Die besten Befestigungsmaterialien für Chemieanlagen: Ein umfassender Leitfaden für Ingenieure, die korrosive Medien nutzen
1. Zusammenfassung
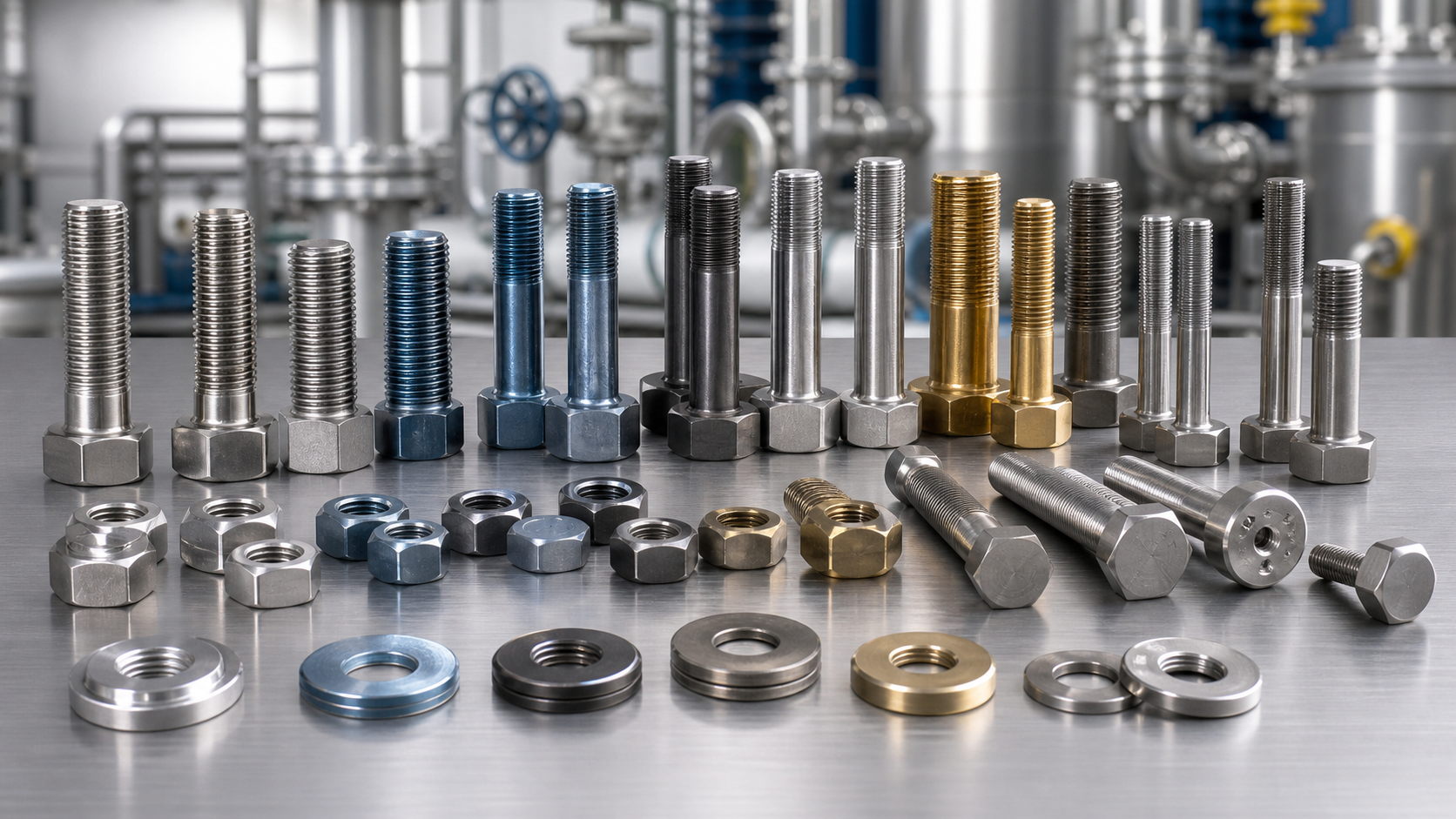
Die besten Befestigungsmaterialien für Chemieanlagen werden nicht anhand von Markennamen oder einer einzelnen Edelstahlsorte ausgewählt. Die Auswahl erfolgt anhand des gesamten Korrosionssystems: Medium, Konzentration, Chloridgehalt, Temperatur, Spaltgeometrie, Dichtungsbelastung, Inspektionszugänglichkeit und Ausfallfolgen. Für den Einsatz in Innenräumen mit geringer Korrosionsbelastung können Befestigungselemente aus 316L eine praktische und wirtschaftliche Basis darstellen. In chloridhaltigen Nassbereichen greifen Ingenieure häufig auf Duplex-Befestigungselemente aus 2205, Superduplex-Befestigungselemente aus 2507, 904L, 254SMO oder 1.4529/Legierung 926 zurück. Bei starken Säuren, gemischten Verunreinigungen oder kritischen Stillstandspunkten können nach anwendungsspezifischer Bewertung Hastelloy-Befestigungselemente, Inconel-Befestigungselemente, gegebenenfalls Monel-Befestigungselemente oder Titan-Befestigungselemente gerechtfertigt sein.
Dieser Leitfaden bietet Ingenieuren und Einkäufern eine strukturierte Methode, um Verbindungselemente für Chemieanlagen hinsichtlich Korrosionsbeständigkeit, mechanischer Leistungsfähigkeit, Fressverhalten, Fertigungsqualität und Lebenszykluskosten zu vergleichen. Er dient als technische Vorauswahl und ersetzt keine formale Korrosionsstudie. Bei konzentrierten, heißen, verunreinigten, stehenden, belüfteten, reduzierenden oder oxidierenden Medien sollte die endgültige Zulassung auf Korrosionsdaten, Anlagenerfahrung, Normen, Prüfungen und der Rückverfolgbarkeit der Lieferanten basieren.
| Material | Typische Rolle | Stärke | Korrosionsgrenze | Gebräuchliche Verwendung |
|---|---|---|---|---|
| 316L | Edelstahl der Basislinie | Medium | Niedrig bis mittel | milde chemische Behandlung für Innenräume |
| 2205 | Duplex-Upgrade | Hoch | Mittel bis hoch | Chlorid- und Nassprozessbereiche |
| 2507 | Super-Duplex | Sehr hoch | Hoch | Warmes Chlorid und angrenzendes Meerwasser |
| 904L | Austenitischer säurebeständiger Edelstahl | Medium | Mittel bis hoch | Schwefelsäure-/Phosphorsäuresiebe, allgemeine chemische |
| 254SMO | 6Mo Edelstahl | Mittel-hoch | Hoch | Hoher Chloridgehalt, Meerwasser, Wäscher |
| 1.4529 / Legierung 926 | 6Mo Edelstahl | Mittel-hoch | Hoch | Chlorid- und Säurekombinationen |
| Titan | Reaktives Metall | Medium | Fallspezifisch hoch | Oxidierende Chloride, ausgewählte meerwasserähnliche Medien |
| C276 / Legierung 625 | Nickellegierungen | Mittel-hoch | Sehr hoch | Starke Säuren, Mischverunreinigungen, Premium-Service |
2. Warum die Auswahl von Verbindungselementen in Chemieanlagen wichtig ist
Befestigungselemente sind zwar klein, schützen aber in der chemischen Verfahrenstechnik große Systeme. Ein einzelner verschraubter Flansch kann die Dichtungslast tragen, die gefährliche, heiße oder korrosive Medien in einem Rohr, einer Pumpe, einem Ventil, einem Reaktor oder einem Wärmetauscher zurückhält. Korrodiert, verschleißt, reißt oder verliert eine Schraube ihre Vorspannung, äußert sich dies zwar sichtbar in einer Leckage, die eigentliche Ursache liegt jedoch oft in einer Materialentscheidung, die Monate zuvor getroffen wurde.
Befestigungselemente in Chemieanlagen sind mehr als nur der in der Zeichnung angegebenen Prozessflüssigkeit ausgesetzt. Sie können externen Reinigungschemikalien, Meersalzen, Reinigungsmitteln, Säuredämpfen, Kondenswasser, Isolierablagerungen, galvanischen Elementen und stehenden Flüssigkeiten in Spalten unter den Unterlegscheiben ausgesetzt sein. Daher ist eine Werkstoffgüte, die sich für Rohrwandungen bewährt hat, nicht immer für Verschraubungen geeignet. Schrauben weisen Gewinde, Lastkonzentrationen, enge Spalten und unterschiedliche Montagebedingungen auf.
Für Käufer beeinflusst die Wahl der Befestigungselemente auch die Wartungskosten. Eine kostengünstigere Schraube aus 316L kann in Bereichen mit geringer Belastung eine gute Wahl sein, doch dieselbe Schraube kann teuer werden, wenn sie in der Nähe von warmen Chloriden oder Säuredämpfen wiederholte Stillstände verursacht. Eine hochwertige Legierung ist zwar in der Anschaffung teurer, kann aber Notfalleinsätze, Dichtungsschäden, ungeplante Ausfallzeiten und Sicherheitsrisiken reduzieren.

3. Korrosionsmechanismen in der chemischen Verarbeitung
Zu den häufigsten Schäden an Schraubenverbindungen in Chemieanlagen zählen Lochfraß, Spaltkorrosion, galvanische Korrosion, Spannungsrisskorrosion, Unterablagerungskorrosion, allgemeine Korrosion, wasserstoffbedingte Schäden in bestimmten Umgebungen und Gewindefresser während der Montage. Diese Mechanismen können gleichzeitig auftreten. Beispielsweise kann sich in einem Spalt zwischen Unterlegscheibe Chloride konzentrieren, Lochfraß kann am Gewindegrund entstehen, die Vorspannung kann abnehmen, Leckagen können die Verbindung benetzen, und die neu entstandene feuchte Zone kann die Korrosion weiter beschleunigen.

