
Zusammenfassung: 254SMO bietet im Allgemeinen eine höhere Korrosionsbeständigkeit, wenn Edelstahlbefestigungselemente hoher Chloridbelastung, Meerwasser, Spaltbedingungen, Entsalzungsanlagen, Offshore-Spritzwasserzonen oder aggressiven Prozessmedien ausgesetzt sind. 904L ist weiterhin eine gute Wahl, wenn Schwefelsäurebeständigkeit, gute Umformbarkeit, etablierte Verfügbarkeit und ein geringerer Materialpreis wichtig sind. Die beiden Sorten sind nicht automatisch austauschbar. Ingenieure sollten vor der Spezifizierung von Schrauben, Muttern, Stehbolzen oder Gewindestangen die chemische Zusammensetzung, den PREN-Wert, die Temperaturbeständigkeit, den Sauerstoffgehalt, die Spaltgeometrie, die Schraubenvorspannung, das Fressrisiko, die Prüfanforderungen und die Gesamtlebenszykluskosten vergleichen.
Dieser Artikel richtet sich an Ingenieure, EPC-Auftragnehmer, Einkaufsteams und Instandhaltungsleiter, die eine praxisorientierte Materialauswahl anstelle einer allgemeinen Gütebezeichnung benötigen. Er erläutert UNS N08904 / EN 1.4539 (allgemein als 904L bekannt) und UNS S31254 / EN 1.4547 (allgemein als 254SMO bekannt). Der Schwerpunkt liegt auf Verbindungselementen für Anwendungen mit starker Korrosion: Offshore-Flanschverschraubungen, Entsalzungsanlagen, chemische Verarbeitung, Pumpen, Ventile, Wärmetauscher, Druckbehälter und maritime Atmosphäre.
| Frage | Kurzantwort | Technischer Hinweis |
|---|---|---|
| Welches hat einen höheren PREN-Wert? | 254SMO | Höhere Molybdän- und Stickstoffgehalte platzieren 254SMO üblicherweise deutlich über 904L. |
| Sind sie austauschbar? | NEIN | Der Austausch erfordert eine Designprüfung, eine Prüfung der Materialzertifikate und eine Überprüfung der Betriebsbedingungen. |
| Am besten für Meerwasser geeignet? | Üblicherweise 254SMO | Insbesondere dort, wo Spalten, stehendes Wasser oder Ablagerungen vorhanden sind. |
| Am besten geeignet für Schwefelsäure? | Oft 904L in ausgewählten Bereichen | Säurekonzentration, Verunreinigungen und Temperatur bestimmen das Ergebnis. |
| Am besten geeignet für Befestigungselemente? | Hängt vom Service ab. | 254SMO für Chloridbelastung; 904L für mäßig hohe Belastung und ein ausgewogenes Verhältnis von Leistung und Kosten. |
Was ist 904L-Edelstahl?
904L-Edelstahl ist ein hochlegierter austenitischer Edelstahl mit den Bezeichnungen UNS N08904 und EN 1.4539. Er zeichnet sich durch einen hohen Nickel-, einen erhöhten Chrom-, einen signifikanten Molybdän- und Kupfergehalt aus. Das Nickel stabilisiert die austenitische Struktur und verbessert die Beständigkeit gegen Chloridspannungsrisskorrosion im Vergleich zu Standard-Edelstählen der 300er-Serie. Molybdän verbessert die Beständigkeit gegen Loch- und Spaltkorrosion, während Kupfer in reduzierenden sauren Umgebungen, insbesondere unter bestimmten Schwefelsäurebedingungen, positive Effekte erzielt.
Bei der Beschaffung von Verbindungselementen wird 904L häufig in Betracht gezogen, wenn 316L nicht mehr zuverlässig ist, ein Projekt aber noch keinen Superduplex- oder hochreinen austenitischen Edelstahl rechtfertigt. Er kann zu Schrauben, Muttern, Gewindebolzen, Gewindestangen, Ankerbolzen, Innensechskantschrauben und kundenspezifisch gefertigten Bauteilen verarbeitet werden, vorausgesetzt, der Lieferant kontrolliert Kaltverfestigung, Fressgefahr und Rückverfolgbarkeit. 904L ist kein Wunder-Edelstahl. Er erzielt die besten Ergebnisse, wenn die Konstruktion stehende Chloridablagerungen vermeidet und die Oberfläche ordnungsgemäß gereinigt, gebeizt oder passiviert wird.
Was ist Edelstahl 254SMO?
254SMO ist ein superaustenitischer Edelstahl mit den Bezeichnungen UNS S31254 und EN 1.4547. Er wurde für Umgebungen entwickelt, in denen herkömmliche austenitische Edelstähle Lochfraß, Spaltkorrosion oder Chloridspannungsrisskorrosion erleiden. Im Vergleich zu 904L enthält 254SMO in der Regel mehr Molybdän und gezielt hinzugefügten Stickstoff. Diese chemische Zusammensetzung erhöht die Lochfraßbeständigkeit, stärkt die austenitische Matrix und verleiht 254SMO einen höheren PREN-Wert.
Für Verbindungselemente wird 254SMO in anspruchsvollen Projekten wie Meerwasserentsalzung, Offshore-Anlagen, Rauchgasentschwefelung und Chemieanlagen eingesetzt. Der höhere Legierungsanteil verbessert die Korrosionsbeständigkeit, erhöht aber auch die Kosten und kann zu längeren Beschaffungszeiten führen. Die Bearbeitung und Gewindeherstellung erfordern eine fachkundige Steuerung, da hochlegierte austenitische Edelstähle schnell kaltverfestigen und beim Zusammenbau zu Fressen neigen.
Internationale Standards und entsprechende Noten
| Gebräuchlicher Name | UNS | EN / Werkstoff | Typische Beschreibung |
|---|---|---|---|
| 904L | N08904 | 1.4539 | Hochlegierter austenitischer Edelstahl mit Mo und Cu |
| 254SMO | S31254 | 1.4547 | Super austenitischer Edelstahl mit hohem Mo- und N-Gehalt |
| 316L | S31603 | 1.4404 | Basismaterial austenitischem Edelstahl mit Molybdänanteil |
| 1.4529 | N08926 | 1.4529 | Hoch-Mo-super austenitischer Edelstahl |
| 2507 | S32750 | 1.4410 | Super-Duplex-Edelstahl |
Eine Materialspezifikation sollte sich niemals allein auf einen Handelsnamen stützen. Bestellungen für sicherheitskritische Verschraubungen sollten die UNS- oder EN-Güteklasse, die anwendbare Norm für Verbindungselemente, die Größe, das Gewinde, die Materialeigenschaften, den Wärmebehandlungszustand, die Prüfstufe, die Art des Zertifikats sowie alle projektspezifischen Anforderungen an Korrosionsbeständigkeit oder PMI (Physical Maintenance Inspection) enthalten. AODSON kann kundenspezifische Verbindungselemente aus Speziallegierungen liefern, sofern Zeichnungen und Einsatzbedingungen vorliegen.
Metallurgie und Legierungsdesignphilosophie
Sowohl 904L als auch 254SMO sind austenitische, nicht härtbare Edelstähle. Ihre Korrosionsbeständigkeit beruht primär auf der Stabilität der Passivschicht, dem Chromgehalt, der Molybdänanreicherung und – bei 254SMO – der Stickstoffverfestigung. 904L verwendet einen hohen Nickel- und Kupfergehalt, um die Beständigkeit gegenüber bestimmten reduzierenden Säuren zu verbessern. 254SMO erhöht die Chloridbeständigkeit zusätzlich durch einen höheren Molybdän- und Stickstoffgehalt bei gleichzeitiger Beibehaltung der austenitischen Struktur.
Dies ist bei Befestigungselementen relevant, da eine Schraube keine ebene Fläche darstellt. Gewinde führen zu Spalten, hoher lokaler Beanspruchung, Oberflächenunebenheiten und eingeschlossenen Montagepasten. Eine Festigkeitsklasse, die in einer einfachen Korrosionstabelle gut abschneidet, kann versagen, wenn sich Meerwasser an der Mutterfläche ansammelt, das Gewinde rau geschnitten ist, die Anti-Seize-Paste fehlt oder Werkzeuge aus Kohlenstoffstahl die Oberfläche verunreinigen.
