對於採購經理、OEM買家、機械工程師和產品設計師來說,選擇熔模鑄造或砂型鑄造是一個常見的決策問題。圖紙乍看之下可能很簡單,但合適的鑄造過程取決於零件的形狀、所需數量、預算、加工餘裕、合金以及檢驗標準。例如,幫浦組件、閥體和咖啡機把手可能都是不銹鋼鑄造項目,但它們可能不需要採用相同的鑄造過程。.
誠實的答案是,兩種工藝各有優劣。熔模鑄造可以製造精細的細節、薄壁和更光滑的表面。砂型鑄造則適用於尺寸更大的零件、更低的模具成本以及對錶面光潔度要求不高的厚壁部件。最佳選擇在於根據實際工程需求來匹配工藝,而不是選擇聽起來更先進的工藝。.

鑄造製程的選擇應綜合考慮圖面、公差、加工方案、合金性能和年需求量。僅憑價格來選擇鑄造工藝並不明智,因為它往往掩蓋了加工成本、廢品風險和進度風險。.
本指南進行比較 熔模鑄造與砂型鑄造 從實際製造角度來看,它涵蓋了尺寸精度、表面光潔度、模具成本、單位成本、材料、典型應用以及報價後可能造成可避免成本的買方錯誤。.
什麼是投資 鑄件?
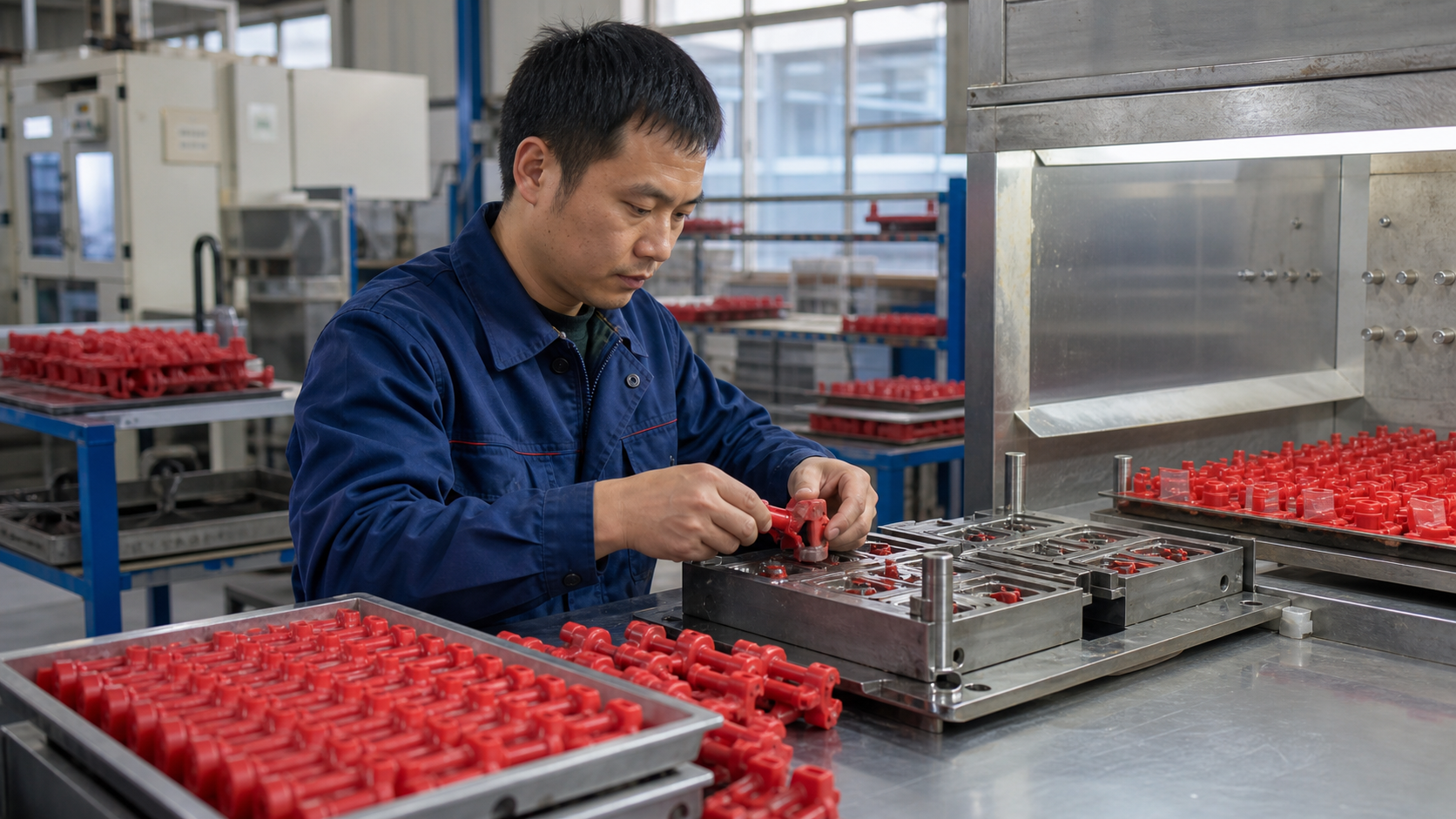
