Die Wahl zwischen Feinguss und Sandguss ist eine häufige Entscheidung für Einkaufsleiter, OEM-Einkäufer, Maschinenbauingenieure und Produktdesigner. Die Zeichnung mag auf den ersten Blick einfach erscheinen, doch das richtige Gussverfahren hängt von der Form des Bauteils, der benötigten Menge, dem Budget, dem Bearbeitungszuschlag, der Legierung und den Prüfnormen ab. Eine Pumpenkomponente, ein Ventilgehäuse und ein Kaffeemaschinengriff können zwar allesamt Edelstahlgussprojekte sein, gehören aber möglicherweise nicht in dasselbe Gießverfahren.
Ehrlich gesagt ist keines der beiden Verfahren generell besser. Feinguss ermöglicht die Herstellung feinster Details, dünner Wände und sauberer Oberflächen. Sandguss eignet sich für größere Bauteile, geringere Werkzeugkosten und schwere Bereiche, bei denen keine endkonturnahe Oberfläche erforderlich ist. Die beste Wahl ergibt sich aus der Abstimmung des Verfahrens auf die tatsächlichen technischen Anforderungen, nicht aus der Wahl des vermeintlich fortschrittlicheren Verfahrens.

Das Gießverfahren sollte anhand der Zeichnung, der Toleranzen, des Bearbeitungsplans, des Legierungsverhaltens und des Jahresbedarfs ausgewählt werden. Der Preis allein ist ein unzureichender Ausgangspunkt, da er oft Bearbeitungskosten, Ausschussrisiko und Terminrisiken verschleiert.
Dieser Leitfaden vergleicht Feinguss vs. Sandguss Aus praktischer Fertigungssicht betrachtet, umfasst es Maßgenauigkeit, Oberflächenbeschaffenheit, Werkzeugkosten, Stückkosten, Materialien, typische Anwendungen und Käuferfehler, die nach der Angebotserstellung vermeidbare Kosten verursachen können.
Was ist eine Investition? Casting?
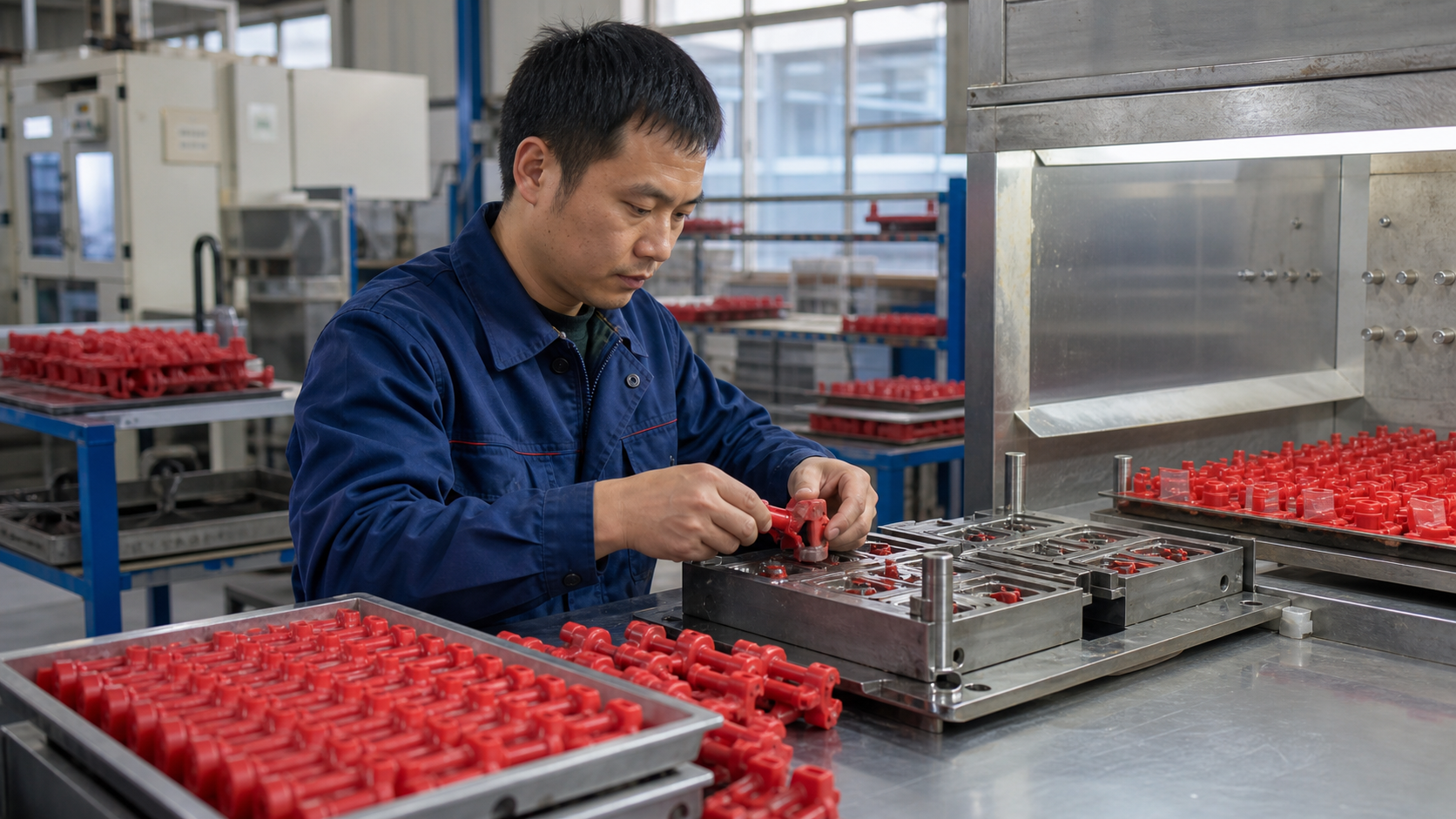
Feinguss, auch Feinguss genannt Wachsausschmelzverfahren, Das Präzisionsgussverfahren verwendet ein Wachsmodell zur Herstellung einer Keramikform. Es findet breite Anwendung bei komplexen Metallteilen, bei denen Formgenauigkeit, Wiederholgenauigkeit und geringe Nachbearbeitung wichtig sind. In vielen Projekten mit Edelstahl und legiertem Stahl kommt es zum Einsatz., Präzisionsguss wird ausgewählt, weil das Teil Kurven, Schlitze, Rippen, Vorsprünge, kleine Löcher oder Oberflächen aufweist, deren Bearbeitung aus einem Rohling teuer wäre.
