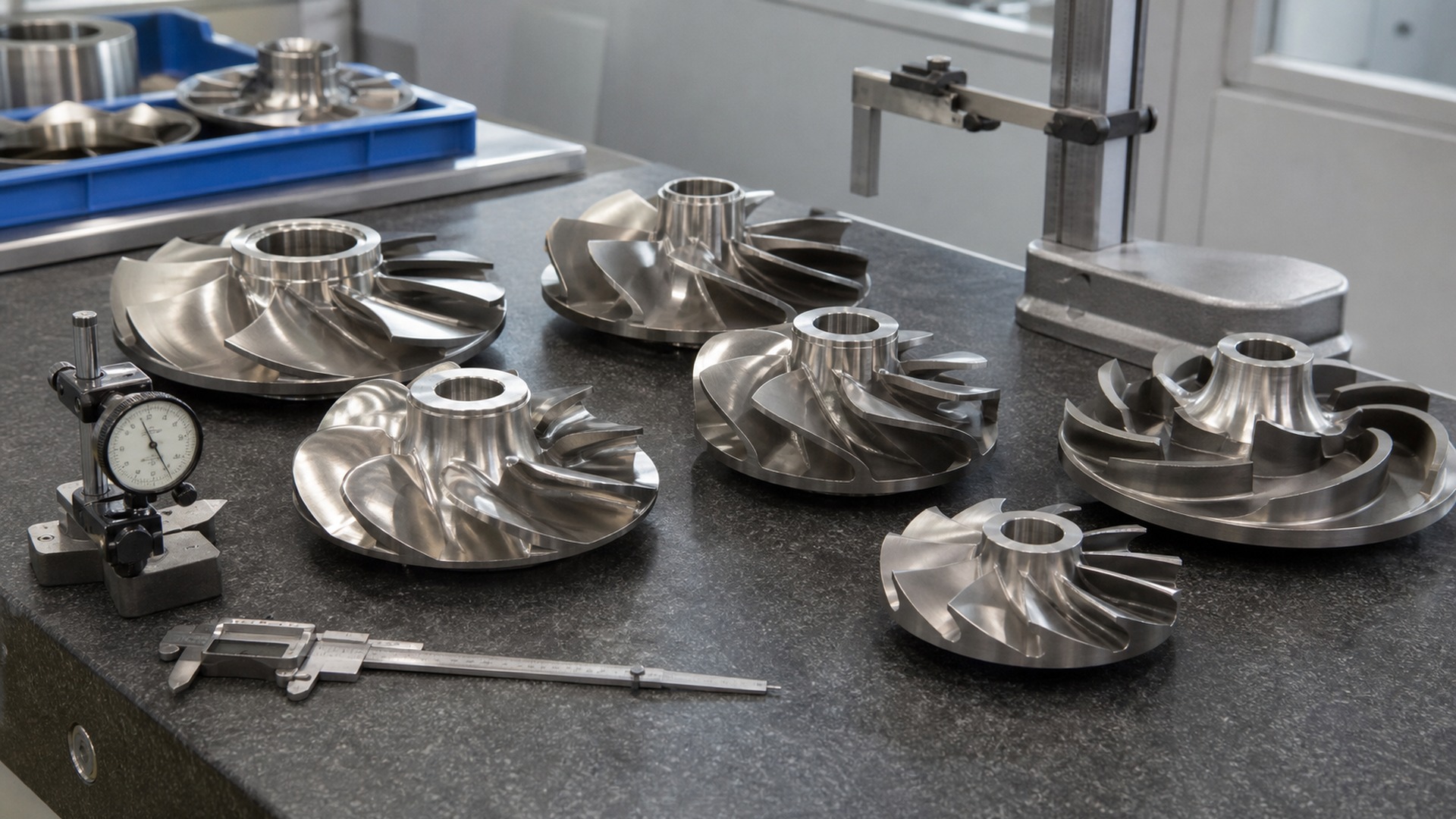
ポンプのインペラはコンパクトな部品に見えますが、遠心ポンプ内部の油圧作業の大部分を担っています。羽根の形状、通路面積、ハブの形状、バランス状態、表面仕上げなど、すべてが液体のポンプへの流入、加速、流出のスムーズさに影響を与えます。高品質のインペラは、ポンプの効率、流量、揚程を設計曲線に近づけるのに役立ちます。一方、品質の低いインペラは、動力の浪費、ベアリングの過負荷、振動の発生、シール寿命の短縮、腐食性環境下での早期故障の原因となります。.
このガイドでは、 ステンレス鋼製ポンプインペラ 鋳造は通常、材料選定や精密鋳造からCNC加工、バランス調整、検査、最終仕上げまで、工業用途向けに製造されます。本稿では、生産の観点から解説します。鋳造が常にビレットからの加工や機械加工よりも優れているとは限らないことを前提としています。最適なプロセスは、形状、使用条件、ロットサイズ、検査要件、そして購入者のコスト、リードタイム、リスクに対する許容度によって異なります。.
技術上の注意:ポンプの性能は設計図上では保証されていますが、製造現場では保証されません。羽根の厚さ、内径の同心度、バランスなどのわずかな誤差でも、後々、騒音、発熱、振動、揚程低下といった形で現れる可能性があります。.