熔模鑄造,也稱為 失蠟鑄造, 是一種精密鑄造方法,它使用蠟模形成陶瓷殼模。該工藝廣泛用於形狀細節、重複性和減少加工量至關重要的複雜金屬零件的製造。在許多不銹鋼和合金鋼項目中,, 精密鑄造 之所以選擇這種材料,是因為零件有曲線、槽、肋、凸台、小孔或表面,如果用坯料加工,成本會很高。.
整個工藝流程始於蠟模製作。將蠟注入模具中,模具的形狀代表最終鑄件的幾何形狀,並預留了預期的收縮量。多個蠟模組裝在模具樹上。模具樹浸入陶瓷漿料中,塗覆耐火材料,然後乾燥。陶瓷殼逐層堆積,直到達到足夠的強度進行澆注。.

殼體成型後,在脫蠟過程中去除蠟層,通常採用高壓釜或可控加熱的方式。將空殼體進行燒製,以燒除殘留物並增強模具強度。然後將熔融金屬澆注到熱的陶瓷殼體中。冷卻後,敲掉殼體,將鑄件從模具上切割下來,並透過打磨或切割去除澆口。.
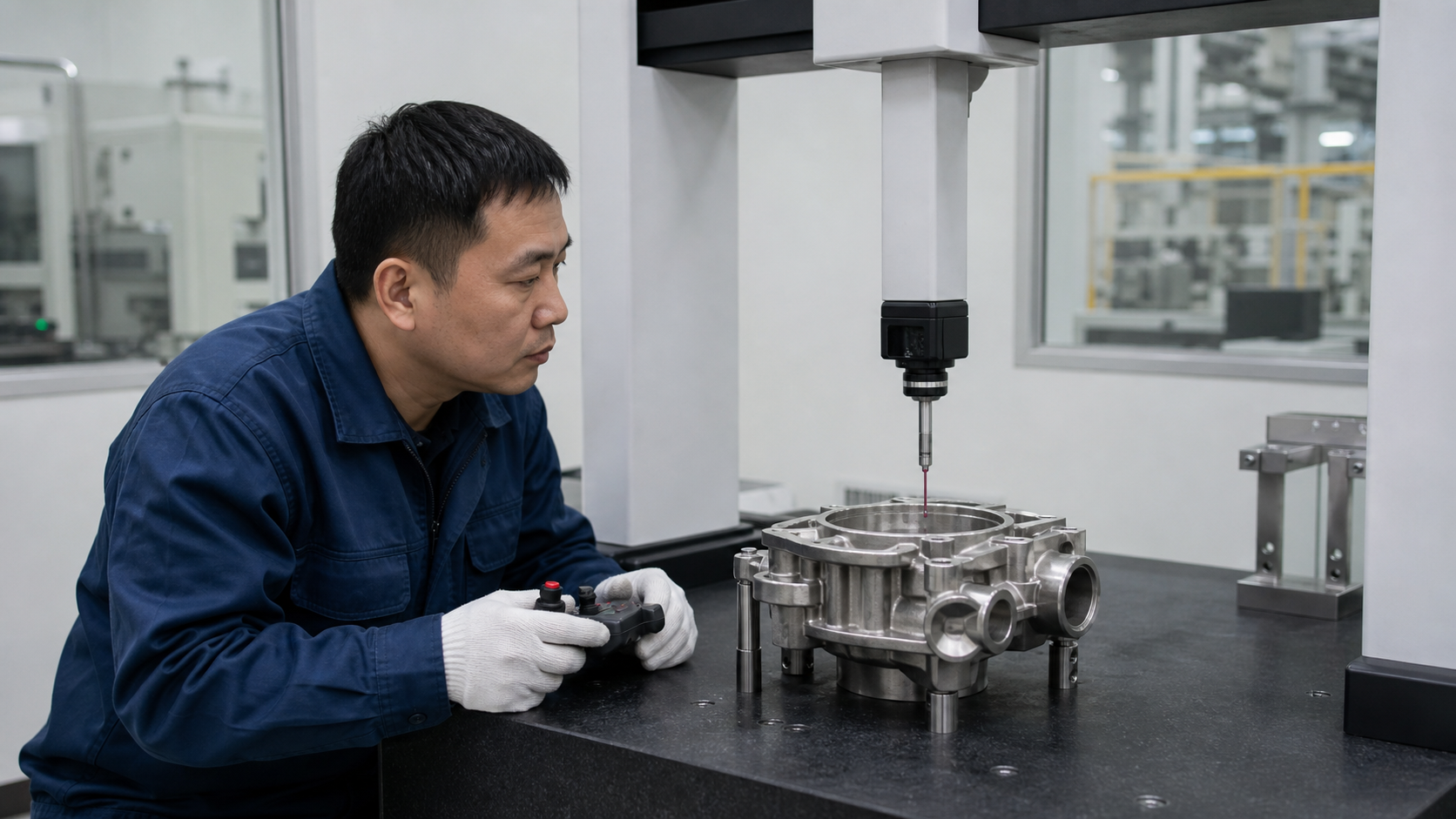
根據合金成分和具體要求,精密鑄件可能需要進行熱處理、酸洗、鈍化、噴丸處理、表面精加工、數控加工、壓力測試或尺寸檢驗。對於閥門內件、泵浦葉輪、船用五金件、食品設備零件和不銹鋼機械零件等零件,近淨成形鑄造製程可以減少加工時間和材料浪費。.