Der Prozess beginnt mit einem Wachsmodell. Wachs wird in Formen eingespritzt, die die endgültige Gussgeometrie einschließlich der geplanten Schwindung darstellen. Mehrere Wachsmodelle werden auf einem Gussbaum montiert. Dieser wird in Keramikschlicker getaucht, mit feuerfestem Material beschichtet und getrocknet. Die Keramikhülle wird schichtweise aufgebaut, bis sie ausreichend fest für den Guss ist.

Nach dem Formenbau wird das Wachs beim Entwachsen, üblicherweise im Autoklaven oder durch kontrolliertes Erhitzen, entfernt. Die leere Form wird gebrannt, um Rückstände auszubrennen und die Form zu verstärken. Anschließend wird flüssiges Metall in die heiße Keramikform gegossen. Nach dem Abkühlen wird die Form abgebrochen, die Gussteile vom Gussbaum abgetrennt und die Angüsse durch Schleifen oder Schneiden entfernt.
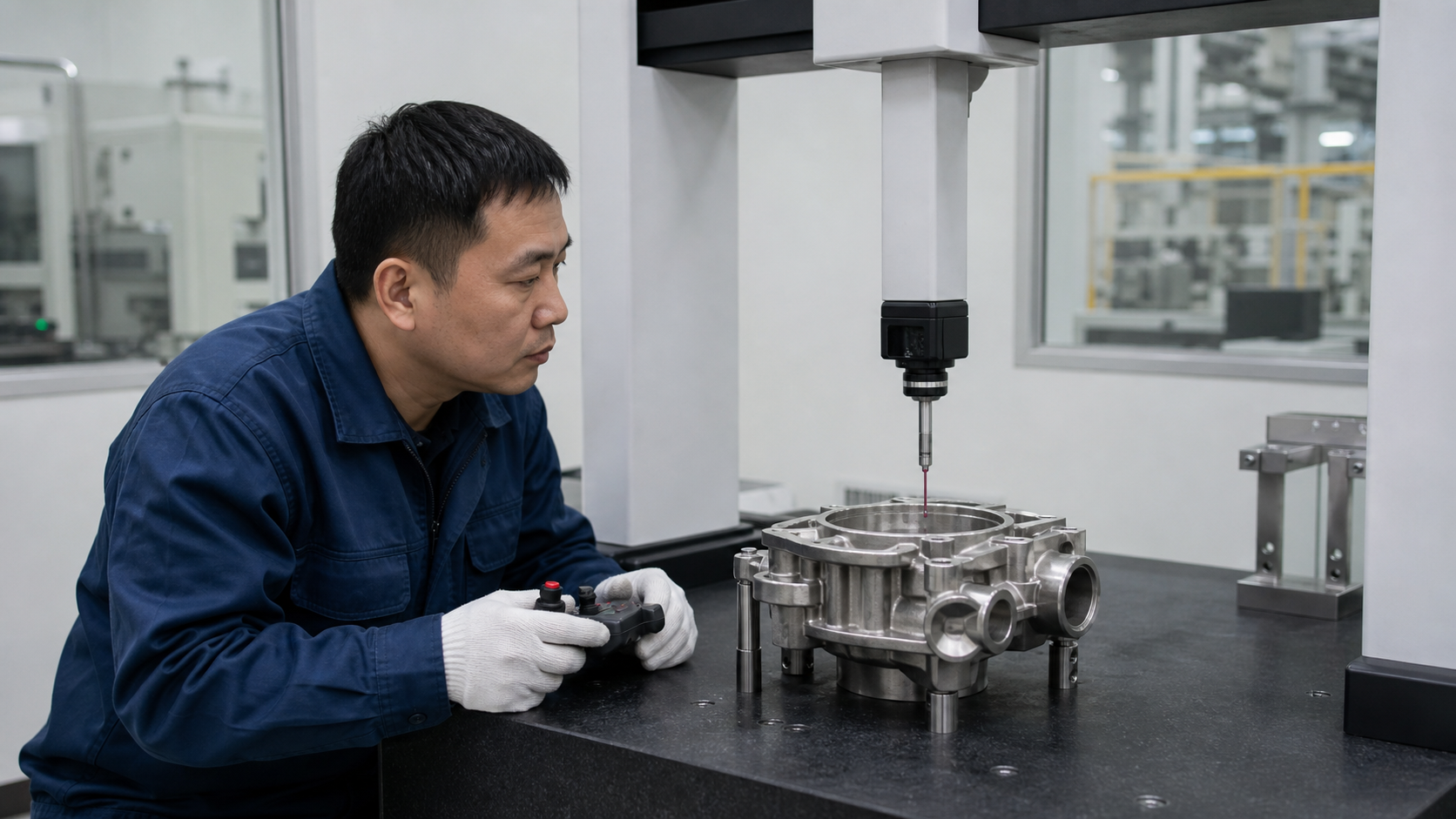
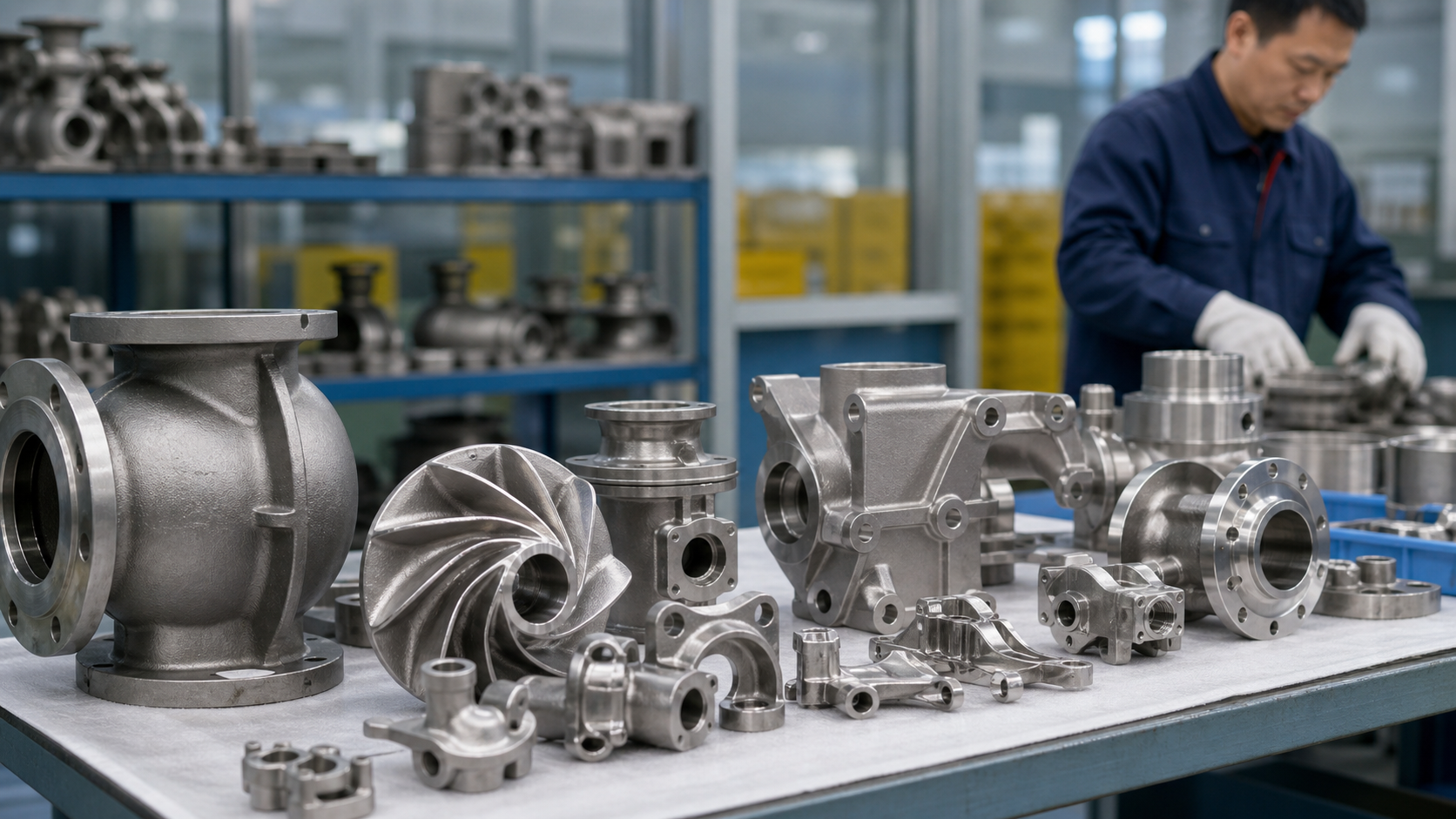
Je nach Legierung und Anforderung können Feingussteile Wärmebehandlungen, Beizen, Passivieren, Kugelstrahlen, Oberflächenbearbeitung, CNC-Bearbeitung, Druckprüfungen oder Maßkontrollen durchlaufen. Bei Bauteilen wie Ventileinsätzen, Pumpenlaufrädern, Schiffsbeschlägen, Teilen für Lebensmittelmaschinen und Edelstahl-Maschinenkomponenten kann die Möglichkeit, endkonturnahe Gussformen herzustellen, Bearbeitungszeiten und Materialverschwendung reduzieren.
