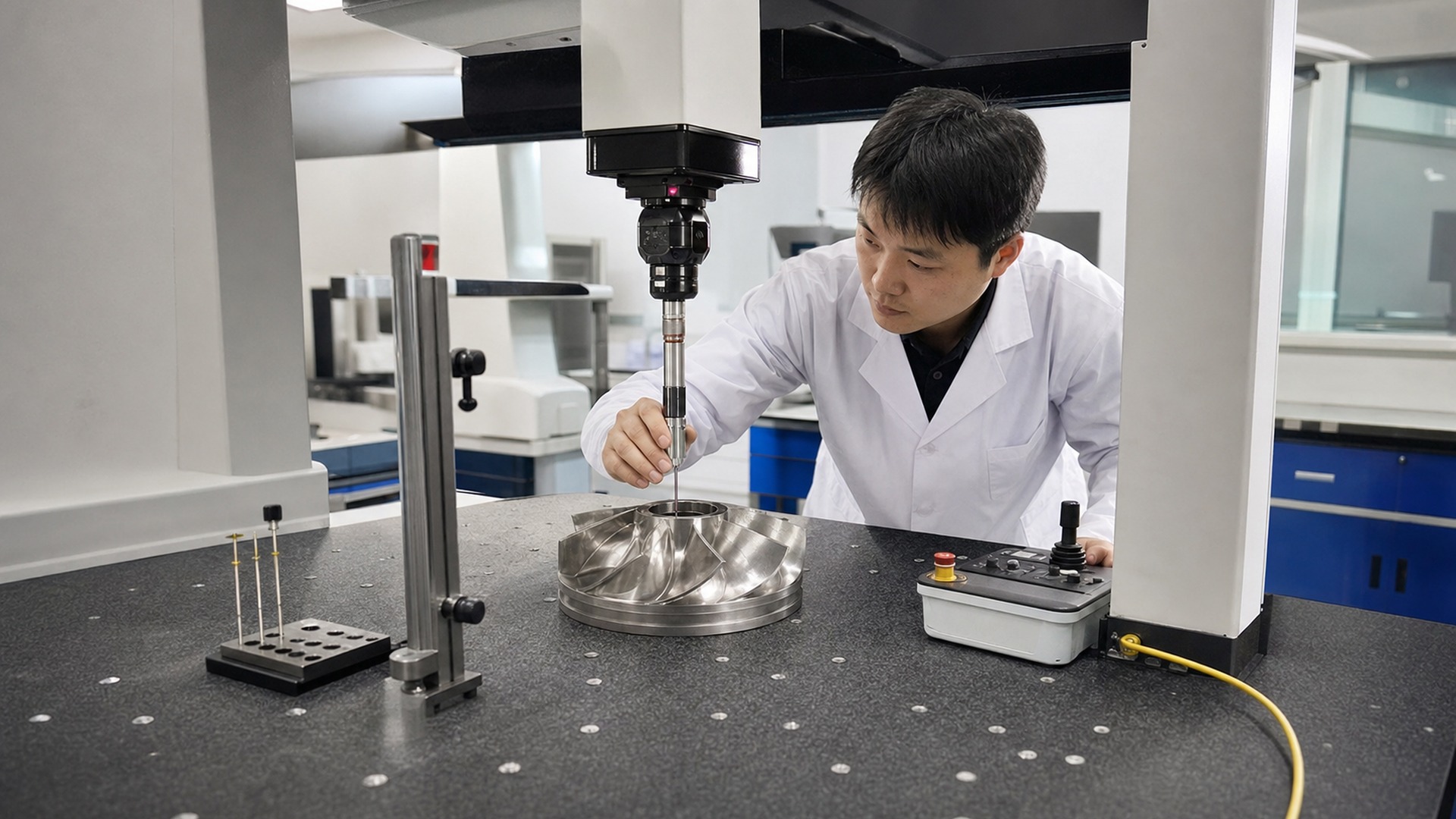
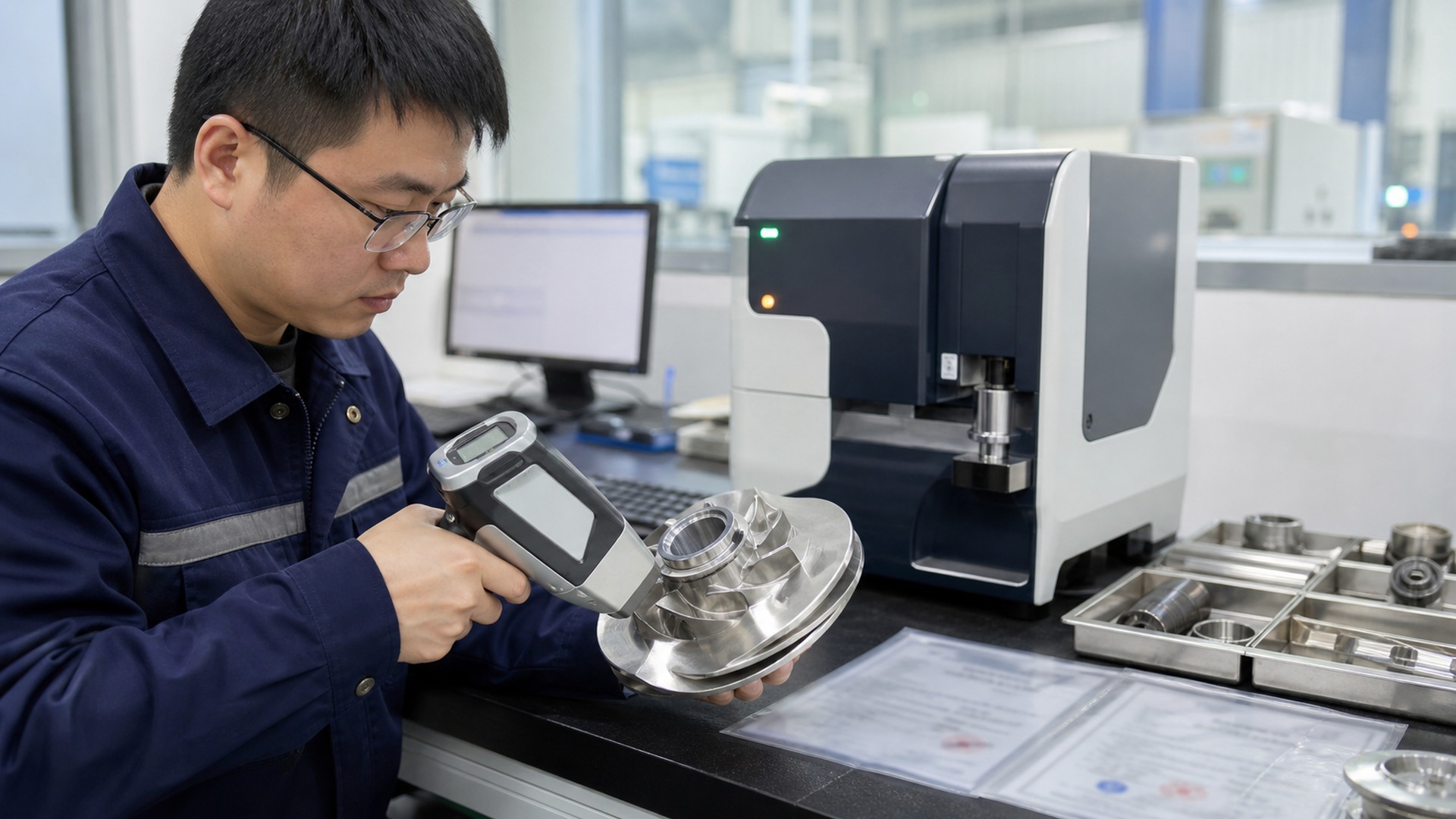
Kontrola kvality
Kontrola by mala zahŕňať materiál, geometriu, stav povrchu a sledovateľnosť. Spektrometer overuje chemické zloženie taveniny. PMI dokáže potvrdiť identitu zliatiny po tepelnom spracovaní, obrábaní alebo skladovaní v sklade. Kontrola súradnicovým meracím prístrojom (CMM) je užitočná pre polohu otvoru, geometriu náboja, referenčné body lopatiek a kritické priemery. Manuálna kontrola rozmerov je stále dôležitá pre kontroly výroby, najmä tam, kde sú upínacie prípravky a meracie prístroje s funkčnými/nefunkčnými parametrami rýchlejšie ako kompletné správy zo súradnicového meracieho prístroja.