ステンレス鋼製ポンプインペラとは何ですか?
ステンレス鋼製のインペラは、シャフトから流体へ機械エネルギーを伝達する回転式の油圧部品です。遠心ポンプでは、インペラが流体を入口から外径に向かって加速させます。渦巻きケーシングまたはディフューザーは、その速度の一部を圧力に変換します。ステンレス鋼は、送液媒体、洗浄手順、温度、または環境によって炭素鋼、青銅、鋳鉄、またはアルミニウムが腐食する場合に選択されます。.
工業用ポンプにはいくつかのインペラ形状が用いられている。 クローズドインペラ 羽根の周囲に前後のシュラウドを備えています。内部漏れを制御しながら高い効率を発揮できるため、清浄な液体、ボイラー給水、水処理、船舶用ポンプ、および多くの化学ポンプで一般的に使用されています。ただし、狭い通路では、固形物、繊維、またはスケールが存在する場合に許容範囲が狭くなります。.
あ 半開放型インペラ シュラウドは1つで、通常は背面側にあります。清掃が容易で、ある程度の浮遊固形物にも耐えられますが、羽根の先端とケーシングまたは摩耗板との間の軸方向クリアランスをより厳密に制御する必要があります。 オープンインペラ カバーがなく、最高の効率よりも清掃のしやすさや固形物処理が重要な用途に使用されます。ケーシングと摩耗面がそれに適した設計であれば、スラリー、食品加工、廃水処理、および一部の修理用途にも適しています。.
混合流 インペラは、流体を半径方向と軸方向の両方の成分で移動させます。循環、灌漑、大規模な給水システムなど、流量が多く、揚程が中程度の場合に使用されます。. 軸流 インペラは流体を主に軸の方向に押し出す。プロペラに近い位置にあり、洪水制御、冷却水、プロセス循環など、高流量・低落差の用途に使用される。.
- 密閉型インペラ:清浄な液体、高効率、より精密な鋳造および機械加工制御。.
- セミオープンインペラ:固形物処理能力が中程度で、清掃が容易、クリアランスに性能が左右される。.
- 開放型インペラ:固形物または粘性流体用、効率は低いが、修理が容易。.
- 混合流インペラ:中程度の揚程でより高い流量を実現。.
- 軸流インペラ:低揚程で非常に高い流量を実現。.

適切なステンレス鋼材の選び方
材料の選択は、カタログを見る習慣ではなく、流体から始めるべきです。塩化物含有量、pH、温度、研磨性固形物、洗浄剤、酸素濃度、デューティサイクルはすべて重要です。 316ステンレス鋼製インペラ 二相ステンレス鋼は、多くの水処理および化学薬品処理において優れた性能を発揮する可能性がある一方で、同じグレードでも高温の塩化物環境下ではすぐに腐食する可能性がある。二相ステンレス鋼は強度と塩化物に関する問題を解決できる可能性があるが、より厳格な熱処理および鋳造管理要件が求められる。.
鋳造インペラの場合、購入者は304や316ではなく、CF8やCF8Mを目にすることが多い。CF8は、一般的に304タイプの化学組成に関連付けられる鋳造相当品である。CF8Mは、一般的に316タイプの耐食性に関連付けられるモリブデン含有鋳造グレードである。 CF8インペラ きれいな水、軽度の腐食性流体、および一般的な産業用ポンプには経済的です。 CF8Mインペラ 耐孔食性がより高く求められる船舶、化学、食品関連機器では、通常この材料が好まれる。.
316Lは、炭素含有量が低いほど溶接後や熱暴露後の鋭敏化リスクを低減できる場合に使用されます。溶接のない完全鋳造および機械加工のインペラでも、顧客規格により316Lが指定される場合があります。二相ステンレス鋼2205およびスーパー二相ステンレス鋼2507は、塩化物応力腐食割れ、高強度、または海水暴露が主な懸念事項となる場合に使用されます。耐熱ステンレス鋼およびニッケル合金は、通常のオーステナイト系ステンレス鋼ではもはや適さない高温ガス、高温油、腐食性化学物質、または高温機器に選択されます。.
