精密鋳造と砂型鋳造のどちらを選ぶかは、購買担当者、OEMバイヤー、機械エンジニア、製品設計者にとってよくある決断です。図面は一見シンプルに見えるかもしれませんが、適切な鋳造プロセスは、部品の形状、必要数量、予算、加工代、合金、検査基準によって異なります。ポンプ部品、バルブ本体、コーヒーメーカーのハンドルはすべてステンレス鋼鋳造プロジェクトですが、同じ鋳造プロセスには適さない場合があります。.
正直なところ、どちらのプロセスも絶対的に優れているとは言えません。精密鋳造は、微細なディテール、薄肉構造、そしてよりきれいな表面を実現できます。一方、砂型鋳造は、より大きな部品、金型費用を抑えた製造、そしてニアネットサーフェスを必要としない重量部品の鋳造に適しています。最適な選択は、より高度に聞こえるプロセスを選ぶのではなく、実際のエンジニアリング要件に合致したプロセスを選ぶことによって決まります。.

鋳造プロセスは、図面、公差、加工計画、合金の特性、年間需要に基づいて選択する必要があります。価格だけを基準にするのは適切ではありません。なぜなら、価格には加工コスト、不良リスク、スケジュールリスクが隠されていることが多いからです。.
このガイドでは比較します インベストメント鋳造と砂型鋳造の比較 実務的な製造の観点から、寸法精度、表面仕上げ、工具コスト、単位コスト、材料、一般的な用途、そして見積もり後に回避可能なコストを生み出す可能性のある購入者のミスについて解説します。.
投資とは何か 鋳造?
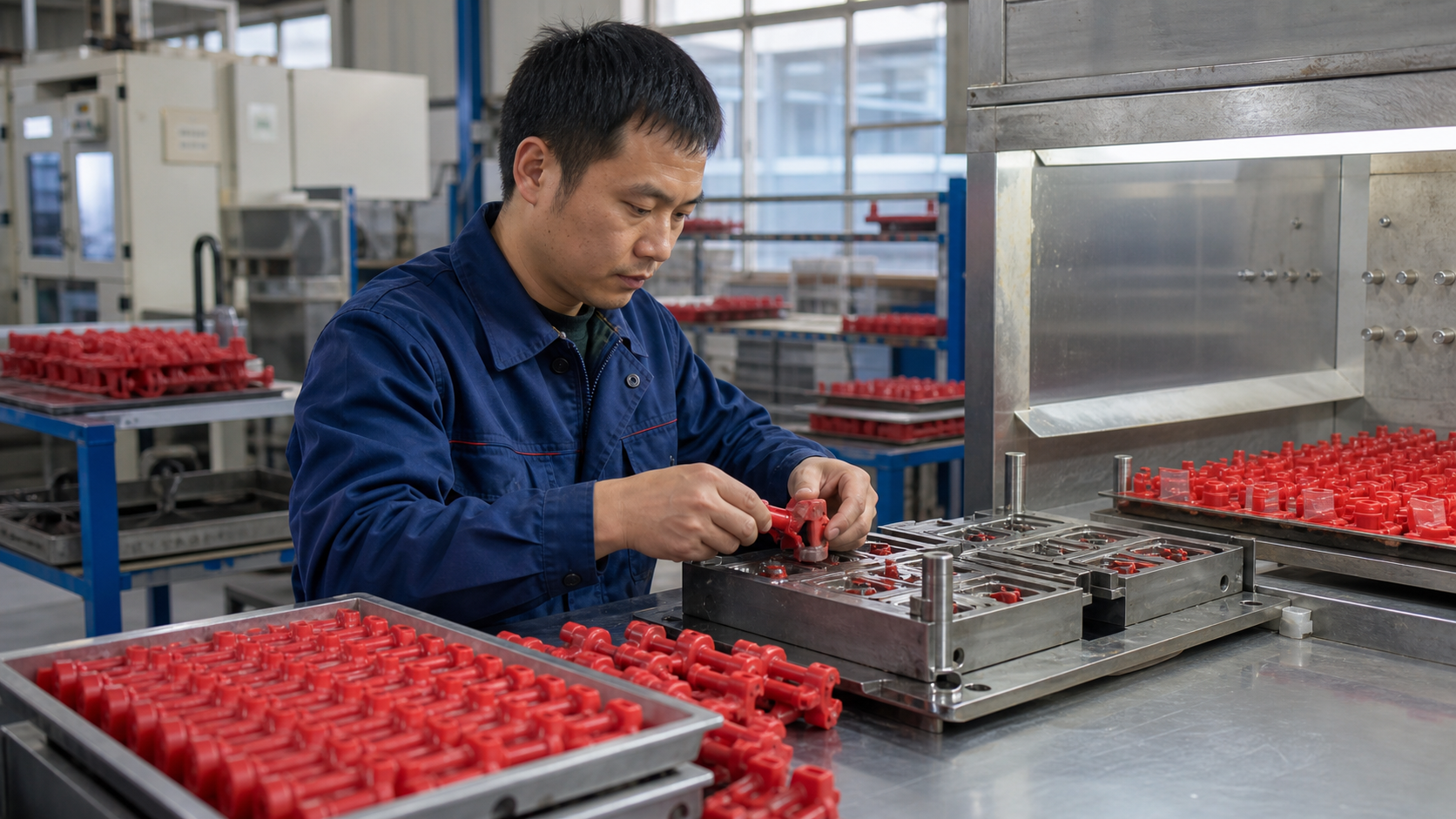
インベストメント鋳造とも呼ばれる ロストワックス鋳造, は、ワックスパターンを使用してセラミックシェルモールドを形成する精密鋳造法です。このプロセスは、形状の詳細、再現性、および機械加工の削減が重要な複雑な金属部品に広く使用されています。多くのステンレス鋼および合金鋼プロジェクトでは、, 精密鋳造 この部品が選ばれるのは、曲線、スロット、リブ、ボス、小さな穴、またはビレットから機械加工するとコストがかかる表面を持っているためです。.