主要優勢在於細節處理。與砂型鑄造相比,熔模鑄造在薄截面、小半徑、精細表面光潔度和複雜形狀的加工方面表現更佳。此外,在模具和製程參數穩定後,熔模鑄造還能提供良好的重複性。其局限性在於成本和尺寸。蠟模製作、殼體成型、乾燥和製程控制都會增加成本。對於大型、重型零件,由於殼體強度、搬運和成品率等問題,熔模鑄造可能會變得效率低或不切實際。.
提示:熔模鑄造製程適用的領域
當圖面幾何形狀複雜、需要不銹鋼或鎳合金材質、加工位置要求嚴格,或CNC加工成本過高時,應以熔模鑄造。對於簡單的塊狀零件,熔模鑄造很少是成本最低的選擇。.
什麼是砂型鑄造?
砂型鑄造利用預先製作好的模型在砂型中形成型腔。砂型可由濕砂、樹脂砂或其他黏結砂系統製成。當鑄件需要內部通道時,需在砂型內放置型芯。砂型閉合後,澆注熔融金屬,冷卻後,透過落砂工序將鑄件取出。.
砂型鑄造過程雖然歷史悠久,但比熔模鑄造更靈活,但這並不意味著它就不實用。對於大型殼體、機器底座、泵殼、閥體、支架、農業機械零件和工程機械零件而言,砂型鑄造可能是技術和商業上都合適的解決方案。尤其當零件尺寸大、壁厚、公差適中,且表面需要機械加工或噴漆時,砂型鑄造更具優勢。.