| 材料 | 典型的な使用例 | 強み | 注目ポイント |
|---|---|---|---|
| 304 / CF8 | 清浄水、軽度化学薬品用途、一般産業用ポンプ | 優れた耐食性、優れた鋳造性、経済性 | モリブデン鋼に比べて塩化物耐性が限定的 |
| 316 / CF8M | 船舶用ポンプ、化学薬品用ポンプ、食品および洗浄装置 | 耐孔食性に優れ、OEMポンプ部品として広く採用されている。 | 高塩化物濃度や高温の停滞した環境では依然として脆弱である。 |
| 316L | 溶接組立品、衛生設備、顧客指定の低炭素部品 | 感作リスクが低く、化学的適合性も良好 | 強度は、一部のデュプレックス代替品よりも低い場合があります。 |
| 2205 デュプレックス | 海水、塩水、高圧ポンプ部品 | 高強度、優れた塩化物応力腐食耐性 | 適切な溶液処理と相平衡が必要です |
| 2507 デュプレックス | 過酷な塩化物環境、オフショア作業、および高度な化学薬品処理業務 | 非常に高い耐孔食性と強度 | コスト増と鋳造工場の管理強化 |
| 耐熱ステンレス鋼 | 高温プロセス流体、炉関連機器または熱機器 | 酸化耐性および耐熱性 | 使用温度における機械的特性を確認する |
| ニッケル合金 | 非常に腐食性の高い化学物質または高温による腐食 | 特定の媒体において優れた耐食性または耐熱性を発揮する。 | 高コスト、加工の難しさ、長いリードタイム |
ヒント1: 合金の名称だけで承認してはいけません。規格、化学組成の限界、熱処理条件、腐食に関する前提条件を確認してください。鋳造インペラの場合は、グレードがヒート番号で報告され、分光計またはPMIの記録によって裏付けられるかどうかも確認してください。.

投資 鋳造 ポンプインペラの製造工程
精密鋳造, ロストワックス鋳造とも呼ばれる精密鋳造は、砂型鋳造よりも少ない切削加工量で湾曲した羽根、ハブ、シュラウド、内部輪郭を形成できるため、複雑なインペラ形状の成形に広く用いられています。多くのOEMポンプインペラ製造プログラムにおいて、精密鋳造は形状精度、表面仕上げ、再現性、コストのバランスが取れた実用的な選択肢となっています。.
プロセスは以下から始まります エンジニアリング図面レビュー. 鋳造工場では、合金の種類、インペラの種類、鋳造重量、肉厚、羽根の形状、加工代、公差等級、表面仕上げ、検査要件などを確認します。この段階で、多くの生産上の問題を未然に防ぐことができます。薄い羽根の先端、孤立した重いハブ、鋭利な断面遷移部、および目立たない洗浄箇所は、金型製作開始前に注意が必要です。.
の ワックスパターン 金属金型で製造されます。ワックスの射出制御を良好に行うことで、ベーンの厚さとハブの同心度を維持できます。オペレーターは、パターンにヒケ、歪み、充填不足、金型のパーティングマークがないか確認します。複数のパターンは、ランナーシステムに接続されます。 組み立て. ゲートの問題は、単に供給の問題だけではなく、乱流、収縮、酸化物の混入、および切断の容易さにも影響します。.

その間 セラミックシェル 製造工程では、ワックス製の成形体をスラリーに浸し、耐火砂でコーティングして乾燥させます。シェルが所定の強度に達するまで、数層のコーティングを繰り返します。最初のコーティングは表面品質を制御し、バックアップコーティングは脱ロウと注湯のための強度を確保します。シェルの乾燥は均一に行う必要があります。水分が閉じ込められたり、層が弱かったりすると、シェルにひび割れ、介在物、または金属の浸透が生じる可能性があります。.
脱ロウ ワックスを除去する工程は、一般的にオートクレーブ処理または瞬間的な加熱によって行われる。その後、砲弾を焼成して残留ワックスを焼き切り、強度を高める。. 砲弾発射 また、鋳型を注湯温度に近づけます。ステンレス鋼は溶融され、化学的に調整され、検査されます。 金属鋳造. 注入温度、シェル温度、注入速度は形状に合わせて調整する必要があります。薄いベーンには十分な流動性が必要であり、厚いハブには収縮を防ぐために適切な供給量が必要です。.

後 冷却, セラミックシェルが除去されます。鋳造品はランナーシステムから切り出され、ゲートが研削され、合金仕様で要求される場合は部品が熱処理工程に進みます。オーステナイト系ステンレス鋼の鋳造品は、グレードと使用条件によっては固溶化処理が必要になる場合があります。二相系ステンレス鋼は、有害な相の形成を避けるために、より厳密な熱制御が必要です。洗浄、指定されている場合は酸洗、 銃弾が飛び散る 検査および機械加工のために表面を準備する。.
- 図面レビューおよび製造可能性チェック
- ワックスパターンの射出成形と検査
- ランナーアセンブリとゲート制御
- 陶器の殻作りと乾燥
- 脱ロウ、焼成、注型、冷却
- 切断、熱処理、洗浄、ショットブラスト

精度 CNC加工
鋳造によって油圧形状が作られるが、機械加工によってインペラとポンプシャフトの接続が確立される。 精密加工されたインペラ 通常、旋削、フライス加工、ボーリング、穴あけ、キー溝加工、場合によっては5軸仕上げ加工が必要となります。穴、ハブ面、外径、摩耗リング座、バランス補正面は、一つの機能システムとして制御されなければなりません。.
旋回 面、直径、ハブ段差、および摩耗リングの位置を示すために使用されます。. つまらない シャフトの嵌合性と同心度を制御します。. フライス加工 開口部の清掃、キー溝、スロット、またはバランスパッドの加工が必要になる場合があります。キー溝が中心からずれていると、穴径が正しくても組み立て時の振れが発生する可能性があります。バランス穴または補正面は、検査後に即興で決めるのではなく、生産開始前に定義しておく必要があります。.