Lochfraß und Spaltkorrosion sind besonders wichtig für Verbindungselemente aus Edelstahl. Edelstahl ist auf eine passive Chromoxidschicht angewiesen. Chloride, niedriger pH-Wert, hohe Temperaturen und stehende Spalten können diese Passivschicht lokal beschädigen. Duplex-, Superduplex- und 6Mo-Edelstähle bieten durch Chrom, Molybdän und Stickstoff eine höhere Beständigkeit gegen Lochfraß, sind aber nicht unter allen Bedingungen immun.
Spannungsrisskorrosion ist ein Problem, das durch das Zusammenwirken von Material, Umgebung und Spannung entsteht. Verbindungselemente stehen aufgrund des Anziehens und der damit verbundenen Vorspannung unter Eigenspannung. Ist die Umgebung für Spannungsrisskorrosion geeignet und das Material anfällig, kann die Schraube reißen, selbst bei nur geringfügig sichtbarer allgemeiner Korrosion. Aus diesem Grund sind die Betriebshistorie und die tatsächliche Temperatur ebenso wichtig wie die nominelle Legierungsbezeichnung.
| Material | Indikativer PREN | Interpretation | Vorsicht |
|---|---|---|---|
| 316L | 24-28 | Grundlegende Beständigkeit gegen Lochfraß | Keine Chloridbeständigkeitsklasse |
| 2205 | 34-36 | Gutes Duplex-Fliegengitter | Die Spaltbedingungen spielen weiterhin eine Rolle. |
| 2507 | 40-43 | Hochchloridsieb | Erfordert eine korrekte Wärmebehandlung |
| 904L | 34-36 | Besser als 316L | Austenitische Festigkeit geringer als Duplex |
| 254SMO | 42-45 | Sehr starker Chloridfilter | Die Verfügbarkeit kann variieren |
| 1.4529 / Legierung 926 | 43-47 | 6 Monate hohe Gewinnspanne | Genaue Standards und chemische Zusammensetzung bestätigen. |
| Legierung 625 | Oft über 50 | Nickellegierung für extreme Beanspruchung | PREN allein reicht nicht aus |
| C276 | Sehr hoch | Starke Säureprüfung | Korrosionstabellen und -tests verwenden |
4. Grundsätze der Materialauswahl
Ein praxisorientierter Auswahlprozess beginnt mit vier Fragen: Welche Chemikalie ist vorhanden? In welcher Konzentration? Bei welcher Temperatur? Sind Chloride, Oxidationsmittel, Reduktionsmittel, Feststoffe oder Ablagerungen vorhanden? Die nächsten Fragen beziehen sich auf die Verbindung: Befindet sich das Befestigungselement in einem Spalt? Ist es isoliert? Befindet es sich im Freien? Besteht Kontakt zwischen unterschiedlichen Metallen? Wie oft kann die Verbindung überprüft werden? Was passiert bei einem Leck?
Bei unvollständigen Daten sollte die Materialauswahl konservativ erfolgen. Ingenieure sollten austenitischen Edelstahl, Duplex-Edelstahl, Superduplex-Edelstahl, 6Mo-Edelstahl, Titan und Nickellegierungen nicht als einfache Stufen einer einzigen Leiter betrachten. Jede Materialfamilie hat Stärken und Schwächen. Titan kann in bestimmten chloridhaltigen, oxidierenden Umgebungen hervorragend sein, in einigen reduzierenden Säuren jedoch schlecht. C276 kann in vielen stark sauren Umgebungen hervorragend sein, wird aber nicht allein nach PREN ausgewählt. Duplex-Edelstahl kann Festigkeit und Chloridbeständigkeit vereinen, muss aber korrekt hergestellt und wärmebehandelt werden.

| Servicezustand | Empfohlener Bildschirm | Vermeiden | Technischer Hinweis |
|---|---|---|---|
| Mildes Mittel für Innenräume | 316L | Übermäßiger Kauf von Premium-Leichtmetallen | Sicherstellen, dass keine versteckten Chloride vorhanden sind |
| Mäßiger Chloridgehalt | 2205 / 904L | Angenommen, 316L reichen aus | Temperatur prüfen |
| Schwere Chloridspalte | 2507 / 254SMO / 1.4529 | Edelstahl mit niedrigem PREN-Wert | Geometrie der Schraubverbindungen prüfen |
| Starke reduzierende Säure | C276 oder ausgewählte Nickellegierung | Standard Edelstahl | Korrosionsdaten und -prüfungen verwenden |
| Ausgewählte oxidierende Chloride | Titan-Nickel-Legierung | Einheitsgröße-Regel | Überprüfen Sie die Reduzierung von Schadstoffen. |
| Hohe Ausfallfolgen | Konservative Premium-Qualität | Niedrigstes Gebot als Ersatz | PMI und MTC erforderlich |
5. Befestigungselemente aus 316L
Befestigungselemente aus 316L sind nach wie vor Standard für viele Anwendungen in Chemieanlagen, da sie verfügbar, als gängige Edelstahlgruppe gut schweißbar, den Wartungsteams vertraut und wirtschaftlich sind. Sie eignen sich häufig für Anlagen in Innenräumen, schwache Säuren, neutrale Prozessbereiche, allgemeine Wasserversorgung mit niedrigem Chloridgehalt und Bereiche mit geringen Anforderungen an die Versorgungstechnik. Die kohlenstoffarme Variante reduziert das Sensibilisierungsrisiko im Vergleich zu kohlenstoffreicherem Edelstahl, wobei die Herstellung und der Endzustand der Befestigungselemente weiterhin von Bedeutung sind.
Die Einschränkung liegt in der Chlorid- und Spaltkorrosion. In warmen, chloridhaltigen Umgebungen, unter Unterlegscheiben, in der Nähe von Isolierungen, in stehenden Ablagerungen oder in Bereichen mit wiederholter chemischer Reinigung kann 316L Loch- oder Spaltkorrosion erleiden. Ingenieure sollten die Bezeichnung “Edelstahlbefestigungselemente” mit Vorsicht verwenden, da 316L zwar rostfrei ist, aber kein universell korrosionsbeständiges Befestigungselement für Chemieanlagen darstellt.
Verwenden Sie 316L bei milden Betriebsbedingungen, kontrollierter Temperatur, geringem Chloridgehalt, einfacher Inspektion und geringen Ausfallfolgen. Ein Upgrade auf 316L ist ratsam, wenn das System Chloriden, heißem, saurem Kondensat, stark reduzierenden Säuren, oxidierenden Halogeniden ausgesetzt ist, die Inspektion eingeschränkt ist oder in der Vergangenheit wiederholt Rostflecken, Lochfraß oder festsitzende Gewinde aufgetreten sind.
| Grad | Cr | Ni | Mo | N / andere |
|---|---|---|---|---|
| 316L | 16-18% | 10-14% | 2-3% | Kohlenstoffarm |
| 2205 | 22% | 5-6% | 3% | N verstärkte Doppelschicht |
| 2507 | 25% | 7% | 4% | Hoch-N-Superduplex |
| 904L | 19-23% | 23-28% | 4-5% | Kupfer für Säurebeständigkeit |
| 254SMO | 20% | 18% | 6% | Hoher Stickstoffgehalt, hoher Molybdängehalt |
| 1.4529 / 926 | 20% | 24-26% | 6-7% | N, Cu |
| Legierung 625 | 20-23% | Gleichgewicht | 8-10% | Nb stabilisiert |
| C276 | 15-16% | Gleichgewicht | 15-17% | W, niedriges C |
6. 2205 Duplex-Befestigungselemente
Verbindungselemente aus Duplex-Edelstahl 2205 stellen eine deutliche Verbesserung gegenüber 316L dar, wenn Korrosionsbeständigkeit und mechanische Festigkeit gleichermaßen wichtig sind. Duplex-Edelstahl besitzt ein gemischtes Austenit-Ferrit-Gefüge, wodurch er eine höhere Streckgrenze als gängige austenitische Edelstähle und eine bessere Beständigkeit gegen Lochfraß durch Chloride als 316L aufweist. In Chemieanlagen wird 2205 häufig für Pumpen, Ventile, Rohrleitungen, prozessseitige Trägerkonstruktionen und Bereiche mit feuchten Chloridkonzentrationen eingesetzt, in denen 316L nicht ausreichend widerstandsfähig ist.
Zu den Vorteilen von 2205 zählen gute Festigkeit, ein guter PREN-Wert, eine bessere Beständigkeit gegen Chloridspannungsrisskorrosion als Edelstähle der 300er-Serie unter vielen Bedingungen sowie eine zunehmende Verfügbarkeit. Zu den Risiken gehören fehlerhafte Wärmebehandlung, unausgewogene Phasenbalance, Probleme beim Schweißen von Bauteilen und Verwechslungen mit niedriglegierten Edelstählen bei der Beschaffung. Bei Verbindungselementen tragen Rückverfolgbarkeit und PMI dazu bei, Substitutionen zu vermeiden.
Bei der Auswahl von Verbindungselementen nach 2205 sind die Norm, die Anforderungen an die mechanischen Eigenschaften, die Wärmebehandlung, das Gewindeherstellungsverfahren und das passende Mutternmaterial zu prüfen. Da Duplex-Schrauben Fressen verursachen können, sollten die Montageverfahren vor Ort saubere Gewinde, ein geeignetes Schmiermittel und ein kontrolliertes Anziehen umfassen.
| Material | Relative Prüffestigkeit | Duktilität | Bolting-Hinweis |
|---|---|---|---|
| 316L | Mäßig | Hoch | Leicht zu beschaffen und zu formen |
| 2205 | Hoch | Gut | Nützlich, wenn sowohl Vorspannung als auch Korrosion eine Rolle spielen. |
| 2507 | Sehr hoch | Gut | Kontrolle von Fressen und Fertigungsqualität |
| 904L | Mäßig | Hoch | Gute Korrosionsschutzoption, kein hochfester Duplexstahl |
| 254SMO | Mittel bis hoch | Gut | Arbeitsverhärtungen und Abnutzungserscheinungen erfordern Aufmerksamkeit. |
| 1.4529 | Mittel bis hoch | Gut | Hochwertiger Edelstahl, sorgfältig bearbeitet |
| Titan | Mäßig | Gut | Der Elastizitätsmodul unterscheidet sich von dem von Stahl. |
| Nickellegierungen | Mittel bis hoch | Gut | Spezifikationskontrollen sind wichtig |
7. 2507 Super-Duplex-Befestigungselemente
Superduplex-Befestigungselemente der Festigkeitsklasse 2507 werden gewählt, wenn Chloridbeständigkeit und Festigkeit über die Anforderungen der Festigkeitsklasse 2205 hinausgehen müssen. Typische Anwendungsbereiche sind warme, chloridhaltige Umgebungen, chemische Anlagen in der Nähe von Meerwasser, Solebehandlung, Wäscheranlagen, Schnittstellen zu Entsalzungsanlagen, Hochdruckflanschverschraubungen und Standorte mit eingeschränktem Wartungszugang. Weitere Informationen zu Befestigungselementen der Festigkeitsklasse 2507 finden Sie in den Produktinformationen von AODSON unter [Link einfügen]. 2507, was einen internen Vergleich für Käufer ermöglicht, die das Angebot an Superduplex-Wohnungen bewerten.
2507 bietet einen hohen Gehalt an Chrom, Molybdän und Stickstoff und bildet so ein starkes PREN-Sieb. Seine hohe Streckgrenze ist für Schraubverbindungen von Vorteil, ersetzt aber nicht die Notwendigkeit einer Korrosionsprüfung. Spaltgeometrie, Dichtungsleckagen, Chloridkonzentration und Temperatur können lokal zu stärkeren Korrosionsbedingungen führen als im Gesamtprozess.
Verwenden Sie 2507, wenn 2205 nicht genügend Chloridreserve bietet. Prüfen Sie jedoch Verfügbarkeit, Festigkeitsklasse, Mutternverträglichkeit, Unterlegscheibenmaterial und Fressbeständigkeit. Bei höchstem Chloridspaltrisiko können 254SMO, 1.4529 / Legierung 926, Titan- oder Nickellegierungen in Betracht gezogen werden.

