
Управляющее резюме: Сталь 254SMO, как правило, обладает более высокой коррозионной стойкостью, когда крепежные элементы из нержавеющей стали подвергаются воздействию высокой концентрации хлоридов, морской воды, щелевых условий, оборудования для опреснения воды, морских зон брызг или агрессивных технологических сред. Сталь 904L остается ценным материалом там, где важны устойчивость к серной кислоте, хорошая формуемость, надежная доступность и меньший расход материала. Эти два сорта стали не являются автоматической заменой. Перед выбором болтов, гаек, шпилек или резьбовых стержней инженерам следует сравнить химический состав, PREN, температуру, содержание кислорода, геометрию щели, предварительное натяжение болта, риск заедания, требования к контролю и общую стоимость жизненного цикла.
Данная статья предназначена для инженеров, подрядчиков EPC, закупочных групп и руководителей по техническому обслуживанию, которым необходимо практическое решение по выбору материала, а не простое описание марки. В ней рассматриваются стандарты UNS N08904 / EN 1.4539, обычно называемый 904L, и UNS S31254 / EN 1.4547, обычно известный как 254SMO. Основное внимание уделяется крепежным элементам, используемым в условиях сильной коррозии: болтовые соединения фланцев на морских платформах, опреснительные установки, химическая промышленность, насосы, клапаны, теплообменники, сосуды под давлением и морская атмосфера.
| Вопрос | Краткий ответ | Техническая заметка |
|---|---|---|
| У какого из них выше показатель PREN? | 254SMO | Более высокое содержание молибдена и азота обычно делает 254SMO значительно превосходящим 904L. |
| Взаимозаменяемы ли они? | Нет | Замена требует проверки проекта, проверки сертификатов на материалы и проверки условий эксплуатации. |
| Лучше всего подходит для морской воды? | Обычно 254SMO | Особенно там, где есть трещины, застойная вода или отложения. |
| Лучше всего подходит для серной кислоты? | Часто используется 904L в отдельных ценовых диапазонах. | Результат зависит от концентрации кислоты, наличия загрязнений и температуры. |
| Что лучше всего подходит для крепежных элементов? | Зависит от предоставляемой услуги. | 254SMO для оценки степени воздействия хлоридов; 904L для оценки умеренной степени воздействия и баланса затрат. |
Что такое нержавеющая сталь 904L?
Нержавеющая сталь 904L — это высоколегированная аустенитная нержавеющая сталь, обозначаемая как UNS N08904 и EN 1.4539. Она содержит большое количество никеля, повышенное количество хрома, значительное количество молибдена и меди. Никель стабилизирует аустенитную структуру и повышает устойчивость к коррозионному растрескиванию под напряжением в хлоридах по сравнению со стандартными нержавеющими сталями серии 300. Молибден улучшает стойкость к точечной и щелевой коррозии, а медь помогает в некоторых восстановительных кислотных средах, особенно в некоторых средах серной кислоты.
При закупке крепежных изделий сталь 904L часто рассматривается в тех случаях, когда сталь 316L уже не является надежной, но проект еще не оправдывает использование супердуплексной стали или супераустенитной стали с очень высоким содержанием PREN. Из нее можно изготавливать болты, гайки, шпильки, резьбовые стержни, анкерные болты, винты с шестигранной головкой и детали, изготовленные на заказ, при условии, что поставщик контролирует упрочнение при обработке, риск заедания и обеспечивает отслеживаемость. 904L — это не волшебная нержавеющая сталь. Она демонстрирует наилучшие характеристики, когда конструкция избегает образования застойных хлоридных ловушкей и когда конечная поверхность должным образом очищена, протравлена или пассивирована.
Что такое нержавеющая сталь 254SMO?
254SMO — это супераустенитная нержавеющая сталь, обозначаемая как UNS S31254 и EN 1.4547. Она была разработана для условий, в которых обычные аустенитные нержавеющие стали подвержены точечной коррозии, щелевой коррозии или коррозионному растрескиванию под воздействием хлоридов. По сравнению с 904L, 254SMO обычно содержит больше молибдена и преднамеренно добавленный азот. Такой химический состав повышает стойкость к точечной коррозии, упрочняет аустенитную матрицу и обеспечивает 254SMO более высокий диапазон PREN.
Для крепежных изделий сталь 254SMO используется в сложных проектах, связанных с морской водой, опреснением, морскими платформами, системами десульфуризации дымовых газов и химическими заводами. Более высокое содержание легирующих элементов улучшает коррозионную стойкость, но также увеличивает стоимость и может создавать проблемы со сроками поставки. Механическая обработка и нарезание резьбы требуют квалифицированного контроля, поскольку высоколегированные аустенитные нержавеющие стали быстро упрочняются при обработке и могут заедать во время сборки.
Международные стандарты и эквивалентные классы
| Общее название | ООН | EN / Werkstoff | Типичное описание |
|---|---|---|---|
| 904Л | N08904 | 1.4539 | Высоколегированная аустенитная нержавеющая сталь с добавлением Mo и Cu |
| 254SMO | S31254 | 1.4547 | Сверхъаустенитная нержавеющая сталь с высоким содержанием Mo и N. |
| 316L | S31603 | 1.4404 | Базовый молибденовый подшипник из аустенитной нержавеющей стали |
| 1.4529 | N08926 | 1.4529 | Высокомолекулярная супераустенитная нержавеющая сталь |
| 2507 | S32750 | 1.4410 | Супердуплексная нержавеющая сталь |
В спецификации материалов никогда не следует полагаться только на торговое наименование. В заказах на закупку ответственных болтовых соединений должны быть указаны марка стали UNS или EN, применимый стандарт крепежа, размер, форма резьбы, требования к свойствам, условия термообработки, уровень контроля, тип сертификата и любые специфические для проекта требования к коррозии или PMI. Компания AODSON может изготовить крепежные изделия из специальных сплавов на заказ при наличии чертежей и условий эксплуатации.
Философия проектирования металлургии и сплавов
Как 904L, так и 254SMO — это аустенитные, не закаливаемые нержавеющие стали. Их коррозионная стойкость обусловлена, главным образом, стабильностью пассивной пленки, содержанием хрома, обогащением молибденом и, в случае 254SMO, упрочнением азотом. В 904L используется высокое содержание никеля и меди для повышения стойкости к некоторым восстановительным кислотам. 254SMO дополнительно повышает стойкость к хлоридам за счет увеличения содержания молибдена и азота при сохранении аустенитной структуры.
Это важно для крепежных элементов, поскольку болт — это не плоский образец. Резьба создает щели, высокое локальное напряжение, поверхностные неровности и застревание монтажных компаундов. Марка стали, которая хорошо выглядит в простой таблице коррозии, может оказаться некачественной, если на поверхность гайки попадает морская вода, если резьба нарезана шероховатой поверхностью, если не используется противозадирное средство или если поверхность загрязняется инструментом из углеродистой стали.