Der Hauptvorteil liegt in der Detailgenauigkeit. Feinguss eignet sich besser als Sandguss für dünne Wandstärken, kleine Radien, feine Oberflächen und komplexe Formen. Zudem bietet er eine gute Wiederholgenauigkeit, sobald Werkzeug- und Prozessparameter stabil sind. Die Einschränkungen liegen in den Kosten und der Größe. Wachsmodellierung, Formaufbau, Trocknung und Prozesskontrolle verursachen zusätzliche Kosten. Große, schwere Teile können ineffizient oder unpraktisch werden, da Festigkeit, Handhabung und Ausbeute der Form problematisch sein können.
Tipp: Wo Feinguss gut funktioniert
Feinguss kommt zum Einsatz, wenn die Zeichnung eine komplexe Geometrie aufweist, Edelstahl oder Nickellegierungen erfordert, beengte Bearbeitungsbereiche bestehen oder die Materialabtragung per CNC mit hohen Kosten verbunden wäre. Für einfache, blockförmige Teile ist er selten die kostengünstigste Option.
Was ist Sandguss?
Beim Sandguss wird mithilfe einer Form ein Hohlraum in einer Sandform erzeugt. Die Form kann aus Grünsand, Harzsand oder anderen gebundenen Sandsystemen bestehen. Werden für das Gussteil innere Kanäle benötigt, werden Kerne in die Form eingesetzt. Die Form wird geschlossen, flüssiges Metall eingegossen und nach dem Abkühlen das Gussteil beim Ausformen entnommen.
Das Verfahren ist älter und flexibler als Feinguss, was es aber nicht weniger nützlich macht. Für große Gehäuse, Maschinenfundamente, Pumpengehäuse, Ventilkörper, Halterungen, Teile für Landmaschinen und Baumaschinen kann Sandguss die technisch und wirtschaftlich optimale Lösung sein. Es ist besonders attraktiv, wenn das Bauteil groß ist, eine hohe Wandstärke aufweist, die Toleranzen moderat sind und die Oberfläche bearbeitet oder lackiert werden soll.

Ein typischer Sandgussprozess umfasst die Herstellung des Modells, des Kerns, die Formvorbereitung, das Gießen, Abkühlen, Entformen, Entfernen von Speisern und Anguss, Reinigen, gegebenenfalls Wärmebehandlung, Nachbearbeitung und Qualitätskontrolle. Die Modellkosten sind oft niedriger als die Kosten für Präzisions-Feingusswerkzeuge für große Teile, insbesondere in frühen Projektphasen. Sandgussformen lassen sich in manchen Fällen auch leichter an Konstruktionsänderungen anpassen als Feingusswerkzeuge.
Der Kompromiss liegt in der Genauigkeit. Sandgussverfahren weisen üblicherweise eine rauere Oberfläche, größere Toleranzen, höhere Bearbeitungszugaben und stärkere Abweichungen zwischen den Gussformen auf. Dünne Wände und feine Details sind schwieriger zu realisieren. Die Kernverschiebung muss berücksichtigt werden. Entformungsschrägen, Trennlinien, Steiger und Speiserwege haben oft einen größeren Einfluss auf das Endergebnis, als Käufer erwarten.

Sandguss ist auch dann eine praktische Option, wenn die jährliche Nachfrage unsicher ist. Ein Käufer kann mitunter mit einem kostengünstigeren Modell beginnen und die Leistungsfähigkeit überprüfen, bevor er in Werkzeuge für eine größere Stückzahl investiert. Bei schweren Gussteilen können die Kosten für das Abtragen großer Materialmengen von Stangen- oder Schmiedematerial deutlich höher sein als die Kosten für das Gießen der Rohform im Sandverfahren und die anschließende Bearbeitung nur der Funktionsflächen.
Hinweis: Sandguss eignet sich nicht nur für minderwertige Teile.
Viele kritische Industriebauteile werden im Sandgussverfahren hergestellt. Entscheidend ist, Toleranzen, Inspektion, Wärmebehandlung, Bearbeitung und Gießereikontrolle auf die Einsatzbedingungen des Bauteils abzustimmen.
Vergleich von Feinguss und Sandguss
Die nachstehende Tabelle bietet einen praktischen Vergleich. Die genauen Zahlen variieren je nach Legierung, Gießereikapazität, Teilegröße, Geometrie und Prüfniveau, aber diese Bereiche sind für die frühzeitige Prozessauswahl nützlich.