典型的砂型鑄造流程包括制模、制芯、模具準備、澆注、冷卻、落砂、去除冒口和澆口、清理、必要時進行熱處理、機械加工和檢驗。對於大型零件,尤其是在專案初期,砂型鑄造的製模成本通常低於精密熔模鑄造。在某些情況下,砂型也比硬質熔模鑄造更容易適應工程變更。.
砂型鑄造的缺點在於精度。砂型鑄造通常表面粗糙度較高,公差較大,加工餘量較大,模具間的差異也較大。薄壁和精細細節的鑄造難度更高。必須考慮型芯偏移。拔模斜度、分型線、冒口和進給路徑對最終設計的影響往往比買家預期的要大。.

當年度需求不確定時,砂型鑄造也是切實可行的選擇。買家有時可以先採用成本較低的模具,驗證其性能,然後再決定是否投入大量生產。對於重型鑄件而言,從棒材或鍛造件上去除大量金屬的成本可能遠高於先用砂型鑄造粗略形狀,然後再加工功能表面。.
註:砂型鑄造並非僅適用於低價值零件。
許多關鍵工業零件都是採用砂型鑄造製程製造的。關鍵在於使公差、檢驗、熱處理、機械加工和鑄造控制與零件的使用條件相符。.
熔模鑄造與砂型鑄造的比較
下表提供了一個實用的比較。具體數值會因合金種類、鑄造廠產能、零件尺寸、幾何形狀和檢驗等級而異,但這些範圍對於早期製程選擇很有幫助。.
| 因素 | 熔模鑄造 | 砂型鑄造 |
|---|---|---|
| 尺寸精度 | 中小零件精度更高,重複性更好 | 精度中等,受模具和型芯條件的影響較大。 |
| 寬容 | 通常適用於加工前對鑄造公差要求更高的情況。 | 需要更大的鑄造公差和更大的加工餘裕。 |
| 表面處理 | 鑄態表面較光滑,通常可減少精加工工序。 | 表面較粗糙,通常經過清潔、噴砂、塗漆或機械加工。 |
| 最小壁厚 | 更適合較薄的牆壁和精細的造型。 | 更適合較厚的截面;薄壁截面更難可靠地填充。 |
| 複幾何 | 適用於肋條、槽口、曲線、凸台和整合功能 | 可行,但型芯和分型設計可能會增加風險和成本。 |
| 模具成本 | 蠟模注射工具和製程設置成本較高 | 較低或中等,尤其適用於大型簡單零件 |
| 件成本 | 當加工減薄量抵消了製程成本時,具有競爭力。 | 對於大型零件、厚壁零件和中等精度要求,具有競爭力。 |
| 生產量 | 最適合重複生產,因為模具成本可以分攤到生產數量。 | 適用於原型製作、小批量生產和大型工業零件生產。 |
| 交貨時間 | 工具和外殼加工過程可能會增加時間 | 對於某些大型零件,模具製作流程可能會更快。 |
| 重複性 | 製程穩定後的高 | 中等;很大程度上取決於模具、型芯和操作人員的控制。 |
| 加工要求 | 非關鍵表面加工量較低;關鍵表面仍需加工。 | 功能性表面通常採用較高的容差。 |
| 材料利用 | 適用於加工近淨形狀,減少加工廢料 | 適用於大型形狀,但澆口、立柱和加工餘量可能較高。 |
| 典型體重 | 小型至中型零件;重型零件僅在特定情況下才能製造。 | 中型至超大型鑄件 |
| 典型應用 | 閥門組件、泵葉輪、船用五金件、食品設備、醫療器材零件、客製化鑄件 | 泵殼、閥體、機座、礦用零件、建築設備 |

對於比較這兩種鑄造工藝的買家來說,主要問題不僅僅是哪種鑄造工藝報價更低。更重要的是,哪種製程在將機械加工、檢驗、精加工和廢品風險等因素考慮在內後,能夠以最低且可靠的成本交付成品零件。.