Skúška tvrdosti potvrdzuje reakciu na tepelné spracovanie alebo stav materiálu. Na tesniacich plochách, otvoroch a hydraulických plochách sa môže vyžadovať kontrola drsnosti povrchu. Vizuálna kontrola zostáva jednou z najdôležitejších kontrolných opatrení na zistenie chýb odliatkov, stôp od brúsenia, prasklín, podrezaní, otrepov a poškodenia pri manipulácii. Tlaková skúška sa uplatňuje iba vtedy, keď konštrukcia obežného kolesa obsahuje utesnené dutiny alebo zvárané zostavy; mnohé obežné kolesá z masívneho liatia to nevyžadujú.
- Spektrometer: overenie chemického zloženia taveniny a tepelného záznamu.
- PMI: potvrdenie zliatiny na hotových alebo polotovarových dieloch.
- CMM: kontroly kritickej geometrie a vzťahov k vzťažným bodom.
- Tvrdosť: tepelné spracovanie a referenčný stav materiálu.
- Drsnosť: overenie tesnenia, otvoru a hydraulického povrchu.
- Sledovateľnosť: číslo rozplavby, cestujúci, správa o kontrole a označenie zásielky.
Postup kontroly kvality:
- Skontrolujte výkres, štandard zliatiny a úroveň kontroly.
- Overte prichádzajúci voskový vzor a stav nástrojov.
- Skontrolujte škrupinu, chemické zloženie taveniny a záznam o odlievaní.
- Po vyčistení a odstránení brány skontrolujte povrch odliatku.
- Potvrďte tepelné spracovanie a sledovateľnosť materiálu.
- Skontrolujte obrobené rozmery a hádzanie.
- Vykonajte vyváženie a zaznamenajte zostatkovú nevyváženosť.
- Vykonajte záverečnú vizuálnu kontrolu, kontrolu drsnosti a balenia.
Bežné výrobné chyby
Väčšina defektov obežného kolesa pochádza z prísunu kovu, plnenia formy, kvality plášťa, tepelného spracovania, manipulácie alebo kontroly obrábania. Zmršťovanie je bežný v blízkosti ťažkých nábojov alebo prechodov z hrubej do tenkej vrstvy, keď nie je dostatočné podávanie. Riešenie môže zahŕňať prepracované uzávery, stúpačky, chladiace rúrky, upravenú hrúbku profilu alebo zmenu teploty liatia. Pórovitosť môže pochádzať z plynu, turbulencie, znečistenej taveniny, slabej deoxidácie alebo problémov s plášťom. Malé zaoblené póry môžu byť prijateľné v nekritických zónach, ale zhluky v blízkosti otvoru, koreňa lopatky alebo sedla opotrebovacieho krúžku si zaslúžia dôkladné preskúmanie.
Misrun nastáva, keď kov úplne nevyplní tenké časti, často preto, že kov alebo škrupina je príliš studená, priechod je príliš tenký alebo je odvetrávanie slabé. Studené zatvorenie stane sa to, keď sa dve kovové čelá stretnú bez správneho spojenia. Obe chyby sú závažné na špičkách lopatiek a okrajoch krytu. Trhliny môžu vzniknúť v dôsledku horúceho trhania, namáhania počas chladenia, zlého odstránenia uzáveru alebo agresívneho narovnávania. Trhliny by sa nemali považovať za jednoduchý kozmetický problém na rotujúcich častiach.
Pridanie piesku alebo keramické inklúzie zvyčajne poukazujú na poškodenie škrupiny, slabé vrstvy suspenzie, zlé čistenie alebo turbulencie počas liatia. Deformácia môže sa vyskytnúť počas chladenia alebo tepelného spracovania, najmä v tenkých otvorených obežných kolesách. Chyba obrábania zahŕňa nesprávne nastavenie vzťažného bodu, nadmernú veľkosť otvoru, odsadenie drážky pre kľúč, chvenie nástroja, nesprávnu povrchovú úpravu alebo otrepy zanechané v prietokových kanáloch. Dobré nápravné opatrenie by malo identifikovať zdroj, nielen opraviť diel.
- Kontrolný zoznam 1: kontrola chýb odliatku – identifikovať umiestnenie, veľkosť, hĺbku, frekvenciu a či chyba zasahuje do obrobenej alebo namáhanej oblasti.
