Výber medzi vytaviteľným liatím a liatím do pieskovej formy je bežným rozhodnutím nákupných manažérov, OEM nákupcov, strojných inžinierov a produktových dizajnérov. Výkres sa môže na prvý pohľad zdať jednoduchý, ale správny proces odlievania závisí od tvaru dielu, požadovaného množstva, rozpočtu, prídavku na obrábanie, zliatiny a kontrolnej normy. Súčasť čerpadla, teleso ventilu a rukoväť kávovaru môžu byť odliatky z nehrdzavejúcej ocele, no nemusia patriť do toho istého zlievarneckého procesu.
Úprimná odpoveď je, že ani jeden z týchto procesov nie je univerzálne lepší. Presné liatie dokáže vytvoriť jemné detaily, tenké steny a čistejší povrch. Odlievanie do pieskových foriem dokáže spracovať väčšie diely, nižšie rozpočty na nástroje a ťažké profily, ktoré nevyžadujú takmer čistý povrch. Najlepšia voľba spočíva v zosúladení procesu so skutočnými technickými požiadavkami, nie vo výbere procesu, ktorý znie pokročilejšie.

Odlievací proces by sa mal vybrať na základe výkresu, tolerancie, plánu obrábania, správania sa zliatiny a ročného dopytu. Samotná cena je zlým východiskovým bodom, pretože často skrýva náklady na obrábanie, riziko odpadu a riziko súvisiace s harmonogramom.
Táto príručka porovnáva investičné liatie vs. liatie do piesku z praktického výrobného hľadiska. Zahŕňa rozmerovú presnosť, povrchovú úpravu, náklady na nástroje, jednotkové náklady, materiály, typické aplikácie a chyby kupujúceho, ktoré môžu po vypracovaní cenovej ponuky viesť k nákladom, ktorým sa dá vyhnúť.
Čo je investícia Odlievanie?
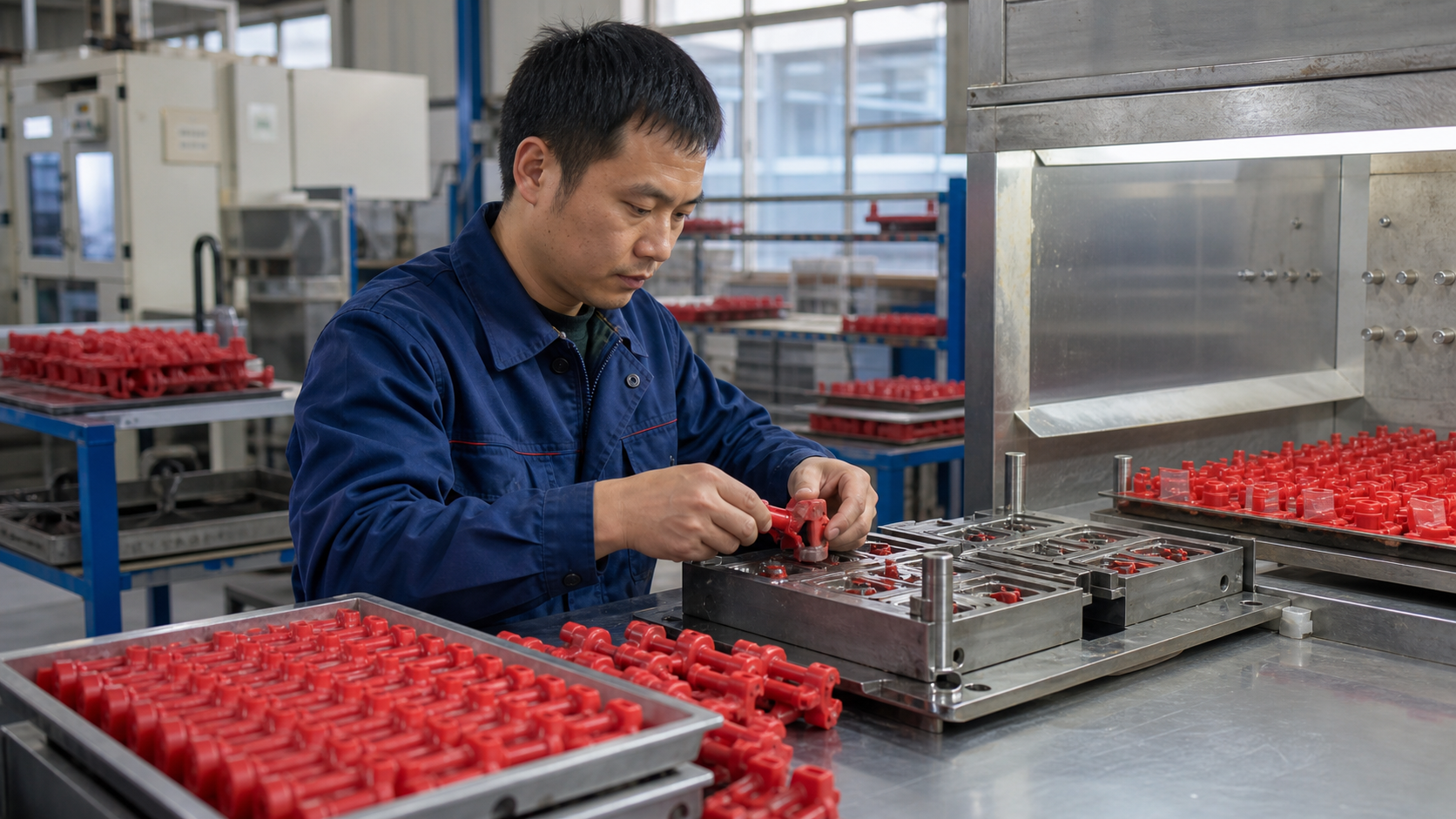
Investičné liatie, nazývané aj odlievanie strateného vosku, je metóda presného odlievania, ktorá využíva voskový model na vytvorenie keramickej škrupinovej formy. Tento proces sa široko používa pre zložité kovové diely, kde sú dôležité detaily tvaru, opakovateľnosť a znížené obrábanie. V mnohých projektoch z nehrdzavejúcej ocele a legovanej ocele, presné odlievanie sa vyberá, pretože diel má krivky, drážky, rebrá, výstupky, malé otvory alebo povrchy, ktorých obrábanie z polotovaru by bolo drahé.