Vergleich der chemischen Zusammensetzung
| Element | 904L typische Reichweite | 254SMO typischer Bereich | Praktische Bedeutung |
|---|---|---|---|
| Cr | 19-23% | 19.5-20.5% | Beide basieren auf chromreichem Passivfilm. |
| Ni | 23-28% | 17.5-18.5% | 904L verwendet mehr Nickel zur Stabilisierung des Austenits. |
| Mo | 4-5% | 6-6.5% | 254SMO weist eine hohe Beständigkeit gegen Lochfraß und Spaltkorrosion auf. |
| N | Normalerweise niedrig | 0.18-0.22% | Stickstoff erhöht PREN und Kraft in 254SMO |
| Cu | 1-2% | ~0.5-1% | 904L-Kupfer unterstützt die Leistung ausgewählter Säuren |
| C | Niedrig | Niedrig | Niedriger Kohlenstoffgehalt fördert die Schweißbarkeit und Korrosionsbeständigkeit |
PREN-Formel und ihre Grenzen
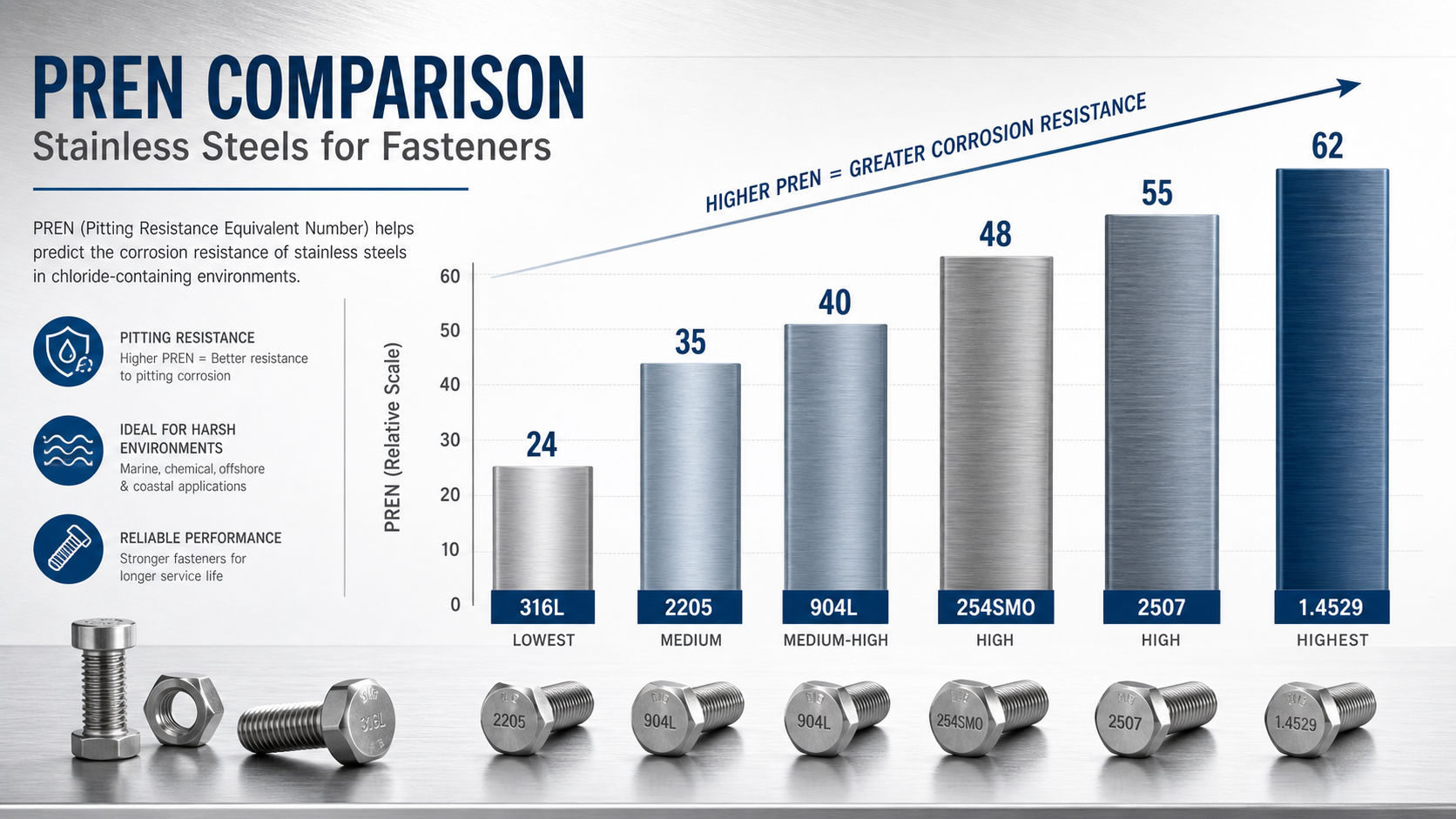
Ein üblicher Wert für die Lochfraßbeständigkeit wird wie folgt berechnet: PREN = Cr + 3,3×Mo + 16×N. Bei Verwendung nominaler chemischer Parameter liegt die Härte von 904L häufig im mittleren 30er-Bereich, während sie bei 254SMO üblicherweise über 42 liegt. Dieser Unterschied ist wichtig, da Lochfraß durch Chloride eine der häufigsten Ausfallursachen für Edelstahlbefestigungselemente in maritimen und chemischen Umgebungen ist.
PREN ist zwar nützlich, aber keine vollständige Spezifikation. Es berücksichtigt weder Oberflächenbeschaffenheit, Einschlüsse, Anlauffarben, Spaltgeometrie, Biofouling, oxidierende Substanzen, Schweißnahtzustand, Temperaturwechsel, Zugspannung, Schmierstoffzusammensetzung noch die Qualität der Inspektion. Selbst eine Legierung mit hohem PREN-Wert kann versagen, wenn sie in einem tiefen Spalt mit schlechter Oberflächenbeschaffenheit verbaut wird. Eine Legierung mit niedrigerem PREN-Wert kann in einer kontrollierten Umgebung mit regelmäßiger Reinigung, ordnungsgemäßer Entwässerung und konservativer Lastauslegung erfolgreich sein.
| Legierung | Ungefährer PREN | Relative Chloridresistenz | Notiz |
|---|---|---|---|
| 316L | ~24-28 | Mäßig | Oft unzureichend für stehendes Meerwasser |
| 2205 | ~34-36 | Gut | Doppelfestigkeit plus Chloridbeständigkeit |
| 904L | ~35-37 | Gut bis sehr gut | Besser als 316L; nicht gleichwertig mit 254SMO |
| 254SMO | ~42-44 | Sehr hoch | Starker Kandidat für Meerwasserentsalzung |
| 2507 | ~40-43 | Sehr hoch | Duplex-Option mit hoher Festigkeit |
| 1.4529 | ~43-46 | Sehr hoch | Vergleichbare super austenitische Alternative |
Mechanische Eigenschaften
Die Leistungsfähigkeit von Verbindungselementen hängt sowohl von der Korrosionsbeständigkeit als auch vom mechanischen Verhalten ab. Austenitische Edelstähle lassen sich nicht wie martensitische oder legierte Stähle durch Abschrecken verstärken. Die Festigkeit wird üblicherweise durch Kaltverformung, Produktform, Abmessungen und die geltenden Normen für Verbindungselemente bestimmt. 254SMO kann aufgrund der Stickstoffverfestigung eine höhere Festigkeit aufweisen; in der Bestellung sollten jedoch die tatsächlichen mechanischen Anforderungen spezifiziert und nicht allein aus der Sortenbezeichnung abgeleitet werden.
| Eigentum | 904L | 254SMO | Auswirkungen der Befestigungselemente |
|---|---|---|---|
| Struktur | Austenitisch | Super austenitisch | Gute Zähigkeit; nach Kaltverformung nichtmagnetisch bis leicht magnetisch. |
| Kraftroute | Kaltverformung / Produktzustand | Stickstoff + Kaltarbeit | Überprüfen Sie die tatsächliche Schraubenklasse oder die Projektanforderungen. |
| Duktilität | Hoch | Hoch | Gut für die Formgebung, aber die Kaltverfestigung ist wichtig. |
| Härtekontrolle | Wichtig | Wichtig | Vermeiden Sie Fressen und Gewindebeschädigungen. |
| Tieftemperaturzähigkeit | Gut | Gut | Nützlich in Schiffs- und Prozessanlagen |
Korrosionswissenschaft: Passivschicht, Chloride und Spalten
Edelstähle widerstehen Korrosion durch die Bildung einer dünnen, chromreichen Passivschicht. Chloridionen können diese Schicht lokal aufbrechen und so Lochfraß verursachen. Sobald eine Lochfraßstelle oder ein Spalt sauer und chloridreich wird, kann sich die Korrosion unter dem Schraubenkopf, im Gewinde einer Mutter, an der Kontaktfläche einer Unterlegscheibe oder unter Ablagerungen beschleunigen. Molybdän und Stickstoff verbessern die Stabilität der Passivschicht in chloridhaltigen Umgebungen; daher ist 254SMO in Anwendungen mit Meerwasserkontakt in der Regel leistungsfähiger als 904L.
Verbindungselemente sind besonders anfällig, da ihre Geometrie verborgene Spalten erzeugt. Der Kontakt zwischen Innen- und Außengewinde, die Dichtfläche der Unterlegscheibe, die Unterseite des Schraubenkopfes und die Flanschverbindung können Flüssigkeiten einschließen. Wenn in diesen Spalten Sauerstoffmangel herrscht, während Chlorid konzentriert bleibt, kann selbst eine korrosionsbeständige Legierung lokal angreifen. Die Werkstoffauswahl muss daher mit der Konstruktion, der Montage und der Prüfung abgestimmt sein.
Lochkorrosion
Lochfraß ist eine lokale Korrosionsart, die kleine, tiefe Hohlräume erzeugt. Bei Verschraubungen können Lochfraßstellen zu Ermüdungsrissen führen und den Querschnitt verringern. 254SMO wird im Allgemeinen gegenüber 904L bevorzugt, wenn ein hohes Risiko für Lochfraß durch Chloride besteht, da sein Molybdän- und Stickstoffgehalt eine höhere Beständigkeit gegen Lochfraß bietet. 904L kann jedoch weiterhin geeignet sein, wenn Chloridkonzentrationen, Temperatur und Stagnationsrisiko moderat sind.
Spaltkorrosion
Spaltkorrosion ist bei Verbindungselementen oft kritischer als Lochfraß an offenen Oberflächen. Die Gewinde von Muttern und Schrauben weisen natürliche Spalten auf. Selbst wenn die äußeren Oberflächen sauber erscheinen, können sich im Innengewinde Flüssigkeiten, Salze oder Prozessablagerungen ansammeln. 254SMO bietet zwar eine höhere Sicherheitsmarge als 904L, dennoch sollten Konstrukteure auf Entwässerung, kompatible Unterlegscheiben, kontrollierte Oberflächenbeschaffenheit, korrekte Vorspannung und regelmäßige Inspektion achten.
Chloridspannungsrisskorrosion
Austenitische Edelstähle können in heißen, chloridhaltigen Umgebungen unter Zugspannung reißen. Ein hoher Nickel- und Legierungsgehalt verbessert die Beständigkeit im Vergleich zu 304 oder 316, jedoch sollte die Auswahl von Edelstahlbefestigungselementen nicht allein auf der Gütebezeichnung basieren. Ingenieure müssen Betriebstemperatur, Zugbelastung, fertigungsbedingte Eigenspannungen, externe Isolierung, Verdunstungskonzentration, Reinigungsmittel und Stillstandsbedingungen berücksichtigen.