工程はワックスパターンの作成から始まります。ワックスは、計画された収縮率を含めた最終的な鋳造形状を表す金型に注入されます。複数のワックスパターンをツリーに組み立てます。ツリーをセラミックスラリーに浸し、耐火材でコーティングして乾燥させます。このセラミックシェルは、注湯に十分な強度が得られるまで層状に積み重ねられます。.

鋳型を成形した後、脱蝋工程でワックスを除去します。通常はオートクレーブまたは制御加熱によって行われます。空の鋳型を焼成して残留物を焼き切り、鋳型を強化します。次に、溶融金属を高温のセラミック鋳型に流し込みます。冷却後、鋳型を割って鋳物を型から切り離し、湯口を研削または切断によって除去します。.
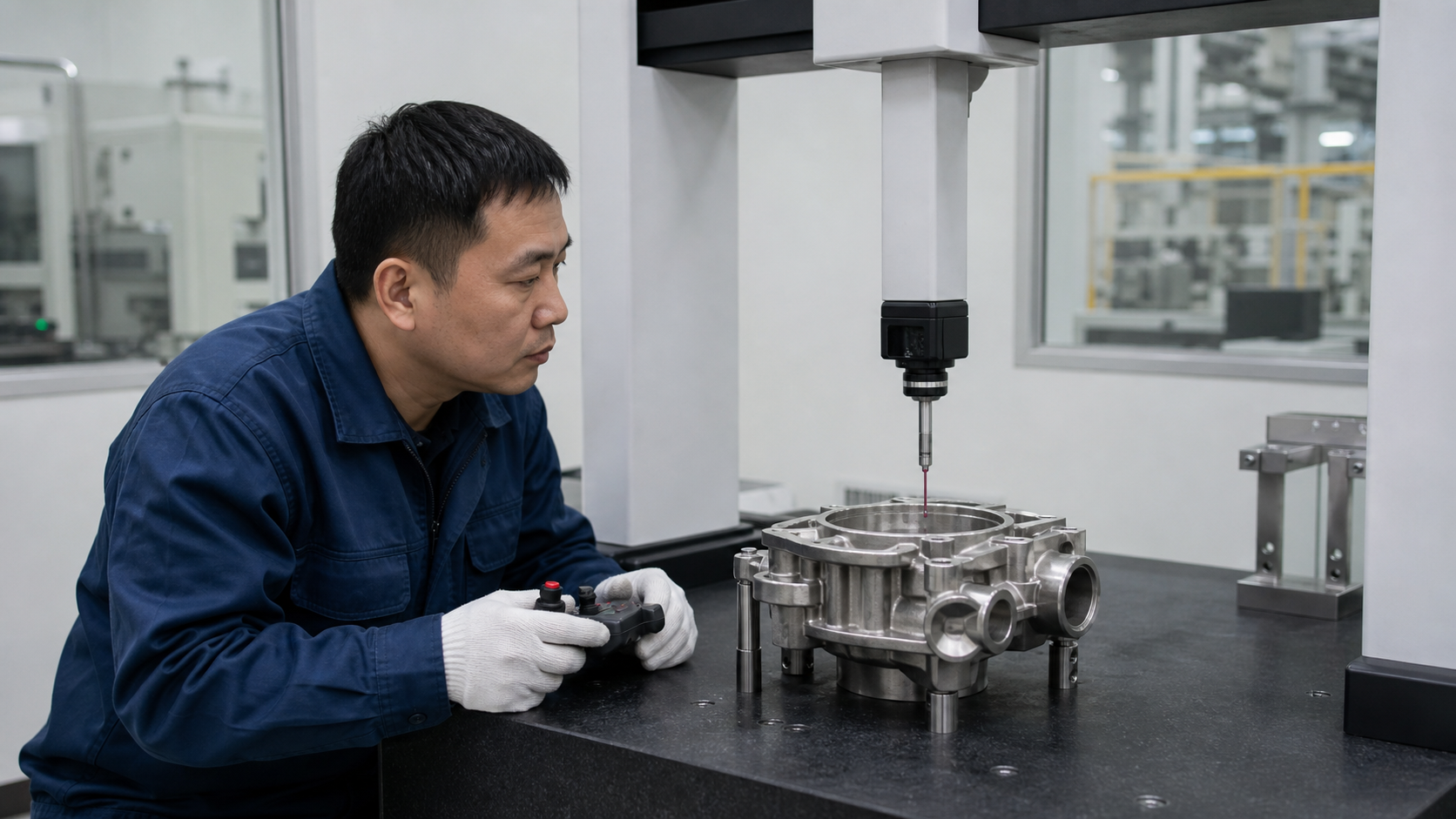
合金の種類や要求事項によっては、精密鋳造品は熱処理、酸洗、不動態化処理、ショットブラスト、表面仕上げ、CNC加工、圧力試験、寸法検査などの工程を経る場合があります。バルブトリム、ポンプインペラ、船舶用ハードウェア、食品機器部品、ステンレス鋼製機械部品などの部品においては、ニアネットジオメトリで鋳造できることで、加工時間と材料の無駄を削減できます。.
最大の利点は、その精緻さです。精密鋳造は、砂型鋳造よりも薄肉部、小径半径、微細な表面仕上げ、複雑な形状の加工に適しています。また、金型とプロセスパラメータが安定すれば、再現性も良好です。一方、コストとサイズが制約となります。ワックス金型、シェル成形、乾燥、プロセス制御にはコストがかかります。大型で重量のある部品は、シェルの強度、取り扱い、歩留まりが問題となるため、非効率的または実用的ではない場合があります。.