Proces začína voskovým modelom. Vosk sa vstrekuje do nástrojov, ktoré predstavujú konečnú geometriu odliatku vrátane plánovaného zmršťovania. Niekoľko voskových modelov sa zostaví na drevený rám. Drevo sa ponorí do keramickej suspenzie, potiahne sa žiaruvzdorným materiálom a vysuší. Táto keramická škrupina sa buduje vo vrstvách, kým nedosiahne dostatočnú pevnosť na odlievanie.

Po vyrobení škrupiny sa vosk odstráni počas odparafínovania, zvyčajne v autokláve alebo riadeným ohrevom. Prázdna škrupina sa vypaľuje, aby sa spálili zvyšky a spevnila forma. Roztavený kov sa potom naleje do horúcej keramickej škrupiny. Po vychladnutí sa škrupina rozlomí, odliatky sa vyrežú zo stromu a uzávery sa odstránia brúsením alebo rezaním.
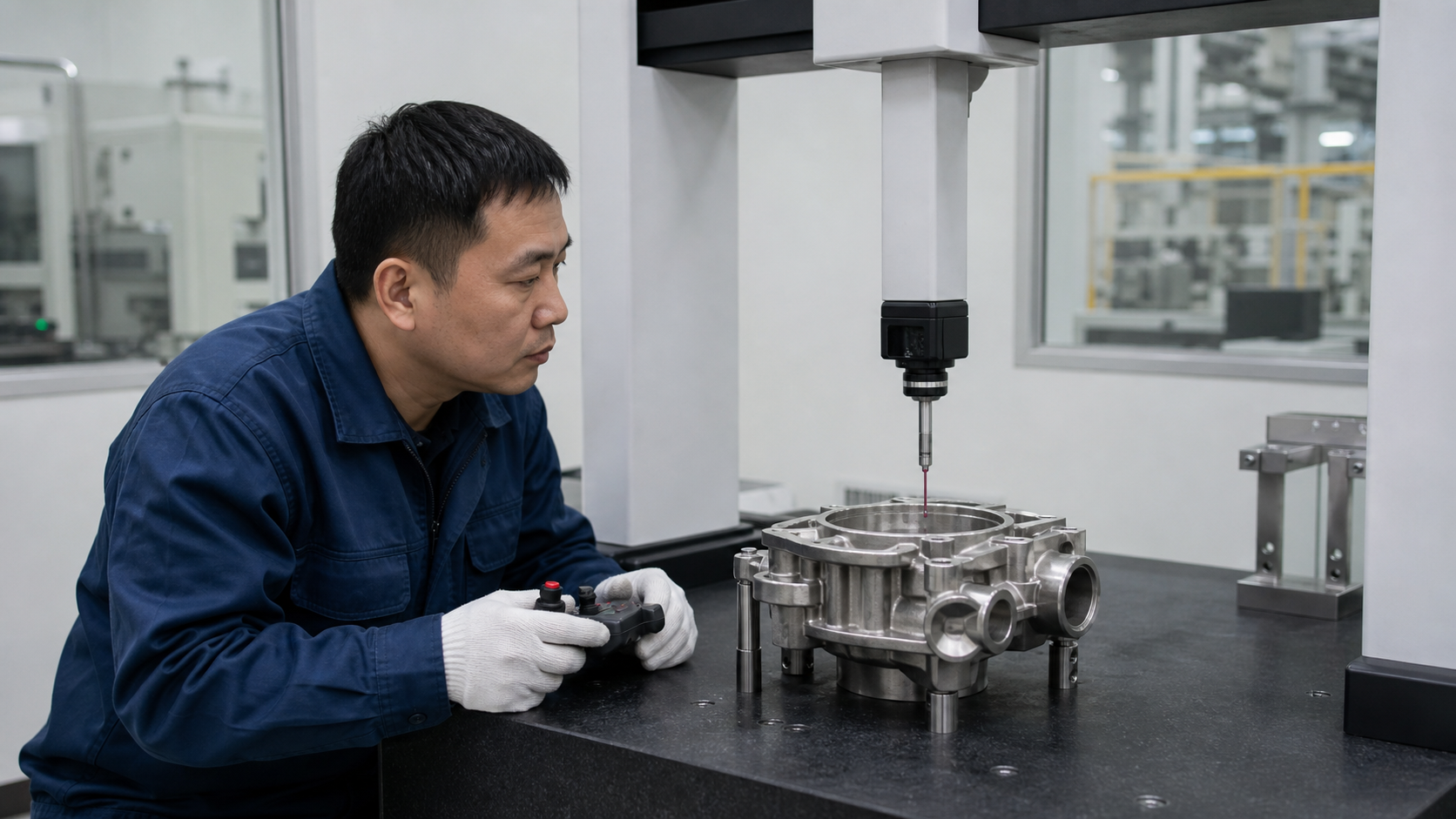
V závislosti od zliatiny a požiadaviek môžu byť investičné odliatky tepelne spracované, morením, pasiváciou, tryskaním, povrchovou úpravou, CNC obrábaním, tlakovými skúškami alebo rozmerovou kontrolou. V prípade komponentov, ako sú obloženia ventilov, obežné kolesá čerpadiel, lodné príslušenstvo, súčiastky potravinárskych zariadení a súčiastky strojov z nehrdzavejúcej ocele, môže schopnosť odlievania takmer čistej geometrie skrátiť čas obrábania a znížiť plytvanie materiálom.
Hlavnou výhodou sú detaily. Presné liatie lepšie zvláda tenké profily, malé polomery, jemnú povrchovú úpravu a zložité tvary ako odlievanie do pieskovej formy. Ponúka tiež dobrú opakovateľnosť po stabilní nástrojov a procesných parametrov. Obmedzením sú náklady a veľkosť. Výroba voskových nástrojov, výroba škrupín, sušenie a riadenie procesu zvyšujú náklady. Veľké a ťažké diely sa môžu stať neefektívnymi alebo nepraktickými, pretože pevnosť škrupín, manipulácia a výťažnosť sa stávajú problémami.
Tip: Kde sa investičné liatie osvedčilo
Použite presné liatie, keď má výkres zložitú geometriu, požiadavky na nehrdzavejúcu oceľ alebo niklovú zliatinu, úzke miesta obrábania alebo vysoké náklady na odoberanie materiálu CNC. Zriedkakedy je to najlacnejšia voľba pre jednoduchý blokový diel.
Čo je to odlievanie do piesku?