- Kontrolný zoznam 2: kontrola chýb obrábania – skontrolovať nastavenie vzťažných bodov, opakovateľnosť upínacieho prípravku, opotrebovanie nástroja, revíziu programu a body kontroly operátorom.
- Kontrolný zoznam 3: akceptačná kontrola – porovnajte vadu s výkresom, normou, výkonom čerpadla a písomným postupom opravy.
Tip 3: V prípade nových nástrojov na obežné kolesá vykonajte pred schválením sériovej výroby kontrolu prvého výrobku. Je oveľa lacnejšie upraviť vtokové otvory, obrábaný materiál alebo plány vzťažných bodov po skúšobnej prevádzke ako po oneskorení celej dodávky.
Možnosti povrchovej úpravy
Povrchová úprava závisí od požiadaviek na koróziu, hydraulických očakávaní a vzhľadu. Obrábanie odstraňuje materiál a vytvára funkčné povrchy. Tryskanie vytvára jednotný matný povrch a odstraňuje vodný kameň po odliatí. Tryskanie sklenenými guľôčkami poskytuje hladší saténový vzhľad, ale malo by byť kontrolované, aby sa zabránilo zašpineniu kontaminácie. Morenie odstraňuje tepelný odtieň a vodný kameň. Pasivácia zlepšuje pasívnu vrstvu bohatú na chróm na povrchoch z nehrdzavejúcej ocele po obrábaní alebo čistení.
Elektrolytické leštenie môže znížiť mikrodrsnosť a zlepšiť čistiteľnosť, najmä v potravinárskom, farmaceutickom alebo sanitárnom priemysle. Nie je náhradou za správne odlievanie a obrábanie. Hlboká pórovitosť, prekrytia a praskliny nezmiznú, pretože diel je leštený. Zrkadlový lesk môže byť požadovaný pre viditeľné diely alebo veľmi hladké hydraulické povrchy, ale zvyšuje náklady a môže zaobliť hrany, ak proces nie je kontrolovaný.
Pokiaľ ide o súvisiace aspekty konečnej úpravy, kupujúci si môžu porovnať očakávania týkajúce sa procesu so zavedenými výroba hotových komponentov z nehrdzavejúcej ocele postupy. Kľúčom je špecifikovať požadovanú povrchovú úpravu merateľnými kritériami, kedykoľvek je to možné: hodnota Ra, štandard pasivácie, vizuálna vzorka, zakázané médiá a metóda čistenia.
Typické aplikácie
Nerezové obežné kolesá sa používajú v mnohých radoch čerpadiel. Chemické čerpadlá musia byť kompatibilné so zliatinami kyselinami, zásadami, rozpúšťadlami alebo zmiešanými procesnými kvapalinami. Námorné čerpadlá vyžadujú odolnosť voči slanej vode, vlhkosti a galvanickým podmienkam. Potravinárske čerpadlá potrebujú čistiteľné povrchy a materiály, ktoré spĺňajú hygienické požiadavky. Čerpadlá na úpravu vody môžu čerpať chlórovanú vodu, kal, dávkovať chemikálie alebo korozívnu odpadovú vodu.
Ropné a plynové čerpadlá môžu vyžadovať duplexné alebo niklové zliatinové materiály v závislosti od chloridu, síry, teploty a tlaku. Ťažobné čerpadlá čelia abrazívnym pevným látkam, takže výber materiálu musí zohľadňovať koróziu aj opotrebenie. Elektrárne používajú obežné kolesá v chladiacich, kondenzačných, napájacích a pomocných systémoch kotlov. Malé priemyselné čerpadlá vrátane niektorých diely kávovarov a zostavy na riadenie tekutín môžu používať miniatúrne obežné kolesá z nehrdzavejúcej ocele, kde je presnosť odlievania a opakovateľnosť obrábania dôležitejšia, ako naznačuje veľkosť súčiastky.
- Chemické čerpadlá a dávkovacie zariadenia
- Čerpadlá na morskú a morskú vodu
- Systémy na spracovanie potravín a umývanie
- Zariadenia na úpravu vody a odpadových vôd
- Čerpadlá na spracovanie ropy a plynu
- Ťažobné a kalové čerpadlá
- Pomocné čerpadlá elektrárne
- Čerpadlá do kávovarov a malé kvapalinové zariadenia
- Všeobecné priemyselné čerpadlá a náhradné diely

Ako si vybrať spoľahlivého výrobcu obežných kolies čerpadla
Výber výrobcu pre OEM obežné koleso čerpadla by sa malo zakladať na technickej kontrole, nielen na jednotkovej cene. Nízka cenová ponuka nie je užitočná, ak dodávateľ nedokáže dodržať požadovaný priemer otvoru, vyváženú triedu, chemické zloženie zliatiny alebo dodací harmonogram. Najspoľahlivejší dodávatelia zvyčajne radi diskutujú o rizikách pred začatím výroby.