ヒント:インベストメント鋳造がうまく機能する場所
図面の形状が複雑な場合、ステンレス鋼またはニッケル合金が要求される場合、加工箇所が狭い場合、あるいはCNC加工による材料除去にコストがかかる場合は、精密鋳造を使用してください。単純なブロック形状の部品の場合、精密鋳造が最も低コストな選択肢となることはほとんどありません。.
砂型鋳造とは?
砂型鋳造では、砂型に型を用いて空洞を形成します。砂型は、生砂、樹脂砂、またはその他の結合砂系材料で作られます。鋳造品に内部通路が必要な場合は、型の中に中子を配置します。型を閉じ、溶融金属を注ぎ込み、冷却後、型から鋳物を取り出します。.
砂型鋳造は精密鋳造よりも歴史が古く、柔軟性も高いですが、だからといってその有用性が劣るわけではありません。大型の筐体、機械ベース、ポンプケーシング、バルブ本体、ブラケット、農業機械部品、建設機械部品などには、砂型鋳造が技術的にも商業的にも最適な選択肢となる場合があります。特に、部品が大きく、肉厚が厚く、公差が中程度で、表面に機械加工や塗装を施す場合に、砂型鋳造は非常に魅力的な選択肢となります。.

砂型鋳造の一般的な工程は、型製作、中子製作、鋳型準備、注湯、冷却、型ばらし、ライザーとゲートの除去、洗浄、必要に応じた熱処理、機械加工、検査などです。型製作コストは、特にプロジェクトの初期段階において、大型部品の精密鋳造用金型よりも低い場合が多くあります。また、砂型は、場合によっては精密鋳造用金型よりも設計変更への対応が容易です。.
トレードオフとなるのは精度です。砂型鋳造は通常、表面が粗く、公差が広く、加工代が大きく、金型ごとのばらつきも大きくなります。薄肉部や細かいディテールはより難しくなります。内部コアのずれも考慮する必要があります。抜き勾配、パーティングライン、ライザー、フィードパスは、購入者の予想以上に最終設計に大きな影響を与えることがよくあります。.