Pri odlievaní do piesku sa na vytvorenie dutiny v pieskovej forme používa vzor. Forma môže byť vyrobená zo zeleného piesku, živicového piesku alebo iných viazaných pieskových systémov. Jadrá sa umiestňujú do formy, keď odliatok potrebuje vnútorné priechody. Forma sa uzavrie, naleje sa roztavený kov a po vychladnutí sa odliatok počas vytrasenia vyberie.
Tento proces je starší a flexibilnejší ako odlievanie na presný model, ale to ho nerobí menej užitočným. Pre veľké telesá, základne strojov, telesá čerpadiel, telesá ventilov, konzoly, súčiastky poľnohospodárskych strojov a súčiastky stavebných zariadení môže byť odlievanie do piesku správnym technickým a komerčným riešením. Je obzvlášť atraktívne, keď je diel veľký, stena hrubá, tolerancia stredná a povrch bude obrábaný alebo natieraný.

Typický postup odlievania do pieskových foriem zahŕňa výrobu modelov, výrobu jadier, prípravu formy, odlievanie, chladenie, vytláčanie, odstránenie stúpačky a vtoku, čistenie, tepelné spracovanie v prípade potreby, obrábanie a kontrolu. Náklady na model sú často nižšie ako pri výrobe presných nástrojov na vytaviteľné liatie veľkých dielov, najmä v počiatočných fázach projektu. Pieskové formy sa v niektorých prípadoch dajú ľahšie prispôsobiť technickým zmenám ako tvrdé nástroje na vytaviteľné liatie.
Nevýhodou je presnosť. Odlievanie do pieskových foriem má zvyčajne drsnejší povrch, širšiu toleranciu, vyšší prídavok na obrábanie a väčšiu variáciu medzi jednotlivými formami. Tenké steny a jemné detaily sú náročnejšie. Je potrebné zvážiť vnútorný posun jadra. Uhly sklonu, deliace čiary, stúpačky a dráhy podávania majú často silnejší vplyv na konečný dizajn, ako kupujúci očakávajú.

Odlievanie do pieskovej formy je tiež praktickou voľbou, keď je ročný dopyt neistý. Kupujúci môže niekedy začať s lacnejším modelom a overiť si výkon predtým, ako sa rozhodne pre výrobu nástrojov vo väčšom objeme. Pri ťažkých odliatkoch môžu byť náklady na odstránenie veľkého množstva kovu z tyčového alebo kovaného materiálu oveľa vyššie ako odlievanie hrubého tvaru do piesku a obrábanie iba funkčných povrchov.