8. 904L Befestigungselemente
904L-Befestigungselemente sind hochlegierte, austenitische Edelstahl-Befestigungselemente mit hohem Nickel- und Molybdängehalt und Kupferzusatz. Sie werden häufig dort eingesetzt, wo Säurebeständigkeit wichtiger ist als die hohe Festigkeit von Duplex-Edelstahl. 904L eignet sich für die Prüfung mit Schwefel- und Phosphorsäure, allgemeine chemische Prozesse und Anwendungen, bei denen der Standard-Edelstahl 316L keine ausreichende Korrosionsbeständigkeit aufweist.
Im Vergleich zu Duplex-Stählen weist 904L normalerweise eine geringere Festigkeit, aber eine ausgezeichnete Umformbarkeit und ein vollständig austenitisches Gefüge auf. Es kann bevorzugt werden, wenn magnetische Eigenschaften, austenitisches Verhalten oder Säurebeständigkeit von Bedeutung sind. Es sollte nicht als universeller Salzsäure-Stahl betrachtet und nicht ohne Vergleich mit Alternativen wie 254SMO, 1.4529 oder Nickellegierungen für stark chloridhaltige Umgebungen ausgewählt werden.
Käufer sollten für Verbindungselemente aus 904L detaillierte Angaben zur chemischen Zusammensetzung, zum Materialprüfzeugnis (MTC), zum PMI-Umfang und zum Oberflächenzustand anfordern. Da die Legierung teurer als 316L ist, kann die Verwendung einer falschen Legierung oder das Mischen mit 304/316-Komponenten den technischen Vorteil zunichtemachen.
9. 254SMO Befestigungselemente
Befestigungselemente aus 254SMO sind 6Mo-Edelstahlbefestigungselemente, die für hohe Beständigkeit gegen Loch- und Spaltkorrosion entwickelt wurden. Sie werden häufig in Umgebungen mit hohem Chloridgehalt, bei meerwasserähnlicher Belastung, in Wäschern, Soleanlagen und Prozessbereichen eingesetzt, in denen Legierungen wie 316L, 904L oder 2205 nicht ausreichen. Der hohe Molybdän- und Stickstoffgehalt sorgt für eine starke Korrosionsbeständigkeit und macht 254SMO zu einer häufigen Alternative, bevor Titan- oder Nickellegierungen zum Einsatz kommen.
Der Hauptvorteil liegt in der Korrosionsbeständigkeit in chloridhaltigen Umgebungen bei gleichzeitigem Erhalt der Handhabungseigenschaften von Edelstahl. Die größten Herausforderungen sind Kosten, Lieferzeit, Fressgefahr und die Notwendigkeit einer sorgfältigen Fertigung. Gewindebearbeitung, Schmierung, Mutternpaarung und Passivierung sind keine Nebenaspekte; sie sind integraler Bestandteil des Materialsystems.
| Zustand | Ausgangsnote | Upgrade-Pfad | Grund |
|---|---|---|---|
| Innenraum mit niedrigem Chloridgehalt | 316L | 904L oder 2205 | Einfacher Edelstahl mag ausreichen. |
| Chloride im Spülwasser | 2205 | 2507 | Lochfraß- und Spaltbildungsrisiko |
| Warme Salzlake | 2507 | 254SMO / 1,4529 | Höherer PREN-Wert und Spaltrand |
| angrenzendes Meerwasser | 2507 / 254SMO | Titan-Nickel-Legierung | Temperatur und Spaltstärke |
| Hypochlorit/Chlor | Gehen Sie nicht davon aus, dass es rostfrei ist. | Nickel/Titan nach der Überprüfung | stark medienspezifisch |
10. 1.4529 (Legierung 926) Verbindungselemente
1.4529, häufig in Verbindung mit der Legierung 926, ist eine weitere Option für austenitische 6Mo-Edelstähle, die für anspruchsvolle Befestigungselemente in Chemieanlagen geeignet sind. Sie wird aufgrund ihrer hohen Chloridbeständigkeit und ihrer Eignung für Säure-Chlorid-Kombinationen gewählt, bei denen niedrigere Edelstahlsorten nicht ausreichend beständig sind. Ihre chemische Zusammensetzung mit hohem Nickel-, Molybdän-, Stickstoff- und Kupfergehalt kann in bestimmten phosphor-, schwefel- und chloridhaltigen Umgebungen von Vorteil sein.
Wie bei 254SMO sollten auch Verbindungselemente nach EN 1.4529 mit lückenloser Rückverfolgbarkeit beschafft werden. Käufer sollten prüfen, ob die Projektspezifikation EN 1.4529, UNS N08926, Alloy 926 oder eine andere gleichwertige Bezeichnung vorschreibt, da ein unachtsamer Austausch zu Problemen hinsichtlich Konformität und Leistung führen kann. Für kritische Anwendungen werden die Dokumentationen von PMI und EN 10204 3.1 empfohlen.
11. Titanbefestigungselemente
Titanbefestigungselemente können in bestimmten oxidierenden Chloridumgebungen, in meerwasserähnlichen chemischen Umgebungen, in bestimmten Wärmetauscheranwendungen und in Prozesssystemen, in denen Edelstähle zu Lochfraß oder Spaltkorrosion neigen, gerechtfertigt sein. Titan bildet zwar eine stabile Oxidschicht, diese ist jedoch nicht universell einsetzbar. In reduzierenden Säuren, fluoridhaltigen Umgebungen und bestimmten galvanischen Anordnungen kann es anfällig sein.
Titan weist im Vergleich zu Stahl auch ein anderes mechanisches und tribologisches Verhalten auf. Die Vermeidung von Fressverschleiß ist wichtig, und Ingenieure sollten Elastizitätsmodul, Vorspannmethode, Mutternpaarung und Beschichtungen überprüfen. Titan sollte aufgrund seiner Eignung für verschiedene Umgebungen gewählt werden, nicht weil es einen hochwertigen Klang hat.
12. Nickellegierungen: Inconel 625, Hastelloy C276 und Monel
Verbindungselemente aus Nickellegierungen sind dann gerechtfertigt, wenn Edelstahl und Duplex-Edelstahl keinen ausreichenden Korrosionsschutz bieten. Verbindungselemente aus Inconel 625 werden häufig für Anwendungen in Meerwasser, Chloridumgebungen und unter extremen Belastungen mit hohen Festigkeitsanforderungen in Betracht gezogen. Verbindungselemente aus Hastelloy C276 werden oft auf ihre Eignung für stark reduzierende Säuren, Säuregemische und chloridhaltige saure Umgebungen geprüft. Monel kann in bestimmten Fällen in Verbindung mit Laugen, Meerwasser oder Flusssäure relevant sein, muss jedoch hinsichtlich seiner genauen chemischen Zusammensetzung sorgfältig geprüft werden.
AODSON verfügt über interne Ressourcen für Befestigungselemente aus Nickellegierung Und Hersteller von Verbindungselementen aus Nickellegierungen, Diese dienen Käufern als natürliche Referenzpunkte beim Vergleich von Premium-Verschraubungsoptionen. Nickellegierungen sind teuer, daher sollten bei der Entscheidung die Folgen von Fehlern, die Zugänglichkeit für Inspektionen, frühere Probleme, der Liefertermin und die Dokumentationsanforderungen berücksichtigt werden.

13. Säureverträglichkeit
Die Säureverträglichkeit muss sorgfältig geprüft werden. Schwefelsäure, Phosphorsäure, Salpetersäure und Salzsäure verhalten sich sehr unterschiedlich, und selbst ein und dieselbe Säure kann sich in Abhängigkeit von Konzentration, Temperatur, oxidierenden und reduzierenden Verunreinigungen, Belüftung, Strömungsgeschwindigkeit und Ablagerungen drastisch verändern. Ein Material, das in verdünnter Säure bei Raumtemperatur zuverlässig funktioniert, kann in heißer, konzentrierter Säure schnell versagen.
Für Schwefelsäure kommen je nach Konzentration und Temperatur die Werkstoffe 904L, 1.4529, Alloy 20 und Nickellegierungen infrage, während 316L unter Umständen nur bedingt geeignet ist. Bei Phosphorsäure können Verunreinigungen wie Chloride und Fluoride die Werkstoffauswahl maßgeblich beeinflussen. Bei Salpetersäure kann das Oxidationsverhalten bestimmte Edelstähle oder Titanlegierungen begünstigen, jedoch sind die Details entscheidend. Für Salzsäure sind gängige Edelstähle im Allgemeinen ungeeignet, und Nickellegierungen wie C276 werden häufig in Betracht gezogen, vorbehaltlich einer technischen Prüfung.

| Medium | 316L | 904 l / 6 Monate | Doppelhaushälfte / Superduplex | Nickel / Titan |
|---|---|---|---|---|
| Schwefelsäure | Beschränkt | Oft besser, abhängig von der Konzentration | Fallspezifisch | Nickellegierungen oft gerechtfertigt |
| Phosphorsäure | Oft verwendbar, wenn sauber | Guter Bildschirm | Fallspezifisch | Nickellegierungen für Verunreinigungen |
| Salpetersäure | Oft gut | Gut | Oxidationsbedingungen prüfen | Titan passt möglicherweise in ausgewählte Gehäuse |
| Salzsäure | Im Allgemeinen schlecht | Beschränkt | Generell riskant | C276 wird oft betrachtet |
| Organische Säuren | Oft brauchbar | Guter Bildschirm | Hängt vom Chloridgehalt ab | Fallspezifisches Upgrade |
14. Chloridbeständigkeit
Chloride gehören zu den häufigsten Gründen, warum in Chemieanlagen Befestigungsmaterialien ausgetauscht werden. Die Quelle kann Prozesssole, Meerwasser, Kühlwasser, Reinigungschemikalien, Verunreinigungen in der Isolierung, Enteisungssalze, Säurechloride oder Verdunstungskonzentration unter Ablagerungen sein. Befestigungselemente sind anfällig, da Gewinde und Unterlegscheiben Spalten bilden, in denen sich Chloride anreichern und der Sauerstoffgehalt von der umgebenden Oberfläche abweicht.
Ein einfacher PREN-Vergleich ist hilfreich, aber nur der Anfang. 316L hat eine begrenzte Chloridtoleranz. 2205 verbessert Sieb- und Festigkeitseigenschaften. 2507, 254SMO und 1.4529 bieten eine höhere Lochfraßbeständigkeit. Titan- oder Nickellegierungen können in Betracht gezogen werden, wenn hohe Temperaturen, Spaltkorrosionsgrade oder schwerwiegende Ausfallfolgen zu erwarten sind. Die endgültige Antwort hängt von den Einsatzdaten ab, nicht von einer allgemeinen Sortenrangfolge.