一般的な公差はインペラサイズとポンプの負荷によって異なりますが、ボア嵌め合いは数ミリの精度で制御でき、同心度と面振れは一般的な鋳造寸法よりも厳しく管理されることがよくあります。シール部、ボア部、および摩耗リング部の表面仕上げには、Ra 0.8~3.2マイクロメートルが求められる場合があります。油圧面は、効率目標とコストに応じて、鋳造状態のまま、機械加工、ブレンド、または研磨仕上げにすることができます。.
| 特徴 | 共通制御 | なぜそれが重要なのか |
|---|---|---|
| シャフト穴 | サイズ、丸み、真直度 | コントロールの適合性、トルク伝達、およびアセンブリの振動 |
| ハブ面 | 平面性と平行性 | 正しい軸方向位置とクランプをサポートします |
| リングシートを着用 | 直径と同心度 | 漏れとケーシングのクリアランスを制御します |
| キーウェイ | 幅、奥行き、位置 | 組み立て時の緩みや振れを防ぎます |
| ベーン通路 | プロファイルのクリーンアップとバリ取り | 流量の安定性と効率性を保護します。 |
| バランス面 | 在庫許容量とアクセス性 | 体重の調整を制御可能 |
ヒント2: リピート注文の場合は、製造業者に加工基準点の管理計画を保管するよう依頼してください。バッチ間で基準点を変更すると、すべての寸法が検査に合格しているように見えても、振れが変わる可能性があります。.


動的バランス調整と静的バランス調整
バランス調整は美容整形手術ではありません。 遠心ポンプのインペラ 回転力によってベアリング、メカニカルシール、カップリング、ポンプケーシングが損傷する可能性があります。回転速度が上がるにつれて、その影響はより深刻になります。高速回転する小型インペラの場合、外径におけるわずかな質量誤差が、ハブ付近におけるはるかに大きな誤差よりも大きな問題を引き起こす可能性があります。.