Poznámka: Odlievanie do pieskovej formy nie je len pre nízkohodnotné diely
Mnohé kritické priemyselné súčiastky sa odlievajú do pieskových foriem. Kľúčom je zosúladiť tolerancie, kontrolu, tepelné spracovanie, obrábanie a kontrolu zlievarne s prevádzkovými podmienkami súčiastky.
Porovnanie investičného liatia a liatia do piesku
Tabuľka nižšie poskytuje praktické porovnanie. Presné čísla sa líšia v závislosti od zliatiny, zlievarne, veľkosti dielu, geometrie a úrovne kontroly, ale tieto rozsahy sú užitočné pre včasný výber procesu.
| Faktor | Investičné odlievanie | Odlievanie do piesku |
|---|---|---|
| Rozmerová presnosť | Vyššia presnosť a lepšia opakovateľnosť pre malé a stredné diely | Stredná presnosť s väčšou odchýlkou od podmienok formy a jadra |
| Tolerancia | Často vhodné pre presnejšie tolerancie odliatkov pred obrábaním | Vyžaduje širšiu toleranciu odliatku a väčší prídavok na obrábanie |
| Povrchová úprava | Hladší povrch po odliatí, čo často znižuje potrebnú dokončovaciu prácu | Drsnejší povrch, bežne čistený, otryskávaný, natieraný alebo opracovaný |
| Minimálna hrúbka steny | Vhodnejšie pre tenšie steny a jemné prvky | Lepšie pre ťažšie úseky; tenké steny sa ťažšie spoľahlivo vypĺňajú |
| Komplexná geometria | Pevný pre rebrá, drážky, krivky, výstupky a integrované prvky | Možné, ale jadrá a dizajn delenia môžu zvýšiť riziko a náklady. |
| Náklady na nástroje | Vyššia pre nástroje na vstrekovanie vosku a nastavenie procesu | Nižšia alebo stredná, najmä pre veľké jednoduché diely |
| Cena za kus | Konkurencieschopné pri redukcii obrábania, ktorá kompenzuje procesné náklady | Konkurencieschopné pre veľké diely, hrubé steny a strednú presnosť |
| Objem produkcie | Najlepšie pre opakovanú výrobu, kde sú náklady na nástroje rozložené podľa množstva | Funguje pre prototypy, malé série a veľké priemyselné diely |
| Dodacia lehota | Nástroje a proces výroby škrupín môžu predĺžiť čas | Trasa vzoru a formy môže byť pre niektoré veľké diely rýchlejšia |
| Opakovateľnosť | Vysoká stabilizácia po procese | Mierne; silne závisí od formy, jadra a kontroly operátora |
| Požiadavka na obrábanie | Nižšie pre nekritické povrchy; kritické plochy stále vyžadujú obrábanie | Vyššia tolerancia je bežná na funkčných povrchoch |
| Využitie materiálu | Vhodné pre takmer čisté tvary s nižším odpadom pri obrábaní | Vhodné pre veľké tvary, ale brány, stúpačky a obrábaný materiál môžu byť vysoké |
| Typická hmotnosť | Malé až stredné diely; ťažké diely možné len v špecifických prípadoch | Stredné až veľmi veľké odliatky |
| Typické aplikácie | Komponenty ventilov, obežné kolesá čerpadiel, námorné príslušenstvo, potravinárske zariadenia, lekárske súčiastky, odliatky na mieru | Telesá čerpadiel, telesá ventilov, základne strojov, banské diely, stavebné zariadenia |

Pre kupujúcich, ktorí porovnávajú tieto dva procesy, hlavnou otázkou nie je len to, ktorý odliatok sa dá naceniť lacnejšie. Lepšou otázkou je, ktorý proces dodáva hotový diel za najnižšie spoľahlivé náklady po započítaní obrábania, kontroly, konečnej úpravy a rizika odpadu.
Porovnanie nákladov
Cena nástrojov je zvyčajne prvým viditeľným rozdielom. Nástroje na vytaviteľné liatie pre vstrekovanie vosku musia presne držať detaily a zmršťovanie. Nie sú vždy drahé pre malé diely, ale zvyčajne sú špecializovanejšie ako jednoduchý model na odlievanie do pieskovej formy. Nástroje na odlievanie do pieskovej formy môžu byť lacnejšie pri malých objemoch, najmä pre väčšie diely, kde sú rozmerové očakávania mierne.