成本比較
模具成本通常是最先顯現的差異。用於蠟模注射的熔模鑄造模具必須精確地保持細節和收縮。對於小型零件而言,熔模鑄造模具的成本並不總是很高,但通常比簡單的砂型鑄造模具更為專業。對於小批量生產,尤其是尺寸要求適中的大型零件,砂型鑄造模具的成本可能會更低。.
單位成本的計算更為複雜。熔模鑄造的製程步驟更多:蠟模注射、組裝、成型、乾燥、脫蠟、燒結、澆注、脫殼和切割。砂型鑄造在許多情況下模具準備成本較低,但可能需要更多的加工餘裕、更多的表面清理和更多的尺寸修正。如果加工時間過長,即使鑄造價格低廉,最終成品價格也可能很高。.
| 成本區域 | 何時熔模鑄造可能更經濟 | 砂型鑄造何時可能更經濟 |
|---|---|---|
| 模具成本 | 當設計穩定且生產在多個訂單中重複進行時 | 當數量較少或設計可能在測試後發生變化時 |
| 單位成本 | 近淨成形可減少數控加工時間及材料損耗 | 當零件體積大、結構簡單且包含較重的部分時 |
| 加工成本 | 當僅需加工密封面、孔或基準面時 | 當最關鍵的幾何形狀必須進行機械加工,而不管鑄造品質如何時,就必須進行加工。 |
| 總製造成本 | 粗糙鑄造造成的質量損失代價高昂。 | 當表面光潔度和嚴格公差並非關鍵驅動因素時 |
當零件具有複雜的特徵,而其他加工方式需要較長的加工週期、多次裝夾或較高的材料去除率時,熔模鑄造就顯得更具經濟效益。例如,不銹鋼槓桿、小型閥門組件、葉輪或食品設備零件,由於鑄件形狀接近成品,因此通常值得熔模鑄造。.

當零件尺寸較大、壁厚較厚或需要大量機械加工時,砂型鑄造更具優勢。泵殼、閥體或工具機底座等部件可能並不需要精密熔模鑄造所追求的精細表面和細節。在這些情況下,採用更精細的鑄造過程並不一定能降低最終成本。.
最佳實務:比較成品零件成本
請供應商將模具、鑄造、熱處理、機械加工、表面處理、檢驗和包裝等費用分開列出。這樣一來,相比單純比較鑄造價格,熔模鑄造和砂型鑄造之間的選擇就清晰得多。.
材料對比
兩種工藝均可鑄造多種黑色金屬和有色金屬合金,但並非所有鑄造廠都能熟練處理所有牌號。選擇工藝前應先檢查材料的適用性。碳鋼和合金鋼均可採用這兩種方法生產。對於不銹鋼鑄造,熔模鑄造常用於304、316、316L、CF8和CF8M等牌號的小型精密零件。無論選擇哪種工藝,2205雙相鋼和2507雙相鋼等雙相鋼都需要精湛的熔煉、熱處理和腐蝕控制技術。.
耐熱不銹鋼、鎳合金、因科鎳合金和哈氏合金對製程要求更高。澆注溫度、殼體或模具反應、熱處理和檢驗方法都至關重要。鑄造廠可能會宣傳其豐富的合金種類,但買家應該詢問其在所選牌號的實際生產經驗。對於高溫應用,諸如以下資源: 高溫合金的選擇 可以幫助在詢價前明確需求。.
砂型鑄造可以加工大型合金鋼和不銹鋼外殼,但必須預先規劃表面光潔度和加工餘量。對於形狀、表面光潔度和可重複細節要求較高的耐腐蝕不銹鋼零件,熔模鑄造可能是更佳選擇。對於雙相不銹鋼和鎳合金零件,設計審查應包括澆注性能、截面厚度、熱處理以及任何必要的PMI(正交材料成分分析)、硬度、拉伸或腐蝕試驗。.