Сравнение химического состава
| Элемент | 904L типичный диапазон | 254SMO типичный диапазон | Практическое значение |
|---|---|---|---|
| Кр | 19-23% | 19.5-20.5% | Оба метода основаны на использовании пассивной пленки, обогащенной хромом. |
| Ни | 23-28% | 17.5-18.5% | В сплаве 904L используется больше никеля для повышения стабильности аустенита. |
| Мо | 4-5% | 6-6.5% | Сталь 254SMO обладает высокой устойчивостью к образованию точечных и щелевых повреждений. |
| Н | Обычно низкий | 0.18-0.22% | Азот повышает PREN и силу в 254SMO. |
| Cu | 1-2% | ~0.5-1% | Медь марки 904L улучшает характеристики при работе с некоторыми кислотами. |
| С | Низкий | Низкий | Низкое содержание углерода способствует свариваемости и коррозионной стойкости. |
Формула и ограничения препарата PREN
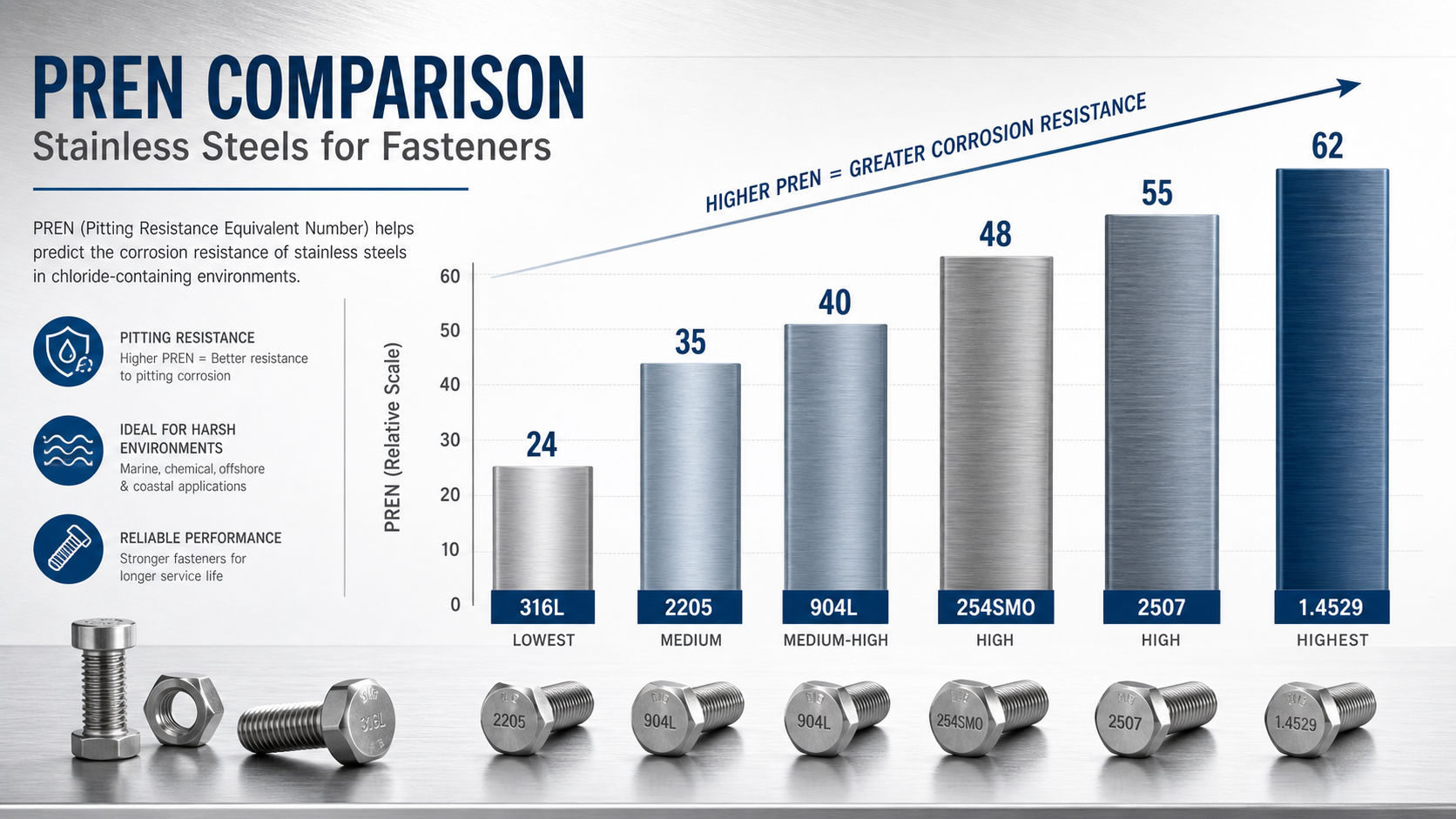
Обычно рассчитывается эквивалентное число стойкости к питтинговой коррозии следующим образом: PREN = Cr + 3,3×Mo + 16×N. При использовании номинальных химических показателей, показатель 904L часто составляет около 30,5%, тогда как у 254SMO он обычно превышает 42%. Эта разница важна, поскольку хлоридная точечная коррозия является одним из наиболее распространенных видов разрушения крепежных элементов из нержавеющей стали в морской и химической среде.
Показатель PREN полезен, но не является полной спецификацией. Он не учитывает напрямую качество поверхности, включения, оттенок при нагреве, геометрию щели, биологическое обрастание, окисляющие вещества, состояние сварного шва, температурные циклы, растягивающее напряжение, химический состав смазки или качество контроля. Сплав с высоким показателем PREN может выйти из строя, если он установлен в глубокую щель с плохим состоянием поверхности. Сплав с более низким показателем PREN может успешно работать в контролируемых условиях при регулярной промывке, надлежащем дренаже и консервативном расчете нагрузки.
| Сплав | Примерное количество детей | Относительная устойчивость к хлоридам | Примечание |
|---|---|---|---|
| 316L | ~24-28 | Умеренный | Часто этого недостаточно для стоячей морской воды. |
| 2205 | ~34-36 | Хороший | Двухуровневая прочность плюс устойчивость к хлоридам |
| 904Л | ~35-37 | От хорошего до очень хорошего | Лучше, чем 316L; не равен 254SMO |
| 254SMO | ~42-44 | Очень высокий | Отличный кандидат для использования в системах опреснения морской воды. |
| 2507 | ~40-43 | Очень высокий | Вариант дуплексной связи с высокой прочностью |
| 1.4529 | ~43-46 | Очень высокий | Аналогичная супераустенитная альтернатива |
Механические свойства
Эксплуатационные характеристики крепежных элементов зависят как от коррозионной стойкости, так и от механических свойств. Аустенитные нержавеющие стали не могут быть упрочнены закалкой так же, как мартенситные или легированные стали. Прочность обычно определяется холодной обработкой, формой изделия, размерами и применимым стандартом на крепежные элементы. Сталь 254SMO может демонстрировать более высокую прочность благодаря упрочнению азотом, но в заказе на покупку следует указывать фактические механические требования, а не предполагать их на основе названия марки.
| Свойство | 904Л | 254SMO | последствия использования крепежных элементов |
|---|---|---|---|
| Структура | Аустенитный | Супераустенитный | Высокая прочность; после холодной обработки становится немагнитным или слабомагнитным. |
| Путь силы | Холодная обработка / состояние изделия | Азот + холодная обработка | Проверьте фактический класс болтов или требования проекта. |
| Пластичность | Высокий | Высокий | Хорошо подходит для формовки, но важно и упрочнение при обработке. |
| Контроль твердости | Важный | Важный | Предотвратите заедание и повреждение резьбы. |
| Низкотемпературная прочность | Хороший | Хороший | Применимо в морском и технологическом оборудовании. |
Наука о коррозии: пассивная пленка, хлориды и трещины.
Нержавеющие стали сопротивляются коррозии за счет образования тонкой пассивной пленки, обогащенной хромом. Ионы хлорида могут локально разрушать эту пленку, образуя ямки. Как только ямка или щель становится кислой и обогащенной хлоридами, коррозия может ускориться под головкой болта, внутри резьбы гайки, в месте соприкосновения шайбы или под отложениями. Молибден и азот повышают стабильность пассивной пленки в хлоридной среде; именно поэтому сталь 254SMO обычно превосходит сталь 904L в условиях эксплуатации в морской воде.