年間需要が不確実な場合、砂型鋳造も実用的な選択肢となります。購入者は、低コストの型から始めて性能を検証してから、大量生産用の金型に着手することができます。大型鋳造品の場合、棒材や鍛造材から大量の金属を除去するコストは、砂型鋳造で粗形を作り、機能面のみを機械加工するコストよりもはるかに高くなる可能性があります。.
注:砂型鋳造は低価格部品のためだけのものではありません
多くの重要な工業部品は砂型鋳造で製造されます。重要なのは、公差、検査、熱処理、機械加工、鋳造管理を部品の使用条件に合わせることです。.
インベストメント鋳造と砂型鋳造の比較
下の表は、実用的な比較を示しています。正確な数値は、合金の種類、鋳造工場の能力、部品のサイズ、形状、検査レベルによって異なりますが、これらの範囲は初期段階のプロセス選定に役立ちます。.
| 要素 | インベストメント鋳造 | 砂型鋳造 |
|---|---|---|
| 寸法精度 | 小型・中型部品の精度向上と再現性向上 | 中程度の精度だが、金型やコアの状態によるばらつきが大きい。 |
| 許容範囲 | 機械加工前の鋳造公差をより厳密にするのに適していることが多い。 | より広い鋳造公差とより大きな機械加工代が必要となる |
| 表面仕上げ | 鋳造後の表面が滑らかになり、仕上げ作業が軽減されることが多い。 | 表面が粗く、一般的には洗浄、ブラスト処理、塗装、または機械加工が施される。 |
| 最小壁厚 | 薄い壁や細かい形状に適しています | 厚みのある部分に適しています。薄い壁は確実に充填するのが難しいです。 |
| 複素幾何学 | リブ、スロット、曲線、ボス、および統合機能に強い | 可能性はあるが、コアとパーティング設計によってリスクとコストが増加する可能性がある。 |
| 工具費 | ワックス射出成形用金型およびプロセス設定にはより高い費用がかかります。 | 特に大型の単純な部品の場合、低または中程度 |
| 単価 | 加工コスト削減により競争力が高まる | 大型部品、厚肉部品、中程度の精度において競争力がある |
| 生産量 | 金型費用が数量に分散される反復生産に最適 | 試作品、少量生産、大型工業部品の製造に対応 |
| リードタイム | 工具やシェルプロセスは時間を増やす可能性がある | 大型部品の場合、パターンと金型ルートの方が速い場合がある。 |
| 再現性 | プロセス安定化後、高値 | 中程度。金型、コア、およびオペレーターの制御に大きく依存する。 |
| 機械加工要件 | 重要でない面については低く抑える。重要な面については引き続き機械加工が必要。 | 機能面では、より高い許容値を設定するのが一般的です。 |
| 材料利用 | 加工ロスが少なく、ニアネットシェイプに適しています。 | 大きな形状には適していますが、ゲート、ライザー、加工材料は高価になる可能性があります |
| 標準重量 | 小型から中型の部品。重量部品は特定の場合にのみ使用可能。 | 中型から大型の鋳造品 |
| 代表的な用途 | バルブ部品、ポンプインペラ、船舶用ハードウェア、食品機器、医療機器部品、特注鋳造品 | ポンプハウジング、バルブ本体、機械ベース、鉱山部品、建設機械 |

2つのプロセスを比較検討する購入者にとって、重要なのはどちらの鋳造方法がより安価に見積もれるかという点だけではありません。より重要なのは、機械加工、検査、仕上げ、そして不良品リスクを含めた上で、どちらのプロセスが最も低いコストで確実に完成品を提供できるかという点です。.
コスト比較
金型コストは、通常、最初に目につく違いです。ワックス射出成形用の精密鋳造金型は、細部や収縮を正確に保持する必要があります。小型部品の場合は必ずしも高価ではありませんが、通常は単純な砂型鋳造パターンよりも特殊です。砂型鋳造金型は、特に寸法精度がそれほど高くない大型部品の場合、少量生産であれば安価になる可能性があります。.