Säureverträglichkeit: Schwefelsäure und Phosphorsäure
| Medium | 904L | 254SMO | Auswahlhilfe |
|---|---|---|---|
| Schwefelsäure | Oftmals stark in bestimmten Konzentrationsbereichen | Gut geeignet für viele Mischmedien | Korrosionsdaten bei tatsächlicher Konzentration und Temperatur verwenden |
| Phosphorsäure | Oft gut | Oft sehr gut geeignet, wenn Chloride vorhanden sind | Verunreinigungen können die Note bestimmen |
| Reduzierende Säuren | Kupfer hilft 904L | Hängt von der Chemie ab. | Die Ergebnisse der Chlorid-Performance dürfen nicht verallgemeinert werden. |
| Oxidierende Chloride | Begrenzt durch Temperatur und Spalten | Üblicherweise bessere Gewinnspanne | Redoxpotential und Ablagerungen prüfen |
| Mischpflanzenliköre | Test erforderlich | Test erforderlich | Labordaten oder Felddaten sind am besten geeignet. |
904L ist unter anderem aufgrund seiner Leistung in ausgewählten Schwefelsäureanlagen bekannt. Das bedeutet jedoch nicht automatisch, dass es in jeder Säureanlage besser als 254SMO ist. Die Säureverträglichkeit ändert sich mit Konzentration, Temperatur, Belüftung, Chlorid-, Fluorid- und Feststoffgehalt sowie Reinigungszyklen. Für Anlagen mit hohen Belastungen sollten Ingenieure projektbezogene Korrosionstabellen, Felddaten, Coupon-Tests oder Expertengutachten heranziehen.
Meerwasser, Meeresatmosphäre und Offshore-Plattformen

Für natürliches Meerwasser, Spritzwasserzonen, Offshore-Plattformen und Anlagen, die Salzsprühnebel ausgesetzt sind, ist 254SMO in der Regel die konservativere Edelstahlwahl. Meerwasser besteht nicht nur aus Chloridkonzentrationen, sondern enthält auch Sauerstoff, Mikroorganismen, Temperatur, Ablagerungen und unterliegt wechselnden Feuchtigkeitszyklen. Bei Verschraubungen an Flanschen und Halterungen kann sich unter den Unterlegscheiben oder im Gewinde stehende Salzlösung ansammeln. Hier kann der höhere PREN-Wert von 254SMO von Vorteil sein.
904L kann weiterhin für maritime Umgebungen gewählt werden, wenn kein direkter Kontakt mit Meerwasser besteht, eine Reinigung möglich ist und das Risiko über den gesamten Lebenszyklus akzeptabel ist. In permanent benetzten oder schlecht entwässerten Offshore-Spalten greifen Ingenieure je nach Festigkeit, galvanischer Verträglichkeit und Beschaffungsbeschränkungen häufig auf Alternativen zu 904L zurück und verwenden stattdessen 254SMO, 1.4529, 2507, Nickellegierungen oder Titan.
Entsalzungsanlagen

Entsalzungsanlagen sind mit Meerwasser, Sole, hoher Chloridkonzentration, Temperaturschwankungen und zahlreichen Schraubverbindungen konfrontiert. Verbindungselemente aus 254SMO werden häufig für Ansaugsysteme, Pumpen, Siebe, Rohrleitungen, Druckgeräte und Bereiche mit bekanntem Risiko von Spaltkorrosion eingesetzt. 904L kann in weniger anspruchsvollen Bereichen verwendet werden, ist aber in Sole- oder stehendem Meerwasser nicht gleichwertig mit 254SMO.
Chemische Verfahrenstechnik, Pumpen, Ventile, Wärmetauscher und Druckbehälter

Anlagen zur chemischen Verfahrenstechnik sind häufig mehreren Korrosionsmechanismen gleichzeitig ausgesetzt: Säureangriff, Chloridkorrosion, Spaltkorrosion an Dichtungen, Wärmeeinflusszonen, Reinigungsmittel und Temperaturwechsel. Pumpen und Ventile verursachen zusätzlich Vibrationen, Dichtungsleckagen und erfordern Wartungszyklen. Wärmetauscher führen zu ungleichmäßiger Belüftung und Ablagerungsbildung. Druckbehälter erhöhen die Anforderungen an Normen und Dokumentation.
Für diese Anwendungen sollten Verbindungselemente zusammen mit dem Werkstoff des Bauteils, dem Dichtungssystem, dem Schmierstoff und dem Prüfplan ausgewählt werden. Eine Schraube aus 254SMO kann in Kombination mit einer ungeeigneten Unterlegscheibe oder auf einer verschmutzten Oberfläche dennoch unzureichende Leistung erbringen. Eine Schraube aus 904L kann in einem kontrollierten Säurebereich eine ausgezeichnete und wirtschaftliche Wahl darstellen. Die richtige Lösung ist anwendungsspezifisch.
Überlegungen zur Herstellung von Verbindungselementen
Dies ist der wichtigste praktische Abschnitt. Verbindungselemente sind nicht einfach nur kleine Edelstahlstangen. Die Fertigung bestimmt Gewindeoberfläche, Kaltverformung, Maßgenauigkeit, Fressneigung und Rückverfolgbarkeit. AODSON empfiehlt, Verbindungselemente aus 904L und 254SMO als technische Bauteile zu behandeln, insbesondere für Flanschverbindungen im Offshore-Bereich, Verbindungselemente für Entsalzungsanlagen, Stehbolzen in Chemieanlagen, Pumpenmontageschrauben und OEM-Sonderlegierungskomponenten.
| Befestigungsart | 904L Eignung | 254SMO-Eignung | Praktische Empfehlung |
|---|---|---|---|
| Bolzen | Gut geeignet für mäßige bis starke Korrosion | Hervorragend geeignet für Umgebungen mit hohem Chloridgehalt | Verwenden Sie nach Möglichkeit gerollte Garne und überprüfen Sie die Zertifikate. |
| Nüsse | Gut | Exzellent | Passen Sie Güteklasse und Härte sorgfältig an, um Fressen zu vermeiden. |
| Stehbolzen | Gut | Exzellent | Wichtig für Flansche, Ventile und Druckgeräte |
| Gewindestangen | Gut | Exzellent | Kontrolle von Geradheit, Gewindequalität und Verpackung |
| Ankerbolzen | Dienstabhängig | Dienstabhängig | Betonzusammensetzung, Spritzwasserbelastung und galvanische Kontakte prüfen |
| Schwere Sechskantschrauben | Gut | Exzellent | Maßnorm und Kennzeichnung festlegen |
| Innensechskantschrauben | Gut, aber ärgerlicherweise ein Risiko | Gut, aber ärgerlicherweise ein Risiko | Schmiermittel verwenden und Überdrehen vermeiden |
| Offshore-Flanschverschraubung | Beschränkt bis mäßig | Bevorzugt in stark chloridhaltigen Zonen | PMI, EN10204 3.1 und Montageverfahren anwenden |
Gewinderollen vs. Gewindeschneiden
Gerollte Gewinde verdrängen Material, anstatt es abzutragen. Dies kann die Oberflächengüte und das Dauerfestigkeitsverhalten verbessern und verhindert Bearbeitungsrillen, die zu Korrosionskeimen führen können. Geschnittene Gewinde sind mitunter für Kleinserien, große Durchmesser oder Sonderanfertigungen erforderlich, erfordern jedoch scharfe Werkzeuge, kontrollierten Vorschub, gute Kühlung und eine gründliche Nachbearbeitung. Sowohl bei 904L als auch bei 254SMO ist die Gewindequalität sowohl ein Korrosions- als auch ein Maßkriterium.
Vorbeugung von Gallen
Verbindungselemente aus austenitischem Edelstahl neigen zum Fressen, da die Passflächen unter Druck kalt verschweißen können. 904L und 254SMO bilden hier keine Ausnahme. Das Fressrisiko steigt bei hoher Vorspannung, trockener Montage, rauen Gewinden, hoher Montagegeschwindigkeit, unterschiedlicher Härte und Verunreinigungen. Verwenden Sie ein geeignetes Anti-Seize-Mittel, montieren Sie die Schrauben langsam, wenden Sie das korrekte Anzugsmoment an, verwenden Sie kompatible Muttern, reinigen Sie die Gewinde und achten Sie auf kontrollierte Toleranzen. Bei kritischen Anwendungen prüfen Sie das Schmiermittel auf Temperatur-, chemische und Verschmutzungsempfindlichkeit.
Zerspanung und Kaltverfestigung
| Fertigungsfaktor | 904L | 254SMO | Kontrollpunkt |
|---|---|---|---|
| Arbeitshärtung | Hoch | Sehr hoch | Verwenden Sie eine starre Vorrichtung und scharfe Werkzeuge. |
| Chipsteuerung | Anspruchsvoll | Anspruchsvoll | Reiben vermeiden und einwirken lassen. |
| Gewindeoberfläche | Kritisch | Kritisch | Rauheit und Grate prüfen |
| Werkzeugverunreinigung | Vermeiden | Vermeiden | Werkzeuge aus Kohlenstoffstahl trennen und Oberflächen reinigen |
| Passivierung | Empfohlen | Empfohlen | Nach der Bearbeitung die saubere, passive Oberfläche wiederherstellen. |
Inspektion, PMI und Dokumentation

Bei Projektbefestigungselementen kann das Prüfpaket ebenso wichtig sein wie die Legierungsbezeichnung. Empfohlene Kontrollen umfassen die eindeutige Materialidentifizierung, die Rückverfolgbarkeit der Chargennummer, EN10204 3.1-Zertifikate, Maßprüfung, Gewindelehrenprüfung, Sichtprüfung, Oberflächenprüfung, Kennzeichnungsprüfung, Verpackungskontrolle und, falls erforderlich, Fremdprüfung. Die Materialidentifizierung ist besonders wichtig, wenn die Legierungen 904L, 254SMO, 316L, 2205 und 2507 in derselben Lieferkette vorkommen können.