| Temperaturtreiber | Risiko | Materielle Implikation | Aktion |
|---|---|---|---|
| Steigende Temperatur | Schnellere Korrosion | Früher aktualisieren | Nutzen Sie heiße Betriebsdaten |
| Thermische Zyklen | Vorlastverlust | Überprüfen Sie das Entspannungs- und Dichtungsverhalten | Drehmomentstrategie überprüfen |
| Hochtemperatursäuren | Schneller Angriff | Nickellegierung möglicherweise erforderlich | Korrosionsprüfung |
| Niedrige Außentemperaturen | Kondensation und Salze | Duplex oder 6 Monate könnten erforderlich sein | Spalten kontrollieren |
| Wärmetauscher-Service | Lokale Konzentration | Verwenden Sie nicht nur Massenchemikalien | Rohrboden- und Flanschzonen prüfen |
15. Anwendungen von Alkalien
Der Einsatz in alkalischen Umgebungen ist nicht immer einfach. Viele Edelstahl- und Nickelwerkstoffe eignen sich zwar gut für alkalische Anwendungen, das Risiko hängt jedoch von Konzentration, Temperatur, Verunreinigungen und Belastung ab. Laugenbedingte Spannungsrisskorrosion, Chloride in alkalischen Systemen und Reinigungszyklen müssen berücksichtigt werden. Monel und Nickellegierungen können in bestimmten alkalischen Umgebungen eingesetzt werden, die Auswahl sollte jedoch auf Korrosionsdaten und der Anlagenhistorie basieren.
Für allgemeine alkalische Reinigungsanwendungen bei moderaten Temperaturen können 316L oder 2205 ausreichend sein. Bei der Verwendung von heißen, konzentrierten Laugen sollten Ingenieure nickelbasierte Alternativen, Belastungsgrenzen und Konstruktionsnormen prüfen. Wenn die Laugen Hypochlorit, Chlorate oder andere oxidierende Halogenverbindungen enthalten, sind einfache Annahmen bezüglich Edelstahl riskant.
16. Pumpen und Ventile
Befestigungselemente an Pumpen und Ventilen sind Vibrationen, Dichtungsbelastung, Temperaturschwankungen, Spritzwasser und häufigen Wartungsarbeiten ausgesetzt. Ein Pumpenflansch in der Nähe eines chloridhaltigen Prozesses kann Edelstahl der Sorten 2205, 2507 oder 6Mo erfordern, selbst wenn an einer anderen Rohrleitung im Innenbereich Edelstahl 316L verwendet werden kann. Die Verschraubung von Ventildeckeln erfordert unter Umständen höhere Festigkeit, lückenlose Rückverfolgbarkeit und Montageschmierung, da sie bei Wartungsarbeiten wiederholt geöffnet und geschlossen wird.
Käufer sollten Befestigungsmaterial, Mutternmaterial, Unterlegscheibenmaterial, Beschichtungs- oder Schmierstoffanforderungen sowie Prüfdokumente als Gesamtpaket spezifizieren. Die Kombination einer hochwertigen Schraube mit einer ungeeigneten Mutter oder Unterlegscheibe kann zu Fressen, galvanischer Korrosion oder Vorspannungsproblemen führen.
17. Wärmetauscher
Wärmetauscher erzeugen lokal erhöhte Belastungen. Selbst bei scheinbar moderaten Temperaturen des Mediums können Verdunstung, Konzentrationsunterschiede, unterschiedliche Belüftung und Temperaturgradienten die Verschraubung von Rohrböden und Kanaldeckeln erschweren. Chloridhaltiges Kühlwasser, saures Kondensat und Reinigungsmittel können die Auswahl der Befestigungselemente beeinflussen.

Für Wärmetauscher eignen sich die Werkstoffe 2205 oder 2507 für chloridhaltige Umgebungen, während für Anwendungen mit höherem Risiko die Werkstoffe 254SMO, 1.4529, Titan oder Nickellegierungen in Betracht gezogen werden können. Bei der Auswahl sollten die Kompatibilität mit Dichtungen, das Anzugsmoment und die Zugänglichkeit zum Nachziehen berücksichtigt werden.
18. Druckbehälter
Die Verschraubung von Druckbehältern muss den Normen, Materialstandards und Projektspezifikationen entsprechen. Korrosionsbeständigkeit ist wichtig, aber auch Festigkeit, Zähigkeit, Temperaturbeständigkeit und Rückverfolgbarkeit sind entscheidend. Käufer von Chemieanlagen sollten keine korrosionsbeständige Sorte verwenden, es sei denn, diese erfüllt auch die mechanischen und normativen Anforderungen an die Behälterverbindung.
Bei Druckbehältern ist die Dokumentation von entscheidender Bedeutung: Materialprüfzeugnis (MTC), Chargennummer, Materialeigenschaften, ggf. Prüfpräzision (PMI), Maßprüfung und kontrollierte Verpackung. Bei Auswahl einer hochwertigen Legierung sollten alle zugehörigen Komponenten geprüft werden, um Schwachstellen zu vermeiden.
19. Flanschverbindungen
Bei Flanschverbindungen treffen Materialwahl, Dichtungsdesign und Montageverfahren aufeinander. Selbst eine korrosionsbeständige Schraube versagt als Dichtungssystem, wenn die Vorspannung nicht stimmt. Umgekehrt kann eine perfekt angezogene Verbindung beschädigt werden, wenn das Material der Spaltchemie unterhalb der Unterlegscheiben und Dichtungsränder nicht standhält.
Bei Flanschverbindungen sollten Ingenieure das Risiko von Medienleckagen, äußere Einflüsse, Isolierung, Temperatur, Schraubenlast, Wiederverwendbarkeit und Schmierung bewerten. Das Verbindungselementmaterial sollte der Betriebsklasse entsprechen, nicht nur dem Rohrmaterial. Für viele Chemieanlagen kann eine Betriebsklassenmatrix, die die Verwendung von 316L, 2205, 2507, 254SMO, 1.4529 und Nickellegierungen nach Umgebungsbedingungen definiert, die Beschaffung vereinfachen.

20. Qualität der Befestigungsmittelherstellung
Die Werkstoffgüte ist nur ein Aspekt der Zuverlässigkeit von Verbindungselementen. Die Fertigungsqualität bestimmt die endgültige Leistungsfähigkeit von Verbindungselementen in Chemieanlagen. Kopfformung, Bearbeitung, Walzen, Wärmebehandlung, Beizen, Passivieren, Oberflächengüte, Gewindeprüfung und Verpackung beeinflussen maßgeblich, ob die spezifizierte Legierung in einsatzfähigem Zustand in der Anlage ankommt.
AODSONs Artikel Wie Befestigungselemente hergestellt werden ist eine nützliche interne Referenz für den Kontext des Herstellungsprozesses. Im Bereich der chemischen Industrie sollten Käufer diesen Herstellungsprozess mit den Korrosionsschutzanforderungen verknüpfen: keine eingebetteten Kohlenstoffstahlverunreinigungen, keine beschädigten Gewinde, keine Mischschmelzen, keine nicht rückverfolgbaren Substitute und keine mangelhafte Verpackung, die Oberflächenschäden verursacht.

| Verfahren | Warum es wichtig ist | Risiko bei Nichtbeachtung | AODSON-Kontrollpunkt |
|---|---|---|---|
| Materialbeschaffung | Richtige Legierungszusammensetzung | Falsche Güteklasse im Einsatz | MTC- und Lieferantenprüfung |
| Schmieden / Kopf | Getreidefluss und -integrität | Risse, arme Köpfe | Prozessqualifizierung |
| CNC-Bearbeitung | Toleranz und Oberflächenbeschaffenheit | Schlechte Passform oder Stressfaktoren | Kontrollierte Werkzeugausrüstung und Inspektion |
| Gewinderollen | Ermüdung und Oberflächenqualität | Gewindefehler | Messgeräteprüfung |
| Wärmebehandlung | Kraft- und Phasengleichgewicht | Schlechte Korrosion oder Festigkeit | Spezifikationsprüfung |
| Passivierung | Passivfilmqualität | Frühe Rostflecken | Reinigung und Passivierungskontrolle |
21. Gewindeverschleiß
Gewindefresser ist adhäsiver Verschleiß, der beim Gleiten von Gewinden aus Edelstahl, Duplex-, Titan- oder Nickellegierungen unter Last auftreten kann. Er kann zum Festfressen der Mutter, zur Beschädigung des Gewindes und zu Unsicherheiten bei der eingestellten Vorspannung führen. In Chemieanlagen werden häufig korrosionsbeständige Werkstoffe mit hoher Fressneigung für Verschraubungen verwendet, daher ist das Montageverfahren Teil der Werkstoffauswahl.
Zu den Methoden zur Vermeidung von Fressen gehören saubere Gewinde, geeignete Schmierstoffe, kontrollierte Anzugsgeschwindigkeit, passende Muttern, Beschichtungen, Oberflächenkontrolle und die Vermeidung unnötiger Wiederverwendung. Titan-, 254SMO-, 1.4529- und Superduplex-Schrauben erfordern besondere Aufmerksamkeit, da die Kosten einer festsitzenden großen Schraube hoch sein können.
| Material | Ärgerliches Risiko | Kontrollmethode | Montagehinweis |
|---|---|---|---|
| 316L | Mittel-hoch | Schmierung und korrekte Mutternpaarung | Vermeiden Sie trockenes Anziehen mit hoher Drehzahl |
| 2205 | Mittel-hoch | Beschichtungen/Schmierstoffe | Drehmomentspannung überwachen |
| 2507 | Hoch | Schmierstoff, Oberflächenbeschaffenheit, kontrolliertes Anziehen | Wiederholte trockene Wiederverwendung vermeiden |
| 904L | Hoch | Gewinde mit Anti-Seize-Paste behandeln und reinigen | Verwenden Sie ein geeignetes Schmiermittel. |
| 254SMO | Hoch | Gewindebearbeitung und Schmiermittel | Überprüfung mit Montageversuch |
| 1.4529 | Hoch | Beschichtungen und Schmierung | Fachliche Montageanleitung |
| Titan | Hoch | Beschichtungen oder Strategie für ungleiche Nüsse | Kratzbildung ist ein gravierendes Konstruktionsproblem |
| Nickellegierungen | Mittel-hoch | Schmierung und Gewindekontrolle | Nicht zu fest anziehen |
22. Beizen und Passivieren
Beizen und Passivieren tragen zur Wiederherstellung der Korrosionsbeständigkeit von Edelstahl- und Duplex-Befestigungselementen bei. Durch Beizen werden Zunder und eingebettete Verunreinigungen entfernt; die Passivierung fördert die Bildung einer chromreichen Passivschicht. Der Prozess muss kontrolliert werden, da eine zu aggressive oder unzureichende Reinigung die Oberfläche beschädigen kann, während eine ungenügende Reinigung Eisenrückstände hinterlassen kann, die im Betrieb schnell zu Rost führen.