Крепежные элементы особенно уязвимы, поскольку их геометрия создает скрытые щели. Контакт между резьбой и внутренней резьбой, поверхностью шайбы, нижней стороной головки болта и фланцевым соединением может привести к задержке жидкости. Если в щели истощается кислород, а концентрация хлоридов остается высокой, даже коррозионностойкий сплав может локально вызвать коррозию. Поэтому выбор материала должен осуществляться в сочетании с проектированием, методами сборки и контролем качества.
Точечная коррозия
Точечная коррозия — это локализованное разрушение, образующее небольшие глубокие полости. При болтовом креплении точечные повреждения могут стать очагами усталости и уменьшить площадь поперечного сечения. Сплав 254SMO обычно предпочтительнее сплава 904L при высоком риске хлоридной точечной коррозии, поскольку его содержание молибдена и азота обеспечивает более высокий запас стойкости к точечному разрушению. Сплав 904L также может быть уместен в случаях умеренного содержания хлоридов, температуры и риска застоя.
Щелевая коррозия
Щелевая коррозия часто более критична для крепежных элементов, чем точечная коррозия на открытой поверхности. Резьба гаек и болтов представляет собой естественные щели. Даже если внешние поверхности выглядят чистыми, внутренняя резьба может удерживать жидкость, соли или технологические отложения. Сплав 254SMO обеспечивает больший запас прочности, чем 904L, но конструкторам все равно следует использовать дренаж, совместимые шайбы, контролировать качество поверхности, правильно затягивать предварительно и проводить периодический осмотр.
Коррозионное растрескивание под воздействием хлоридов
Аустенитные нержавеющие стали могут растрескиваться под действием растягивающего напряжения в горячих хлоридных средах. Высокое содержание никеля и легирующих элементов повышает сопротивление по сравнению с марками 304 или 316, но ни один крепежный элемент из нержавеющей стали не следует выбирать только по названию марки. Инженеры должны учитывать рабочую температуру, растягивающую нагрузку, остаточные напряжения от производства, внешнюю изоляцию, концентрацию испарения, чистящие средства и условия остановки производства.
Кислотная совместимость: серная и фосфорная кислоты.
| Середина | 904Л | 254SMO | Руководство по отбору |
|---|---|---|---|
| Серная кислота | Часто имеет высокую концентрацию в определенных диапазонах концентраций. | Хорошо подходит для использования в различных смешанных техниках | Используйте данные о коррозии при фактической концентрации и температуре. |
| Фосфорная кислота | Часто хороший | Часто очень хорошо работает там, где присутствуют хлориды. | Примеси могут определять качество. |
| Восстанавливающие кислоты | Медь помогает 904L | Зависит от химии. | Не следует делать обобщения на основе показателей, связанных с хлоридами. |
| Окисляющие хлориды | Ограничено температурой и наличием щелей. | Обычно более высокая маржа. | Проверьте окислительно-восстановительный потенциал и наличие отложений. |
| Смешанные растительные ликёры | Требуется тест | Требуется тест | Наилучший вариант — данные лабораторных исследований или история полевых работ. |
Сталь 904L известна отчасти благодаря своим характеристикам в некоторых средах, работающих с серной кислотой. Однако это не означает, что она автоматически лучше, чем 254SMO, для любого кислотного завода. Совместимость с кислотами меняется в зависимости от концентрации, температуры, аэрации, загрязнения хлоридами, фторидами, твердыми веществами и циклов очистки. Для химических заводов, работающих в экстремальных условиях, инженерам следует использовать таблицы коррозии, историю эксплуатации, испытания образцов или экспертную оценку.
Морская вода, морская атмосфера и морские платформы

Для морской воды, зон разбрызгивания, морских платформ и оборудования, подверженного воздействию солевых брызг, сталь 254SMO обычно является более консервативным выбором. Морская вода – это не только концентрация хлоридов; она включает в себя кислород, биологические факторы, температуру, отложения и циклы увлажнения-высыхания. При затяжке болтов на фланцах и опорах под шайбами или внутри резьбы может скапливаться застойный солевой раствор. Именно здесь более высокое значение PREN стали 254SMO может оказаться ценным.
Сплав 904L может быть выбран для использования в морской среде, если отсутствует возможность прямого погружения в морскую воду, возможна мойка и приемлемы риски, связанные с жизненным циклом. В постоянно смачиваемых или плохо дренируемых морских расщелинах инженеры часто переходят от 904L к сплавам 254SMO, 1.4529, 2507, никелевым сплавам или титану в зависимости от прочности, гальванической совместимости и ограничений по закупкам.
Опреснительные установки

Опреснительные установки сочетают в себе морскую воду, рассол, высокую концентрацию хлоридов, перепады температур и множество болтовых соединений. Крепежные элементы из сплава 254SMO обычно используются в системах забора воды, насосах, сетках, трубопроводах, оборудовании, работающем под давлением, и в местах, где существует известный риск щелевой коррозии. Сплав 904L может использоваться в менее агрессивных зонах, но его не следует рассматривать как эквивалент сплава 254SMO при работе с рассолом или застойной морской водой.
Химическая промышленность, насосы, клапаны, теплообменники и сосуды под давлением.

Оборудование для химической промышленности часто подвергается одновременному воздействию нескольких механизмов коррозии: кислотная атака, хлоридная точечная коррозия, щелевая коррозия прокладок, зоны термического воздействия, воздействие чистящих средств и термические циклы. Насосы и клапаны добавляют вибрацию, утечки через уплотнения и циклы технического обслуживания. Теплообменники создают неравномерную аэрацию и образование отложений. Сосуды под давлением предъявляют дополнительные требования к нормативным документам и документации.
Для таких применений крепежные элементы следует выбирать вместе с материалом оборудования, системой прокладок, смазочным материалом и планом контроля. Болт из стали 254SMO в сочетании с несовместимой шайбой или загрязненной поверхностью может по-прежнему демонстрировать низкую эффективность. Болт из стали 904L, работающий в контролируемом кислотном диапазоне, может быть отличным экономически выгодным выбором. Правильный ответ зависит от условий эксплуатации.
Вопросы, касающиеся производства крепежных изделий.
Это наиболее важный практический раздел. Крепежные элементы — это не просто небольшие стержни из нержавеющей стали. Производство определяет поверхность резьбы, холодную обработку, точность размеров, склонность к заеданию и отслеживаемость. Компания AODSON рекомендует рассматривать крепежные элементы из сплавов 904L и 254SMO как компоненты, изготовленные по инженерным стандартам, особенно для болтовых соединений фланцев на морских платформах, крепежных элементов для опреснительных установок, шпилек для химических заводов, винтов насосных узлов и компонентов из специальных сплавов, используемых производителями оригинального оборудования.
| Тип крепежа | пригодность 904L | пригодность 254SMO | Практические рекомендации |
|---|---|---|---|
| Болты | Подходит для умеренно сильной коррозии. | Отлично подходит для работы в условиях высокого содержания хлоридов. | По возможности используйте накатанные нити и проверяйте наличие сертификатов. |
| Орехи | Хороший | Отличный | Тщательно подбирайте марку и твердость, чтобы уменьшить заедание. |
| Шпильки | Хороший | Отличный | Важно для фланцев, клапанов и оборудования, работающего под давлением. |
| Резьбовые стержни | Хороший | Отличный | Контроль прямолинейности, качества обработки резьбы и упаковки. |
| Анкерные болты | Зависит от предоставляемой услуги | Зависит от предоставляемой услуги | Проверьте химический состав бетона, воздействие брызг и гальванические контакты. |
| Тяжелые шестигранные болты | Хороший | Отличный | Укажите стандарт размеров и маркировку. |
| винты с шестигранной головкой | Хороший, но раздражающий риск. | Хороший, но раздражающий риск. | Используйте смазку и избегайте чрезмерного затягивания. |
| болтовое соединение фланцев на морских платформах | Ограниченные зоны умеренного размера | Предпочтительно использовать в зонах с высоким содержанием хлоридов. | Используйте PMI, EN10204 3.1 и процедуру сборки. |
Накатка резьбы против нарезания резьбы
Накатная резьба перемещает материал, а не удаляет его. Это может улучшить качество поверхности и усталостную прочность, а также избежать образования канавок, которые могут стать очагами зарождения коррозии. Нарезанная резьба иногда необходима для мелкосерийного производства, изделий большого диаметра или изделий, изготовленных по индивидуальному заказу, но для этого требуются острый инструмент, контролируемая подача, качественная охлаждающая жидкость и очистка после обработки. Как для сплавов 904L, так и для 254SMO качество резьбы является не только параметром размеров, но и фактором коррозии.