静的バランス調整 単一の重心点を修正し、低速または狭いローターに有効です。. 動的バランス調整 2つの平面における不均衡を測定するこの規格は、幅広のインペラ、高速ポンプ、およびより厳しい信頼性要件に適しています。バランス品質については、ISO 21940が一般的に参照されます。多くの産業用ポンプのインペラはG6.3またはG2.5程度で規定されていますが、特殊な機器ではより厳しいグレードが求められる場合があります。適切なグレードは、慣習ではなく、速度、ローター質量、使用状況、およびポンプの設計に基づいて決定する必要があります。.
バランス調整は、承認された領域において、制御された研削、穴あけ、または機械加工によって行うことができます。エンジニアリングの承認なしにベーンから材料を除去すると、油圧性能が低下したり、応力集中が発生したりする可能性があります。信頼できるサプライヤーは、特に再現性が重要なOEMポンプインペラプログラムにおいて、残留アンバランス、調整箇所、および検査日を記録します。.
技術上の注意:バランス調整は最終加工後に行ってください。加工前には行わないでください。熱処理によるスケール除去、穴あけ加工、キー溝加工、研磨などを行うと、バランス状態が変化する可能性があります。.

品質検査
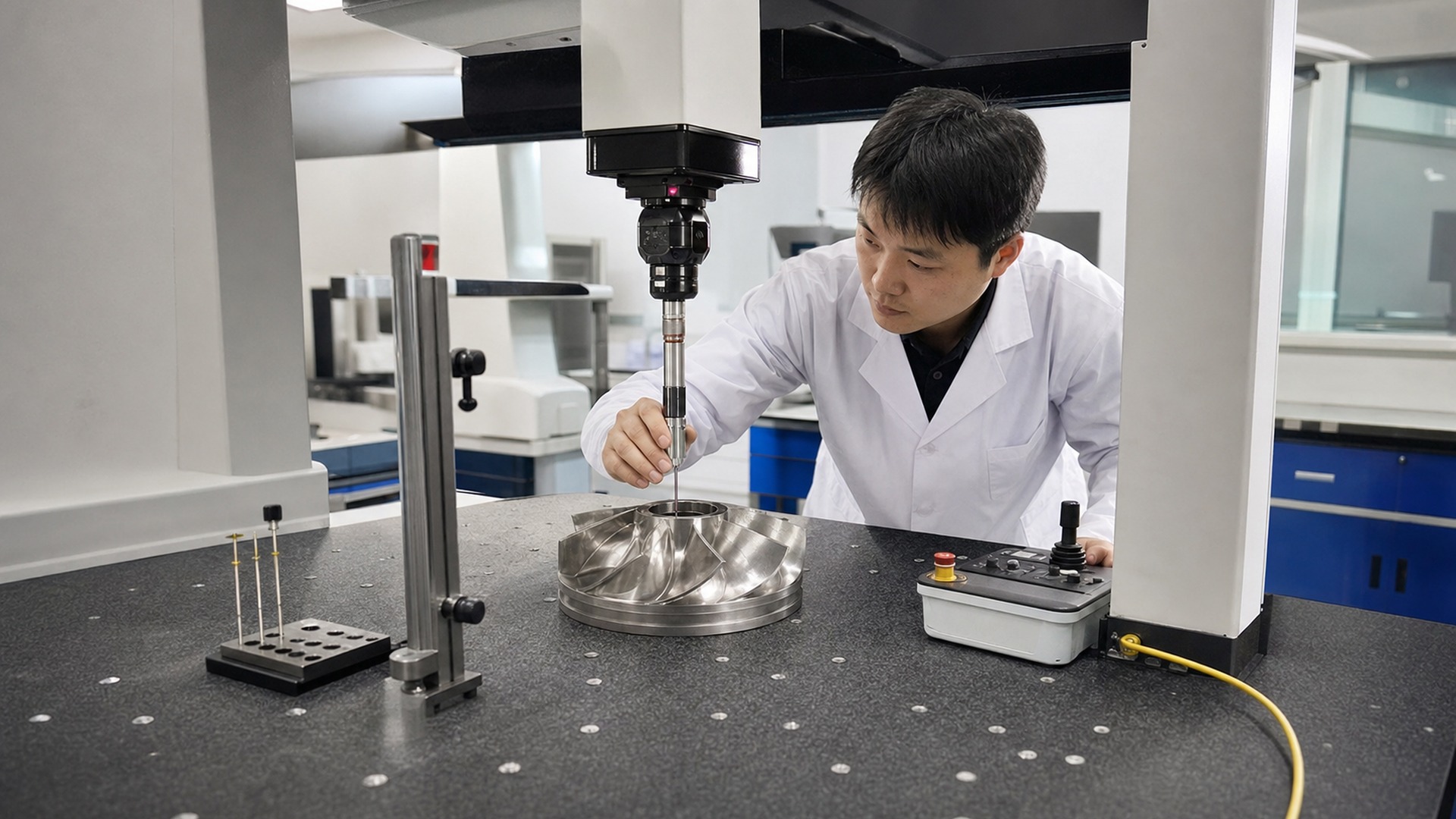
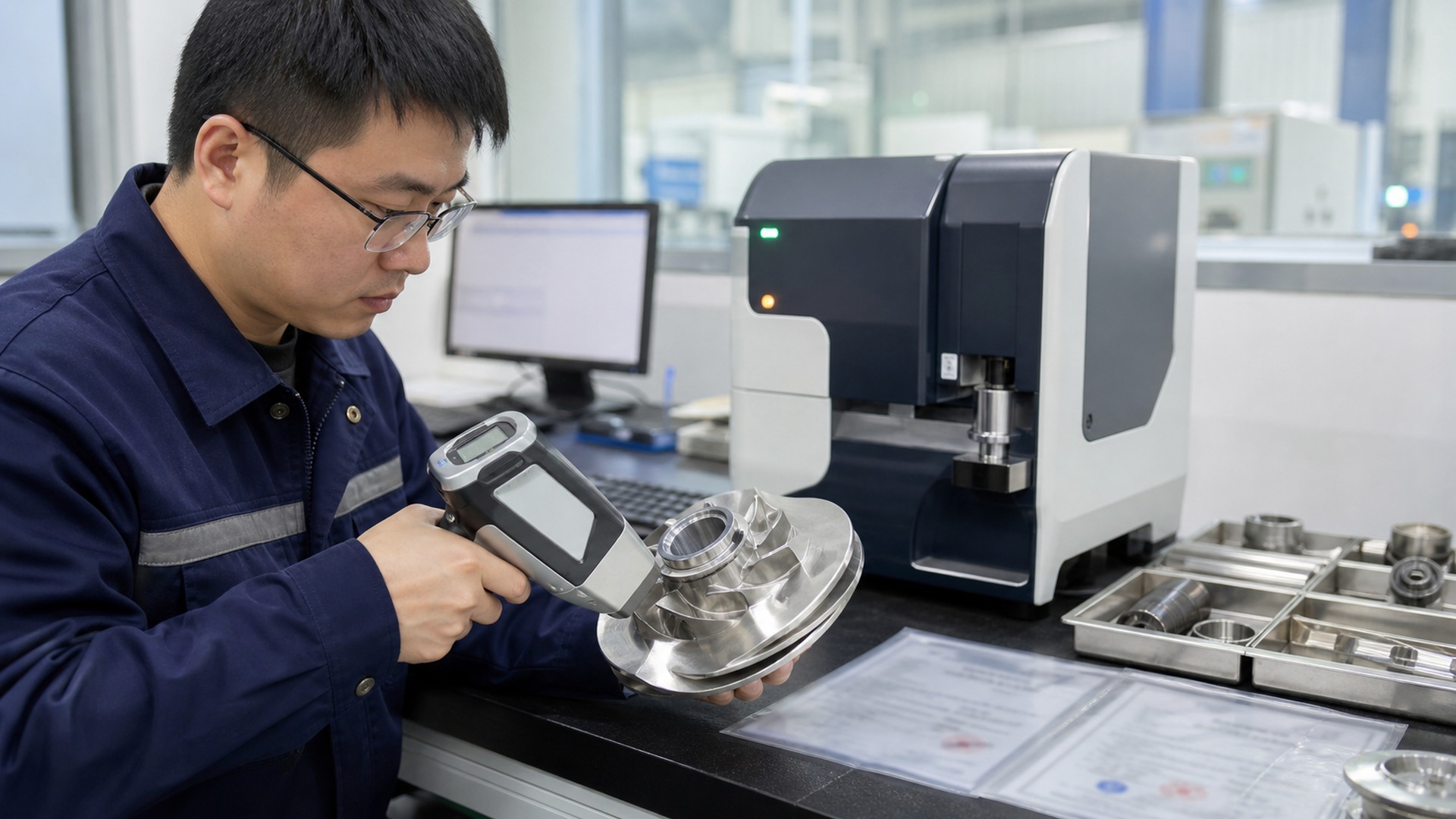
検査では、材料、形状、表面状態、トレーサビリティを網羅する必要があります。分光計は溶融物の化学組成を検証します。PMIは、熱処理、機械加工、または倉庫保管後の合金の同一性を確認できます。CMM検査は、穴の位置、ハブの形状、ベーンの基準点、および重要な直径の検査に役立ちます。手動による寸法検査は、特に治具や合否ゲージの方がCMMの完全なレポートよりも迅速な場合、生産チェックにおいて依然として重要です。.