典型應用
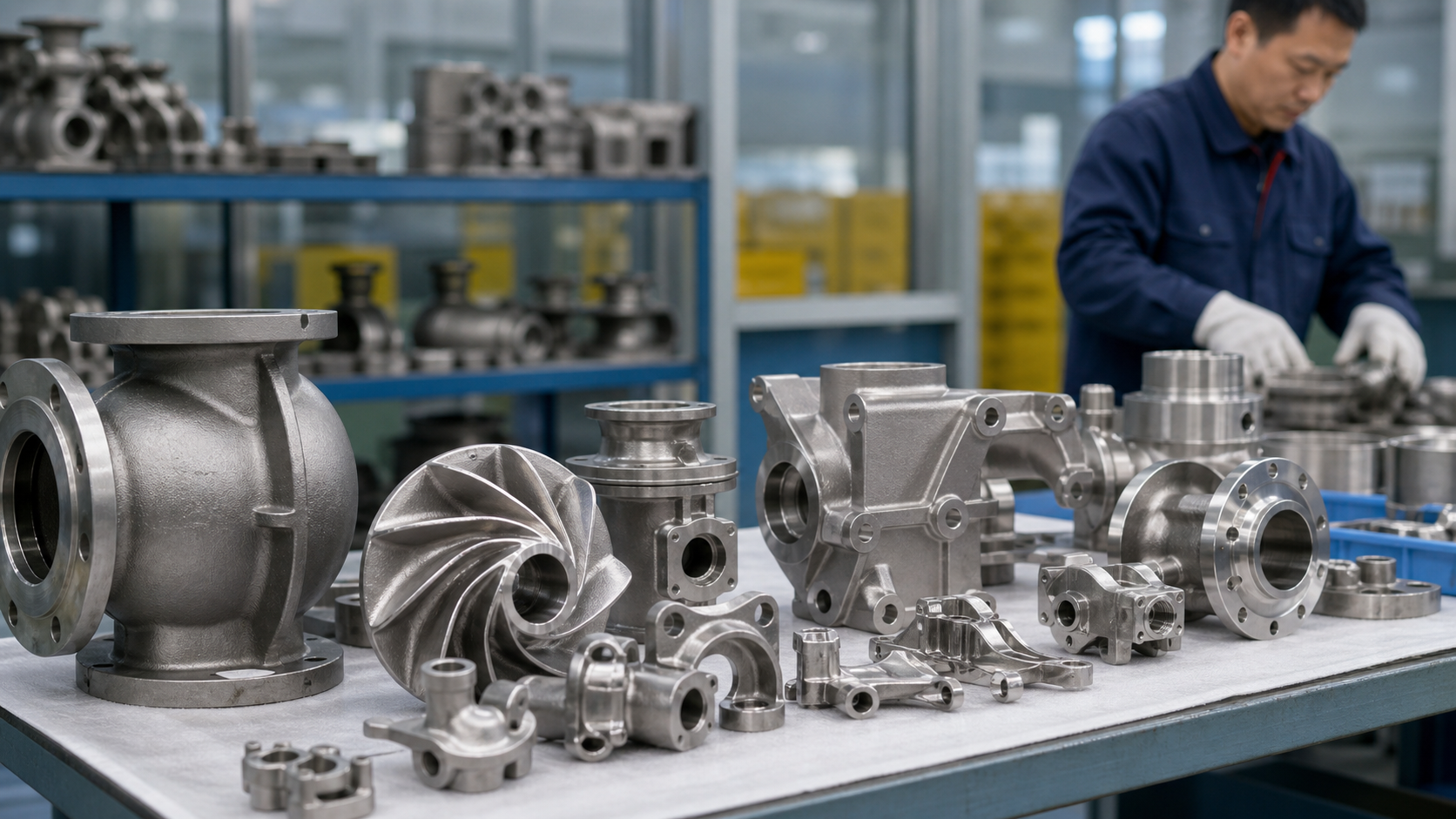
精密鑄造廣泛應用於泵浦部件、閥門組件、船舶五金件、食品設備、咖啡機部件、醫療器械部件、工業緊固件以及其他需要緊湊幾何形狀和可控表面質量的定制鑄件。不銹鋼咖啡機把手、葉輪、夾具、小型支架和精密機械零件都是典型的例子。對於外觀和功能都至關重要的咖啡機零件而言,, 鑄造與CNC加工 通常會一起進行審查。.