предотвращение запоров
Крепежные элементы из аустенитной нержавеющей стали склонны к заеданию, поскольку сопрягаемые поверхности могут свариваться под давлением. 904L и 254SMO не являются исключением. Риск заедания возрастает при высоком предварительном натяжении, сухой сборке, шероховатой резьбе, высокоскоростной установке, несоответствии твердости и загрязнении. Используйте подходящую противозадирную смазку, медленную установку, правильный метод затяжки, совместимые гайки, чистую резьбу и контролируемые допуски. В ответственных условиях эксплуатации проверьте смазку на температурную чувствительность, химический состав и чувствительность к загрязнениям.
Механическая обработка и упрочнение при обработке
| Производственный фактор | 904Л | 254SMO | Контрольная точка |
|---|---|---|---|
| Упрочнение при работе | Высокий | Очень высокий | Используйте прочную конструкцию и острые инструменты. |
| Управление чипом | Требовательный | Требовательный | Избегайте трения и задержитесь на месте. |
| Поверхность резьбы | Критический | Критический | Проверьте шероховатость и наличие заусенцев. |
| Загрязнение инструментов | Избегать | Избегать | Отделите инструменты из углеродистой стали и очистите поверхности. |
| Пассивация | Рекомендуется | Рекомендуется | Восстановите чистоту пассивной поверхности после обработки. |
Инспекция, плановое техническое обслуживание и документация.

Для крепежных изделий, используемых в проектах, пакет контроля качества может быть столь же важен, как и название сплава. Рекомендуемые меры контроля включают в себя: точную идентификацию материала, отслеживаемость номера партии, сертификаты EN10204 3.1, контроль размеров, проверку резьбы, визуальный осмотр, проверку качества поверхности, проверку маркировки, контроль упаковки и, при необходимости, инспекцию третьей стороной. Твердотельная идентификация материала особенно важна, когда в одной цепочке поставок могут присутствовать сплавы 904L, 254SMO, 316L, 2205 и 2507.
| Пункт проверки | Почему это важно | Рекомендуемые действия |
|---|---|---|
| PMI / XRF | Подтверждает существование семейства сплавов. | Проведите тестирование репрезентативных образцов методом нагрева и партиями. |
| EN10204 3.1 | Связывает химические и механические данные. | Требуется сертификат с номером партии. |
| Резьбонарезной инструмент | Предотвращает поломку при сборке. | Используйте контрольные приборы "годен/не годен" и записывайте результаты. |
| Отделка поверхности | Влияет на риск образования трещин и ямок. | Удалите заусенцы, следы термической обработки и загрязнения. |
| Маркировка | Обеспечивает отслеживаемость | По возможности используйте маркировку по сорту, температуре или проекту. |
| Упаковка | Предотвращает загрязнение при транспортировке. | Используйте сухую, разделенную по категориям, маркированную экспортную упаковку. |
Ограничения по сварке и термостойкости.
Крепежные элементы обычно не свариваются, но сварные соединения и соседнее оборудование могут влиять на выбор крепежа. Как для сплавов 904L, так и для 254SMO при сварке требуются соответствующие присадочные материалы, контроль подводимой температуры и очистка от накипи. Термостойкость также не тождественна коррозионной стойкости. Воздействие высоких температур может изменить характер образования окалины, релаксацию напряжений и пригодность к эксплуатации. При работе в условиях высоких температур с использованием хлоридов необходимо тщательно оценить коррозионное растрескивание под напряжением и щелевые условия.
| Тема | 904Л | 254SMO | Техническая заметка |
|---|---|---|---|
| Сварка | Как правило, сваривается при соблюдении правильной процедуры. | Как правило, сваривается при соблюдении правильной процедуры. | Очищайте пленку от воздействия высоких температур и используйте качественные расходные материалы. |
| Термостойкость | Ограниченные возможности по сравнению с жаростойкими сплавами. | Ограниченные возможности по сравнению с жаростойкими сплавами. | Не следует выбирать данные, основываясь исключительно на информации о коррозии при комнатной температуре. |
| Снятие стресса и расслабление | Проверьте температуру. | Проверьте температуру. | Предварительное натяжение крепежных элементов может меняться со временем. |
| Очистка после сварки | Важный | Важный | Травление/пассивация защищает пассивную пленку. |
Стоимость и доступность
Сталь 904L обычно дешевле и доступнее, чем 254SMO, хотя рыночные условия могут меняться в зависимости от цен на никель и молибден. 254SMO имеет более высокое содержание легирующих элементов и может потребовать более длительных сроков поставки, особенно для болтов большого диаметра, шпилек, изготовленных на заказ, тяжелых шестигранных гаек или мелкосерийных компонентов OEM. Правильное коммерческое сравнение основывается не только на цене за килограмм. Важны такие факторы, как стоимость установки, риск простоя, частота замены, объем работ по проверке и последствия отказа.