硬度試験は、熱処理反応や材料の状態を確認するために行われます。シール面、穴、油圧面については、表面粗さの検査が必要となる場合があります。鋳造欠陥、研削痕、亀裂、アンダーカット、バリ、取り扱いによる損傷などを確認する上で、目視検査は依然として最も重要な検査方法の一つです。圧力試験は、インペラ設計に密閉された空洞や溶接されたアセンブリが含まれる場合にのみ適用され、多くの鋳造インペラでは不要です。.
- 分光計:溶融化学分析および加熱記録の検証。.
- PMI:完成品または半完成品の合金組成確認。.
- CMM:重要な形状と基準関係のチェック。.
- 硬度:熱処理および材料の状態に関する参考情報。.
- 表面粗さ:シール性、穴径、および水圧面の検証。.
- トレーサビリティ:ヒート番号、トラベラー番号、検査報告書、出荷マーキング。.
品質管理の流れ:
- 図面、合金規格、検査レベルを確認してください。.
- 入荷したワックスパターンと工具の状態を確認する。.
- シェル、溶融化学組成、および注湯記録を検査する。.
- 洗浄およびゲート取り外し後、鋳造表面の状態を確認してください。.
- 熱処理と材料のトレーサビリティを確認してください。.
- 加工寸法と振れを検査する。.
- バランス調整を行い、残留アンバランスを記録します。.
- 最終的な外観検査、表面粗さ検査、および梱包検査を完了してください。.
一般的な製造上の欠陥
インペラの欠陥のほとんどは、金属供給、金型充填、シェル品質、熱処理、取り扱い、または機械加工制御に起因します。. 収縮 供給が不十分な場合、重量のあるハブ付近や厚みが厚くなる部分から薄くなる部分への移行部付近でよく発生します。解決策としては、ゲート、ライザー、冷却装置の再設計、断面厚さの変更、または注湯温度の変更などが考えられます。. 気孔率 ガス、乱流、溶融金属の汚れ、脱酸素不良、またはシェルの問題などが原因で発生する可能性があります。小さな丸い気孔は重要度の低い領域では許容される場合もありますが、ボア、ベーン根元、またはウェアリングシート付近に集積している場合は、注意深く検査する必要があります。.
ミスラン 金属が薄い部分を完全に満たさない場合に発生する現象で、多くの場合、金属またはシェルが冷たすぎる、通路が薄すぎる、または通気が悪いことが原因です。. コールドシャット これは、2つの金属面が適切に融合せずに接触した場合に発生します。どちらの欠陥も、ベーン先端部とシュラウド端部で深刻な問題となります。. ひび割れ 熱間割れ、冷却時の応力、ゲート除去不良、または過度な矯正によって発生する可能性があります。回転部品の亀裂は、単なる外観上の問題として扱うべきではありません。.
砂の混入 セラミックの混入は通常、シェル損傷、スラリー層の弱さ、不十分な洗浄、または注湯時の乱流を示している。. ワープ 冷却時や熱処理時に発生する可能性があり、特に薄型の開口部のあるインペラで発生しやすい。. 加工誤差 これには、基準点の設定ミス、穴径のオーバーサイズ、キー溝のずれ、工具のビビリ、表面仕上げの不備、流路に残ったバリなどが含まれます。適切な是正措置は、部品を修理するだけでなく、原因を特定するものでなければなりません。.
- チェックリスト1:鋳造欠陥のレビュー 欠陥の位置、大きさ、深さ、頻度、および欠陥が機械加工された部分や応力のかかる部分に及んでいるかどうかを特定する。.
- チェックリスト2:機械加工欠陥のレビュー – 基準点の設定、治具の再現性、工具の摩耗、プログラムの改訂、およびオペレーターの点検ポイントを確認します。.
- チェックリスト3:受入審査 欠陥を図面、規格、ポンプの運転条件、および書面による修理手順と比較する。.