- Skontrolujte, či dodávateľ rozumie funkcii čerpadla, nielen hmotnosti vrhania.
- Opýtajte sa, ako kontrolujú hrúbku lopatiek, prídavok na obrábanie a vtok pred obrábaním.
- V prípade potreby potvrďte dostupné materiály vrátane CF8, CF8M, 316L, duplexu a niklových zliatin.
- Preskúmajte ich možnosti tepelného spracovania a záznamy pre nehrdzavejúce a duplexné triedy.
- Potvrďte CNC vybavenie, prístup k upínaniu a kontrolu vzťažných bodov pre otvory a sedlá opotrebovacích krúžkov.
- Požiadajte o schopnosť vyvažovania a štandard vyvažovania, ktorý môžu zdokumentovať.
- Skontrolujte kontrolné zariadenia, ako sú spektrometer, PMI, CMM, tester tvrdosti a tester drsnosti.
- Vyžiadajte si kontrolu prvého výrobku pre nové nástroje alebo kritické programy čerpadiel.
- Skontrolujte, ako nakladajú s nezhodnými odliatkami a či oprava vyžaduje súhlas zákazníka.
- Požiadajte o sledovateľnosť od čísla tavenia až po konečnú zásielku.
- Potvrďte metódy balenia, ktoré chránia opracované plochy a tenké hrany lopatiek.
- Počas kontroly výkresov vyhodnoťte kvalitu komunikácie; nejasné otázky na začiatku často neskôr vedú k oneskoreniu výroby.
Tip 4: Dodávateľ, ktorý kladie praktické otázky týkajúce sa prevádzkovej kvapaliny, rýchlosti, stupňa vyváženia, úrovne kontroly a stratégie referenčných bodov, zvyčajne projekt chráni, nie ho komplikuje.
Ak je časť súčasťou širšieho Presné odlievanie OEM program, zosúladenie výkresov, schválení vzoriek, balení a kontrolných správ pred uvoľnením výrobných množstiev. Táto príprava znižuje neskoršie spory, keď tímy nákupu, inžinierstva a kvality interpretujú tolerancie, kozmetické štandardy alebo záznamy zo skúšok odlišne.
Často kladené otázky
1. Aká je najlepšia nehrdzavejúca oceľ pre obežné koleso čerpadla?
Neexistuje jeden najlepší stupeň. Nerezová oceľ typu CF8 alebo 304 je vhodná pre čistú a miernu prevádzku. Nerezová oceľ typu CF8M alebo 316 je lepšia pre mnohé námorné, chemické a umývacie aplikácie. Pre silné chloridové, vysokopevnostné alebo agresívne chemické aplikácie môže byť potrebná duplexná oceľ alebo zliatiny niklu.
2. Je investičné liatie vhodné pre všetky obežné kolesá čerpadiel?
Nie. Presné liatie je vhodné pre zložité tvary a stredné objemy výroby, ale veľké obežné kolesá, veľmi jednoduché geometrie alebo extrémne tesné hydraulické profily sa dajú lepšie vyrobiť odlievaním do pieskových foriem, opracovaním, kovaním a obrábaním alebo úplným obrábaním z polotovaru.
3. Aké informácie by mali byť uvedené na výkrese obežného kolesa?
Výkres by mal obsahovať normu zliatiny, tepelné spracovanie, kritické rozmery, schému vzťažných bodov, prídavok na obrábanie, povrchovú úpravu, vyvažovací stupeň, požiadavky na kontrolu, množstvo, aplikačné poznámky a všetky schválené limity opráv.
4. Prečo obežné kolesá z nehrdzavejúcej ocele stále korodujú?
Nerezová oceľ odoláva korózii prostredníctvom pasívneho filmu oxidu chrómu, ale chloridy, nízke pH, vysoká teplota, stagnujúce zóny, štrbiny a nesprávne čistiace chemikálie môžu túto ochranu narušiť. Výber materiálu musí zodpovedať skutočnému kvapalnému prostrediu.