Passivierung ist kein Allheilmittel bei falscher Materialwahl. Selbst ein passiviertes Befestigungselement aus 316L kann in einer warmen, chloridhaltigen Spalte versagen. Bei der richtigen Edelstahlsorte hingegen reduziert eine gute Oberflächenbehandlung vermeidbare, frühzeitige Rostbildung und verbessert die Zuverlässigkeit.
23. PMI und EN10204 3.1
Die Dokumentation nach PMI und EN 10204 3.1 ist besonders wichtig beim Kauf verschiedener korrosionsbeständiger Verbindungselemente. Die Werkstoffe 316L, 904L, 2205, 2507, 254SMO, 1.4529, Alloy 625, C276 und Titan können nach der Bearbeitung ein ähnliches Aussehen haben. Ohne Rückverfolgbarkeit und eindeutige Werkstoffidentifizierung kann eine Materialverwechslung unbemerkt auf der Baustelle auftreten.


| Inspektion | Bei Bedarf | Beweis | Käuferaktion |
|---|---|---|---|
| EN10204 3.1 / MTC | Alle kritischen Legierungsbestellungen | Wärmezahl, Chemie, Eigenschaften | Passt zur Packliste |
| PMI / XRF | Gemischte Legierungslieferung | Elementprüfung | Prüfen Sie jeden einzelnen Lauf bzw. jede Charge. |
| Dimensionsprüfung | Präzisionsverschraubung | Gewinde, Länge, Kopfabmessungen | Einigung über das Stichprobenniveau |
| Oberflächeninspektion | Korrosive Anwendung | Keine Überlappungen, Risse, Verunreinigungen | Akzeptanzkriterien festlegen |
| Passivierungsprüfung | Edelstahl/Duplex | Sauberer Oberflächenzustand | Anfrageprozessprotokoll |
| Rückverfolgbarkeit | Kritischer Anlagendienst | Wärme-zu-Verpackung-Kette | Keine nicht gekennzeichneten Ersatzprodukte |
24. Kosten vs. Nutzungsdauer
Die Lebenszykluskostenanalyse ist der richtige wirtschaftliche Rahmen für Verbindungselemente in Chemieanlagen. Die Anschaffungskosten hochwertiger Legierungen sind ersichtlich, während die Ausfallkosten sich auf Wartungsarbeiten, Produktionsausfälle, Umweltrisiken, Dichtungsaustausch, Expressversand, Nachprüfungen und Sicherheitsrisiken verteilen. Käufer sollten die Kosten der installierten Verbindung vergleichen, nicht nur den Preis pro Kilogramm.
Hochwertige Befestigungsmaterialien sind nicht immer gerechtfertigt. Die Verwendung von zu viel C276, wo 316L ausreicht, ist Geldverschwendung und verkompliziert die Lagerhaltung. Die Verwendung von zu wenig 316L, wo 2507 oder 254SMO erforderlich wären, führt zu wiederholten Ausfällen. Die beste Wahl ist das Material mit dem geringsten Risiko, das die Anforderungen an Korrosion, mechanische Eigenschaften, Dokumentation und Lebenszyklus erfüllt.

| Frage | Warum es wichtig ist | Nachweise, die angefordert werden sollen | Auswirkungen der Entscheidung |
|---|---|---|---|
| Um welches Medium handelt es sich genau? | Korrosion ist medienspezifisch | Sicherheitsdatenblatt/Prozessdaten | Materialfamilie |
| Wie hoch ist die Temperatur? | Korrosion beschleunigt | Betriebsbereich | Upgrade-Schwelle |
| Sind Chloride vorhanden? | Lochfraß- und Spaltbildungsrisiko | ppm Chlorid und Reinigungschemikalien | PREN-Spiegel |
| Können Befestigungselemente geprüft werden? | Der Wartungszugang beeinflusst die Kosten | Abschaltplan | Lebenszyklusbewertung |
| Sind die Materialien vermischt? | Galvanisches Risiko und Rückverfolgbarkeitsrisiko | Stückliste und Materialprüfung | PMI-Umfang |
| Welche Drehmomentmethode wird angewendet? | Fressen und Vorlastrisiko | Montageverfahren | Schmierung/Beschichtung |
25. Materialauswahl-Flussdiagramm
Ein Materialauswahl-Flussdiagramm unterstützt die Teams aus Engineering, Beschaffung und Instandhaltung bei der Anwendung derselben Logik. Beginnen Sie mit den tatsächlichen Mediendaten. Prüfen Sie auf Chloride, Säuren, Laugen, Temperatur und Spalten. Überprüfen Sie die mechanischen Anforderungen. Entscheiden Sie dann, ob es sich um eine leichte, mittlere, starke oder besonders starke Beanspruchung handelt. Bestätigen Sie abschließend die Ergebnisse anhand der Dokumentation, der PMI-Richtlinien und der Lieferantenkapazitäten.


26. Checkliste für Käufer
Ein Einkäufer einer Chemieanlage sollte nicht nur nach “Edelstahlbefestigungselementen” fragen. Die Bestellung sollte die Werkstoffgüte, Norm, Größe, Gewinde, Festigkeitsklasse, Anforderungen an Muttern und Unterlegscheiben, Oberflächenbeschaffenheit, Prüfdokumente, PMI-Anforderungen, Verpackung und Kennzeichnung enthalten. Bei korrosiven Medien sollte der Einkäufer zudem ausreichend Prozessinformationen bereitstellen, damit Lieferant und Ingenieurteam die Eignung des Materials prüfen können.
Für AODSON-Anfragen benötigen wir folgende Informationen: chemisches Medium, Konzentration, Temperatur, Druck, Chloridgehalt, Gerätetyp, bisherige Ausfallhistorie, erforderliche Norm, Zeichnung, Menge, Prüfanforderungen und Liefertermin. Bei Sonderanfertigungen von Verbindungselementen senden Sie bitte frühzeitig Zeichnungen und Toleranzen.
| Kostenposition | Geringes Risiko | Vorteile einer Premium-Legierung | Wie man bewertet |
|---|---|---|---|
| Kaufpreis | Niedrigere Front | Höhere Vorabkosten | Vergleichen Sie die gesamten Installationskosten |
| Zugriff sperren | Häufiger Austausch | Längeres Intervall | Ausfallkosten hinzufügen |
| Folgen des Lecks | Dichtungslastverlust | Stabileres Gelenk | Sicherheits-/Umweltrisiken einbeziehen |
| Inspektionsarbeit | Mehr Überwachung | Weniger Notfalleinsätze | Wartungsaufzeichnungen verwenden |
| Inventar | Viele Notfallersatzteile | Geplante kritische Ersatzteile | Standardisierung nach Serviceklasse |
| Fehleranalyse | Wiederholte Ursachenanalyse | Weniger wiederholte Ausfälle | Gleisausfallarten |

27. Häufige Fehler
Zu den häufigsten Fehlern gehören die Annahme, dass 316L für alle Chemieanlagen ausreichend sei, die Behandlung von PREN als einzigem Entscheidungsfaktor, das Ignorieren der Chloridkonzentration unter Ablagerungen, die Verwendung von Premium-Schrauben mit minderwertigen Muttern, das Vergessen der Fresskontrolle, der Kauf ohne PMI, die Akzeptanz nicht gekennzeichneter Ersatzstoffe, das manuelle Ändern von Spezifikationen ohne technische Genehmigung und der Vergleich des Kaufpreises ohne Berücksichtigung der Ausfallkosten.
Ein weiterer häufiger Fehler ist die direkte Übertragung des Rohrmaterials auf die Verschraubung. Rohr-, Flansch-, Dichtungs- und Befestigungsoberflächen sind nicht identischen Bedingungen ausgesetzt. Befestigungselemente weisen Gewinde und Spalten auf, sind Zugspannungen ausgesetzt und können selbst bei internem Prozessmedium von außen exponiert sein. Eine spezifische Überprüfung der Verschraubung ist bei korrosiven Umgebungen daher ratsam.