ヒント3: 新しいインペラ用工具については、量産承認前に初回品検査を実施してください。試作後にゲート、加工ストック、または基準面を調整する方が、出荷が遅れた後に調整するよりもはるかに費用対効果が高いです。.
表面仕上げオプション
表面仕上げは、耐食性、耐水圧性、外観に応じて決定されます。機械加工は材料を除去し、機能的な表面を形成します。ショットブラストは均一なマットな表面を作り出し、鋳造後のスケールを除去します。ガラスビーズブラストはより滑らかなサテン仕上げになりますが、埋め込みによる汚染を避けるために制御する必要があります。酸洗は熱による変色とスケールを除去します。不動態化処理は、機械加工または洗浄後のステンレス鋼表面のクロムを豊富に含む不動態皮膜を強化します。.
電解研磨は、特に食品、医薬品、衛生機器において、微細な表面粗さを低減し、洗浄性を向上させることができます。ただし、適切な鋳造や機械加工の代替となるものではありません。研磨しても、深い気孔、重なり、亀裂は消えません。鏡面仕上げは、目に見える部品や非常に滑らかな油圧機器の表面に対して要求される場合がありますが、コストが増加し、工程管理が不十分な場合はエッジが丸くなる可能性があります。.
関連する仕上げに関する考慮事項については、購入者は確立されたプロセス予測と比較することができます。 完成品のステンレス鋼部品の製造 実践上の重要な点は、可能な限り測定可能な基準によって必要な仕上げを指定することです。具体的には、Ra値、不動態化基準、目視サンプル、禁止媒体、洗浄方法などです。.
代表的な用途
ステンレス製インペラは、多くのポンプ製品に使用されています。化学ポンプには、酸、アルカリ、溶剤、または混合プロセス流体との合金適合性が求められます。船舶用ポンプには、海水、湿度、およびガルバニック腐食に対する耐性が必要です。食品加工用ポンプには、洗浄可能な表面と衛生基準を満たす材料が必要です。水処理用ポンプは、塩素処理水、汚泥、薬品注入、または腐食性廃水を扱う場合があります。.
石油・ガスポンプは、塩化物、硫黄、温度、圧力に応じて、二相ステンレス鋼またはニッケル合金材料を必要とする場合があります。鉱山ポンプは研磨性の固体に直面するため、材料の選択には腐食と摩耗の両方を考慮する必要があります。発電所では、冷却、凝縮水、ボイラー給水、補助システムにインペラが使用されます。小型産業用ポンプには、 コーヒーマシン部品 また、流体制御アセンブリにおいては、部品サイズよりも鋳造精度や機械加工の再現性が重要な場合、小型のステンレス製インペラが使用されることがある。.
- 薬品ポンプおよび投与装置
- 海洋および海水ポンプ
- 食品加工および洗浄システム
- 水処理および廃水処理設備
- 石油・ガス処理用ポンプ
- 鉱山用ポンプおよびスラリーポンプ
- 発電所補助ポンプ
- コーヒーマシン用ポンプおよび小型流体装置
- 一般産業用ポンプおよび修理部品

信頼できるポンプインペラメーカーの選び方
製造業者を選ぶ OEMポンプインペラ 価格設定は単価だけでなく、技術管理に基づいて行うべきです。供給業者が穴径、バランスグレード、合金組成、納期を守れない場合、低価格の見積もりは役に立ちません。最も信頼できる供給業者は、通常、生産開始前にリスクについて話し合うことに抵抗がありません。.
- 供給業者が鋳造重量だけでなく、ポンプの機能も理解しているかどうかを確認してください。.
- 工具製作前に、羽根の厚み、加工代、ゲートをどのように確認しているか尋ねてください。.
- 必要に応じて、CF8、CF8M、316L、二相ステンレス鋼、ニッケル合金など、使用可能な材料を確認してください。.
- ステンレス鋼および二相ステンレス鋼の熱処理能力と実績を確認してください。.
- 穴加工および摩耗リング座面加工におけるCNC装置、治具の取り付け方法、および基準点制御について確認してください。.
- バランス調整能力と、そのバランス調整基準を文書化できるかどうかを尋ねてください。.
- 分光計、PMI、CMM、硬度計、表面粗さ計などの検査機器を点検する。.
- 新規金型または重要なポンププログラムについては、初回製品検査を依頼してください。.
- 不良品の鋳造品をどのように処理するか、また修理に顧客の承認が必要かどうかを確認してください。.
- ロット番号から最終出荷までの追跡情報を要求してください。.
- 機械加工面や薄い羽根の縁を保護する梱包方法を確認してください。.
- 図面レビューの際のコミュニケーションの質を評価する。最初の段階での不明瞭な質問は、後々の生産遅延につながることが多い。.
ヒント4: サービス液、速度、バランスグレード、検査レベル、基準戦略などについて実用的な質問をするサプライヤーは、通常、プロジェクトを複雑にするのではなく、保護しているのです。.