単位コストはより複雑です。精密鋳造は、ワックス射出、組み立て、シェル形成、乾燥、脱ロウ、焼成、注湯、シェル除去、切断といった工程が多くなります。砂型鋳造は多くの場合、金型準備コストが低くなりますが、より多くの機械加工材料、より頻繁な表面処理、および寸法修正が必要になる場合があります。鋳造価格は低くても、機械加工時間が長くなると、完成品の価格は高くなる可能性があります。.
| コスト領域 | インベストメント鋳造の方が経済的な場合 | 砂型鋳造の方が経済的な場合 |
|---|---|---|
| 工具費 | 設計が安定し、多くの注文で生産が繰り返される場合 | 数量が少ない場合、またはテスト後にデザインが変更される可能性がある場合 |
| 単価 | ニアネットシェイプはCNC加工時間と材料ロスを削減します | 部品が大きく、単純で、重い部分がある場合 |
| 機械加工コスト | シール面、穴、または基準面のみを加工する必要がある場合 | 最も重要な形状は、鋳造品質に関係なく機械加工する必要がある。 |
| 総製造コスト | 粗鋳造による品質低下が高額になる場合 | 表面仕上げと厳密な公差が主要な要素ではない場合 |
複雑な形状を持つ部品の場合、従来であれば長時間の機械加工、複数回の段取り、あるいは大量の材料除去が必要となるため、精密鋳造の方が経済的です。ステンレス鋼製のレバー、小型バルブ部品、インペラ、食品機器部品などは、鋳造によって完成品に近い形状が得られるため、金型製作の費用対効果が期待できる場合が多いです。.

砂型鋳造は、部品が大型であったり、肉厚であったり、あるいは後々大幅な機械加工が必要となる場合に有利です。ポンプハウジング、バルブ本体、機械ベースなどは、精密鋳造による滑らかな表面仕上げや細部の精緻さを必要としない場合があります。そのような場合、より精密な鋳造プロセスを採用しても、最終コストの削減にはつながらない可能性があります。.
ベストプラクティス:完成部品のコストを比較する
サプライヤーには、金型、鋳造、熱処理、機械加工、表面仕上げ、検査、梱包をそれぞれ分けて提示するよう依頼してください。こうすることで、鋳造価格だけを比較するよりも、精密鋳造と砂型鋳造のどちらが優れているかの判断がはるかに明確になります。.
材料比較
どちらのプロセスも多くの鉄系および非鉄系合金を鋳造できますが、すべての鋳造所がすべてのグレードを適切に扱えるわけではありません。プロセスを選択する前に、材料の適合性を確認する必要があります。炭素鋼と合金鋼はどちらの方法でも製造できます。ステンレス鋼の鋳造では、304、316、316L、CF8、CF8Mなどの小型精密部品にインベストメント鋳造がよく使用されます。2205デュプレックスや2507デュプレックスなどのデュプレックス鋼は、どちらのプロセスを選択する場合でも、溶解、熱処理、腐食制御に関する知識が不可欠です。.
耐熱ステンレス鋼、ニッケル合金、インコネル、ハステロイは、より厳格な工程管理を必要とします。注湯温度、シェルまたはモールドの反応、熱処理、検査方法など、すべてが重要です。鋳造工場は幅広い合金リストを宣伝しているかもしれませんが、購入者は選択したグレードでの実際の生産経験について尋ねるべきです。高温用途の場合、次のようなリソースが必要です。 高温合金の選択 見積依頼書(RFQ)提出前に要件を明確にするのに役立ちます。.
砂型鋳造は、大型の合金鋼およびステンレス鋼製ハウジングの加工に適していますが、表面仕上げと加工材料の計画が必要です。形状、表面、および再現性の高いディテールが重要な耐食性ステンレス鋼部品には、精密鋳造が適している場合があります。二相ステンレス鋼およびニッケル合金部品の場合、設計レビューには、送り出し性、断面厚さ、熱処理、および必要なPMI、硬度、引張、または腐食試験を含める必要があります。.