Jednotkové náklady sú zložitejšie. Odlievanie do presných foriem má viac procesných krokov: vstrekovanie vosku, montáž, výrobu škrupiny, sušenie, odparafínovanie, vypaľovanie, odlievanie, odstránenie škrupiny a odrezanie. Odlievanie do pieskových foriem má v mnohých prípadoch nižšie náklady na prípravu formy, ale môže vyžadovať viac obrábaného materiálu, viac čistenia povrchu a väčšiu rozmerovú korekciu. Nízka cena odliatku sa môže stať vysokou cenou hotového dielu, ak je čas obrábania dlhý.
| Oblasť nákladov | Kedy môže byť investičné liatie ekonomickejšie | Kedy môže byť odlievanie do piesku ekonomickejšie |
|---|---|---|
| Náklady na nástroje | Keď je návrh stabilný a výroba sa opakuje pri mnohých objednávkach | Keď je množstvo nízke alebo sa dizajn môže po testovaní zmeniť |
| Jednotkové náklady | Keď takmer čistý tvar znižuje čas CNC a straty materiálu | Keď je diel veľký, jednoduchý a má ťažké časti |
| Náklady na obrábanie | Keď je potrebné obrábať iba tesniace plochy, otvory alebo referenčné plochy | Keď je potrebné opracovať najdôležitejšiu geometriu bez ohľadu na kvalitu odliatku |
| Celkové výrobné náklady | Keď by strata kvality z hrubého odliatku bola drahá | Keď povrchová úprava a presná tolerancia nie sú kľúčovými faktormi |
Odlievanie na presný model sa stáva ekonomickejším, keď má súčiastka zložité prvky, ktoré by inak vyžadovali dlhé obrábacie cykly, viacnásobné nastavenia alebo vysoký úber materiálu. Páka z nehrdzavejúcej ocele, malý komponent ventilu, obežné koleso alebo súčiastka potravinárskeho zariadenia často odôvodňujú použitie nástrojov, pretože odliatok sa blíži konečnému tvaru.

Odlievanie do pieskových foriem je atraktívnejšie, keď je diel veľký, má hrubé steny alebo bude aj tak intenzívne obrábaný. Teleso čerpadla, teleso ventilu alebo základňa stroja nemusia mať úžitok z jemného povrchu a detailov presného vytaviteľného liatia. V takýchto prípadoch nemusí platenie za jemnejší proces odlievania znížiť konečné náklady.
Osvedčený postup: Porovnajte náklady na hotový diel
Požiadajte dodávateľov, aby oddelili nástroje, odlievanie, tepelné spracovanie, obrábanie, povrchovú úpravu, kontrolu a balenie. Vďaka tomu je rozhodnutie o investičnom odlievaní oproti odlievaniu do pieskovej formy oveľa jasnejšie ako porovnávanie samotných cien odliatkov.
Porovnanie materiálov
Oba procesy dokážu odliať mnoho železných a neželezných zliatin, ale nie každá zlievareň dobre zvládne každú triedu. Pred výberom procesu by sa mala skontrolovať materiálová kapacita. Uhlíková a legovaná oceľ sa dajú vyrobiť oboma metódami. Pri odlievaní nehrdzavejúcej ocele sa pre menšie presné diely často používa vytaviteľné liatie z materiálov 304, 316, 316L, CF8 a CF8M. Duplexné triedy, ako napríklad 2205 Duplex a 2507 Duplex, si vyžadujú starostlivé znalosti o tavení, tepelnom spracovaní a ochrane proti korózii bez ohľadu na to, ktorý proces sa zvolí.
Tepelne odolná nehrdzavejúca oceľ, niklové zliatiny, Inconel a Hastelloy vyžadujú väčšiu procesnú disciplínu. Záleží na teplote odlievania, reakcii škrupiny alebo formy, tepelnom spracovaní a metóde kontroly. Zlieváreň môže inzerovať široký zoznam zliatin, ale kupujúci by sa mali pýtať na skutočné výrobné skúsenosti s vybranou triedou. Pre aplikácie s vysokými teplotami sú vhodné zdroje, ako napríklad výber vysokoteplotnej zliatiny môže pomôcť definovať požiadavky pred vyhlásením žiadosti o cenovú ponuku.
Odlievanie do pieskových foriem je možné použiť na veľké telesá z legovanej a nehrdzavejúcej ocele, ale je potrebné naplánovať povrchovú úpravu a obrábanie materiálu. Pre nehrdzavejúce oceľové komponenty odolné voči korózii, kde je dôležitý tvar, povrch a opakovateľné detaily, môže byť výhodné odlievanie na presný model. V prípade duplexných dielov z nehrdzavejúcej ocele a niklových zliatin by malo preskúmanie návrhu zahŕňať posuvnosť, hrúbku prierezu, tepelné spracovanie a všetky požadované skúšky PMI, tvrdosti, pevnosti v ťahu alebo korózie.