| Faktor | Feinguss | Sandguss |
|---|---|---|
| Maßgenauigkeit | Höhere Genauigkeit und bessere Wiederholgenauigkeit für kleine und mittlere Teile | Mäßige Genauigkeit mit größeren Abweichungen je nach Form- und Kernbedingungen |
| Toleranz | Oft geeignet für engere Gusstoleranzen vor der Bearbeitung | Erfordert größere Gusstoleranzen und ein größeres Bearbeitungsspielraum |
| Oberflächenbeschaffenheit | Glattere Gussoberfläche, wodurch oft weniger Nachbearbeitungsarbeiten nötig sind | Rauhere Oberfläche, üblicherweise gereinigt, gestrahlt, lackiert oder bearbeitet |
| Mindestwandstärke | Besser geeignet für dünnere Wände und feine Details | Besser geeignet für schwerere Bauteile; dünne Wände lassen sich schwerer zuverlässig füllen. |
| Komplexe Geometrie | Robust für Rippen, Schlitze, Kurven, Vorsprünge und integrierte Merkmale | Möglich, aber die Kern- und Trennwandkonstruktion kann das Risiko und die Kosten erhöhen. |
| Werkzeugkosten | Höher für Werkzeuge und Prozesseinrichtung im Bereich Wachsspritzguss. | Niedriger oder mittel, insbesondere für große, einfache Teile |
| Stückkosten | Wettbewerbsfähig, wenn die Reduzierung der Bearbeitungskosten die Prozesskosten ausgleicht | Wettbewerbsfähig bei großen Bauteilen, dicken Wänden und mittlerer Präzision |
| Produktionsvolumen | Am besten geeignet für die Serienproduktion, bei der die Werkzeugkosten auf die Stückzahl verteilt werden. | Geeignet für Prototypen, Kleinserien und große Industrieteile |
| Lieferzeit | Werkzeug- und Hüllenprozesse können die Zeit verlängern | Die Herstellung von Muster und Form kann für einige große Teile schneller sein. |
| Wiederholbarkeit | Hoher Wert nach Prozessstabilisierung | Mittel; hängt stark von Form, Kern und Bedienersteuerung ab |
| Bearbeitungsanforderungen | Niedrigere Werte für unkritische Flächen; kritische Flächen müssen weiterhin bearbeitet werden. | Bei funktionalen Oberflächen ist ein höherer Toleranzwert üblich. |
| Materialnutzung | Gut geeignet für endkonturnahe Formen mit geringerem Bearbeitungsabfall | Gut geeignet für große Formen, aber Angüsse, Steigrohre und Bearbeitungsmaterial können teuer sein. |
| Typisches Gewicht | Kleine bis mittlere Teile; schwere Teile nur in Ausnahmefällen möglich | Mittelgroße bis sehr große Gussteile |
| Typische Anwendungen | Ventilkomponenten, Pumpenlaufräder, Schiffsausrüstung, Lebensmittelmaschinen, Medizintechnikteile, Sondergussteile | Pumpengehäuse, Ventilkörper, Maschinenfundamente, Bergbauteile, Baumaschinen |

Für Käufer, die die beiden Verfahren vergleichen, ist die Hauptfrage nicht nur, welches Gussverfahren das günstigste Angebot bietet. Die wichtigere Frage ist, welches Verfahren das fertige Bauteil zu den niedrigsten zuverlässigen Kosten liefert, nachdem Bearbeitung, Prüfung, Endbearbeitung und Ausschussrisiko berücksichtigt wurden.
Kostenvergleich
Die Werkzeugkosten sind meist der erste sichtbare Unterschied. Werkzeuge für den Feinguss mit Wachsinjektion müssen Details und Schwindung präzise wiedergeben. Für kleine Teile sind sie nicht immer teuer, aber in der Regel spezialisierter als einfache Sandgussmodelle. Sandgusswerkzeuge können bei geringen Stückzahlen kostengünstiger sein, insbesondere bei größeren Teilen mit moderaten Maßanforderungen.
Die Stückkostenberechnung ist komplexer. Feinguss umfasst mehr Prozessschritte: Wachsinjektion, Montage, Formaufbau, Trocknen, Entwachsen, Brennen, Gießen, Entformen und Abtrennen. Sandguss hat in vielen Fällen geringere Kosten für die Formvorbereitung, erfordert aber unter Umständen mehr Rohmaterial, eine intensivere Oberflächenbearbeitung und mehr Maßkorrekturen. Ein niedriger Gusspreis kann bei hohem Bearbeitungsaufwand zu einem hohen Preis des Fertigteils führen.
| Kostenbereich | Wann Feinguss wirtschaftlicher sein kann | Wann Sandguss wirtschaftlicher sein kann |
|---|---|---|
| Werkzeugkosten | Wenn das Design stabil ist und die Produktion sich über viele Aufträge wiederholt | Wenn die Stückzahl gering ist oder sich das Design nach dem Testen ändern kann |
| Stückkosten | Wenn die endkonturnahe Fertigung die CNC-Zeit und den Materialverlust reduziert | Wenn das Bauteil groß, einfach und mit schweren Abschnitten ausgestattet ist |
| Bearbeitungskosten | Wenn nur Dichtflächen, Bohrungen oder Bezugsflächen bearbeitet werden müssen | Wenn die kritischste Geometrie unabhängig von der Gussqualität bearbeitet werden muss |
| Gesamte Herstellungskosten | Wenn Qualitätsverluste durch Rohguss teuer wären | Wenn Oberflächengüte und enge Toleranzen keine entscheidenden Faktoren sind |
Feinguss ist wirtschaftlicher, wenn ein Bauteil komplexe Merkmale aufweist, die andernfalls lange Bearbeitungszyklen, mehrere Aufspannungen oder einen hohen Materialabtrag erfordern würden. Bei einem Hebel aus Edelstahl, einem kleinen Ventilbauteil, einem Laufrad oder einem Bauteil für Lebensmittelmaschinen kann sich der Werkzeugaufwand oft lohnen, da das Gussteil der Endform sehr nahe kommt.