| Фактор | 904Л | 254SMO | Примечание покупателя |
|---|---|---|---|
| Стоимость материалов | Ниже | Выше | Более высокая цена на 254SMO может быть оправдана более длительным сроком службы. |
| Доступность | В целом лучше | Более специализированные | Заранее уточните наличие прутка, гайки и шайбы. |
| Стоимость обработки | Высокий | Выше | Упрочнение материала влияет на время цикла. |
| Последствия неудачи | Зависит от предоставляемой услуги | Зависит от предоставляемой услуги | Высокая степень риска способствует сохранению коррозионной кромки. |
| Ценность жизненного цикла | Хорошее качество обслуживания. | Отлично подходит для работы в условиях высокой концентрации хлоридов. | Используйте общую стоимость, а не только цену за единицу товара. |
дерево решений по выбору материалов
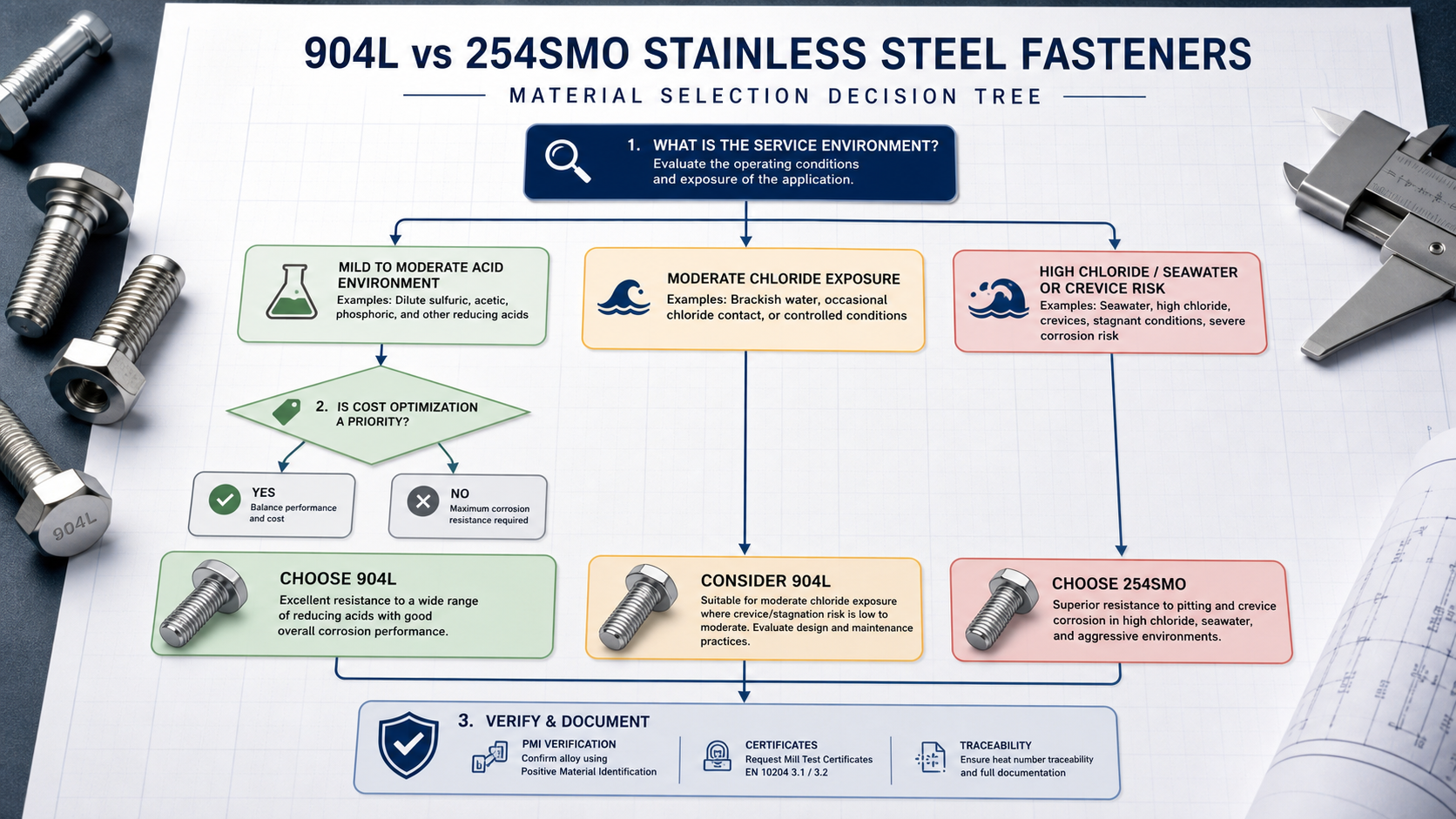
Начнем с условий окружающей среды. Если концентрация хлоридов, температура, геометрия щелей и застой воды умеренные, сплав 904L может стать экономически выгодной заменой сплаву 316L. Если условия эксплуатации включают морскую воду, рассол, зоны разбрызгивания в открытом море, оборудование для опреснения или частое накопление соли под отложениями, следует серьезно рассмотреть сплав 254SMO. Если преобладают прочность, гальваническая связь или экстремальные условия содержания хлоридов, сравните 254SMO со сплавами 2507, 1.4529, никелевыми сплавами или титаном.
Распространенные ошибки покупателей
| Ошибка | Риск | Более совершенная практика |
|---|---|---|
| Покупка только по торговому наименованию. | Неверная оценка или несоответствие в сертификате | Укажите UNS/EN и полный стандарт. |
| Не обращая внимания на гайки и шайбы. | Проблема образования трещин или заедания, вызванная смешанным материалом. | Укажите полный комплект болтов. |
| Нет антипригарной смазки | Резьба заклинила во время установки. | Используйте проверенную смазку. |
| Без PMI | Установлен неправильный сплав. | Требуется пакетная обработка данных PMI и соответствующие записи. |
| Выбор только по PREN | Неожиданное кислотное или коррозионное растрескивание под напряжением | Ознакомьтесь с полными химическими свойствами и условиями эксплуатации. |
| Предположим, что 904L равно 254SMO | Недостаточно специфицированная хлоридная служба | Используйте 254SMO там, где требуется запас по содержанию хлора. |
| Игнорируя упаковку | Транспортное загрязнение | Используйте чистую, сухую, разделенную упаковку. |
Окончательная инженерная рекомендация
Для большинства применений крепежных элементов, работающих в условиях сильного воздействия хлоридов и морской воды, сталь 254SMO является более предпочтительным вариантом с технической точки зрения, поскольку она обычно содержит больше молибдена, добавленного азота и значительно более высокое значение PREN, чем сталь 904L. Она особенно привлекательна для опреснительных установок, болтовых соединений фланцев на морских платформах, морского оборудования, систем обработки рассолов, химической обработки с хлоридным загрязнением, насосов, клапанов и теплообменного оборудования.
Сплав 904L остается ценным конструкционным материалом в условиях менее агрессивного воздействия хлоридов, где важна определенная стойкость к серной кислоте, где важны доступность и стоимость, а также где конструкция исключает образование застойных щелей. При правильном использовании это не является понижением класса; это просто другой баланс сплава. Наиболее безопасная спецификация сочетает в себе выбор марки сплава с конструкцией крепежных элементов, качеством резьбы, предотвращением заедания, проверкой PMI, сертификацией EN10204 3.1, контролируемой обработкой поверхности, травлением/пассивацией и реалистичным анализом условий эксплуатации.
Болты из сплава 904L в практической эксплуатации
Болты из сплава 904L часто выбирают, когда проект требует существенной модернизации по сравнению с 316L, но при этом не оправдывают затраты или сроки поставки крепежных элементов из супераустенитных или никелевых сплавов. На практике наилучшие результаты достигаются при сочетании 904L с консервативной конструкцией соединения. Избегайте глухих отверстий, в которых задерживается раствор хлоридов, используйте чистые шайбы, предотвращайте контактное загрязнение углеродистой стали и убедитесь, что установленный болт проходит такую же коррозионную проверку, как и труба, клапан или корпус насоса. При использовании 904L вблизи оборудования для обработки серной кислоты убедитесь, что реальный технологический поток соответствует данным о коррозии. Небольшие количества хлоридов, окисляющих ионов или повышение температуры могут быстро изменить рейтинг коррозии.
Болты UNS N08904 / EN 1.4539 часто выбирают, когда проект требует существенной модернизации по сравнению с 316L, но стоимость или сроки поставки крепежных элементов из супераустенитных или никелевых сплавов не оправданы. На практике наилучшие результаты достигаются при сочетании 904L с консервативной конструкцией соединения. Избегайте глухих отверстий, в которых задерживается раствор хлоридов, используйте чистые шайбы, предотвращайте контактное загрязнение углеродистой стали и убедитесь, что установленный болт проходит такую же коррозионную проверку, как и труба, клапан или корпус насоса. При использовании 904L вблизи оборудования для обработки серной кислоты убедитесь, что реальный технологический поток соответствует данным о коррозии. Небольшие количества хлоридов, окисляющих ионов или повышение температуры могут быстро изменить рейтинг коррозии.
Болты 254SMO в практической эксплуатации
Болты из сплава 254SMO используются, когда заказчику требуется более высокий запас прочности против хлоридной коррозии и щелевого разрушения. Этот сплав особенно актуален для опреснения воды, систем забора морской воды, надводного оборудования морских сооружений, систем обработки рассола и морских конструкций, подверженных воздействию влаги. Более высокое значение PREN обеспечивает полезную защиту, но успешная установка по-прежнему зависит от совместимости гаек, качества резьбы и смазки. Поскольку этот сплав дороже, инженеры должны определить, в каких зонах действительно необходим сплав 254SMO, а в каких можно использовать 904L, дуплексную нержавеющую сталь или легированную сталь с покрытием без увеличения риска.