代表的な用途
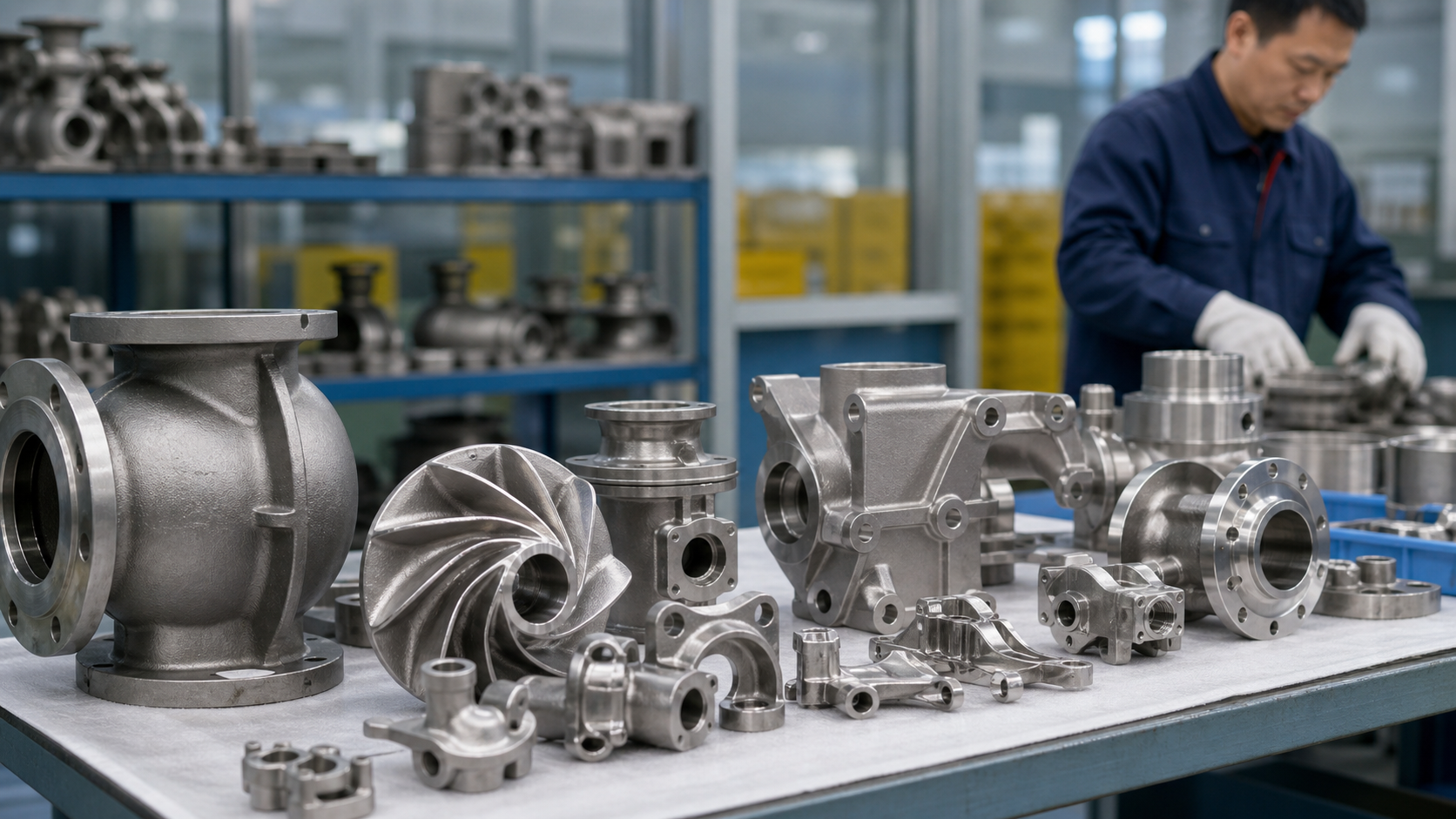
インベストメント鋳造は、ポンプ部品、バルブ部品、船舶用ハードウェア、食品機器、コーヒーマシン部品、医療機器部品、工業用ファスナー、およびコンパクトな形状と制御された表面品質を必要とするその他のカスタム鋳造品によく使用されます。ステンレス製のコーヒーマシンのハンドル、インペラ、クランプ、小型ブラケット、精密機械部品などが典型的な例です。外観と機能の両方が重要なコーヒーマシン部品の場合、, 鋳造 vs CNC加工 しばしばまとめてレビューされる。.
砂型鋳造は、ポンプハウジング、バルブ本体、鉱山機械、建設機械、農業機械、機械ベース、大型産業用支持部材などの製造によく用いられます。これらの部品は、断面が厚く、外形が単純で、鋳造後に機械加工される機能面を持つことが多いです。.
製品設計者は、同一製品群のすべての製品を一つの鋳造プロセスで対応させようとすることがあります。しかし、これは部品群のサイズ、肉厚、公差、仕上げに関する要求が類似している場合にのみ有効です。小型のステンレス鋼製ラッチと大型のポンプケーシングは同じ合金ファミリーに属していても、全く異なる鋳造ロジックが必要となる場合があります。.
インベストメント鋳造はどのような場合に選択すべきでしょうか?
- その部品は複雑な外形形状をしており、機械加工にはコストがかかるだろう。.