Sandguss ist attraktiver, wenn das Bauteil groß ist, dicke Wände aufweist oder ohnehin stark bearbeitet wird. Ein Pumpengehäuse, ein Ventilkörper oder ein Maschinensockel profitieren hingegen möglicherweise nicht von der feinen Oberfläche und den Details des Präzisions-Feingusses. In diesen Fällen führt die Wahl eines feineren Gussverfahrens unter Umständen nicht zu einer Kostenreduzierung.
Bewährte Vorgehensweise: Kosten der Fertigteile vergleichen
Bitten Sie Ihre Lieferanten, Werkzeugbau, Guss, Wärmebehandlung, Bearbeitung, Oberflächenveredelung, Inspektion und Verpackung separat aufzuschlüsseln. Dadurch wird die Entscheidung zwischen Feinguss und Sandguss deutlich einfacher als durch einen reinen Preisvergleich.
Materialvergleich
Beide Verfahren eignen sich zum Gießen vieler Eisen- und Nichteisenlegierungen, jedoch verarbeitet nicht jede Gießerei alle Sorten gleichermaßen gut. Die Materialeigenschaften sollten vor der Verfahrenswahl geprüft werden. Kohlenstoffstahl und legierter Stahl lassen sich mit beiden Verfahren herstellen. Für Edelstahlguss wird Feinguss häufig für kleinere Präzisionsteile der Sorten 304, 316, 316L, CF8 und CF8M eingesetzt. Duplex-Stähle wie 2205 Duplex und 2507 Duplex erfordern unabhängig vom gewählten Verfahren sorgfältige Kenntnisse beim Schmelzen, der Wärmebehandlung und dem Korrosionsschutz.
Hitzebeständiger Edelstahl, Nickellegierungen, Inconel und Hastelloy erfordern eine präzisere Prozessführung. Gießtemperatur, Reaktion der Form oder des Gießgefäßes, Wärmebehandlung und Prüfverfahren spielen eine entscheidende Rolle. Gießereien werben zwar oft mit einer breiten Legierungsliste, Käufer sollten jedoch nach konkreten Produktionserfahrungen mit der gewählten Legierung fragen. Für Hochtemperaturanwendungen sind Ressourcen wie beispielsweise … Auswahl von Hochtemperaturlegierungen kann dabei helfen, die Anforderungen vor der Angebotsanfrage zu definieren.
Sandguss eignet sich für große Gehäuse aus legiertem Stahl und Edelstahl, jedoch müssen Oberflächenbeschaffenheit und Bearbeitungsmaterial eingeplant werden. Feinguss ist möglicherweise die bessere Wahl für korrosionsbeständige Edelstahlbauteile, bei denen Form, Oberfläche und wiederholgenaue Details wichtig sind. Bei Bauteilen aus Duplex-Edelstahl und Nickellegierungen sollte die Konstruktionsprüfung die Beschickbarkeit, Wandstärke, Wärmebehandlung sowie alle erforderlichen Prüfverfahren wie Härteprüfung, Zugfestigkeitsprüfung oder Korrosionsprüfung berücksichtigen.

Typische Anwendungen
Feinguss ist ein gängiges Verfahren für Pumpenteile, Ventilkomponenten, Schiffsausrüstung, Lebensmittelmaschinen, Kaffeemaschinenkomponenten, Medizintechnikkomponenten, Industriebefestigungen und andere kundenspezifische Gussteile, die eine kompakte Geometrie und eine kontrollierte Oberflächenqualität erfordern. Typische Beispiele hierfür sind Edelstahlgriffe, Laufräder, Klemmen, kleine Halterungen und Präzisionsmechanikteile für Kaffeemaschinen. Bei Kaffeemaschinenteilen, bei denen sowohl Aussehen als auch Funktion wichtig sind, Gießen vs. CNC-Bearbeitung wird oft gemeinsam besprochen.
Sandguss ist ein gängiges Verfahren für Pumpengehäuse, Ventilkörper, Bergbaumaschinen, Baumaschinen, Landmaschinen, Maschinengestelle und große Industrieanlagen. Diese Bauteile weisen oft größere Wandstärken, einfachere Außengeometrien und Funktionsflächen auf, die nach dem Gießen bearbeitet werden.
Produktdesigner versuchen mitunter, alle Produkte einer Produktfamilie mit einem einzigen Gussverfahren abzudecken. Das funktioniert jedoch nur, wenn die Teile der Produktfamilie ähnliche Abmessungen, Wandstärken, Toleranzen und Oberflächenanforderungen aufweisen. Ein kleiner Edelstahlverschluss und ein großes Pumpengehäuse können zwar aus derselben Legierung stammen, erfordern aber völlig unterschiedliche Gussverfahren.
Wann ist Feinguss die richtige Wahl?
- Das Bauteil weist eine komplexe äußere Geometrie auf, deren Bearbeitung kostspielig wäre.
- Dünne Wände, feine Rippen, kleine Vorsprünge oder sanfte Übergänge sind erforderlich.
- Die Oberflächenbeschaffenheit muss besser sein als die einer typischen Sandgussoberfläche.
- Die Maßgenauigkeit ist bei verschiedenen Produktionschargen wichtig.
- Das Bauteil ist klein bis mittelgroß und die Konstruktion ist stabil.
- Die CNC-Bearbeitungszeit kann durch Gießen nahe der endgültigen Form verkürzt werden.
- Die Legierung ist Edelstahl, Duplex-Edelstahl, hitzebeständiger Edelstahl oder Nickellegierung, und die Gießerei verfügt über nachgewiesene Erfahrung.