Болты UNS S31254 / EN 1.4547 используются, когда заказчику требуется более высокий запас прочности против хлоридной точечной коррозии и щелевого разрушения. Этот сплав особенно актуален для опреснения воды, систем забора морской воды, надводного оборудования морских сооружений, систем обработки рассола и морских конструкций, подверженных воздействию влаги. Более высокое значение PREN обеспечивает полезную защиту, но успешная установка по-прежнему зависит от совместимости гаек, качества резьбы и смазки. Поскольку сплав дороже, инженеры должны определить, в каких зонах действительно необходим 254SMO, а в каких можно использовать UNS N08904 / EN 1.4539, дуплексную нержавеющую сталь или легированную сталь с покрытием без увеличения риска.
Орехи и материалы для спаривания
Гайка не является второстепенным элементом. Высококачественный болт может выйти из строя или заклинить, если материал гайки, её твёрдость, допуск резьбы или состояние поверхности не соответствуют требованиям. Для болтов из сплавов 904L и 254SMO покупателям следует по возможности указывать гайки в составе того же комплекта. Использование материалов разных марок может привести к несоответствию класса, риску заедания и путанице с сертификатами. Во многих проектах гайка заменяется чаще, чем шпилька, поэтому ремонтным бригадам также необходима чёткая маркировка и контроль за хранением.
Гайка не является второстепенным элементом. Высококачественный болт может выйти из строя или заклинить, если материал гайки, её твёрдость, допуск резьбы или состояние поверхности не соответствуют требованиям. Для болтов UNS N08904 / EN 1.4539 и UNS S31254 / EN 1.4547 покупателям следует по возможности указывать гайки в составе одного и того же комплекта. Использование разных материалов может привести к несоответствию марок стали, риску заедания и путанице с сертификатами. Во многих проектах гайка заменяется чаще, чем шпилька, поэтому ремонтным бригадам также необходима чёткая маркировка и контроль за хранением.
Шпильки для фланцев
Шпильки в фланцевых соединениях подвергаются длительному предварительному натяжению, ослаблению прокладки, термическим циклам и воздействию химических веществ по краю фланца. Резьбовая область представляет собой естественную щель, и утечка может привести к концентрации солей или кислот в первом зацепленном резьбовом соединении. Для фланцев в морских и опреснительных установках часто предпочтительнее использовать сталь 254SMO, если требуется болтовое соединение из нержавеющей стали. Для менее агрессивных зон установки оптимальным вариантом может стать сталь 904L. Спецификация должна включать длину, серию резьбы, фаску, маркировку, требования к смазке и контролю качества.
Шпильки в фланцевых соединениях подвергаются длительному предварительному натяжению, ослаблению прокладки, термическим циклам и воздействию химических веществ по краю фланца. Резьбовая область представляет собой естественную щель, и утечка может привести к концентрации солей или кислот в первом зацепленном резьбовом соединении. Для фланцев морских сооружений и опреснительных установок часто предпочтительнее использовать UNS S31254 / EN 1.4547, если требуется использование болтов из нержавеющей стали. Для менее жестких зон установки может быть оптимальным вариантом UNS N08904 / EN 1.4539. Спецификация должна включать длину, серию резьбы, фаску, маркировку, требования к смазке и контролю.
Резьбовые стержни и анкерные болты
Резьбовые стержни и анкерные болты могут выглядеть простыми, но в условиях коррозии они могут быть очень агрессивными. Длинные резьбовые стержни накапливают мусор и влагу вдоль основания резьбы. Анкерные болты могут подвергаться воздействию химических веществ, содержащихся в порах бетона, брызг морской воды, чистящих средств и гальванического контакта с опорными плитами. Если стержень обрезать на месте, обрезанный конец может потерять контрольное покрытие, нанесенное производителем. При критически важном уровне коррозионной стойкости необходимо указывать требования к обработке концов, пассивации и хранению.
Резьбовые стержни и анкерные болты могут выглядеть простыми, но в условиях коррозии они могут быть очень агрессивными. Длинные резьбовые стержни накапливают мусор и влагу вдоль основания резьбы. Анкерные болты могут подвергаться воздействию химических веществ, содержащихся в порах бетона, брызг морской воды, чистящих средств и гальванического контакта с опорными плитами. Если стержень обрезать на месте, обрезанный конец может потерять контрольное покрытие, нанесенное производителем. При критически важном уровне коррозионной стойкости необходимо указывать требования к обработке концов, пассивации и хранению.
Прочные шестигранные болты и винты с шестигранной головкой
Тяжелые шестигранные болты часто используются там, где важен доступ к ключу и высокое усилие затяжки. Винты с внутренним шестигранником могут использоваться в компактных узлах, насосах, клапанах и оборудовании OEM, но в углублении под шестигранник может скапливаться жидкость и мусор. В случае с винтами с внутренним шестигранником из сплавов 904L или 254SMO это углубление следует рассматривать как щель. Если узел очищается хлорсодержащими химикатами или работает в морской атмосфере, тщательно выбирайте геометрию и доступ для обслуживания.
Тяжелые шестигранные болты часто используются там, где важен доступ к ключу и высокое усилие затяжки. Винты с внутренним шестигранником могут использоваться в компактных узлах, насосах, клапанах и оборудовании OEM-производителей, но в углублении под шестигранник может скапливаться жидкость и мусор. В случае винтов с внутренним шестигранником UNS N08904 / EN 1.4539 или UNS S31254 / EN 1.4547 это углубление следует рассматривать как щель. Если узел очищается хлорсодержащими химикатами или работает в морской атмосфере, тщательно выбирайте геометрию и доступ для обслуживания.
Обработка поверхности, травление и пассивация
Состояние поверхности может определять, насколько хорошо выбранный сплав будет работать. Следы механической обработки, вкрапления железа, следы термической обработки, повреждения от шлифовки и загрязнения при транспортировке снижают коррозионную стойкость. Травление удаляет следы термической обработки и металлические загрязнения, а пассивация помогает создать чистую поверхность, обогащенную хромом. Для крепежных элементов из специальных сплавов качество обработки поверхности следует указывать в заказе на покупку, а не оставлять на потом. Чистая упаковка после пассивации также важна, поскольку загрязненная упаковка может свести на нет весь эффект.
Состояние поверхности может определять, насколько хорошо выбранный сплав будет работать. Следы механической обработки, вкрапления железа, следы термической обработки, повреждения от шлифовки и загрязнения при транспортировке снижают коррозионную стойкость. Травление удаляет следы термической обработки и металлические загрязнения, а пассивация помогает создать чистую поверхность, обогащенную хромом. Для болтовых соединений из специальных сплавов качество обработки поверхности следует указывать в заказе на покупку, а не оставлять на потом. Чистая упаковка после пассивации также важна, поскольку загрязненная упаковка может свести на нет весь эффект.
PMI и прослеживаемость тепла
Точная идентификация материала — это практичная защита от дорогостоящих ошибок. Крепежные элементы из сплавов 904L, 254SMO, 316L, дуплексной стали и никеля могут выглядеть похожими после механической обработки. Если они хранятся вместе, визуального осмотра недостаточно. Идентификация материала с помощью рентгенофлуоресцентного анализа (XRF) может подтвердить семейство сплавов, а прослеживаемость термической обработки связывает крепежный элемент с сертификатом. Для ответственных изделий в документации должно быть указано, какие партии были протестированы, сколько деталей было проверено и как контролируется несоответствующая продукция.