| Prüfgegenstand | Warum es wichtig ist | Empfohlene Maßnahmen |
|---|---|---|
| PMI / XRF | Bestätigt die Legierungsfamilie | Repräsentative Stücke nach Hitze und Charge prüfen. |
| EN10204 3.1 | Verknüpft chemische und mechanische Daten | Zertifikat mit Chargennummer erforderlich |
| Gewindelehre | Verhindert Montagefehler | Verwenden Sie Gut/Schlecht-Lehren und notieren Sie die Ergebnisse. |
| Oberflächenbeschaffenheit | Beeinflusst das Risiko von Spalt- und Lochfraß | Grate, Hitzeverfärbungen und Verunreinigungen entfernen. |
| Markierung | Gewährleistet die Rückverfolgbarkeit | Verwenden Sie nach Möglichkeit Kennzeichnungen für Güteklassen, Hitze oder Projekte. |
| Verpackung | Verhindert Kontamination während des Transports | Verwenden Sie trockene, getrennte und etikettierte Exportverpackungen. |
Einschränkungen beim Schweißen und der Hitzebeständigkeit
Verbindungselemente werden üblicherweise nicht geschweißt, jedoch können geschweißte Baugruppen und angrenzende Anlagen die Auswahl der Verbindungselemente beeinflussen. Sowohl 904L als auch 254SMO erfordern beim Schweißen geeignete Schweißzusätze, eine präzise Wärmeeinbringung und die Entfernung von Anlauffarben. Hitzebeständigkeit ist nicht gleich Korrosionsbeständigkeit. Hohe Temperaturen können das Zunderverhalten, die Spannungsrelaxation und die Eignung für den Einsatz verändern. Bei Betrieb in chloridhaltiger Umgebung müssen Spannungsrisskorrosion und Spaltkorrosion sorgfältig geprüft werden.
| Thema | 904L | 254SMO | Technischer Hinweis |
|---|---|---|---|
| Schweißen | Im Allgemeinen bei korrekter Vorgehensweise schweißbar. | Im Allgemeinen bei korrekter Vorgehensweise schweißbar. | Hitzebeständige Oberflächen reinigen und geeignete Verbrauchsmaterialien verwenden. |
| Hitzebeständigkeit | Im Vergleich zu hitzebeständigen Legierungen eingeschränkt | Im Vergleich zu hitzebeständigen Legierungen eingeschränkt | Wählen Sie nicht ausschließlich Korrosionsdaten bei Raumtemperatur aus. |
| Stressabbau | Temperaturprüfung | Temperaturprüfung | Die Vorspannung der Befestigungselemente kann sich im Laufe der Zeit ändern. |
| Reinigung nach dem Schweißen | Wichtig | Wichtig | Beizen/Passivieren schützt Passivschichten |
Kosten und Verfügbarkeit
904L ist in der Regel günstiger und besser verfügbar als 254SMO, wobei die Marktbedingungen jedoch von den Nickel- und Molybdänpreisen abhängen können. 254SMO hat einen höheren Legierungsanteil und kann längere Lieferzeiten erfordern, insbesondere bei Schrauben mit großem Durchmesser, Sonderbolzen, schweren Sechskantmuttern oder OEM-Komponenten in Kleinserien. Für einen aussagekräftigen wirtschaftlichen Vergleich ist nicht allein der Kilogrammpreis entscheidend. Entscheidend sind die Einbaukosten, das Ausfallrisiko, die Austauschhäufigkeit, der Inspektionsaufwand und die Folgen eines Ausfalls.
| Faktor | 904L | 254SMO | Käuferhinweis |
|---|---|---|---|
| Materialkosten | Untere | Höher | Der Aufpreis für den 254SMO kann durch die längere Nutzungsdauer gerechtfertigt sein. |
| Verfügbarkeit | Im Allgemeinen besser | Spezialisierter | Sicherstellen, dass Stange, Mutter und Unterlegscheibe frühzeitig verfügbar sind |
| Bearbeitungskosten | Hoch | Höher | Die Verfestigung beeinflusst die Zykluszeit |
| Folgen des Scheiterns | Dienstabhängig | Dienstabhängig | Hohe Folgen begünstigen Korrosionsgrenze |
| Lebenszykluswert | Gut im richtigen Service | Hervorragend geeignet für den Einsatz in Umgebungen mit starker Chloridbelastung | Verwenden Sie die Gesamtkosten, nicht nur den Einzelpreis. |
Entscheidungsbaum für die Materialauswahl
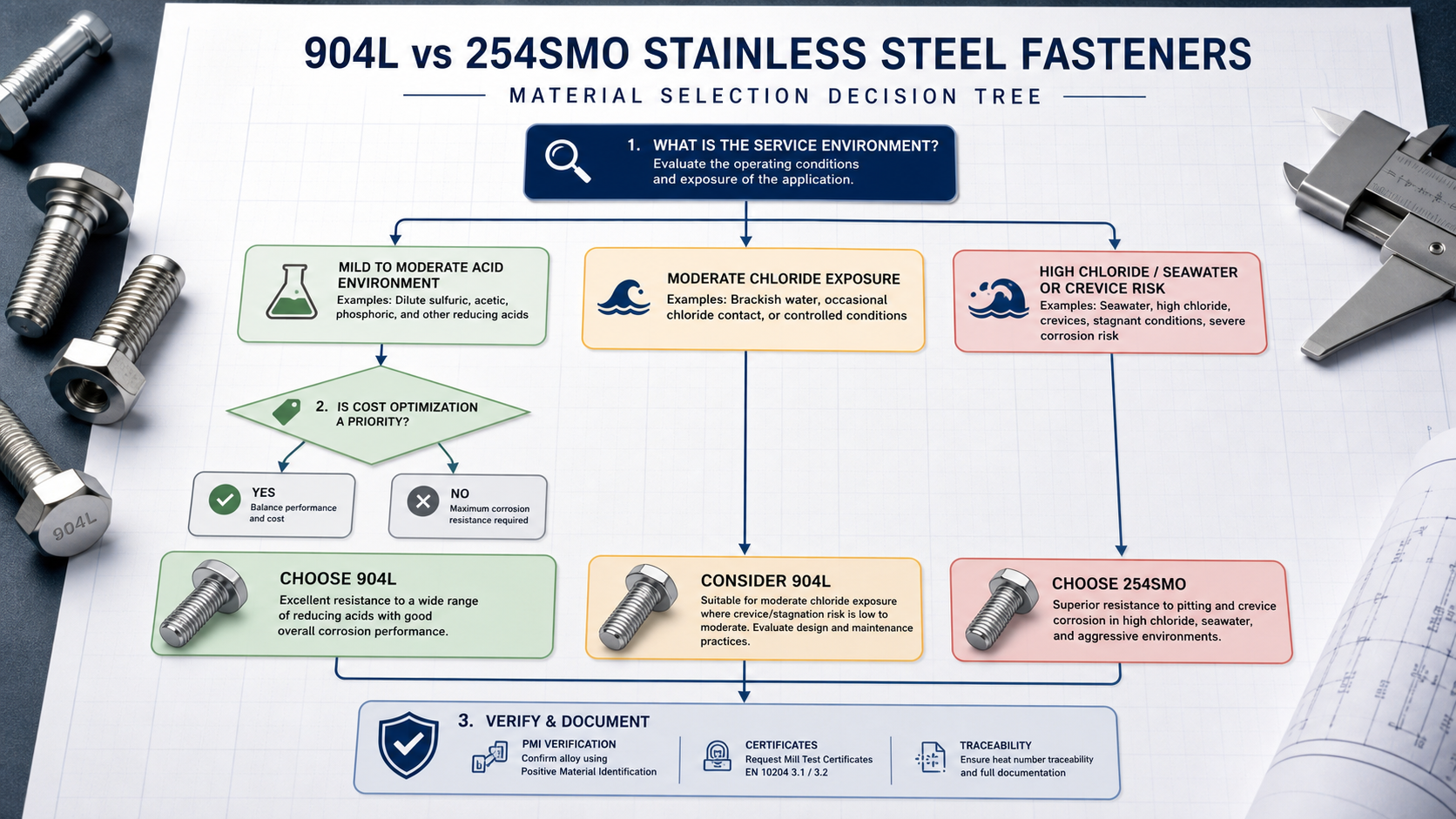
Beginnen Sie mit der Betrachtung der Umgebungsbedingungen. Bei geringer Chloridkonzentration, niedriger Temperatur, ungünstiger Spaltgeometrie und geringer Stagnation kann 904L eine wirtschaftliche Alternative zu 316L darstellen. Bei Einsatzgebieten mit Meerwasser, Sole, Offshore-Spritzwasserzonen, Entsalzungsanlagen oder häufiger Salzkonzentration unter Ablagerungen sollte 254SMO dringend in Betracht gezogen werden. Sind Festigkeit, galvanische Kopplung oder extreme Chloridbedingungen von entscheidender Bedeutung, vergleichen Sie 254SMO mit 2507, 1.4529, Nickellegierungen oder Titan.
Häufige Fehler von Käufern
| Fehler | Risiko | Bessere Praxis |
|---|---|---|
| Kauf nur über den Handelsnamen | Falsche Note oder Zertifikatsabweichung | Bitte UNS/EN und die vollständige Norm angeben. |
| Muttern und Unterlegscheiben außer Acht lassen | Problem mit Spaltbildung oder Fressen durch Mischmaterialien | Kompletten Schraubensatz angeben |
| Kein Anti-Seize-Mittel | Gewindebeschädigung bei der Montage | Verwenden Sie ein zugelassenes Schmiermittel. |
| Keine PMI | Falsche Leichtmetallfelge verbaut | Batch-PMI und Datensätze erforderlich |
| Auswahl nur über PREN | Unerwartetes Versagen von Säure oder SCC | Überprüfen Sie die vollständigen Chemie- und Servicebedingungen. |
| Angenommen, 904L entspricht 254SMO | Unterspezifizierter Chloridservice | Verwenden Sie 254SMO, wenn ein Chlorid-Sicherheitsabstand erforderlich ist. |
| Verpackung ignorieren | Transportkontamination | Verwenden Sie saubere, trockene und getrennte Verpackungen. |
Abschließende technische Empfehlung
Für die meisten Anwendungen mit stark chlorid- und meerwasserbedingten Belastungen ist 254SMO die technisch überlegene Wahl, da es in der Regel einen höheren Molybdängehalt, zusätzlichen Stickstoff und einen deutlich höheren PREN-Wert als 904L aufweist. Es eignet sich besonders für Entsalzungsanlagen, Offshore-Flanschverschraubungen, Schiffsausrüstung, Soleförderung, chemische Prozesse mit Chloridbelastung, Pumpen, Ventile und Wärmetauscherkomponenten.