砂型鑄造常用於泵殼、閥體、礦山機械、建築設備、農業機械、工具機底座和大型工業支架等零件。這些部件通常截面厚度較大,外形幾何形狀較為簡單,且功能表面在鑄造後需要進行機械加工。.
產品設計師有時會試圖用一種鑄造工藝來涵蓋同一系列的所有產品。但這只有在零件系列具有相似的尺寸、壁厚、公差和表面光潔度要求時才可行。例如,一個小型不銹鋼鎖扣和一個大型泵殼可能屬於同一合金系列,但它們的鑄造過程卻截然不同。.
何時該選擇熔模鑄造?
- 此零件外形幾何形狀複雜,加工成本很高。.
- 需要薄壁、細肋、小凸台或平滑過渡。.
- 表面光潔度必須優於一般砂型鑄造表面。.
- 尺寸重複性對於不同生產批次至關重要。.
- 該零件尺寸較小或中等,設計穩定。.
- 透過鑄造更接近最終形狀的鑄件,可以縮短數控加工時間。.
- 該合金為不銹鋼、雙相不銹鋼、耐熱不銹鋼或鎳合金,且鑄造廠擁有豐富的經驗。.
- 年產量夠高,可以分攤模具成本。.
- 該組件是閥門、泵浦、船舶系統、食品設備組件或精密機械裝置的一部分。.
熔模鑄造詢價清單
- 提供3D模型和2D圖紙。.
- 關鍵尺寸和基準點均已明確標示。.
- 機械加工表面與鑄造表面分離。.
- 對材料等級和熱處理工藝進行了定義。.
- 列出了表面處理、鈍化、測試和包裝要求。.
- 年需求量和批量數量都是合理的。.
何時該選擇砂型鑄造?
- 該零件體積大、重量重,或有較厚的壁厚部分。.
- 幾何形狀細節不多,也不需要精細的鑄態表面。.
- 設計和預算中可以接受加工餘裕。.
- 產量低、不確定或仍在測試中。.
- 該部件為泵殼、閥體、設備框架、底座或機械部件。.
- 在早期開發階段,必須控制工具預算。.
- 原型測試後,工程設計可能會有所改變。.
- 鑄件的可見部分將進行噴漆、塗層或完全機械加工。.
- 該鑄造廠在型芯、澆注和大型模具處理方面擁有豐富的經驗。.
不應僅僅因為砂型鑄造的首次模具報價較低就選擇它。只有當其公差、表面光潔度和加工要求與實際零件相符時,砂型鑄造才是正確的選擇。如果買方之後要求砂型鑄造過程達到熔模鑄造等級的表面光潔度和公差,成本和交貨時間可能會迅速增加。.
買家常犯的錯誤
- 只比較鑄造價格而不比較加工成本。.
- 僅發送 3D 模型,不提供公差、合金或檢驗說明。.
- 假設不銹鋼牌號在所有鑄造製程中表現相同。.
- 選擇砂型鑄造來製造小型複雜零件,要求精度接近最終成品。.
- 選擇熔模鑄造來製造大型簡單的零件,因為細節對零件的價值沒有影響。.
- 忘記拔模斜度、分型線、澆口、冒口和加工基準規劃。.
- 對無論如何都要進行機械加工的表面使用不切實際的公差。.
- 在決定模具成本是否可以接受時,忽略了年度需求。.
- 模具製造完成後,未經成本和進度影響就更改設計。.
- 報價前未明確品質管制要求。.
鑄件用於泵浦、閥門、壓力相關組件、船舶設備或食品設備時,品質規劃尤其重要。尺寸檢驗、材料認證、壓力測試、無損檢測和可追溯性等內容應在報價階段進行討論。有關供應商評估的更多詳細信息,請參閱本指南。 選擇一家熔模鑄造廠.
清單:流程選擇審查
- 確認零件尺寸、重量和壁厚。.
- 標記關鍵公差和非關鍵鑄造表面。.
- 估算兩種加工方案的加工時間。.
- 考察合金供應和鑄造生產歷史。.