| Material | Kaufkosten | Verfügbarkeit | Kommentar zum Lebenszyklus |
|---|---|---|---|
| 316L | Niedrig | Exzellent | Am besten geeignet nur dort, wo der Service mäßig ist |
| 2205 | Medium | Gut | Oftmals hoher Wert in Chloriden |
| 2507 | Mittel-hoch | Gut | Hohe Festigkeit kann Ausfälle reduzieren. |
| 904L | Mittel-hoch | Mäßig | Gute Wahl für austenitische Säurebeständigkeit |
| 254SMO | Hoch | Mäßig | Hohe Gewinnspanne im Chlorid-Service |
| 1.4529 | Hoch | Mäßig | Premium-Option für 6 Monate |
| Titan | Hoch | Spezialist | Hervorragend in ausgewählten Medien |
| C276 / 625 | Sehr hoch | Spezialist | Einsatz dort, wo die Ausfallkosten die Prämie rechtfertigen. |
| Grad | Häufige Formen | Vorlaufzeitrisiko | Beschaffungsnotiz |
|---|---|---|---|
| 316L | Schrauben, Muttern, Unterlegscheiben, Bolzen | Niedrig | ASTM/ISO-Eigenschaftsklasse prüfen |
| 2205 | Bolzen, Schrauben, Muttern | Niedrig bis mittel | Doppelte Wärmebehandlung bestätigen |
| 2507 | Bolzen, schwere Verschraubung | Medium | Prüfen Sie, ob Muttern und Unterlegscheiben zusammenpassen. |
| 904L | Bolzen und Stehbolzen | Medium | Vermeiden Sie gemischte 304/316-Substitutionen. |
| 254SMO | Spezielle Verschraubung | Mittel-hoch | Planen Sie frühzeitig |
| 1.4529 / 926 | Spezielle Verschraubung | Mittel-hoch | EN/UNS-Äquivalenz bestätigen |
| Titan | Maßgefertigte Verschraubung | Hoch | Überprüfung der Vorbeugung von Gallenbildung |
| Nickellegierungen | Sonder-/Spezialverschraubungen | Hoch | Verwenden Sie MTC und PMI. |
| Industrie | Voraussichtliche Noten | Typische Vermögenswerte | Auswahltreiber |
|---|---|---|---|
| Chemische Verarbeitung | 316L zu C276 | Pumpen, Ventile, Flansche | Medien- und Abschaltkosten |
| Dünger | 904L, 254SMO, Nickel | Säureleitungen, Reaktoren | Phosphor-/Schwefelverunreinigungen |
| Chloralkali | Titan, Nickellegierungen | Zellen, Rohrleitungen, Wärmetauscher | Chloride und Oxidationsmittel |
| Petrochemische | 316L, 2205, 625 | Wärmetauscher, Druckbehälter | Temperatur und saure Verunreinigungen |
| Entsalzung / Meerwasser | 2507, 254SMO, Titan | Rohrleitungen und Wärmetauscher | Chloridspaltkorrosion |
| Pharmachemikalien | 316L, 904L, Titan | Reinraumanlagen | Reinigungsfähigkeit und Korrosionskontrolle |
Praktische Hinweise für Ingenieure vor der Bestellung
Eine zuverlässige Spezifikation für Verbindungselemente in Chemieanlagen sollte die chemischen Prozesse in eine für Lieferanten nachvollziehbare Bestellsprache übersetzen. Anstatt lediglich “korrosionsbeständige Verbindungselemente” anzugeben, sollte die Spezifikation die genaue Legierungsbezeichnung, den Produktstandard, den Gewindestandard, die Festigkeitsanforderungen, den Wärmebehandlungszustand, die Kompatibilität von Mutter und Unterlegscheibe, die Oberflächenbeschaffenheit, die Passivierungsanforderungen, die Kennzeichnungsmethode, die Dokumentationsanforderungen und die Verpackungsmethode genau beschreiben. Dadurch wird die häufigste Diskrepanz zwischen technischer Planung und tatsächlicher Umsetzung im Einkauf vermieden.
Ingenieure sollten zudem zwischen kontinuierlicher und intermittierender Einwirkung unterscheiden. Ein Flansch, der nur gelegentlich mit Säure in Berührung kommt, kann dennoch gefährdet sein, wenn die Reinigungsflüssigkeit nach dem Abschalten unter Unterlegscheiben oder der Isolierung zurückbleibt. Intermittierende Benetzung kann schädlicher sein als kontinuierliches Eintauchen, da Konzentrations-, Sauerstoffgradienten und trocknende Salze lokale chemische Reaktionen hervorrufen, die im Prozessablaufdiagramm nicht dargestellt sind.
Die Position des Befestigungselements an der Anlage ist entscheidend. Ein Flansch an der Oberseite in einem trockenen Innenraum ist möglicherweise weniger problematisch als ein Flansch an der Unterseite, an dem sich Flüssigkeiten ansammeln. Schrauben unter der Isolierung können durch Isoliermaterialien oder eindringendes Regenwasser mit Chloriden kontaminiert werden. Befestigungselemente an Rohrleitungsbrücken im Freien können Meeresaerosolen ausgesetzt sein, selbst wenn das Prozessmedium kein Chlorid enthält. Bei der Materialauswahl sollten sowohl interne als auch externe Belastungen berücksichtigt werden.
Bei Säuren ist die Annahme, allein der Name bestimme die Säureklasse, besonders gefährlich. Schwefelsäure kann sich in einer bestimmten Konzentration anders verhalten als in einer anderen. Salpetersäure wirkt oxidierend, aber Verunreinigungen können ihr Verhalten verändern. Phosphorsäure kann Chloride oder Fluoride aus Prozessverunreinigungen enthalten. Salzsäure ist aggressiv gegenüber gängigen Edelstahlsorten, dennoch beeinflussen die genaue Konzentration, die Temperatur und die Belüftung die endgültige Empfehlung.
Edelstahl mag bei moderaten Belastungen in alkalischen Umgebungen sicher erscheinen, doch heiße, ätzende Bedingungen können zu Rissbildung führen. Sind Chloride, Hypochlorit oder andere oxidierende Halogenverbindungen vorhanden, kann sich die Situation von einer normalen Laugenbelastung zu einem deutlich schwerwiegenderen Korrosionsproblem entwickeln. Daher sollte die Auswahl von Befestigungselementen in Chemieanlagen auf den gesamten Betriebsbereich und nicht nur auf einen einzelnen Normalbetriebspunkt abgestimmt sein.
Die Dichtheitshistorie von Dichtungen liefert wertvolle Hinweise für die Materialauswahl. Treten in einer Anlage wiederholt undichte Flansche, Korrosionsprodukte an den Unterlegscheiben oder festsitzende Muttern während der Stillstandszeiten auf, sollten Befestigungsmaterial, Dichtungsauswahl und Montageverfahren gemeinsam überprüft werden. Unter Umständen ist eine hochwertige Legierung erforderlich, die Ursache kann aber auch in mangelhafter Schmierung, unkontrolliertem Anzugsmoment, Dichtungslockerung, Flanschbeschädigung oder der Wiederverwendung von Befestigungselementen über die zulässige Grenze hinaus liegen.
Einkaufsteams können Risiken minimieren, indem sie Materialklassen definieren. Klasse A erlaubt beispielsweise 316L bei trockener, milder Beanspruchung, Klasse B erfordert 2205 bei mäßiger Chloridbelastung, Klasse C 2507 oder 6Mo-Edelstahl bei warmer, chloridhaltiger Spaltbeanspruchung und Klasse D verlangt möglicherweise eine technische Prüfung für Nickellegierungen oder Titan. Dies gewährleistet konsistente Folgebestellungen und verringert die Wahrscheinlichkeit, dass Produkte aufgrund des niedrigsten Angebots ausgewählt werden.
Wenn zwei Werkstoffe technisch geeignet erscheinen, entscheiden Verfügbarkeit und Dokumentation über die praktische Eignung. Ein Werkstoff mit exzellenter theoretischer Korrosionsbeständigkeit kann riskant sein, wenn die Lieferzeit lang ist, passende Muttern nicht verfügbar sind oder der Lieferant keine Rückverfolgbarkeit gewährleisten kann. Umgekehrt kann ein etwas weniger hochwertiger Werkstoff mit nachweislicher Produktionshistorie, umfassender Dokumentation und kontrollierter Fertigung die zuverlässigere Wahl für das Projekt sein.
Der Oberflächenzustand von Verbindungselementen ist nicht rein kosmetischer Natur. Eingebettete freie Eisenpartikel, Werkzeugspuren, raue Gewindeansätze, Zunder, Überlappungen und Kratzer können Korrosion oder Fressen verursachen. Bei Verbindungselementen aus Edelstahl und Duplexstahl reduzieren sachgemäße Reinigung, Beizen und Passivieren vermeidbare, frühzeitige Verfärbungen. Auch bei Verbindungselementen aus Nickellegierungen und Titan sind Oberflächenbeschaffenheit und Handhabung wichtig, da Beschädigungen Montageprobleme und lokale Spannungskonzentrationen verursachen können.
Die PMI-Prüfung sollte sorgfältig geplant werden. Bei kleinen Losen mit geringem Risiko kann eine Dokumentenprüfung ausreichend sein. Bei gemischten Legierungen, sicherheitskritischen Anlagen oder Premium-Qualitäten kann eine PMI-Prüfung nach Charge, Losgröße oder sogar Einzelteil gerechtfertigt sein. Der Käufer sollte die PMI-Methode, die Abnahmekriterien und das Berichtsformat vor dem Versand und nicht erst nach Wareneingang vor Ort festlegen.
Die Kennzeichnung von Verbindungselementen muss ein Gleichgewicht zwischen Rückverfolgbarkeit und Korrosionsbeständigkeit herstellen. Eine klare Kopf- oder Verpackungskennzeichnung erleichtert dem Wartungsteam die Identifizierung der Legierung. Tiefe oder unsachgemäß ausgeführte Markierungen können jedoch zu Spannungs- oder Korrosionsinitiierungsstellen führen. Bei kundenspezifischen Verbindungselementen sollte die Konstruktionsabteilung die Kennzeichnungsmethode und -position freigeben, insbesondere wenn der Schraubenkopf oder -schaft hohen Belastungen ausgesetzt ist.
Die Passung von Gewinden sollte sowohl im Hinblick auf die Montage als auch auf Korrosion geprüft werden. Zu enge Gewinde erhöhen das Risiko von Fressen, während eine mangelhafte Gewindequalität die Vorspannungsregelung beeinträchtigen kann. In korrosiven Umgebungen stellen beschädigte Gewinde auch kleine Spalten dar. Gewindelehren, Sichtprüfungen und Schmierversuche sind praktische Kontrollmaßnahmen, die deutlich weniger kosten als ein Festfressen im Feld während einer Anlagenrevision.
Beschichtungen und Schmierstoffe müssen mit der chemischen Umgebung kompatibel sein. Einige Anti-Seize-Produkte enthalten Metalle oder Verbindungen, die möglicherweise nicht für jede Anlage geeignet sind. Bei Anwendungen mit Sauerstoff, hochreinen Chemikalien oder pharmazeutischen Chemikalien kann die Auswahl des Schmierstoffs eine separate Zulassung erfordern. Der Drehmomentwert sollte auf dem gewählten Schmierstoff basieren, da die Reibung die bei einem bestimmten Drehmoment erreichte Vorspannung verändert.
Bei Materialverbesserungen sollte die galvanische Verträglichkeit geprüft werden. Eine Schraube aus Nickellegierung in einer Edelstahl- oder Kohlenstoffstahlverbindung kann zwar ein Problem lösen, aber ein anderes verursachen, wenn Elektrolyt und Flächenverhältnis galvanische Korrosion begünstigen. Bei vielen Flanschverbindungen sind Geometrie und Exposition komplex, daher sollte die gesamte Verbindung und nicht nur die Schraube überprüft werden.
Bei großen Schrauben und Bolzen spielen Lieferzeit und Herstellbarkeit eine entscheidende Rolle. Einige hochwertige Legierungen sind schwer zu schmieden oder zu bearbeiten, und Gewindewalzen ist möglicherweise nicht für jede Größe oder Materialbeschaffenheit möglich. Die frühzeitige Einbindung des Lieferanten hilft zu bestätigen, ob die gewünschte Güteklasse, der Durchmesser, die Länge, das Gewinde und die Dokumentation innerhalb des Projektzeitplans geliefert werden können.