Typické aplikácie
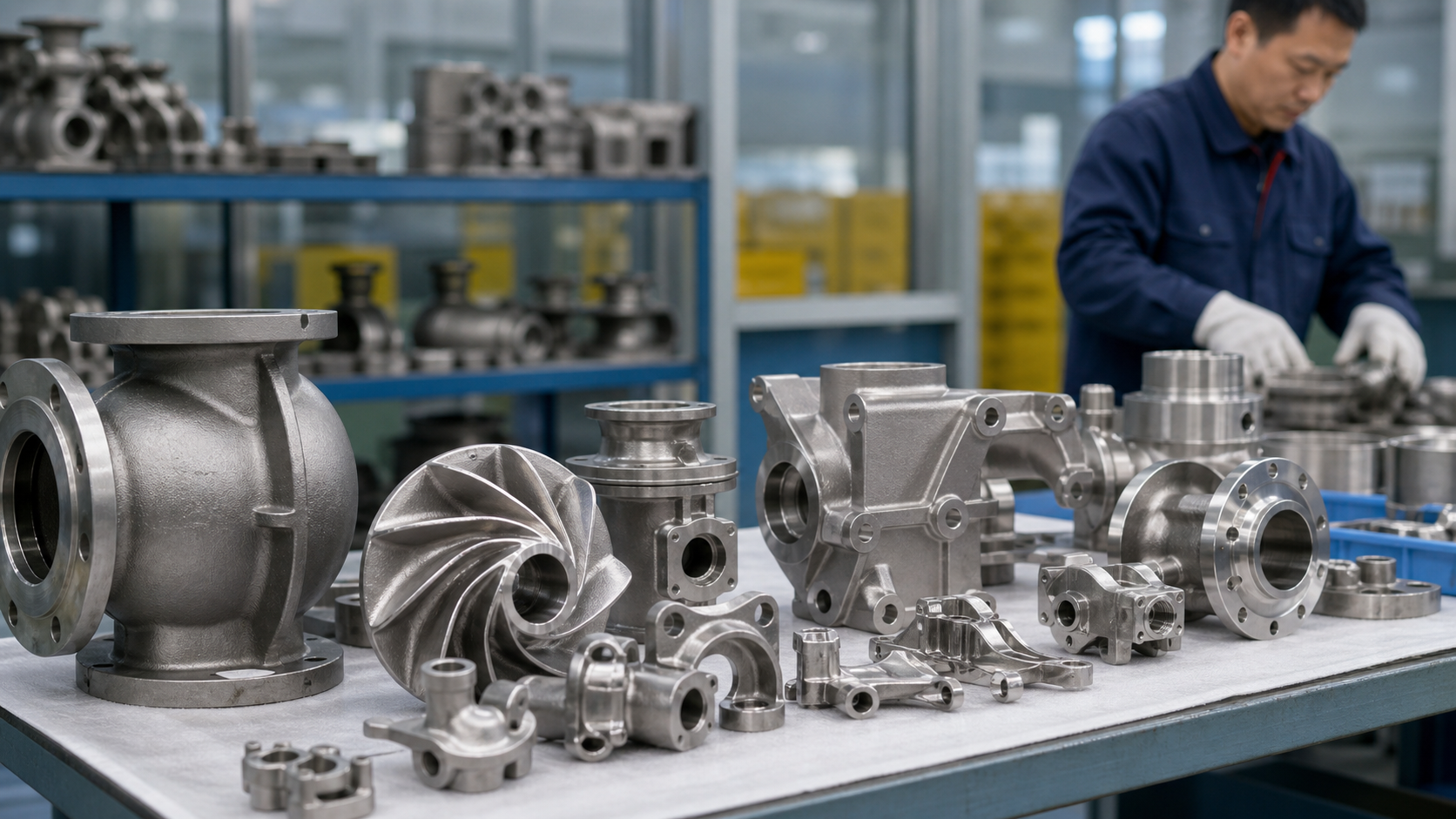
Presné odliatky sú bežné pre časti čerpadiel, komponenty ventilov, námorné vybavenie, potravinárske zariadenia, komponenty kávovarov, zdravotnícke komponenty, priemyselné spojovacie prvky a iné zákazkové odliatky, ktoré vyžadujú kompaktnú geometriu a kontrolovanú kvalitu povrchu. Typickými príkladmi sú rukoväte, obežné kolesá, svorky, malé konzoly a presné mechanické diely kávovarov z nehrdzavejúcej ocele. Pre časti kávovarov, kde záleží na vzhľade aj funkcii, odlievanie vs. CNC obrábanie sa často posudzujú spoločne.
Odlievanie do pieskových foriem je bežné pre telesá čerpadiel, telesá ventilov, banské stroje, stavebné zariadenia, poľnohospodárske stroje, základne strojov a veľké priemyselné podpery. Tieto diely majú často väčšiu hrúbku prierezu, jednoduchšiu vonkajšiu geometriu a funkčné povrchy, ktoré sa po odliatí obrábajú.
Produktoví dizajnéri sa niekedy snažia vytvoriť jeden proces odlievania, ktorý by pokrýval všetky produkty v rodine dielov. To môže fungovať iba vtedy, keď má rodina dielov podobnú veľkosť, hrúbku steny, toleranciu a očakávania týkajúce sa povrchovej úpravy. Malá západka z nehrdzavejúcej ocele a veľké puzdro čerpadla môžu mať spoločnú rodinu zliatin, ale potrebujú úplne odlišnú logiku odlievania.
Kedy by ste si mali zvoliť investičné liatie?
- Súčiastka má zložitú vonkajšiu geometriu, ktorej obrábanie by bolo nákladné.
- Vyžadujú sa tenké steny, jemné rebrá, malé výstupky alebo plynulé prechody.
- Povrchová úprava musí byť lepšia ako typický povrch pre odlievanie do piesku.
- Rozmerová opakovateľnosť je dôležitá naprieč výrobnými šaržami.