- 將模具成本與預計年需求量進行比較。.
- 在價格談判前確定檢驗標準。.
- 包括表面處理和防腐蝕要求。.
- 不只看單價,還要看交貨時間表。.
常見問題解答
1. 熔模鑄造總是比砂型鑄造更精確嗎?
對於中小型零件,熔模鑄造通常能提供更高的尺寸精度和表面光潔度。如果公差方案和加工餘裕設計得當,砂型鑄造也能滿足工業要求。.
2. 哪一種製程較適合不銹鋼鑄造?
這取決於零件的尺寸和幾何形狀。精密熔模鑄造常用於製作細節豐富的較小不銹鋼零件。砂型鑄造通常用於製作較大的不銹鋼外殼或本體,以便後續進行機械加工來精加工關鍵表面。.
3. 失蠟鑄造和熔模鑄造是一樣的嗎?
是的。熔模鑄造是精密鑄造的傳統名稱,因為在將金屬澆注到陶瓷殼體之前,需要先去除蠟模。.
4. 哪一種製程的模具成本較低?
砂型鑄造的模具成本通常較低,尤其適用於大型零件或數量不確定的訂單。當重複生產和加工成本優勢顯著時,熔模鑄造模具則更具優勢。.
5. 哪一種製程的單位成本較低?
對於大型簡單零件,砂型鑄造的單位成本可能會更低。而對於複雜零件,熔模鑄造的成品成本可能更低,因為它能減少加工和材料浪費。.
6. 熔模鑄造可以取代CNC加工嗎?
不。精密鑄造可以減少機械加工,但關鍵孔、密封面、螺紋、軸承座和基準面通常仍需要數控加工。.
7. 砂型鑄造能否製造出複雜的內部通道?
是的,有芯材。設計人員必須考慮芯材強度、芯材位移、清潔和檢查等因素。複雜的內部通道會增加風險,應儘早進行審查。.
8. 哪一種製程較適合幫浦零件?
小型葉輪、支架和不銹鋼部件通常採用熔模鑄造製程。大型泵殼和泵體部件通常採用砂型鑄造製程。.
9. 哪一種製程比較適合閥門零件?
閥門內件、手柄、閥瓣和緊湊型不銹鋼零件通常採用熔模鑄造。大型閥體通常採用砂型鑄造,然後在密封面和裝配面上進行機械加工。.
10. 詢價函中應包含哪些資訊?
請提供 3D 模型、2D 圖紙、材料等級、年產量、批量、公差說明、加工表面、熱處理、檢驗標準、表面光潔度和目標交貨計劃。.
11. 買家該如何選擇熔模鑄造和砂型鑄造?
首先考慮成品零件:功能、公差、表面處理、加工流程、合金成分和數量。然後比較總製造成本,而不僅僅是鑄造價格。在鑄造階段看起來成本較高的工藝,在加工和檢驗之後可能反而更便宜。.
12. 一個供應商能否同時提供這兩種製程?
有些製造商能夠協調這兩種製程,但其能力需要透過實際案例來驗證。關鍵在於,製程流程建議應與零件相匹配,而不是供應商偏好的生產路線。.
最終遴選說明
熔模鑄造和砂型鑄造在金屬製造中都佔有重要地位。熔模鑄造通常更適合製造中小型複雜零件,這些零件表面更光滑,重複精度更高,且後處理量更少。而砂型鑄造通常更適合製造大型、重型、精確度適中的零件,因為在這些情況下,模具成本和截面尺寸比精細細節更為重要。.
對於原始設備製造商 (OEM) 的採購人員和工程師而言,最可靠的決策方式是在審查圖面時充分考慮製程。在模具製造開始之前,應討論壁厚、基準規劃、合金性能、加工餘裕、檢驗要求和年度需求量等問題。這能確保專案立足於實際生產,避免在樣品製作完成後進行代價高昂的修改。.
如果您正在評估一個新的鑄造項目,我們的工程團隊可以幫助您審查圖紙,推薦最合適的鑄造工藝,並在報價前提供製造建議。. 請透過諮詢頁面聯繫我們。.