904L bleibt ein wertvoller Werkstoff für Anwendungen mit weniger chloridbelasteten Umgebungsbedingungen, bei denen eine bestimmte Schwefelsäurebeständigkeit wichtig ist, Verfügbarkeit und Kosten eine Rolle spielen und die Konstruktion stagnierende Spalten vermeidet. Bei sachgemäßer Anwendung stellt er keine Verschlechterung dar; er weist lediglich eine andere Legierungszusammensetzung auf. Die sicherste Spezifikation kombiniert die Wahl der Werkstoffgüte mit der Konstruktion der Verbindungselemente, der Gewindequalität, der Vermeidung von Fressen, der PMI-Verifizierung, der EN10204 3.1-Zertifizierung, der kontrollierten Oberflächenbeschaffenheit, der Beiz-/Passivierungsbehandlung und einer realistischen Nutzungsprüfung.
904L-Schrauben im praktischen Einsatz
Schrauben aus 904L werden häufig gewählt, wenn ein Projekt eine deutliche Verbesserung gegenüber 316L erfordert, die Kosten oder Lieferzeiten von Schrauben aus superaustenitischem Stahl oder Nickellegierungen jedoch nicht zu rechtfertigen sind. In der Praxis erzielt man die besten Ergebnisse durch die Kombination von 904L mit einer konservativen Verbindungskonstruktion. Vermeiden Sie Sacklöcher, in denen sich Chloridlösungen ansammeln können, verwenden Sie saubere Unterlegscheiben, verhindern Sie Verunreinigungen durch Kontakt mit Kohlenstoffstahl und stellen Sie sicher, dass die eingebaute Schraube die gleiche Korrosionsprüfung durchläuft wie das Rohr, Ventil oder Pumpengehäuse. Wenn 904L in der Nähe von Schwefelsäureanlagen eingesetzt wird, überprüfen Sie, ob der tatsächliche Prozessstrom mit den Korrosionsdaten übereinstimmt. Geringe Mengen an Chlorid, oxidierenden Ionen oder Temperaturerhöhungen können die Bewertung schnell verändern.
Schrauben nach UNS N08904 / EN 1.4539 werden häufig gewählt, wenn ein Projekt eine deutliche Verbesserung gegenüber 316L erfordert, die Kosten oder Lieferzeiten von Schrauben aus superaustenitischem Stahl oder Nickellegierungen jedoch nicht zu rechtfertigen sind. In der Praxis erzielt man die besten Ergebnisse durch die Kombination von 904L mit einer konservativen Verbindungskonstruktion. Vermeiden Sie Sacklöcher, in denen sich Chloridlösungen ansammeln können, verwenden Sie saubere Unterlegscheiben, verhindern Sie Verunreinigungen durch Kontakt mit Kohlenstoffstahl und stellen Sie sicher, dass die installierte Schraube die gleiche Korrosionsprüfung durchläuft wie das Rohr-, Ventil- oder Pumpengehäuse. Bei Verwendung von 904L in der Nähe von Schwefelsäureanlagen muss sichergestellt werden, dass der tatsächliche Prozessstrom mit den Korrosionsdaten übereinstimmt. Geringe Mengen an Chlorid, oxidierenden Ionen oder Temperaturerhöhungen können die Korrosionsklasse schnell verändern.
254SMO-Schrauben im praktischen Einsatz
Schrauben aus 254SMO werden eingesetzt, wenn der Käufer eine höhere Sicherheit gegen Lochfraß und Spaltkorrosion durch Chloride wünscht. Diese Legierung ist besonders relevant für Entsalzungsanlagen, Meerwasserentnahmesysteme, Offshore-Anlagen, Soleförderung und Nassbauwerke. Ihr höherer PREN-Wert bietet einen guten Schutz, die erfolgreiche Montage hängt jedoch weiterhin von der Kompatibilität der Muttern, der Gewindeoberfläche und der Schmierung ab. Da die Legierung teurer ist, sollten Ingenieure genau festlegen, in welchen Bereichen 254SMO zwingend erforderlich ist und in welchen Bereichen 904L, Duplex-Edelstahl oder beschichteter legierter Stahl ohne erhöhtes Risiko verwendet werden können.
Schrauben nach UNS S31254 / EN 1.4547 werden eingesetzt, wenn der Käufer eine höhere Sicherheit gegen Lochfraß und Spaltkorrosion durch Chloride wünscht. Diese Güteklasse ist besonders relevant für Entsalzungsanlagen, Meerwasserentnahmesysteme, Offshore-Anlagen, Soleförderung und Nassbauwerke. Ihr höherer PREN-Wert bietet einen guten Schutz, jedoch hängt eine erfolgreiche Montage weiterhin von der Kompatibilität der Muttern, der Gewindeoberfläche und der Schmierung ab. Da die Legierung teurer ist, sollten Ingenieure genau festlegen, in welchen Bereichen 254SMO zwingend erforderlich ist und in welchen Bereichen UNS N08904 / EN 1.4539, Duplex-Edelstahl oder beschichteter legierter Stahl ohne erhöhtes Risiko verwendet werden können.
Muttern und Gegenmaterialien
Die Mutter ist kein unwesentliches Bauteil. Selbst eine hochwertige Schraube kann versagen oder festfressen, wenn Material, Härte, Gewindetoleranz oder Oberflächenbeschaffenheit der Mutter nicht den Anforderungen entsprechen. Bei Schrauben aus 904L- und 254SMO-Stahl sollten Käufer die Muttern nach Möglichkeit immer im selben Montagepaket spezifizieren. Unterschiedliche Bezugsquellen können zu unterschiedlichen Güteklassen, erhöhtem Fressrisiko und Verwirrung bei den Zertifikaten führen. In vielen Projekten wird die Mutter häufiger ausgetauscht als der Bolzen. Daher benötigen Wartungsteams eine eindeutige Kennzeichnung und Lagerverwaltung.
Die Mutter ist kein Nebenprodukt. Selbst eine hochwertige Schraube kann versagen oder festfressen, wenn Material, Härte, Gewindetoleranz oder Oberflächenbeschaffenheit der Mutter nicht den Anforderungen entsprechen. Bei Schrauben nach UNS N08904 / EN 1.4539 und UNS S31254 / EN 1.4547 sollten Käufer die Muttern nach Möglichkeit als Teil desselben Montagepakets bestellen. Unterschiedliche Bezugsquellen können zu unterschiedlichen Güteklassen, Fressgefahr und Verwirrung bei den Zertifikaten führen. In vielen Projekten wird die Mutter häufiger ausgetauscht als der Bolzen. Daher benötigen Wartungsteams eine eindeutige Kennzeichnung und Lagerverwaltung.
Stehbolzen für Flansche
Stehbolzen in Flanschverbindungen sind dauerhafter Vorspannung, Dichtungsrelaxation, Temperaturwechseln und chemischer Belastung am Flanschrand ausgesetzt. Der Gewindebereich bildet eine natürliche Spalte, und Leckagen können Salze oder Säuren am ersten Gewindegang konzentrieren. Für Offshore- und Entsalzungsanlagenflansche wird häufig 254SMO bevorzugt, wenn Edelstahlschrauben erforderlich sind. In weniger anspruchsvollen Anlagenbereichen kann 904L einen praktikablen Kompromiss darstellen. Die Spezifikation sollte Länge, Gewindereihe, Fase, Kennzeichnung, Schmierstoff- und Prüfanforderungen umfassen.
Stehbolzen in Flanschverbindungen sind im Bereich der Flanschkante ständiger Vorspannung, Dichtungsrelaxation, Temperaturwechseln und chemischer Belastung ausgesetzt. Der Gewindebereich bildet eine natürliche Spalte, und Leckagen können Salze oder Säuren am ersten Gewindegang konzentrieren. Für Offshore- und Entsalzungsanlagenflansche wird häufig UNS S31254 / EN 1.4547 bevorzugt, wenn Edelstahlschrauben erforderlich sind. In weniger anspruchsvollen Anlagenbereichen kann UNS N08904 / EN 1.4539 einen praktikablen Kompromiss darstellen. Die Spezifikation sollte Länge, Gewindereihe, Fase, Kennzeichnung, Schmierstoff- und Prüfanforderungen umfassen.
Gewindestangen und Ankerbolzen
Gewindestangen und Ankerbolzen mögen einfach aussehen, doch ihre Korrosionsumgebung kann extremen Bedingungen ausgesetzt sein. Lange Gewindestangen sammeln Schmutz und Feuchtigkeit entlang des Gewindegrundes. Ankerbolzen können der Porenchemie von Beton, Spritzwasser aus der Küste, Reinigungsmitteln und galvanischem Kontakt mit Grundplatten ausgesetzt sein. Wird die Stange vor Ort gekürzt, kann die Schnittfläche die vom Hersteller vorgesehene Oberflächenbehandlung verlieren. Geben Sie daher unbedingt die Anforderungen an die Endbehandlung, Passivierung und Lagerung an, wenn Korrosionsbeständigkeit entscheidend ist.
Gewindestangen und Ankerbolzen mögen einfach aussehen, doch ihre Korrosionsumgebung kann extremen Bedingungen ausgesetzt sein. Lange Gewindestangen sammeln Schmutz und Feuchtigkeit entlang des Gewindegrundes. Ankerbolzen können der Porenchemie von Beton, Spritzwasser aus der Küste, Reinigungsmitteln und galvanischem Kontakt mit Grundplatten ausgesetzt sein. Wird die Stange vor Ort gekürzt, kann die Schnittfläche die vom Hersteller vorgesehene Oberflächenbehandlung verlieren. Geben Sie daher unbedingt die Anforderungen an die Endbehandlung, Passivierung und Lagerung an, wenn Korrosionsbeständigkeit entscheidend ist.
Schwere Sechskantschrauben und Innensechskantschrauben
Sechskantschrauben mit hoher Festigkeit kommen häufig dort zum Einsatz, wo es auf gute Zugänglichkeit mit einem Schraubenschlüssel und hohe Klemmkraft ankommt. Innensechskantschrauben können in kompakten Baugruppen, Pumpen, Ventilen und Erstausrüsterausrüstung verwendet werden, jedoch können sich in der Vertiefung Flüssigkeiten und Schmutz ansammeln. Bei Innensechskantschrauben aus 904L oder 254SMO ist diese Vertiefung als Spalt zu betrachten. Wird die Baugruppe mit chloridhaltigen Chemikalien gereinigt oder in maritimer Atmosphäre betrieben, sind Geometrie und Wartungszugänglichkeit sorgfältig zu wählen.