- Das jährliche Produktionsvolumen ist hoch genug, um die Werkzeugkosten zu verteilen.
- Das Bauteil ist Bestandteil eines Ventils, einer Pumpe, eines Schiffssystems, einer Lebensmittelgerätebaugruppe oder einer Präzisionsvorrichtung.
Checkliste: Angebotsanfrage für Feinguss
- Es stehen sowohl ein 3D-Modell als auch eine 2D-Zeichnung zur Verfügung.
- Kritische Maße und Bezugspunkte sind deutlich gekennzeichnet.
- Bearbeitete Oberflächen werden von Gussoberflächen getrennt.
- Werkstoffgüte und Wärmebehandlung werden definiert.
- Die Anforderungen an Oberflächenbeschaffenheit, Passivierung, Prüfung und Verpackung sind aufgeführt.
- Jahresbedarf und Losgröße sind realistisch.
Wann ist Sandguss die richtige Wahl?
- Das Bauteil ist groß, schwer oder hat dicke Wandabschnitte.
- Die Geometrie ist nicht sehr detailliert oder erfordert keine feine Gussoberfläche.
- Die Bearbeitungszugabe ist im Rahmen der Konstruktion und des Budgets akzeptabel.
- Die Produktionsmenge ist gering, unsicher oder befindet sich noch in der Testphase.
- Bei dem Teil handelt es sich um ein Pumpengehäuse, einen Ventilkörper, einen Geräterahmen, eine Basis oder eine Maschinenkomponente.
- Das Budget für Werkzeuge muss in der frühen Entwicklungsphase kontrolliert werden.
- Nach den Prototypentests sind voraussichtlich technische Änderungen zu erwarten.
- Das Gussteil wird an den sichtbaren Stellen lackiert, beschichtet oder vollständig bearbeitet.
- Die Gießerei verfügt über umfangreiche Erfahrung mit Kernen, Speisung und der Handhabung großer Formen.
Sandguss sollte nicht allein aufgrund des niedrigeren Angebots für die Werkzeugkosten gewählt werden. Er ist die richtige Wahl, wenn die Anforderungen an Toleranz, Oberfläche und Bearbeitung dem tatsächlichen Bauteil entsprechen. Fordert der Käufer später von einem Sandgussverfahren Oberflächenqualität und Toleranzen auf Feingussniveau, können Kosten und Lieferzeit schnell ansteigen.
Häufige Fehler von Käufern
- Vergleich der Gusspreise ohne Berücksichtigung der Bearbeitungskosten.
- Es wird lediglich ein 3D-Modell ohne Toleranzen, Legierungsangaben oder Prüfhinweise übermittelt.
- Unter der Annahme, dass sich Edelstahlsorten in jedem Gießverfahren gleich verhalten.
- Die Wahl des Sandgussverfahrens für ein kleines, komplexes Bauteil, das endkonturnah sein sollte.
- Feinguss wird für ein großes, einfaches Bauteil gewählt, bei dem Details keinen Mehrwert bieten.
- Vergessen werden Formschräge, Trennlinie, Angüsse, Steigungen und die Planung von Bearbeitungsbezugspunkten.
- Unrealistische Toleranzen bei Oberflächen anwenden, die ohnehin bearbeitet werden.
- Die jährliche Nachfrage wird bei der Entscheidung, ob Werkzeugkosten akzeptabel sind, außer Acht gelassen.
- Die Konstruktion wird nach der Werkzeugherstellung geändert, ohne die Auswirkungen auf Kosten und Zeitplan zu prüfen.
- Die Anforderungen an die Qualitätskontrolle wurden nicht vor der Angebotserstellung definiert.
Die Qualitätsplanung ist besonders wichtig, wenn Gussteile in Pumpen, Ventilen, druckführenden Baugruppen, Schiffsausrüstung oder Lebensmittelmaschinen verwendet werden. Maßprüfung, Materialzertifizierung, Druckprüfung, zerstörungsfreie Prüfung (ZfP) und Rückverfolgbarkeit sollten bereits in der Angebotsphase besprochen werden. Weitere Informationen zur Lieferantenbewertung finden Sie in diesem Leitfaden. Auswahl einer Feingussgießerei.
Checkliste: Überprüfung der Prozessauswahl
- Bauteilgröße, Gewicht und Wandstärke prüfen.
- Kennzeichnen Sie kritische Toleranzen und unkritische Gussoberflächen.
- Schätzen Sie die Bearbeitungszeit für beide Verfahrensoptionen.
- Prüfen Sie die Verfügbarkeit der Legierungen und die Produktionsgeschichte der Gießerei.
- Vergleichen Sie die Werkzeugkosten mit der erwarteten jährlichen Nachfrage.
- Vor Preisverhandlungen den Inspektionsumfang festlegen.
- Berücksichtigen Sie die Anforderungen an die Oberflächenbeschaffenheit und den Korrosionsschutz.
- Prüfen Sie den Lieferplan, nicht nur den Stückpreis.
Häufig gestellte Fragen
1. Ist Feinguss immer genauer als Sandguss?
Bei kleinen und mittelgroßen Bauteilen bietet Feinguss in der Regel eine höhere Maßgenauigkeit und Oberflächengüte. Sandguss kann die industriellen Anforderungen dennoch erfüllen, sofern die Toleranzplanung und die Bearbeitungszugaben korrekt ausgelegt sind.