5. Aký je rozdiel medzi CF8 a CF8M?
CF8 je liata austenitická nehrdzavejúca oceľ, ktorá sa bežne spája s odolnosťou proti korózii typu 304. CF8M obsahuje molybdén a bežne sa spája s odolnosťou typu 316, najmä so zlepšenou odolnosťou proti bodkovej korózii v mnohých prostrediach obsahujúcich chloridy.
6. Kedy je potrebné dynamické vyváženie?
Dynamické vyváženie sa uprednostňuje pri vyšších rýchlostiach, širších alebo kritickejších obežných kolesách. Je obzvlášť dôležité, keď vibrácie môžu poškodiť ložiská, tesnenia alebo spojky. Požadovaný stupeň by mal byť definovaný konštrukciou čerpadla a prevádzkovou rýchlosťou.
7. Dajú sa opraviť chyby odliatku?
Niektoré nekritické povrchové chyby je možné opraviť zvarením alebo zvarením, ak to výkres a normy zákazníka umožňujú. Trhliny, hlboké zmršťovanie, chyby v blízkosti otvoru alebo koreňa lopatky a chyby vo vysoko namáhaných oblastiach by sa mali pred prijatím akejkoľvek opravy starostlivo skontrolovať.
8. Aká je typická tolerancia pre obrábaný otvor obežného kolesa?
Tolerancia závisí od veľkosti, uloženia a konštrukcie hriadeľa. Mnohé priemyselné otvory obežných kolies sú kontrolované s presnosťou na stotiny milimetra, ale výkres by mal definovať presnú toleranciu, systém uloženia a vzťah medzi drážkami pre kľúč.
9. Mali by byť hydraulické povrchy obežného kolesa leštené?
Leštenie môže zlepšiť čistiteľnosť a znížiť povrchový odpor, ale nie je to vždy potrebné. Výhoda závisí od veľkosti čerpadla, kvapaliny, výkonu a cieľových nákladov. Odstránenie otrepov a ostrých nerovností odliatkov je zvyčajne dôležitejšie ako kozmetický lesk.
10. Aké dokumenty by si mal kupujúci vyžiadať pri zásielke?
Medzi bežné dokumenty patrí certifikát materiálu, správa o chemickom zložení, záznam o tepelnom spracovaní, správa o rozmeroch, správa o vyvážení, záznam PMI, správa o povrchovej úprave, ak sa vyžaduje, baliaci list a informácie o sledovateľnosti viazané na číslo tavby alebo číslo šarže.
11. Dá sa jeden dizajn obežného kolesa použiť pre viacero kvapalín?
Niekedy, ale požiadavky na materiál, povrchovú úpravu a vôľu sa môžu zmeniť. Geometria, ktorá funguje hydraulicky, môže stále predčasne zlyhať, ak je zliatina nesprávna pre danú kvapalinu, teplotu alebo postup čistenia.
12. Ako by sa malo postupovať pri schvaľovaní vzorky?
Použite kontrolu prvého výrobku, overenie materiálu, záznamy o vyvážení a vizuálne štandardy. Schválené vzorky alebo podrobné fotografie si uschovajte pre budúce porovnanie, najmä v prípade povrchovej úpravy odliatkov a zmiešaných oblastí.
Záverečné myšlienky
Výroba obežného kolesa čerpadla z nehrdzavejúcej ocele je reťaz rozhodnutí. Výber zliatiny chráni diel pred koróziou a teplotou. Riadenie odlievania vytvára tvar lopatky a znižuje vnútorné chyby. CNC obrábanie definuje mechanické uloženie. Vyváženie chráni rotačnú zostavu. Kontrola poskytuje kupujúcemu dôkaz, že diel má nielen správny tvar, ale aj sledovateľnosť a opakovateľnosť.
Hľadáte spoľahlivého partnera pre výrobu obežných kolies čerpadiel z nehrdzavejúcej ocele?
Náš technický tím môže pred vypracovaním cenovej ponuky skontrolovať vaše výkresy, odporučiť vhodné materiály a výrobné procesy a poskytnúť praktické návrhy na výrobu.
Ak máte technické otázky, neváhajte kontaktujte náš technický tím.