- 薄い壁、細かいリブ、小さな突起、または滑らかな移行部が求められます。.
- 表面仕上げは、一般的な砂型鋳造の表面よりも優れている必要がある。.
- 寸法再現性は、生産ロット間で重要である。.
- 部品のサイズは小型または中型で、設計は安定している。.
- 最終形状に近い鋳造を行うことで、CNC加工時間を短縮できる。.
- 合金はステンレス鋼、二相ステンレス鋼、耐熱ステンレス鋼、またはニッケル合金であり、鋳造工場は確かな実績を有している。.
- 年間生産量が十分多いため、金型費用を分散できる。.
- 当該部品は、バルブ、ポンプ、船舶システム、食品機器アセンブリ、または精密機械装置の一部である。.
チェックリスト:精密鋳造見積依頼書
- 3Dモデルと2D図面の両方が利用可能です。.
- 重要な寸法と基準点は明確に表示されている。.
- 機械加工された表面は、鋳造されたままの表面とは区別される。.
- 材料の等級と熱処理が規定されている。.
- 表面仕上げ、不動態化処理、試験、およびパッケージングに関する要件が記載されています。.
- 年間需要と生産量は現実的なものです。.
砂型鋳造はどのような場合に選択すべきでしょうか?
- その部品は、大型、重量がある、または壁の厚い部分がある。.
- 形状はそれほど詳細ではなく、鋳造後の表面仕上げもそれほど重要ではない。.
- 設計および予算において、加工代は許容範囲内である。.
- 生産量は少ない、不確定、またはまだ試験段階である。.
- 当該部品は、ポンプハウジング、バルブ本体、機器フレーム、ベース、または機械部品である。.
- 初期開発段階では、工具予算を管理しなければならない。.
- プロトタイプのテスト後、設計変更が行われる可能性が高い。.
- 鋳造品は、目に見える部分に塗装、コーティング、または全面的な機械加工が施されます。.
- この鋳造工場は、中子、供給、大型鋳型の取り扱いにおいて豊富な経験を有しています。.
砂型鋳造は、最初の金型見積もりが安いという理由だけで選ぶべきではありません。砂型鋳造が適切な選択肢となるのは、その公差、表面仕上げ、および機械加工の要件が実際の部品に適合する場合です。もし購入者が後から砂型鋳造プロセスに精密鋳造レベルの表面仕上げと公差を要求した場合、コストと納期は急速に増加する可能性があります。.
購入者がよく犯す間違い
- 鋳造価格を比較する際に、機械加工コストを比較しない。.
- 公差、合金組成、検査に関する注記を一切含まない3Dモデルのみを送信する。.
- ステンレス鋼のグレードは、あらゆる鋳造プロセスにおいて同じ挙動を示すと仮定する。.
- 小型で複雑な部品で、ほぼ最終形状に近い仕上がりが求められる場合、砂型鋳造を選択する。.
- 細部へのこだわりが価値を生み出さない、大型でシンプルな部品には、精密鋳造を選択する。.
- 抜き勾配、パーティングライン、ゲート、ライザー、および加工基準点の計画を忘れる。.
- いずれにせよ機械加工される表面に、非現実的な公差を設定する。.
- 金型費用が許容範囲内かどうかを判断する際に、年間需要を無視すること。.
- 金型製作後に、コストとスケジュールへの影響を確認せずに設計を変更すること。.
- 見積もり前に品質管理要件を明確に定義していない。.
ポンプ、バルブ、圧力関連アセンブリ、船舶機器、食品機器に鋳造品を使用する場合、品質計画は特に重要です。寸法検査、材料認証、圧力試験、非破壊検査、トレーサビリティについては、見積もり段階で話し合う必要があります。サプライヤー評価の詳細については、このガイドを参照してください。 インベストメント鋳造工場の選び方.
チェックリスト:プロセス選択レビュー
- 部品のサイズ、重量、肉厚を確認してください。.
- 重要な公差と重要でない鋳造面をマークする。.
- 両方の加工方法について、加工時間を見積もってください。.
- 合金の入手可能性と鋳造工場の生産実績を確認する。.
- 金型費用と予想される年間需要を比較してください。.
- 価格交渉の前に検査レベルを定める。.
- 表面仕上げおよび腐食に関する要件を含めてください。.
- 単価だけでなく、配送スケジュールも確認しましょう。.
よくある質問
1. インベストメント鋳造は、砂型鋳造よりも常に精度が高いのでしょうか?