- Súčasť je malá alebo stredná a jej dizajn je stabilný.
- Čas CNC obrábania sa dá skrátiť odlievaním bližšie k konečnému tvaru.
- Zliatina je nehrdzavejúca oceľ, duplexná nehrdzavejúca oceľ, žiaruvzdorná nehrdzavejúca oceľ alebo niklová zliatina a zlievareň má preukázateľné skúsenosti.
- Ročný objem je dostatočne vysoký na to, aby rozložil náklady na nástroje.
- Komponent je súčasťou ventilu, čerpadla, námorného systému, zostavy potravinárskeho zariadenia alebo presného mechanického zariadenia.
Kontrolný zoznam: Výzva na cenovú ponuku pre odlievanie investičných materiálov
- K dispozícii je 3D model aj 2D výkres.
- Kritické rozmery a vzťažné body sú jasne označené.
- Obrobené povrchy sú oddelené od odliatych povrchov.
- Definuje sa druh materiálu a tepelné spracovanie.
- Uvádzajú sa požiadavky na povrchovú úpravu, pasiváciu, testovanie a balenie.
- Ročný dopyt a množstvo šarže sú realistické.
Kedy by ste si mali zvoliť liatie do piesku?
- Súčiastka je veľká, ťažká alebo má hrubostenné časti.
- Geometria nie je veľmi detailná alebo nevyžaduje jemný povrch odliatku.
- Príspevok na obrábanie je v návrhu a rozpočte prijateľný.
- Objem výroby je nízky, neistý alebo stále v testovaní.
- Súčasťou je teleso čerpadla, teleso ventilu, rám zariadenia, základňa alebo súčasť stroja.
- Rozpočet na nástroje musí byť kontrolovaný už počas raných fáz vývoja.
- Po testovaní prototypu sú pravdepodobné technické zmeny.
- Odliatok bude na viditeľných plochách natretý, potiahnutý alebo úplne opracovaný.
- Zlievareň má bohaté skúsenosti s jadrami, podávaním a manipuláciou s veľkými formami.
Odlievanie do pieskových foriem by sa nemalo vyberať len preto, že prvá cenová ponuka na nástroje je nižšia. Je to správna voľba, keď jej tolerancia, povrch a požiadavky na obrábanie zodpovedajú skutočnému dielu. Ak kupujúci neskôr požaduje povrch a toleranciu na úrovni vytaviteľného liatia z procesu odlievania do pieskových foriem, náklady a dodacia lehota sa môžu rýchlo zvýšiť.
Bežné chyby, ktorých sa kupujúci dopúšťajú
- Porovnanie ceny odliatku bez porovnania nákladov na obrábanie.
- Odosielanie iba 3D modelu bez tolerancií, zliatin alebo poznámok ku kontrole.
- Za predpokladu, že triedy nehrdzavejúcej ocele sa správajú rovnako v každom procese odlievania.
- Výber odliatku do piesku pre malú zložitú súčiastku, ktorá by mala byť takmer čistá.
- Výber odliatku metódou vytaviteľného liatia pre veľké jednoduché diely, kde detaily neprinášajú žiadnu hodnotu.
- Zabúdanie na úkos, deliacu čiaru, brány, stúpačky a plánovanie vzťažných bodov obrábania.
- Používanie nereálnych tolerancií na povrchoch, ktoré budú aj tak obrábané.
- Ignorovanie ročného dopytu pri rozhodovaní o tom, či sú náklady na nástroje prijateľné.
- Zmena dizajnu po výrobe nástrojov bez kontroly vplyvu na náklady a harmonogram.
- Nedefinovanie požiadaviek na kontrolu kvality pred cenovou ponukou.
Plánovanie kvality je obzvlášť dôležité, keď sa odliatky používajú v čerpadlách, ventiloch, tlakových zostavách, námorných zariadeniach alebo potravinárskych zariadeniach. Rozmerová kontrola, certifikácia materiálu, tlakové skúšky, NDT a sledovateľnosť by sa mali prediskutovať vo fáze cenovej ponuky. Podrobnejšie informácie o hodnotení dodávateľov nájdete v tejto príručke. výber zlievarne na odlievanie investičných odliatkov.
Kontrolný zoznam: Preskúmanie výberu procesu
- Potvrďte veľkosť, hmotnosť a hrúbku steny dielu.
- Označte kritické tolerancie a nekritické odlievané povrchy.
- Odhadnite čas obrábania pre obe možnosti procesu.
- Skontrolujte dostupnosť zliatin a históriu výroby v zlievarni.
- Porovnajte náklady na nástroje s očakávaným ročným dopytom.
- Pred rokovaním o cene definujte úroveň kontroly.
- Zahrňte požiadavky na povrchovú úpravu a ochranu proti korózii.
- Skontrolujte harmonogram dodávok, nielen jednotkovú cenu.
Často kladené otázky
1. Je investičné liatie vždy presnejšie ako liatie do piesku?
Pre malé a stredné diely zvyčajne poskytuje odlievanie do presných foriem lepšiu rozmerovú presnosť a povrchovú úpravu. Odlievanie do pieskových foriem môže stále spĺňať priemyselné požiadavky, ak sú tolerančný plán a prídavok na obrábanie správne navrhnuté.