Sechskantschrauben mit hoher Festigkeit kommen häufig dort zum Einsatz, wo es auf guten Zugang mit einem Schraubenschlüssel und hohe Klemmkraft ankommt. Innensechskantschrauben können in kompakten Baugruppen, Pumpen, Ventilen und Erstausrüsterausrüstung verwendet werden, jedoch können sich in der Innensechskantaufnahme Flüssigkeiten und Schmutz ansammeln. Bei Innensechskantschrauben nach UNS N08904 / EN 1.4539 oder UNS S31254 / EN 1.4547 ist diese Aufnahme als Spalt zu betrachten. Wird die Baugruppe mit chloridhaltigen Chemikalien gereinigt oder in maritimer Atmosphäre betrieben, sind Geometrie und Wartungszugänglichkeit sorgfältig zu wählen.
Oberflächenveredelung, Beizen und Passivieren
Der Oberflächenzustand ist entscheidend für die erwartete Leistung der gewählten Legierung. Bearbeitungsspuren, eingebettetes Eisen, Anlauffarben, Schleifschäden und Verunreinigungen durch unsachgemäße Handhabung verringern die Korrosionsbeständigkeit. Beizen entfernt Anlauffarben und Metallverunreinigungen, während Passivierung eine saubere, chromreiche Oberfläche erzeugt. Bei Verbindungselementen aus Speziallegierungen sollte die Oberflächenbeschaffenheit in der Bestellung angegeben und nicht erst nachträglich berücksichtigt werden. Eine saubere Verpackung nach der Passivierung ist ebenfalls wichtig, da verunreinigte Verpackungen den positiven Effekt zunichtemachen können.
Der Oberflächenzustand ist entscheidend für die erwartete Leistung der gewählten Legierung. Bearbeitungsspuren, eingebettetes Eisen, Anlauffarben, Schleifschäden und Verunreinigungen durch unsachgemäße Handhabung verringern die Korrosionssicherheit. Beizen entfernt Anlauffarben und Metallverunreinigungen, während Passivierung eine saubere, chromreiche Oberfläche erzeugt. Bei Schraubenverbindungen aus Speziallegierungen sollte die Oberflächenbeschaffenheit in der Bestellung angegeben und nicht erst nachträglich berücksichtigt werden. Eine saubere Verpackung nach der Passivierung ist ebenfalls wichtig, da verunreinigte Verpackungen den positiven Effekt zunichtemachen können.
PMI und Wärmerückverfolgbarkeit
Die positive Materialidentifizierung (PMI) ist ein wirksamer Schutz vor kostspieligen Fehlern. Verbindungselemente aus 904L, 254SMO, 316L, Duplex- und Nickellegierungen können nach der Bearbeitung ähnlich aussehen. Werden sie zusammen gelagert, reicht eine Sichtprüfung nicht aus. PMI mit Röntgenfluoreszenzanalyse (RFA) kann die Legierungsfamilie bestätigen, während die Rückverfolgbarkeit der Schmelze das Verbindungselement mit dem Zertifikat verknüpft. Bei kritischen Verpackungen sollten Aufzeichnungen darüber führen, welche Chargen geprüft wurden, wie viele Teile kontrolliert wurden und wie mit fehlerhaften Teilen umgegangen wird.
Die positive Materialidentifizierung (PMI) ist ein wirksamer Schutz vor kostspieligen Fehlern. Schraubenverbindungen aus UNS N08904 / EN 1.4539, UNS S31254 / EN 1.4547, 316L, Duplex- und Nickellegierungen können nach der Bearbeitung ein ähnliches Aussehen haben. Werden sie zusammen gelagert, reicht eine Sichtprüfung nicht aus. PMI mit Röntgenfluoreszenzanalyse (RFA) kann die Legierungsfamilie bestätigen, während die Rückverfolgbarkeit der Schmelze die Verbindung zwischen Verbindungselement und Zertifikat herstellt. Bei kritischen Verpackungen sollten Aufzeichnungen darüber geführt werden, welche Chargen geprüft wurden, wie viele Teile kontrolliert wurden und wie mit fehlerhaften Teilen umgegangen wird.
EN10204 3.1 Zertifikate
EN10204 3.1-Zertifikate liefern Ergebnisse chemischer und mechanischer Prüfungen, die auf die jeweilige Produktcharge zurückführbar sind. Bei Verbindungselementen aus Speziallegierungen muss das Zertifikat mit der Chargennummer auf dem Material und der Kennzeichnung oder Verpackung übereinstimmen. Käufer sollten die Werte für Chrom, Nickel, Molybdän und Stickstoff prüfen und nicht nur die Legierungsbezeichnung. Falls für ein Projekt Kerbschlagprüfungen, Korrosionsprüfungen, Härtegrenzen oder eine Fremdprüfung erforderlich sind, müssen diese Anforderungen vor Produktionsbeginn hinzugefügt werden.
EN10204 3.1-Zertifikate liefern Ergebnisse chemischer und mechanischer Prüfungen, die auf die jeweilige Produktcharge zurückführbar sind. Bei Schraubenverbindungen aus Speziallegierungen muss das Zertifikat mit der Chargennummer auf dem Material und der Kennzeichnung bzw. Verpackung übereinstimmen. Käufer sollten die Werte für Chrom, Nickel, Molybdän und Stickstoff prüfen und nicht nur die Legierungsbezeichnung. Falls für ein Projekt Kerbschlagprüfungen, Korrosionsprüfungen, Härtegrenzen oder eine Fremdprüfung erforderlich sind, müssen diese Anforderungen vor Produktionsbeginn hinzugefügt werden.
Auswahl von Anti-Seize-Mitteln
Fressen ist eines der häufigsten Montageprobleme bei Schraubenverbindungen aus austenitischem Edelstahl. Es kann auftreten, bevor die Verbindung die gewünschte Vorspannung erreicht, sodass der Monteur fälschlicherweise annimmt, die Schraube sei fest angezogen, obwohl sie tatsächlich beschädigt ist. Das Anti-Seize-Mittel muss an die Einsatzumgebung angepasst sein. Ein Produkt, das in einer trockenen Werkstatt funktioniert, ist möglicherweise nicht geeignet für Umgebungen mit Sauerstoff, hohen Temperaturen, Lebensmittelverarbeitung, Meerwasser oder empfindliche Chemieanlagen. Langsame Montage und saubere Gewinde sind ebenso wichtig wie die Wahl des Schmiermittels.
Fressen ist eines der häufigsten Montageprobleme bei Schraubenverbindungen aus austenitischem Edelstahl. Es kann auftreten, bevor die Verbindung die gewünschte Vorspannung erreicht, sodass der Monteur fälschlicherweise annimmt, die Schraube sei fest angezogen, obwohl sie tatsächlich beschädigt ist. Das Anti-Seize-Mittel muss an die Einsatzumgebung angepasst sein. Ein Produkt, das in einer trockenen Werkstatt funktioniert, ist möglicherweise nicht geeignet für Umgebungen mit Sauerstoff, hohen Temperaturen, Lebensmittelverarbeitung, Meerwasser oder empfindliche Chemieanlagen. Langsame Montage und saubere Gewinde sind ebenso wichtig wie die Wahl des Schmiermittels.
Drehmoment, Vorspannung und Montageverfahren
Auch korrosionsbeständige Verbindungselemente benötigen die korrekte Vorspannung. Zu geringes Anzugsmoment kann zu Bewegungen der Verbindung, Leckagen und Spaltbildung führen. Zu hohes Anzugsmoment kann Gewinde beschädigen, Fressen begünstigen oder die vorgesehene Spannung überschreiten. Die Drehmomentwerte werden durch Schmierstoff, Oberflächenbeschaffenheit, Zustand der Mutter und Material der Unterlegscheibe beeinflusst. Für kritische Flansche sollten die Anziehverfahren vom Projektingenieur festgelegt werden. Die Materialauswahl muss stets mit der Montageart abgestimmt sein.
Auch korrosionsbeständige Schraubverbindungen benötigen die korrekte Vorspannung. Zu geringes Anzugsmoment kann zu Bewegungen der Verbindung, Leckagen und Spaltbildung führen. Zu hohes Anzugsmoment kann Gewinde beschädigen, Fressen begünstigen oder die zulässige Spannung überschreiten. Die Drehmomentwerte werden durch Schmierstoff, Oberflächenbeschaffenheit, Zustand der Mutter und Material der Unterlegscheibe beeinflusst. Für kritische Flansche sollten die Anziehverfahren vom Projektingenieur festgelegt werden. Die Materialauswahl muss stets mit der Montageart abgestimmt sein.
Kompatibilität mit Dichtungen und Unterlegscheiben
Dichtungen und Unterlegscheiben beeinflussen die Spaltbedingungen um ein Befestigungselement. Eine Unterlegscheibe kann die Last verteilen und eine Oberfläche schützen, aber auch Flüssigkeiten darunter einschließen. Manche Dichtungslecks konzentrieren Chloride oder Säuren im Schraubenloch. Wenn 904L oder 254SMO aufgrund ihrer Korrosionsbeständigkeit gewählt werden, sollte das gesamte Verbindungssystem überprüft werden: Flanschmaterial, Unterlegscheibenmaterial, Dichtungszusammensetzung, Schraubenschmierstoff, Entwässerung, Isolierung und Reinigungsverfahren.
Dichtungen und Unterlegscheiben beeinflussen die Spaltbedingungen um ein Befestigungselement. Eine Unterlegscheibe kann die Last verteilen und eine Oberfläche schützen, aber auch Flüssigkeiten darunter einschließen. Manche Dichtungslecks konzentrieren Chloride oder Säuren im Schraubenloch. Wenn UNS N08904 / EN 1.4539 oder UNS S31254 / EN 1.4547 aufgrund ihrer Korrosionsbeständigkeit gewählt werden, sollte das gesamte Verbindungssystem überprüft werden: Flanschmaterial, Unterlegscheibenmaterial, Dichtungszusammensetzung, Schraubenschmierstoff, Entwässerung, Isolierung und Reinigungsverfahren.