2. Welches Verfahren eignet sich besser für den Edelstahlguss?
Es hängt von der Bauteilgröße und -geometrie ab. Feinguss ist gängig für kleinere Edelstahlteile mit vielen Details. Sandguss wird häufig für größere Edelstahlgehäuse oder -körper verwendet, bei denen die kritischen Oberflächen durch maschinelle Bearbeitung veredelt werden.
3. Ist das Wachsausschmelzverfahren dasselbe wie das Feingussverfahren?
Ja. Feinguss ist die traditionelle Bezeichnung für Wachsausschmelzverfahren, da das Wachsmodell entfernt wird, bevor das Metall in die Keramikform gegossen wird.
4. Welches Verfahren hat geringere Werkzeugkosten?
Sandguss bietet oft geringere Werkzeugkosten, insbesondere bei großen Teilen oder unvorhersehbaren Stückzahlen. Der Einsatz von Werkzeugen für Feinguss kann sich lohnen, wenn die Einsparungen bei der Serienfertigung und der Bearbeitung deutlich sind.
5. Welches Verfahren hat niedrigere Stückkosten?
Sandguss kann bei großen, einfachen Teilen kostengünstiger sein. Feinguss kann bei komplexen Teilen kostengünstigere Fertigteilkosten verursachen, da er die Bearbeitung und den Materialabfall reduziert.
6. Kann Feinguss die CNC-Bearbeitung ersetzen?
Nein. Feinguss kann die Nachbearbeitung reduzieren, aber kritische Bohrungen, Dichtflächen, Gewinde, Lagersitze und Bezugspunkte erfordern in der Regel immer noch eine CNC-Bearbeitung.
7. Können mit Sandguss komplexe Innenkanäle hergestellt werden?
Ja, mit Kernen. Der Konstrukteur muss die Festigkeit des Kerns, Kernverschiebungen, Reinigung und Inspektion berücksichtigen. Komplexe interne Kanäle erhöhen das Risiko und sollten frühzeitig geprüft werden.
8. Welches Verfahren eignet sich besser für Pumpenteile?
Kleine Laufräder, Halterungen und Edelstahlkomponenten eignen sich oft für den Feinguss. Große Pumpengehäuse und Gehäuseteile eignen sich oft für den Sandguss.
9. Welches Verfahren eignet sich besser für Ventilkomponenten?
Ventileinsätze, Griffe, Scheiben und kompakte Edelstahlteile werden häufig im Feingussverfahren hergestellt. Große Ventilkörper werden oft im Sandgussverfahren gefertigt und anschließend an den Dicht- und Montageflächen bearbeitet.
10. Welche Informationen sollten in einer Angebotsanfrage enthalten sein?
Bitte geben Sie folgende Informationen an: 3D-Modell, 2D-Zeichnung, Materialgüte, Jahresmenge, Chargenmenge, Toleranzangaben, bearbeitete Oberflächen, Wärmebehandlung, Prüfstandard, Oberflächenbeschaffenheit und Zielliefertermin.
11. Wie sollen Käufer zwischen Feinguss und Sandguss entscheiden?
Beginnen Sie mit dem fertigen Bauteil: Funktion, Toleranz, Oberfläche, Bearbeitung, Legierung und Stückzahl. Vergleichen Sie dann die gesamten Fertigungskosten, nicht nur den Gusspreis. Ein Verfahren, das im Gussstadium teurer erscheint, kann nach Bearbeitung und Prüfung günstiger sein.
12. Kann ein einziger Lieferant beide Prozesse anbieten?
Manche Hersteller können beide Prozesse koordinieren, diese Fähigkeit sollte jedoch anhand realer Beispiele überprüft werden. Wichtig ist, dass die Prozessempfehlung zum Bauteil passt und nicht zur bevorzugten Produktionsroute des Lieferanten.
Anmerkungen zur endgültigen Auswahl
Feinguss und Sandguss haben beide ihren festen Platz in der Metallverarbeitung. Feinguss eignet sich in der Regel besser für kleine bis mittelgroße, komplexe Teile, die sauberere Oberflächen, höhere Wiederholgenauigkeit und weniger Nachbearbeitung erfordern. Sandguss ist hingegen meist die bessere Wahl für große, schwere Teile mit mittlerer Präzision, bei denen Werkzeugkosten und Querschnittsgröße wichtiger sind als feine Details.
Für OEM-Einkäufer und -Ingenieure ist die zuverlässigste Entscheidung die Prüfung der Zeichnung unter Berücksichtigung des Fertigungsprozesses. Wandstärke, Bezugsplanung, Legierungsverhalten, Bearbeitungszugabe, Prüfanforderungen und Jahresbedarf sollten vor Beginn der Werkzeugfertigung besprochen werden. Dadurch bleibt das Projekt fertigungstechnisch realitätsnah und kostspielige Änderungen nach der Mustererstellung werden vermieden.
Wenn Sie ein neues Gussprojekt planen, kann unser Ingenieurteam Ihnen bei der Überprüfung Ihrer Zeichnungen helfen, das am besten geeignete Gussverfahren empfehlen und Ihnen vor der Angebotserstellung Fertigungsvorschläge unterbreiten. Kontaktieren Sie uns über die Anfrageseite..