Точная идентификация материала — это практичная защита от дорогостоящих ошибок. Болтовые соединения из сплавов UNS N08904 / EN 1.4539, UNS S31254 / EN 1.4547, 316L, дуплексной стали и никелевых сплавов могут выглядеть похожими после механической обработки. Если они хранятся вместе, визуального осмотра недостаточно. Идентификация материала с помощью рентгенофлуоресцентного анализа (XRF) может подтвердить семейство сплавов, а прослеживаемость термической обработки связывает крепежный элемент с сертификатом. Для ответственных комплектов в документации должно быть указано, какие партии были протестированы, сколько деталей было проверено и как контролируется несоответствующая продукция.
Сертификаты EN10204 3.1
Сертификаты EN10204 3.1 предоставляют результаты химических и механических испытаний, отслеживаемые до партии продукции. Для крепежных изделий из специальных сплавов сертификат должен соответствовать номеру партии, указанному на материале, а также маркировке или упаковке. Покупателям следует проверять значения содержания хрома, никеля, молибдена и азота, а не только название марки. Если проект требует испытаний на ударную вязкость, коррозионную стойкость, определения пределов твердости или независимой инспекции, эти требования должны быть добавлены до начала производства.
Сертификаты EN10204 3.1 предоставляют результаты химических и механических испытаний, отслеживаемые до партии продукции. Для болтовых соединений из специальных сплавов сертификат должен соответствовать номеру партии, указанному на материале, а также маркировке или упаковке. Покупателям следует проверять значения содержания хрома, никеля, молибдена и азота, а не только название марки. Если проект требует испытаний на ударную вязкость, коррозионную стойкость, определения пределов твердости или независимой инспекции, эти требования должны быть добавлены до начала производства.
Выбор средств для предотвращения заедания и заклинивания
Заедание — одна из наиболее распространенных проблем при монтаже болтов из аустенитной нержавеющей стали. Оно может возникнуть до достижения целевого предварительного натяжения соединения, из-за чего монтажник может ошибочно полагать, что крепеж затянут, хотя на самом деле он поврежден. Противозадирные смазки следует выбирать в соответствии с условиями эксплуатации. Смазка, подходящая для работы в сухом цехе, может быть неприемлема в условиях воздействия кислорода, высоких температур, при работе с пищевым оборудованием, при погружении в морскую воду или на чувствительных химических заводах. Медленная сборка и чистая резьба так же важны, как и марка смазки.
Заедание — одна из наиболее распространенных проблем при монтаже болтов из аустенитной нержавеющей стали. Оно может возникнуть до достижения целевого предварительного натяжения соединения, из-за чего монтажник может ошибочно полагать, что крепеж затянут, хотя на самом деле он поврежден. Противозадирные смазки следует выбирать в соответствии с условиями эксплуатации. Смазка, подходящая для работы в сухом цехе, может быть неприемлема в условиях воздействия кислорода, высоких температур, при работе с пищевым оборудованием, при погружении в морскую воду или на чувствительных химических заводах. Медленная сборка и чистая резьба так же важны, как и марка смазки.
Метод затяжки, предварительной нагрузки и сборки
Для коррозионностойких крепежных элементов по-прежнему необходима правильная предварительная затяжка. Недостаточная затяжка может привести к смещению соединения, протечкам и образованию щелей. Чрезмерная затяжка может повредить резьбу, способствовать заеданию или превысить допустимое напряжение. Значения крутящего момента зависят от смазки, качества обработки поверхности, состояния гайки и материала шайбы. Для ответственных фланцев процедуры натяжения должны быть определены инженером проекта. Выбор материала никогда не должен отделяться от метода сборки.
Для коррозионностойких болтовых соединений по-прежнему необходима правильная предварительная затяжка. Недостаточная затяжка может привести к смещению соединения, протечкам и образованию щелей. Чрезмерная затяжка может повредить резьбу, способствовать заеданию или превысить допустимое напряжение. Значения крутящего момента зависят от смазки, качества поверхности, состояния гайки и материала шайбы. Для ответственных фланцев процедуры натяжения должны быть определены инженером проекта. Выбор материала никогда не должен отделяться от метода сборки.
Совместимость с прокладками и шайбами.
Прокладки и шайбы влияют на зазоры вокруг крепежного элемента. Шайба может распределять нагрузку и защищать поверхность, но она также может задерживать раствор под собой. Некоторые протечки прокладок приводят к концентрации хлоридов или кислот в отверстии для болта. При выборе стали 904L или 254SMO для обеспечения коррозионной стойкости следует пересмотреть всю систему соединения: материал фланца, материал шайбы, химический состав прокладки, смазку болта, дренаж, изоляцию и методы очистки.
Прокладки и шайбы влияют на зазоры вокруг крепежного элемента. Шайба может распределять нагрузку и защищать поверхность, но она также может задерживать раствор под собой. Некоторые протечки прокладок приводят к концентрации хлоридов или кислот в отверстии для болта. При выборе материала UNS N08904 / EN 1.4539 или UNS S31254 / EN 1.4547 для обеспечения коррозионной стойкости необходимо тщательно проанализировать всю систему соединения: материал фланца, материал шайбы, химический состав прокладки, смазку болта, дренаж, изоляцию и методы очистки.
Реалии технического обслуживания морских платформ
Крепежные элементы, используемые в морских условиях, подвержены воздействию солевого тумана, циклов намокания и высыхания, задержкам в техническом обслуживании и затрудненному доступу для осмотра. Теоретически приемлемый сплав может стать опасным, если соединение невозможно промыть, если накапливаются отложения или если замена требует остановки производства. В таких условиях часто предпочтение отдается более высокому коррозионному протектору. Сплав 254SMO может снизить вероятность локальной коррозии в местах, где осмотр затруднен. Сплав 904L также может хорошо работать в защищенных или умеренно открытых зонах.
В морских болтовых соединениях часто используются солевые туманы, циклы намокания и высыхания, задержки в техническом обслуживании и затрудненный доступ для осмотра. Теоретически приемлемый сплав может стать опасным, если соединение невозможно промыть, если накапливаются отложения или если замена требует остановки производства. В таких условиях часто требуется более высокий коррозионный запас. Сплав UNS S31254 / EN 1.4547 может снизить вероятность локальной коррозии в местах, где осмотр затруднен. Сплав UNS N08904 / EN 1.4539 может хорошо работать в защищенных или умеренно открытых зонах.
Зоны опреснения рассола
Системы опреснения включают в себя неочищенную морскую воду, фильтрованную морскую воду, секции высокого давления, концентрированный рассол и контуры химической очистки. Эти зоны не одинаково сложны для очистки. Особое внимание следует уделить рассолу и застойным щелям, поскольку концентрация хлоридов там выше, а кислородное давление может меняться. Для таких мест обычно используются крепежные элементы из сплава 254SMO. В несущих конструкциях или сухих наружных зонах может быть достаточно крепежа другого класса, если обеспечивается надежная промывка.
Системы опреснения включают в себя неочищенную морскую воду, фильтрованную морскую воду, секции высокого давления, концентрированный рассол и контуры химической очистки. Эти зоны не одинаково сложны для обработки. Особое внимание следует уделить рассолу и застойным щелям, поскольку концентрация хлоридов там выше, а кислородная обстановка может меняться. Для таких мест обычно используются болтовые соединения UNS S31254 / EN 1.4547. В несущих конструкциях или сухих наружных зонах может быть достаточно другого класса, если надежна промывка для технического обслуживания.
Управление изменениями на химическом заводе
Химические заводы со временем меняются. В трубопроводе, который изначально поставлял чистую кислоту, со временем может появиться загрязнение хлоридами, повыситься температура, появиться окисляющие добавки или потребуется более частая очистка. При изменении технологического процесса на заводе необходимо пересмотреть материалы крепежных элементов, а также трубопроводов и оборудования. Выбор сплава 904L, использовавшегося ранее, может остаться верным, или же может потребоваться замена на 254SMO или другой сплав. Документация позволяет провести этот анализ.