Realität der Offshore-Wartung
Offshore-Verbindungselemente sind Salznebel, wechselnden Feuchtigkeitsbedingungen, Wartungsverzögerungen und erschwerten Inspektionsmöglichkeiten ausgesetzt. Eine theoretisch geeignete Legierung kann riskant werden, wenn die Verbindung nicht gereinigt werden kann, sich Ablagerungen bilden oder ein Austausch einen Produktionsstillstand erfordert. Daher ist oft eine höhere Korrosionszulage sinnvoll. 254SMO kann die Wahrscheinlichkeit lokaler Korrosionsangriffe in schwer zugänglichen Bereichen verringern. 904L eignet sich weiterhin gut für geschützte oder mäßig exponierte Bereiche.
Offshore-Schraubverbindungen sind Salznebel, häufigen Nass-Trocken-Wechseln, Wartungsverzögerungen und erschwertem Inspektionszugang ausgesetzt. Eine theoretisch geeignete Legierung kann riskant werden, wenn die Verbindung nicht gereinigt werden kann, sich Ablagerungen bilden oder ein Austausch einen Anlagenstillstand erfordert. Daher ist oft eine höhere Korrosionszulage ratsam. UNS S31254 / EN 1.4547 kann die Wahrscheinlichkeit lokaler Korrosionsangriffe in schwer zugänglichen Bereichen verringern. UNS N08904 / EN 1.4539 eignet sich weiterhin gut für geschützte oder mäßig exponierte Bereiche.
Entsalzungssolezonen
Entsalzungsanlagen umfassen Rohmeerwasser, gefiltertes Meerwasser, Hochdruckbereiche, konzentrierte Sole und chemische Reinigungskreisläufe. Die Anforderungen an diese Bereiche sind unterschiedlich. Sole und stehende Spalten erfordern besondere Aufmerksamkeit, da die Chloridkonzentration höher ist und die Sauerstoffbedingungen schwanken können. Für diese Bereiche werden üblicherweise Befestigungselemente der Güteklasse 254SMO geprüft. In Tragkonstruktionen oder trockenen Außenbereichen kann eine andere Güteklasse ausreichend sein, sofern eine zuverlässige Reinigung gewährleistet ist.
Entsalzungsanlagen umfassen Rohmeerwasser, gefiltertes Meerwasser, Hochdruckbereiche, konzentrierte Sole und chemische Reinigungskreisläufe. Die Anforderungen an diese Bereiche sind unterschiedlich. Sole und stehende Spalten erfordern besondere Aufmerksamkeit, da die Chloridkonzentration höher ist und die Sauerstoffbedingungen schwanken können. Für diese Bereiche werden üblicherweise Schraubenverbindungen nach UNS S31254 / EN 1.4547 geprüft. In Tragkonstruktionen oder trockenen Außenbereichen kann eine andere Festigkeitsklasse ausreichend sein, sofern eine zuverlässige Reinigung gewährleistet ist.
Änderungsmanagement in Chemieanlagen
Chemische Anlagen verändern sich im Laufe der Zeit. Eine ursprünglich für reine Säure verwendete Leitung kann später mit Chlorid verunreinigt sein, höheren Temperaturen ausgesetzt sein, oxidierende Zusätze enthalten oder häufiger gereinigt werden. Ändert sich die Prozesschemie einer Anlage, sollten neben Rohrleitungen und Ausrüstung auch die Werkstoffe der Verbindungselemente überprüft werden. Die bisherige Wahl von 904L kann weiterhin geeignet sein, muss aber möglicherweise durch 254SMO oder eine andere Legierung ersetzt werden. Die Dokumentation ermöglicht diese Überprüfung.
Chemische Anlagen verändern sich im Laufe der Zeit. Eine Leitung, die ursprünglich reine Säure transportierte, kann später mit Chlorid verunreinigt sein, höheren Temperaturen ausgesetzt sein, oxidierende Zusätze enthalten oder häufiger gereinigt werden. Bei einer Änderung der Prozesschemie einer Anlage sollten neben Rohrleitungen und Ausrüstung auch die Werkstoffe der Verbindungselemente überprüft werden. Die bisherige Wahl von UNS N08904 / EN 1.4539 kann weiterhin korrekt sein, muss aber möglicherweise auf UNS S31254 / EN 1.4547 oder eine andere Legierung aufgerüstet werden. Die Dokumentation ermöglicht diese Überprüfung.
Verschraubung des Wärmetauschers
Wärmetauscher erzeugen zahlreiche lokale Umgebungen: Rohrseite, Mantelseite, Dichtungskanten, Kondensat, Ablagerungen und Reinigungschemikalien. Verschraubungen stehen zwar möglicherweise nicht direkt mit dem Hauptprozessstrom in Kontakt, doch Leckagen oder Kondensation können sie aggressiven Medien aussetzen. Wenn sich chloridhaltige Ablagerungen unter den Schraubenköpfen bilden, kann Spaltkorrosion entstehen. Für Meerwasser- oder Sole-Wärmetauscher kann die Norm 254SMO gerechtfertigt sein. Bei Anwendungen auf der Säureseite sollte die Norm 904L anhand der tatsächlichen chemischen Zusammensetzung überprüft werden.
Wärmetauscher erzeugen zahlreiche lokale Umgebungen: auf der Rohrseite, der Mantelseite, an den Dichtungskanten, durch Kondensat, Ablagerungen und Reinigungsmittel. Verschraubungen stehen zwar möglicherweise nicht direkt mit dem Hauptprozessstrom in Kontakt, doch Leckagen oder Kondensation können sie aggressiven Medien aussetzen. Bilden sich chloridhaltige Ablagerungen unter den Schraubenköpfen, kann Spaltkorrosion entstehen. Für Meerwasser- oder Sole-Wärmetauscher kann die Norm UNS S31254 / EN 1.4547 gerechtfertigt sein. Bei Anwendungen mit Säuren sollte die Norm UNS N08904 / EN 1.4539 anhand der tatsächlichen chemischen Zusammensetzung überprüft werden.
Pumpen- und Ventilbaugruppen
Pumpen und Ventile sind Vibrationen, Leckagepfaden, Wartungsdemontage und schwer zugänglichen Stellen ausgesetzt. Kleine Befestigungselemente in Deckeln, Dichtungen und Gehäusen werden häufig gelöst und wieder montiert. Daher ist die Vermeidung von Fressen wichtig. Bei der Materialauswahl sollten sowohl die Umgebungsbedingungen als auch die Prozessleckage berücksichtigt werden. Eine Schraube aus 254SMO ist zwar chloridbeständiger, benötigt aber dennoch saubere Gewinde und ein geeignetes Schmiermittel.
Pumpen und Ventile sind Vibrationen, Leckagepfaden, Wartungsdemontage und schwer zugänglichen Spalten ausgesetzt. Kleine Verschraubungen in Deckeln, Dichtungen und Gehäusen werden häufig demontiert und wieder montiert. Daher ist die Vermeidung von Fressen wichtig. Bei der Materialauswahl sollten sowohl die Umgebungsbedingungen als auch die Prozessleckage berücksichtigt werden. Eine Schraube aus UNS S31254 / EN 1.4547 ist zwar chloridbeständiger, benötigt aber dennoch saubere Gewinde und ein geeignetes Schmiermittel.
Beschaffungsplanung
Die Beschaffung von Verbindungselementen aus Speziallegierungen sollte frühzeitig geplant werden. Stangenmaterial, Mutternrohlinge, Unterlegscheiben und Prüfschlitze sind möglicherweise nicht für jeden Durchmesser und jede Länge sofort verfügbar. 254SMO ist eine spezielle Legierung, daher kann die Lieferzeit länger sein. Wenn ein Projekt erst kurz vor der endgültigen Montage mit der Bestellung von Schrauben beginnt, müssen Käufer unter Umständen auf Alternativen zurückgreifen. Ein kontrollierter Beschaffungsplan reduziert Notfalländerungen und ermöglicht eine ordnungsgemäße Qualitätskontrolle.
Die Planung von Schraubenverbindungen aus Speziallegierungen sollte frühzeitig erfolgen. Stangenmaterial, Mutternrohlinge, Unterlegscheiben und Prüfschlitze sind möglicherweise nicht für jeden Durchmesser und jede Länge sofort verfügbar. UNS S31254 / EN 1.4547 ist spezialisierter, daher kann die Lieferzeit länger sein. Wird die Bestellung von Schrauben bis zur Endmontage hinausgezögert, sind Käufer unter Umständen gezwungen, Alternativen zu verwenden. Ein kontrollierter Beschaffungsplan reduziert Notfalländerungen und ermöglicht eine ordnungsgemäße Prüfung.
Wann sollte man Alternativen in Betracht ziehen?
Manchmal ist weder 904L noch 254SMO die beste Lösung. Superduplex 2507 bietet zwar höhere Festigkeit und gute Chloridbeständigkeit, birgt aber duplexspezifische Schweißrisiken und Probleme mit Wasserstoff. 1.4529 stellt eine weitere superaustenitische Option dar. Nickellegierungen sind möglicherweise für sehr aggressive Säuren oder Hochtemperaturmedien erforderlich. Titan kann in Meerwasser attraktiv sein, weist jedoch ein anderes Fress- und galvanisches Verhalten auf. Die richtige Alternative hängt vom gesamten Anlagensystem ab.
Manchmal ist weder UNS N08904 / EN 1.4539 noch UNS S31254 / EN 1.4547 die beste Lösung. Superduplex 2507 bietet zwar höhere Festigkeit und gute Chloridbeständigkeit, birgt aber duplexspezifische Schweißprobleme und Schwierigkeiten im Umgang mit Wasserstoff. 1.4529 stellt eine weitere superaustenitische Option dar. Nickellegierungen sind möglicherweise für sehr aggressive Säuren oder Hochtemperaturmedien erforderlich. Titan kann in Meerwasser attraktiv sein, weist jedoch ein anderes Fress- und galvanisches Verhalten auf. Die richtige Alternative hängt vom gesamten Anlagensystem ab.