Bei Austauschprojekten sollte die Schadensanalyse die Wahl des neuen Materials bestimmen. Wenn das alte Befestigungselement durch Lochfraß versagt hat, kann ein Werkstoff mit höherer PREN-Zahl Abhilfe schaffen. Bei einem Versagen durch Fressen während der Montage sind Schmierung und Gewindepaarung möglicherweise wichtiger. Bei einem Versagen durch allgemeine Säurekorrosion kann die Auswahl einer Nickellegierung erforderlich sein. Wenn der Verlust der Vorspannung zu Leckagen geführt hat, können Dichtungskonstruktion und Anzugsverfahren die Ursache sein.
Chemische Betriebe sollten unkontrollierte Materialsubstitutionen vermeiden. Ein Mechaniker mag zwei glänzende, identisch aussehende Schrauben sehen, doch eine 316L-Schraube, die in einer 254SMO- oder C276-Anlage verwendet wird, kann deutlich früher ausfallen. Verpackungsetiketten, Chargennummern, Farbkennzeichnungen, getrennte Lagerung und Wareneingangskontrolle tragen dazu bei, die korrekte Materialauswahl zu gewährleisten.
Bei Anwendungen mit hohen Belastungen ist eine pauschale Betrachtung von Korrosionszuschlägen bei Verbindungselementen nicht zielführend. Schrauben sind belastete Bauteile; ihr Querschnitt kann nicht unbegrenzt abnehmen. Selbst lokale Lochfraßkorrosion an den Gewindegrundkanten kann die Dauerfestigkeit verringern und zur Rissbildung führen. Das Konstruktionsziel sollte die Verhinderung schädlicher Korrosion sein, nicht die Akzeptanz stetiger Korrosion als Normalzustand.
Die effektivsten Materialprogramme schließen den Kreislauf nach der Installation. Wartungsteams sollten jegliche Rostflecken, Fressspuren, gebrochene Schrauben, Schwierigkeiten bei der Demontage, Dichtungsleckagen oder unerwartete Austausche dokumentieren. Diese Informationen sollten in die Materialserviceklasse zurückfließen, um zukünftige Bestellungen präziser zu gestalten. Die Auswahl von Verbindungselementen verbessert sich, wenn Einkauf, Entwicklung, Wartung und Qualitätssicherung ihre Erfahrungen austauschen.
Für AODSON-Kunden besteht die optimale Anfrage nicht nur aus einer Größenliste. Sie sollte die Beschreibung der chemischen Einsatzbedingungen, die normale und maximale Temperatur, den Konzentrationsbereich, den Chloridgehalt, den Druck, den Gerätetyp, die Zeichnung, die erforderliche Norm, die Prüfdokumente und den gewünschten Liefertermin enthalten. Mit diesen Informationen kann der Lieferant die Befestigungselemente aus den Legierungen 316L, 2205, 2507, 904L, 254SMO, 1.4529 sowie aus Titan und Nickellegierungen vergleichen und so fundierte Entscheidungen in der Entwicklung und im Einkauf ermöglichen.
Reaktoren und Rührwerke erfordern besondere Aufmerksamkeit, da die Verschraubungen Dämpfen, Spritzern, Reinigungschemikalien und Temperaturschwankungen ausgesetzt sein können. Eine Mannlochschraube kann anderen Umwelteinflüssen ausgesetzt sein als ein internes, medienberührtes Bauteil. Werden im Reaktor Säuredämpfe oder chloridhaltige Einsatzstoffe verarbeitet, sollten die äußeren Verschraubungen um Düsen und Deckel nicht nur auf normale Flüssigkeitseinwirkung, sondern auch auf Kondensation und Spaltkorrosion überprüft werden.
In Wäschern und Absorptionstürmen werden häufig Chloride, saures Kondensat, Oxidationsmittel, Feststoffe und Nassablagerungen kombiniert. In diesen Systemen kann Edelstahl 316L schnell Flecken oder Lochfraß aufweisen, und Edelstahl 2205 ist möglicherweise nicht immer ausreichend. Je nach Temperatur und chemischer Zusammensetzung können Superduplex-Edelstahl, 6Mo-Edelstahl oder Nickellegierungen in Betracht gezogen werden. Befestigungselemente in der Nähe von Tropfenabscheidern, Sprühverteilern und Zugangstüren gelten als besonders risikoreich, da sie häufig nass und schwer zu inspizieren sind.
Lagertanks mögen einfach erscheinen, doch die Verschraubungen von Dach, Mannloch und Stutzen können Witterungseinflüssen, Dämpfen im Inneren und Reinigungsrückständen ausgesetzt sein. Für einen Tank, der eine milde Chemikalie unter trockenen Bedingungen lagert, reichen kostengünstige Edelstahlschrauben aus, während für einen Tank mit Säuredämpfen, Chloridbelastung oder Küstenkontakt möglicherweise eine höherwertige Legierung erforderlich ist. Bei der Auswahl der Befestigungselemente sollten sowohl die gelagerte Chemikalie als auch die Umgebungsbedingungen berücksichtigt werden.
Instrumentierung und Verbindungen mit kleinem Durchmesser werden oft vernachlässigt. Kleine Schrauben an Messumformern, Probenkühlern, Ventilhalterungen und Analysesystemen können der gleichen korrosiven Atmosphäre ausgesetzt sein wie große Flansche, werden aber möglicherweise weniger sorgfältig geprüft. Die Verwendung eines einheitlichen Werkstoffstandards für Verbindungselemente in Chemieanlagen trägt dazu bei, dass kleine Verbindungen nicht zu Leckagen oder Wartungsproblemen werden.
Isolierte Rohrleitungen stellen ein weiteres häufiges, aber oft übersehenes Risiko dar. Dringt Wasser in die Isolierung ein, können sich Chloride und andere Salze in der Nähe warmer Oberflächen anreichern. Schrauben unter der Isolierung können korrodieren, ohne dass dies bei routinemäßigen Kontrollgängen sichtbar ist. Bei isolierten Chemikalienleitungen sollte die Materialauswahl daher die Korrosionsgefahr unter der Isolierung berücksichtigen, und die Inspektionspläne sollten Bereiche mit verdeckten Schrauben einschließen.
Die Planung von Stillständen und Wartungsarbeiten sollte die Wahl der Verbindungselemente beeinflussen. Wird eine Verbindung jährlich geöffnet, sind Fressbeständigkeit, Wiederverwendbarkeit und Verfügbarkeit ebenso wichtig wie maximale Korrosionsbeständigkeit. Bleibt eine Verbindung voraussichtlich viele Jahre geschlossen und ist ein Gerüst für den Zugang erforderlich, kann eine höhere Korrosionssicherheit und eine umfassendere Dokumentation wirtschaftlich gerechtfertigt sein.
Standardisierung sollte nicht zu Vereinfachung führen. Ein Werk kann zwar mehrere zugelassene Edelstahlsorten nach Anwendungsbereich standardisieren, sollte aber vermeiden, eine einzige universelle Edelstahlsorte für alle Einsatzzwecke festzulegen. Eine sinnvolle Norm informiert Käufer darüber, wann 316L akzeptabel ist, wann 2205 erforderlich ist, wann Edelstahl 2507 oder 6Mo bevorzugt wird und wann eine technische Prüfung für Verbindungselemente aus Titan oder Nickellegierungen obligatorisch ist.
Die Bedeutung von Unterlegscheiben wird oft unterschätzt. Sie verteilen die Last, schützen Oberflächen und beeinflussen die Reibung, bilden aber auch Spalten, in denen sich Ablagerungen und Chloride ansammeln können. Das Material der Unterlegscheibe muss mit der Schraube und den Umgebungsbedingungen kompatibel sein. Bei starker Beanspruchung kann die Unterlegscheibe Korrosion oder Fressen auslösen, wenn sie vernachlässigt wird.
Kundenspezifische Verbindungselemente für Chemieanlagen sollten frühzeitig geprüft werden, da abweichende Geometrien das Spannungs- und Korrosionsverhalten beeinflussen können. Lange Bolzen, Schulterbolzen, spezielle Köpfe, gebohrte Verbindungselemente oder bearbeitete Merkmale können Spannungskonzentrationen oder Reinigungsprobleme verursachen. Zeichnungen sollten Radien, Oberflächenbeschaffenheit, Gewindelänge, Markierungsposition sowie etwaige Passivierungs- oder Prüfanforderungen enthalten.
Abschließend sollte die Auswahl der Verbindungselemente so dokumentiert werden, dass sie auch für zukünftige Teams nachvollziehbar ist. Die Gründe für die Wahl von 2507 anstelle von 316L oder C276 anstelle von 254SMO sollten in den Servicedaten festgehalten werden. Bei Reparaturen an denselben Anlagen Jahre später verhindert diese Dokumentation versehentliche Herabstufungen und hilft neuen Ingenieuren, die Korrosionsschutzgründe für die ursprüngliche Anschaffung zu verstehen.
Feldversuche sind hilfreich, wenn die chemische Zusammensetzung der Anlage unklar ist oder in der Vergangenheit uneinheitliche Ergebnisse erzielt wurden. In einem kontrollierten Versuch sollten die Testmaterialien am selben Standort, mit derselben Waschanlage, demselben Schmiermittel und im gleichen Inspektionsintervall verglichen werden. Die Ergebnisse sind mit Fotos, Angaben zur Einwirkzeit, Betriebstemperatur, Chloridkonzentration und Reinigungshistorie zu dokumentieren. Ein unstrukturierter Versuch ohne Dokumentation kann das nachfolgende Projektteam in die Irre führen.
Die Wareneingangsprüfung bietet die erste Möglichkeit, Probleme zu erkennen, bevor die Ware ins Werk gelangt. Die Prüfer sollten Verpackungsetiketten, Chargennummern, MTC-Referenzen, Größe, Gewindesteigung, Menge, sichtbare Beschädigungen und Materialentmischung überprüfen. Bei hochwertigen Legierungen kann eine schnelle PMI-Prüfung bei Wareneingang teure Nacharbeiten verhindern. Das Wareneingangsteam sollte wissen, welche Aufträge kritisch sind, anstatt jede Schraubenpackung als Standardverbrauchsmaterial zu behandeln.
Auch die Lagerbedingungen sind wichtig. Befestigungselemente aus Edelstahl, Duplexstahl, Titan und Nickellegierungen müssen sauber, trocken und getrennt von Schleifstaub aus Kohlenstoffstahl, Schweißspritzern und kontaminierten Verpackungen gelagert werden. Werden hochwertige Legierungsbefestigungselemente offen auf einem verschmutzten Wartungsregal gelagert, kann es vor der Montage zu Oberflächenverunreinigungen kommen. Eine sachgemäße Lagerung schützt den Wert des verwendeten Materials.
Montageprotokolle sind für kritische Verbindungen hilfreich. Die Dokumentation von Schmierstoff, Drehmomentwert, Anzugsmuster, Monteur, Datum und etwaigen ungewöhnlichen Montageproblemen bildet eine Grundlage für die spätere Fehlersuche. Tritt später ein Flansch undicht auf, kann das Team mögliche Materialkorrosion von Montageabweichungen unterscheiden. Dies ist besonders nützlich bei großen Stehbolzen, teuren Nickellegierungsschrauben oder schwer zugänglichen Verbindungen.
Die Inspektionsintervalle sollten dem jeweiligen Einsatzgrad entsprechen. Bei leichter Beanspruchung von 316L-Schrauben in Innenräumen genügt unter Umständen eine normale Sichtprüfung, während bei Chlorid- oder Säurekontakt geplante Sichtprüfungen, Drehmomentüberprüfungen, Korrosionsfotografie oder ein Austausch im Rahmen der Anlagenrevision erforderlich sein können. Die Inspektion sollte sich auf Spalten, untere Schrauben, Eintrittsstellen für die Isolierung, Reinigungszonen und Stellen mit Ablagerungen konzentrieren. Ziel ist es, frühzeitig Anzeichen zu erkennen, bevor Vorspannung und Dichtheit beeinträchtigt werden.