小型・中型部品の場合、精密鋳造の方が寸法精度と表面仕上げに優れているのが一般的です。ただし、公差計画と加工代が適切に設計されていれば、砂型鋳造でも工業的な要求を満たすことができます。.
2. ステンレス鋼の鋳造にはどちらのプロセスが適していますか?
部品のサイズと形状によって異なります。精密なインベストメント鋳造は、細部まで精緻な小型ステンレス鋼部品によく用いられます。一方、砂型鋳造は、機械加工で重要な表面仕上げを行う大型のステンレス鋼製ハウジングや本体によく用いられます。.
3. ロストワックス鋳造はインベストメント鋳造と同じですか?
はい。ロストワックス鋳造は、金属をセラミック製の型に流し込む前にワックスパターンを取り除くことから、インベストメント鋳造の伝統的な名称として知られています。.
4. どちらのプロセスの方が工具コストが低いですか?
砂型鋳造は、特に大型部品や数量が不確定な場合、金型コストが低く抑えられることが多い。精密鋳造の金型は、繰り返し生産や機械加工コストの削減効果が大きい場合に正当化される。.
5. どちらの工程の単位コストが低いですか?
砂型鋳造は、大型で単純な部品の場合、単位コストが低くなる可能性があります。一方、精密鋳造は、機械加工や材料の無駄を削減できるため、複雑な部品の場合、完成品のコストが低くなる可能性があります。.
6. インベストメント鋳造はCNC加工に取って代わることができるか?
いいえ。精密鋳造は機械加工を減らすことができますが、重要な穴、シール面、ねじ山、ベアリングシート、基準面などは通常、CNC加工が必要です。.
7. 砂型鋳造で複雑な内部通路を作製することは可能ですか?
はい、コアを使用する場合です。設計者は、コアの強度、コアのずれ、洗浄、および検査を考慮しなければなりません。複雑な内部通路はリスクを高めるため、早期に検討する必要があります。.
8. ポンプ部品にはどちらのプロセスが適していますか?
小型のインペラ、ブラケット、ステンレス鋼部品は、多くの場合、精密鋳造で製造されます。大型のポンプハウジングやケーシング部品は、多くの場合、砂型鋳造で製造されます。.
9. バルブ部品にはどちらのプロセスが適していますか?
バルブトリム、ハンドル、ディスク、および小型のステンレス部品は、多くの場合、精密鋳造で製造されます。大型のバルブ本体は、砂型鋳造された後、シール面と組立面が機械加工されることがよくあります。.
10.見積依頼書(RFQ)にはどのような情報を含めるべきですか?
3Dモデル、2D図面、材料グレード、年間数量、バッチ数量、公差に関する注記、加工面、熱処理、検査基準、表面仕上げ、および目標納期を含めてください。.
11. 購入者は、精密鋳造と砂型鋳造のどちらを選ぶべきか、どのように判断すべきでしょうか?
まずは完成品の状態から見ていきましょう。機能、公差、表面仕上げ、機械加工、合金、そして数量です。次に、鋳造価格だけでなく、製造コスト全体を比較します。鋳造段階では高価に見える工程でも、機械加工や検査後にはコストが下がる可能性があります。.
12. 1つのサプライヤーが両方のプロセスを提供することは可能ですか?
一部のメーカーは両方の工程を連携させることができますが、その能力は実際の事例で検証する必要があります。重要なのは、推奨される工程が部品に適合していることであり、サプライヤーのお気に入りの生産ルートではないということです。.
最終選考に関する注記
精密鋳造と砂型鋳造は、どちらも金属製造において確固たる地位を占めています。精密鋳造は、一般的に、小型から中型の複雑な部品、よりきれいな表面、高い再現性、そして機械加工の削減に適しています。一方、砂型鋳造は、一般的に、大型で重量があり、中程度の精度が求められる部品、つまり、細かいディテールよりも金型コストや断面サイズが重要な部品に適しています。.
OEMの購買担当者やエンジニアにとって、最も確実な判断を下すには、製造工程を念頭に置いて図面を精査することが重要です。金型製作を開始する前に、肉厚、基準点の設定、合金の特性、加工代、検査要件、年間需要などについて十分に検討する必要があります。これにより、プロジェクトを製造現場の実情に即したものにすることができ、試作品製作後の高額な変更を防ぐことができます。.
新しい鋳造プロジェクトを検討されている場合は、当社のエンジニアリングチームが図面のレビュー、最適な鋳造プロセスの提案、および見積もり前に製造に関する提案を行うことができます。. お問い合わせページからご連絡ください。.