2. Ktorý proces je lepší na odlievanie nehrdzavejúcej ocele?
Závisí to od veľkosti a geometrie súčiastky. Presné odlievanie vytaviteľným spôsobom je bežné pre menšie súčiastky z nehrdzavejúcej ocele s detailmi. Odlievanie do pieskovej formy sa často používa pre väčšie puzdrá alebo telesá z nehrdzavejúcej ocele, kde obrábanie dokončí kritické povrchy.
3. Je odlievanie metódou strateného vosku to isté ako odlievanie metódou vytaveného vosku?
Áno. Odlievanie metódou strateného vosku je tradičný názov pre investičné liatie, pretože voskový model sa odstráni pred naliatím kovu do keramickej škrupiny.
4. Ktorý proces má nižšie náklady na nástroje?
Odlievanie do pieskových foriem má často nižšie náklady na nástroje, najmä pri veľkých dieloch alebo neistých množstvách. Nástroje na presné liatie môžu byť opodstatnené, keď sú úspory pri opakovanej výrobe a obrábaní vysoké.
5. Ktorý proces má nižšie jednotkové náklady?
Odlievanie do pieskových foriem môže mať nižšie jednotkové náklady na veľké jednoduché diely. Odlievanie do presných liatin môže mať nižšie náklady na hotový diel na zložité diely, pretože môže znížiť obrábanie a odpad materiálu.
6. Môže investičné liatie nahradiť CNC obrábanie?
Nie. Presné liatie môže znížiť obrábanie, ale kritické otvory, tesniace plochy, závity, ložiskové sedlá a vzťažné body zvyčajne stále vyžadujú CNC obrábanie.
7. Môže liatie do pieskovej formy vytvoriť zložité vnútorné priechody?
Áno, s jadrami. Projektant musí zohľadniť pevnosť jadra, posun jadra, čistenie a kontrolu. Zložité vnútorné priechody zvyšujú riziko a mali by sa včas skontrolovať.
8. Ktorý proces je lepší pre časti čerpadla?
Malé obežné kolesá, konzoly a komponenty z nehrdzavejúcej ocele sa často hodia na odlievanie do presných liatin. Veľké telesá čerpadiel a časti puzdra sa často hodia na odlievanie do pieskových foriem.
9. Ktorý proces je lepší pre komponenty ventilov?
Obloženie ventilov, rukoväte, disky a kompaktné nerezové diely sa často používajú na odlievanie vytaviteľným spôsobom. Veľké telesá ventilov sa často odlievajú do pieskovej formy a potom sa obrábajú tesniace a montážne plochy.
10. Aké informácie by mali byť zahrnuté v žiadosti o cenovú ponuku (RFQ)?
Zahrňte 3D model, 2D výkres, druh materiálu, ročné množstvo, množstvo v dávke, poznámky k toleranciám, obrobené povrchy, tepelné spracovanie, štandard kontroly, povrchovú úpravu a cieľový harmonogram dodávok.
11. Ako by sa mali kupujúci rozhodnúť medzi investičným liatím a liatím do pieskových foriem?
Začnite s hotovým dielom: funkcia, tolerancia, povrch, obrábanie, zliatina a množstvo. Potom porovnajte celkové výrobné náklady, nielen cenu odliatku. Proces, ktorý sa vo fáze odlievania javí ako drahší, môže byť po obrábaní a kontrole lacnejší.
12. Môže jeden dodávateľ zabezpečiť oba procesy?
Niektorí výrobcovia dokážu koordinovať oba procesy, ale schopnosť by sa mala overiť na skutočných príkladoch. Dôležité je, aby odporúčanie procesu zodpovedalo dielu, nie preferovanej výrobnej postupnosti dodávateľa.
Poznámky k záverečnému výberu
Presné liatie aj liatie do pieskových foriem majú pevné miesto v kovovýrobe. Presné liatie je zvyčajne vhodnejšie pre malé až stredne zložité diely, čistejšie povrchy, presnejšiu opakovateľnosť a menej obrábania. Liatie do pieskových foriem je zvyčajne vhodnejšie pre veľké, ťažké, stredne presné diely, kde sú náklady na nástroje a veľkosť prierezu dôležitejšie ako jemné detaily.
Pre kupujúcich OEM a inžinierov je najspoľahlivejšie rozhodnutie výsledkom kontroly výkresu s ohľadom na proces. Hrúbka steny, plánovanie vzťažných bodov, správanie zliatiny, prídavok na obrábanie, požiadavky na kontrolu a ročný dopyt by sa mali prediskutovať pred začatím výroby nástrojov. To udrží projekt v súlade s výrobnou realitou a zabráni nákladným zmenám po výrobe vzoriek.
Ak hodnotíte nový projekt odlievania, náš technický tím vám môže pomôcť s preštudovaním vašich výkresov, odporučiť najvhodnejší proces odlievania a poskytnúť návrhy na výrobu pred cenovou ponukou. Kontaktujte nás prostredníctvom stránky s dopytom.