Ein ausgereiftes Befestigungsprogramm nutzt Feedback zur Optimierung der Spezifikationen. Bewährt sich 2205 über mehrere Jahre in einer Umgebung mit mittlerem Chloridgehalt, gewinnt die zugehörige Serviceklasse an Zuverlässigkeit. Bildet 316L wiederholt Flecken in der Nähe einer Reinigungsstation, sollte die Serviceklasse höher eingestuft werden. Verrottet Titan während der Montage, muss das Montageverfahren angepasst werden. Jede Beobachtung trägt zu einer fundierteren nächsten Beschaffung bei und reduziert die Abhängigkeit von Vermutungen.
Die Materialäquivalenz muss im Hinblick auf internationale Normen sorgfältig geprüft werden. Käufer stoßen möglicherweise auf Bezeichnungen wie EN, ASTM, UNS, DIN oder Handelsnamen für ähnliche Legierungen, doch ähnlich bedeutet nicht immer identisch für ein Projekt. Chemische Grenzwerte, mechanische Eigenschaften, Wärmebehandlung, Produktform und Zertifizierungssprache können variieren. Bei kritischen Befestigungselementen für Chemieanlagen sollten die akzeptierten Normen in der Bestellung klar aufgeführt und vor Produktionsbeginn vom Lieferanten bestätigt werden.
Die Umgebungsbedingungen der Schraubverbindung können sich nach der Installation verändern. Prozessoptimierungen können zu Temperaturerhöhungen führen, der Einsatz anderer Reinigungsmittel kann sich ändern, Kühlwasser kann Chlorid anreichern oder eine Isolierung kann nachträglich angebracht werden. Ein Befestigungselement, das im ursprünglichen Entwurf als angemessen galt, kann sich nach Betriebsänderungen als unterdimensioniert erweisen. Instandhaltungs- und Verfahrenstechnik-Teams sollten das Schraubmaterial daher bei Änderungen der Betriebsbedingungen erneut prüfen.
Risikobewertungen sind bei begrenzten Budgets sinnvoll. Nicht jede Verbindung benötigt eine hochwertige Nickellegierung, aber jede Verbindung mit hohem Gefahrenpotenzial sollte sorgfältig geprüft werden. Ordnen Sie die Verbindungen nach chemischer Belastung, Temperatur, Chloridbelastung, Zugänglichkeit, Leckagefolgen und Ausfallhistorie. Investieren Sie das Budget für hochwertige Legierungen dort, wo es das größte Risiko minimiert, und greifen Sie auf wirtschaftliche Alternativen wie 316L oder 2205 zurück, wenn dies durch Studien belegt ist.
Die Kommunikation mit Lieferanten sollte praxisorientiert und präzise sein. Anstatt zu fragen, ob ein Material “chemikalienbeständig” ist, sollten Sie nach Erfahrungen mit der jeweiligen Legierungsfamilie, dem Größenbereich, dem Prüfpaket und dem Oberflächenzustand fragen. Klären Sie, ob passende Muttern und Unterlegscheiben verfügbar sind, ob eine PMI-Prüfung durchgeführt werden kann, ob die Passivierung kontrolliert wird und ob die Verpackung die Legierungschargen trennt. Diese Fragen zeigen, ob ein Lieferant tatsächlich Leistungen im Chemieanlagenbau erbringen kann und nicht nur einen Materialnamen nennt.
28. Häufig gestellte Fragen
Welches Befestigungsmaterial eignet sich am besten für Chemieanlagen?
Es gibt kein universell bestes Material. 316L eignet sich für Anwendungen mit geringer Belastung, 2205 und 2507 für viele Anwendungen mit Chloridkonzentrationen, 904L und 6Mo-Edelstahl für ausgewählte Anwendungen mit Säuren/Chloriden und Titan- oder Nickellegierungen für anspruchsvolle, anwendungsspezifische Umgebungen.
Wann sind 316 Liter ausreichend?
316L kann ausreichend sein, wenn die Chloridkonzentration niedrig, die Temperatur moderat, die Säuren mild sind, die Inspektion einfach ist und die Folgen eines Fehlers begrenzt sind.
Wann sollte 2205 ausgewählt werden?
2205 wird häufig gewählt, wenn 316L keine ausreichende Chloridreserve aufweist und eine höhere Festigkeit von Vorteil ist, vorausgesetzt, die Einsatzbedingungen sind nicht so anspruchsvoll, dass Superduplex-Edelstahl, 6Mo-Edelstahl oder eine Nickellegierung erforderlich wären.
Wann sollte 2507 ausgewählt werden?
2507 wird aufgrund seiner höheren Chloridbeständigkeit und Festigkeit ausgewählt, insbesondere für Anwendungen mit warmem Chlorid, in der Nähe von Meerwasser und bei hochbelasteten Verschraubungen.
Ist 904L besser als 316L?
904L bietet im Allgemeinen eine bessere Beständigkeit in verschiedenen chemischen und sauren Umgebungen, ist aber nicht automatisch für jede Chlorid- oder Säureanwendung besser geeignet.
Wozu wird 254SMO verwendet?
254SMO wird dort eingesetzt, wo eine hohe Beständigkeit gegen Lochfraß und Spaltkorrosion durch Chloride erforderlich ist, wie z. B. in Sole, Wäschern, bei meerwasserähnlicher Exposition und in anspruchsvollen Nassbereichen von Chemieanlagen.
Wofür wird 1.4529 / Legierung 926 verwendet?
1.4529 / Alloy 926 ist eine 6Mo-Edelstahloption für hohe Chloridkonzentrationen und ausgewählte Säure/Chlorid-Kombinationen, die eine größere Sicherheitsmarge als Standardedelstahl erfordern.
Sind Hastelloy-Befestigungselemente immer die sicherste Wahl?
Nein. Hastelloy C276 ist für viele anspruchsvolle Anwendungen hervorragend geeignet, jedoch müssen Kosten und die genaue Medienkompatibilität vor der Auswahl geprüft werden.
Sind Inconel-Befestigungselemente für Chemieanlagen geeignet?
Inconel 625 und verwandte Nickellegierungen eignen sich für Anwendungen mit starker Chloridbelastung oder für Hochleistungseinsätze, jedoch müssen die genaue Legierung und die Bedingungen an die Umgebung angepasst sein.
Wann sind Titanbefestigungen gerechtfertigt?
Titan ist in bestimmten oxidierenden Chlorid- und meerwasserähnlichen Umgebungen gerechtfertigt, in denen Edelstahlsorten an ihre Grenzen stoßen, aber es ist nicht für jede reduzierende Säure oder fluoridhaltige Anwendung geeignet.
Was ist PREN?
PREN ist ein Wert für die Lochfraßbeständigkeit, der hauptsächlich auf Chrom, Molybdän und Stickstoff basiert. Er dient als Screening-Instrument und bietet keine vollständige Garantie gegen Korrosion.
Müssen Befestigungselemente passiviert werden?
Edelstahl- und Duplex-Befestigungselemente profitieren oft von kontrolliertem Beizen und Passivieren, um Verunreinigungen zu entfernen und den passiven Oberflächenzustand zu verbessern.
Warum fressen Edelstahlschrauben?
Fressen entsteht, wenn ähnliche, korrosionsbeständige Metalle unter Druck aneinander reiben und durch adhäsiven Verschleiß die Gewindegänge festfressen. Schmierung, Oberflächenbeschaffenheit und die Verwendung passender Muttern tragen zur Vermeidung dieses Phänomens bei.
Sollten Muttern und Unterlegscheiben aus dem gleichen Material wie die Schrauben bestehen?
Sie sollten als System spezifiziert werden. Passende oder kompatible Materialien, Beschichtungen und Schmierstoffe sind erforderlich, um Korrosion, Fressen und Vorspannungsprobleme zu vermeiden.
Welche Dokumente sollten Käufer anfordern?
Bei kritischen Serviceaufträgen sollten EN10204 3.1 / MTC, PMI (falls erforderlich), Maßprüfung und eindeutige Rückverfolgbarkeit der Wärmequelle angefordert werden.
Können Befestigungselemente aus Kohlenstoffstahl mit Edelstahlgeräten verwendet werden?
Manchmal, aber galvanische Korrosion, Beschädigung der Beschichtung, äußere Einflüsse und Kontaminationsrisiken müssen berücksichtigt werden. In Bereichen mit korrosiven Chemikalien werden korrosionsbeständige Verschraubungen oft bevorzugt.
Wie beeinflusst die Temperatur die Selektion?
Höhere Temperaturen beschleunigen in der Regel die Korrosion und können das Risiko von Spannungsrisskorrosion, Spaltkorrosion und Relaxationskorrosion erhöhen.
Wie sollten Befestigungsmittel für Salzsäure ausgewählt werden?
Salzsäure ist aggressiv gegenüber gängigen Edelstählen. Nickellegierungen wie C276 können geprüft werden, die endgültige Wahl erfordert jedoch detaillierte Konzentrations- und Temperaturdaten.
Wie können Käufer die Wartungskosten senken?
Verwenden Sie Materialstandards der Serviceklasse, verhindern Sie Ersatzmaterialien, fordern Sie PMI, kontrollieren Sie die Montage-Schmierung und wählen Sie das Material nach den Lebenszykluskosten und nicht nur nach dem Kaufpreis aus.
Kann AODSON kundenspezifische Befestigungselemente für Chemieanlagen liefern?
AODSON kann Befestigungselemente für Chemieanlagen, Befestigungselemente aus Speziallegierungen und kundenspezifische OEM-Befestigungselemente liefern, sofern Zeichnungen, Materialanforderungen und Servicedetails bereitgestellt werden.
29. Schlussfolgerung
Die optimale Auswahl von Verbindungselementen für Chemieanlagen erfordert ein ausgewogenes Verhältnis von Korrosionsbeständigkeit, Festigkeit, Verarbeitbarkeit, Vermeidung von Fressen, Dokumentation und Lebenszykluskosten. 316L hat seine Berechtigung, sollte aber nicht die Standardlösung für jede korrosive Umgebung sein. 2205, 2507, 904L, 254SMO, 1.4529 / Alloy 926 sowie Titan- und Nickellegierungen eignen sich jeweils für unterschiedliche Anwendungsbereiche.
Die effektivsten Beschaffungsprogramme klassifizieren Anlagendienstleistungen, definieren akzeptable Materialqualitäten, fordern Rückverfolgbarkeit und verifizieren kritische Aufträge mit PMI. Sie verknüpfen außerdem die technische Auswahl mit den tatsächlichen Fertigungskontrollen, vom Gewindewalzen und der Bearbeitung bis hin zur Passivierung und Verpackung.

30. CTA
Kontaktieren Sie AODSON für Verbindungselemente für Chemieanlagen, Verbindungselemente aus Speziallegierungen, 904L-Verbindungselemente, 254SMO-Verbindungselemente, Verbindungselemente aus 1.4529 / Alloy 926, Duplex- und Superduplex-Verbindungselemente, Titan-Verbindungselemente, Nickellegierungs-Verbindungselemente sowie kundenspezifische OEM-Verbindungselemente. Teilen Sie uns das chemische Medium, die Konzentration, die Temperatur, den Chloridgehalt, den Anlagentyp, Zeichnungen, Normen und Prüfanforderungen mit, damit unser Entwicklungs- und Fertigungsteam Ihnen bei der Bewertung einer praktischen, rückverfolgbaren und kosteneffizienten Verbindungselementlösung behilflich sein kann.
Für verwandtes Material und den Produktionskontext konsultieren Sie bitte die internen Seiten von AODSON auf Wie Befestigungselemente hergestellt werden, Befestigungselemente aus Nickellegierung, Hersteller von Verbindungselementen aus Nickellegierungen, Duplex-Edelstahlguss, Spezialbefestigungsprodukte, Präzisionsbefestigungsprodukte Und Edelstahlbefestigungsprodukte.