その部品がより広範な OEM精密鋳造 生産数量を出荷する前に、プログラム、図面、サンプル承認、パッケージ、検査報告書を整合させておくことが重要です。こうした準備を行うことで、購買、エンジニアリング、品質管理チーム間で公差、外観基準、試験記録の解釈が異なった場合に生じる後々の議論を減らすことができます。.
よくある質問
1. ポンプのインペラに最適なステンレス鋼は何ですか?
最適なグレードは一つではありません。CF8または304タイプのステンレス鋼は、清浄で穏やかな用途に適しています。CF8Mまたは316タイプのステンレス鋼は、多くの船舶、化学薬品、洗浄用途に適しています。塩化物濃度が高い場合、高強度が必要な場合、または腐食性の高い化学薬品を使用する場合は、二相ステンレス鋼またはニッケル合金が必要になる場合があります。.
2. インベストメント鋳造は、すべてのポンプインペラに適していますか?
いいえ。精密鋳造は複雑な形状や中規模生産量に適していますが、大型インペラ、非常に単純な形状、または極めてタイトな油圧プロファイルの場合は、砂型鋳造、加工、鍛造と機械加工の組み合わせ、またはビレットからの完全機械加工の方が適している場合があります。.
3. インペラ図面にはどのような情報を含めるべきですか?
図面には、合金規格、熱処理、重要寸法、基準面、加工代、表面仕上げ、残余等級、検査要件、数量、適用上の注意事項、および承認された修理限度額を含める必要があります。.
4. ステンレス鋼製のインペラはなぜ腐食するのか?
ステンレス鋼は、不動態酸化クロム皮膜によって腐食に耐性がありますが、塩化物、低pH、高温、停滞域、隙間、不適切な洗浄剤などによってその保護膜が破壊される可能性があります。材料の選定は、実際の流体環境に合わせて行う必要があります。.
5. CF8とCF8Mの違いは何ですか?
CF8は鋳造オーステナイト系ステンレス鋼で、一般的に304型と同等の耐食性を持つ。CF8Mはモリブデンを含み、一般的に316型と同等の耐食性を持ち、特に多くの塩化物含有環境において孔食耐性が向上している。.
6. 動的バランス調整はどのような場合に必要になりますか?
高速回転、幅広、またはより重要なインペラには、動的バランス調整が推奨されます。特に、振動によってベアリング、シール、またはカップリングが損傷する可能性がある場合には、動的バランス調整が重要です。必要なバランス調整のグレードは、ポンプの設計と運転速度によって決定する必要があります。.
7.鋳造時の欠陥は修復できますか?
図面および顧客規格で認められている場合、重要度の低い表面欠陥は、ブレンド補修または溶接補修で対応可能です。ただし、亀裂、深い収縮、ボアまたはベーン根元付近の欠陥、および高応力領域の欠陥については、補修を行う前に慎重に検討する必要があります。.
8. 機械加工されたインペラ内径の一般的な公差はどのくらいですか?
公差は、サイズ、嵌合、およびシャフトの設計によって異なります。多くの工業用インペラの穴径は100分の1ミリメートル以内の精度で管理されていますが、図面には正確な公差、嵌合システム、およびキー溝の位置関係を明記する必要があります。.
9. インペラの油圧面は研磨すべきでしょうか?
研磨は洗浄性を向上させ、表面抵抗を低減する効果がありますが、必ずしも必要ではありません。その効果は、ポンプのサイズ、流体、使用状況、およびコスト目標によって異なります。通常、表面の光沢よりも、バリや鋳造時の鋭利な凹凸を除去することの方が重要です。.
10. 購入者は出荷時にどのような書類を要求すべきですか?
一般的な書類には、材料証明書、化学分析報告書、熱処理記録、寸法報告書、バランス報告書、PMI記録、必要に応じて表面仕上げ報告書、梱包リスト、およびヒート番号またはバッチ番号に関連付けられたトレーサビリティ情報が含まれます。.
11. 1つのインペラ設計を複数の流体に使用することは可能ですか?
場合によっては、材質、仕上げ、クリアランスの要件が変わる可能性があります。油圧的に機能する形状であっても、合金が流体、温度、または洗浄手順に適していない場合、早期に故障する可能性があります。.
12.サンプル承認はどのように処理すべきか?
初回品検査、材料確認、バランス記録、および目視基準を使用してください。特に鋳造表面仕上げや混合部分については、将来の比較のために、承認されたサンプルまたは詳細な写真を保管してください。.
最後に
ステンレス鋼製ポンプインペラの製造は、一連の意思決定の連続です。合金の選定は、部品を腐食や温度変化から保護します。鋳造管理によって羽根の形状が決定され、内部欠陥が低減されます。CNC加工によって機械的な嵌合精度が決定されます。バランス調整によって回転部品が保護されます。検査によって、部品の形状が正しいだけでなく、トレーサビリティと再現性も確保されていることが購入者に証明されます。.
ステンレス製ポンプインペラの信頼できる製造パートナーをお探しですか?
当社のエンジニアリングチームは、お客様の図面を精査し、適切な材料と製造工程を提案し、見積もり前に実用的な生産に関する提案を行うことができます。.
技術的な質問がある場合は、 当社のエンジニアリングチームにお問い合わせください.