Wie AODSON die Spezifikation unterstützt
AODSON prüft Zeichnungen, Güteanforderungen, Mengen, Gewindeformen, Maßnormen, Prüfanforderungen und Verpackungsvorgaben für Verbindungselemente aus Speziallegierungen. Bei 904L und 254SMO hilft eine frühzeitige Kontaktaufnahme, die Herstellbarkeit, verfügbare Stangendurchmesser, Mutternkompatibilität, Oberflächenbehandlung und Zertifizierungsanforderungen zu klären. Die Anfrage sollte idealerweise Angaben zur Anwendungsumgebung, zum Kontakt mit Meerwasser oder Chemikalien, zur zu erwartenden Temperatur, zum gewünschten Liefertermin und zu eventuellen Prüfanforderungen durch Dritte enthalten.
AODSON prüft Zeichnungen, Güteanforderungen, Mengen, Gewindeformen, Maßnormen, Prüfanforderungen und Verpackungsvorgaben für Schraubenverbindungen aus Speziallegierungen. Für UNS N08904 / EN 1.4539 und UNS S31254 / EN 1.4547 hilft eine frühzeitige Kontaktaufnahme, die Herstellbarkeit, verfügbare Stangendurchmesser, Mutternkompatibilität, Oberflächenbehandlung und Zertifizierungsanforderungen zu klären. Die Anfrage sollte idealerweise Angaben zur Anwendungsumgebung, zum Kontakt mit Meerwasser oder Chemikalien, zur zu erwartenden Temperatur, zum gewünschten Liefertermin und zu eventuellen Anforderungen an Fremdprüfungen enthalten.
Hinweise zu Anwendungen und Verpackungen im maritimen Bereich

In maritimen Anwendungen sind Befestigungselemente Salznebel, Kondensation, Chloriden in der Luft und wiederholten Nass-Trocken-Zyklen ausgesetzt. Selbst wenn ein Bauteil nicht untergetaucht ist, können sich Ablagerungen auf horizontalen Flächen und unter Schraubenköpfen bilden. 254SMO wird üblicherweise gewählt, wenn diese Belastung mit Spalten oder schwierigem Wartungszugang einhergeht. 904L kann in kontrollierter maritimer Atmosphäre wirksam sein, wo Waschen, Entwässern und Inspektion praktikabel sind. Ingenieure sollten auch den galvanischen Kontakt mit Aluminium, Kohlenstoffstahl, Duplex-Edelstahl, Nickellegierungen oder beschichteten Strukturen berücksichtigen.

Die Verpackung ist ein wichtiger Bestandteil des Korrosionsschutzes. Verbindungselemente aus Speziallegierungen sollten trocken, getrennt von Kohlenstoffstahl verpackt, vor abrasivem Kontakt geschützt und nach Wärmebehandlung, Größe und Güteklasse gekennzeichnet werden. Für Exportprojekte empfiehlt AODSON, Zertifikate, PMI-Aufzeichnungen, Packlisten und Prüfdokumente jeder Charge beizufügen. Eine korrekte Verpackung beugt Verwechslungen vor Ort vor und schützt die saubere, passive Oberfläche, die bei der Endbearbeitung entstanden ist.
Für Käufer ist eine Anfrage, die nicht einfach nur “Angebot für 904L-Schrauben” oder “Angebot für 254SMO-Muttern” lautet, nicht ausreichend. Eine fundierte Anfrage umfasst Zeichnungen oder Normen, Abmessungen, Gewindearten, Mengen, erforderliche Zertifikate, Oberflächenbeschaffenheit, Kennzeichnung, Verpackung, Liefertermin und die tatsächlichen Einsatzbedingungen. Diese Informationen ermöglichen es dem Lieferanten, praxisorientierte Fertigungsmaßnahmen zu empfehlen, anstatt lediglich den Preis für ein einzelnes Metallteil anzugeben.
Ein letzter praktischer Hinweis betrifft die Lagerhaltung. In einem Instandhaltungslager werden Befestigungselemente aus den Werkstoffen 316L, 904L, 2205, 2507 und 254SMO möglicherweise in ähnlichen Kartons gelagert. Geht das Originaletikett verloren, ist eine visuelle Identifizierung unzuverlässig. Bei starker Beanspruchung sollten Projektbefestigungselemente in separaten Behältern aufbewahrt, Werkszeugnisse aufbewahrt, lose Muttern und Schrauben nicht vermischt und die Materialidentifizierung wiederholt werden, wenn die Werkstoffidentität unklar ist. Diese einfache Maßnahme verhindert, dass ein niedriglegiertes Befestigungselement in einer Verbindung mit hohem Chloridgehalt verbaut wird, für die im Entwurf 254SMO vorgesehen war.
Für Einkaufsteams ist die sicherste wirtschaftliche Entscheidung, die technische Genehmigung, die Lieferantenkapazität und die Prüfdokumente vor der Bestellung abzustimmen, da späte Änderungen teuer sind und die Korrosionsbeständigkeit beeinträchtigen können.
Klare Spezifikationen reduzieren das Risiko auf der Baustelle und Nacharbeiten.
Häufig gestellte Fragen: 904L vs 254SMO
Was ist 904L-Edelstahl?
904L ist UNS N08904 / EN 1.4539, ein hochlegierter austenitischer Edelstahl mit hohem Nickel-, Molybdän- und Kupfergehalt für ausgewählte Anwendungen unter starker Korrosion und in sauren Umgebungen.
Was ist Edelstahl 254SMO?
254SMO ist UNS S31254 / EN 1.4547, ein super austenitischer Edelstahl mit hohem Molybdän- und Stickstoffgehalt für eine starke Beständigkeit gegen Lochfraß und Spaltkorrosion durch Chloride.
Ist 254SMO besser als 904L?
Bei hohem Chloridgehalt, Meerwasser und Spaltkorrosionsrisiko ist 254SMO in der Regel besser geeignet. Für ausgewählte Schwefelsäureanwendungen und kostensensible, mäßig aggressive Anwendungen kann 904L geeignet sein.
Kann 904L 254SMO ersetzen?
Nicht automatisch. Ein Austausch erfordert eine Überprüfung des Chloridgehalts, der Temperatur, von Spalten, der Belastung, der Inspektionshistorie und der Projektspezifikation.
Kann 254SMO 904L ersetzen?
Im Chloridbereich ist dies technisch oft möglich, jedoch sollten Säureverträglichkeit, galvanische Effekte, Kosten und Verfügbarkeit geprüft werden.
Welches hat einen höheren PREN-Wert?
254SMO hat normalerweise einen höheren PREN-Wert, da es mehr Molybdän und Stickstoff enthält.
Welche PREN-Formel wird üblicherweise verwendet?
PREN = Cr + 3,3×Mo + 16×N. Es handelt sich um ein Screening-Tool, nicht um eine vollständige Korrosionsgarantie.
Welches Befestigungsmaterial ist besser für Seewasser geeignet?
Für Befestigungselemente in Meerwasser wird im Allgemeinen 254SMO bevorzugt, insbesondere dort, wo Spalten, Ablagerungen oder stagnierende Bedingungen vorhanden sind.
Welche Schraube eignet sich besser für Offshore-Anwendungen?
Bei starker Chloridbelastung auf See ist 254SMO in der Regel die konservativere Edelstahlwahl.
Welches ist besser für Entsalzungsanlagen?
254SMO wird häufig für Entsalzungszonen mit Meerwasser-, Sole- oder Spaltkorrosionsrisiko ausgewählt.
Welches ist besser für Schwefelsäure?
904L ist in bestimmten Schwefelsäurekonzentrationen oft wirksam, das Ergebnis hängt jedoch von der tatsächlichen Konzentration, der Temperatur und den Verunreinigungen ab.
Sind Schrauben aus 904L erhältlich?
Ja, Schrauben, Muttern, Bolzen und Gewindestangen aus 904L können hergestellt werden, wenn Material- und Produktionskontrollen verfügbar sind.
Sind 254SMO-Schrauben erhältlich?
Ja, aber 254SMO-Befestigungselemente sind spezieller und sollten frühzeitig für die Projektbeschaffung eingeplant werden.
Können diese Legierungen fressen?
Ja. Beide sind austenitische Edelstähle und können ohne Schmierung, kompatible Gegenstücke und kontrollierte Montage Fressen erleiden.
Sollen die Fäden gerollt oder abgeschnitten werden?
Gerollte Gewinde werden oft aufgrund ihrer Vorteile hinsichtlich Oberfläche und Ermüdungsbeständigkeit bevorzugt, geschnittene Gewinde können jedoch für Sondergrößen erforderlich sein.
Ist eine private Hypothekenversicherung (PMI) notwendig?
PMI wird dringend empfohlen für kritische Speziallegierungsbefestigungselemente, um Verwechslungen der Legierung zu vermeiden.
Welches Zertifikat sollten Käufer anfordern?
EN10204 3.1-Zertifikate werden häufig zusammen mit Aufzeichnungen zur Rückführbarkeit der Wärme und zur Inspektion angefordert.
Führt ein höherer PREN-Wert zu einer längeren Lebensdauer?
Nein. Oberflächenbeschaffenheit, Spalten, Temperatur, Ablagerungen, Spannungen und Montagepraktiken können einen einfachen PREN-Vergleich außer Kraft setzen.
Welche Klassenstufe ist teurer?
254SMO ist in der Regel teurer, da es einen höheren Legierungsanteil hat und eine spezialisiertere Verfügbarkeit aufweist.
Wie sollten Ingenieure das Material spezifizieren?
Geben Sie die UNS/EN-Güteklasse, die Norm für Verbindungselemente, die Abmessungen, die Gewindeform, die Prüfverfahren, die PMI-Normen, die Zertifikatsanforderungen, den Oberflächenzustand und die Betriebsbedingungen an.
Professioneller CTA

AODSON unterstützt Ingenieure und Einkäufer mit kundenspezifischen Lösungen. 904L Befestigungselemente, 254SMO Befestigungselemente, Wir bieten Stehbolzen, Offshore-Verschraubungen, Befestigungselemente für Entsalzungsanlagen, Befestigungselemente für Chemieanlagen und OEM-Speziallegierungskomponenten an. Teilen Sie uns Ihre Zeichnung, die geforderte Güteklasse, die Menge, die Einsatzumgebung und die Prüfanforderungen mit, damit unser Team die Herstellbarkeit, die Dokumentation und die Lieferzeit prüfen kann.
Für Hintergrundinformationen zur Fertigung lesen Sie bitte weiter. Wie Befestigungselemente hergestellt werden.