Химические заводы со временем меняются. В трубопроводе, который изначально поставлял чистую кислоту, со временем может появиться загрязнение хлоридами, повыситься температура, появиться окисляющие добавки или потребуется более частая очистка. При изменении технологического процесса на заводе необходимо пересмотреть материалы крепежных элементов, а также трубопроводов и оборудования. Выбор материала UNS N08904 / EN 1.4539 может остаться актуальным, или же может потребоваться замена на UNS S31254 / EN 1.4547 или другой сплав. Документация позволяет провести этот анализ.
болтовое крепление теплообменника
Теплообменники создают множество локальных сред: со стороны трубок, со стороны кожуха, на кромках прокладок, в зоне конденсата, отложений и чистящих средств. Болты могут не контактировать непосредственно с основным технологическим потоком, но утечки или конденсация могут подвергнуть их воздействию агрессивных сред. Если под головками болтов скапливаются отложения, содержащие хлориды, может развиться щелевая коррозия. Использование сплава 254SMO может быть оправдано для теплообменников с морской водой или оборудования для работы с рассолом. Для работы в кислотной среде следует проверить сплав 904L на соответствие его химическому составу.
Теплообменники создают множество локальных сред: со стороны трубок, со стороны кожуха, на кромках прокладок, в зоне конденсата, отложений и чистящих средств. Болты могут не контактировать непосредственно с основным технологическим потоком, но утечки или конденсация могут подвергнуть их воздействию агрессивных сред. Если под головками болтов скапливаются отложения, содержащие хлориды, может развиться щелевая коррозия. Стандарт UNS S31254 / EN 1.4547 может быть оправдан для теплообменников с морской водой или оборудования для работы с рассолом. Для работы в кислотной среде следует проверить соответствие стандарту UNS N08904 / EN 1.4539 фактическому химическому составу.
Насосные и клапанные узлы
Насосы и клапаны сочетают в себе вибрацию, пути утечки, необходимость разборки для технического обслуживания и скрытые щели. Мелкие крепежные элементы в крышках, сальниках и корпусах могут многократно сниматься и устанавливаться обратно. Поэтому предотвращение заедания имеет важное значение. При выборе материала следует учитывать как внешнюю среду, так и утечки в процессе работы. Шнек из стали 254SMO может лучше противостоять воздействию хлоридов, но ему все равно необходимы чистые резьбы и совместимая смазка.
Насосы и клапаны сочетают в себе вибрацию, пути утечки, необходимость разборки для технического обслуживания и скрытые щели. Небольшие болтовые соединения в крышках, сальниках и корпусах могут многократно сниматься и устанавливаться обратно. Поэтому предотвращение заедания имеет важное значение. При выборе материала следует учитывать как внешнюю среду, так и утечки в процессе работы. Шнек из стали UNS S31254 / EN 1.4547 может лучше противостоять воздействию хлоридов, но ему все равно необходимы чистые резьбы и совместимая смазка.
Планирование закупок
Крепежные элементы из специальных сплавов следует планировать заранее. Заготовки из пруткового металла, гаек, шайб и испытательных пазов могут быть недоступны сразу для каждого диаметра и длины. Сплав 254SMO является более специализированным, поэтому сроки поставки могут быть дольше. Если заказ болтов откладывается до окончательной установки, покупатели могут быть вынуждены прибегать к замене. Контролируемый план закупок сокращает количество экстренных изменений и позволяет проводить надлежащую проверку.
Закупку болтовых соединений из специальных сплавов следует планировать заранее. Заготовки из пруткового металла, гаек, шайб и испытательных пазов могут быть недоступны сразу для каждого диаметра и длины. Сплав UNS S31254 / EN 1.4547 является более специализированным, поэтому сроки поставки могут быть дольше. Если заказ болтовых соединений откладывается до окончательной установки, покупатели могут быть вынуждены прибегать к замене. Контролируемый план закупок сокращает количество экстренных изменений и позволяет проводить надлежащую проверку.
Когда следует рассматривать альтернативы
Иногда ни 904L, ни 254SMO не являются оптимальным решением. Супердуплексная сталь 2507 может обеспечить более высокую прочность и стойкость к хлоридам, но она создает проблемы, связанные со сваркой дуплексных сплавов и воздействием водорода. 1.4529 может предложить еще один вариант супераустенитной стали. Никелевые сплавы могут потребоваться для работы в очень агрессивных кислотах или высокотемпературных средах. Титан может быть привлекателен в морской воде, но имеет другие свойства, такие как заедание и гальваническое поведение. Правильный выбор зависит от всей системы оборудования.
Иногда ни UNS N08904 / EN 1.4539, ни UNS S31254 / EN 1.4547 не являются оптимальным решением. Супердуплексная сталь 2507 может обеспечить более высокую прочность и стойкость к хлоридам, но она создает проблемы, связанные со сваркой дуплексных сплавов и воздействием водорода. 1.4529 может предложить еще один вариант супераустенитной стали. Никелевые сплавы могут потребоваться для работы в очень агрессивных кислотах или высокотемпературных средах. Титан может быть привлекателен для использования в морской воде, но обладает иными свойствами, такими как заедание и гальваническое поведение. Правильный выбор зависит от всей системы оборудования.
Как AODSON поддерживает спецификацию
Компания AODSON может проверить чертежи, требования к марке стали, количество, форму резьбы, размерные стандарты, требования к контролю качества и требования к упаковке для крепежных изделий из специальных сплавов. Для сплавов 904L и 254SMO заблаговременное согласование помогает подтвердить технологичность изготовления, доступные размеры прутков, совместимость гаек, обработку поверхности и требования к сертификатам. Наилучший способ уточнения — это учет условий эксплуатации, контакта детали с морской водой или химическими веществами, ожидаемой температуры, требуемой даты поставки и любых требований к контролю качества со стороны третьих лиц.
Компания AODSON может проверить чертежи, требования к марке стали, количество, форму резьбы, размерные стандарты, требования к контролю качества и требования к упаковке для болтовых соединений из специальных сплавов. Для UNS N08904 / EN 1.4539 и UNS S31254 / EN 1.4547 заблаговременное согласование помогает подтвердить технологичность изготовления, доступные размеры прутков, совместимость гаек, обработку поверхности и требования к сертификатам. Наилучший способ уточнения — это учет условий эксплуатации, контакта детали с морской водой или химическими веществами, ожидаемой температуры, требуемой даты поставки и любых требований к контролю качества со стороны третьих лиц.
Примечания по применению и упаковке в морской отрасли

В морских условиях крепежные элементы подвергаются воздействию солевых брызг, конденсата, хлоридов, содержащихся в воздухе, и многократным циклам намокания-высыхания. Даже если компонент не погружен в воду, отложения могут концентрироваться на горизонтальных поверхностях и под головками болтов. Сталь 254SMO обычно выбирают в случаях, когда такое воздействие сочетается с наличием щелей или затрудненным доступом для технического обслуживания. Сталь 904L может быть эффективна в контролируемой морской атмосфере, где целесообразны мойка, слив и осмотр. Инженерам также следует учитывать гальванический контакт с алюминием, углеродистой сталью, дуплексной нержавеющей сталью, никелевыми сплавами или конструкциями с покрытием.

Упаковка является частью мер по борьбе с коррозией. Крепежные элементы из специальных сплавов следует упаковывать в сухом виде, отдельно от углеродистой стали, защищать от абразивного воздействия и маркировать с указанием температуры плавления, размера и марки стали. Для экспортных проектов AODSON рекомендует хранить сертификаты, записи PMI, упаковочные листы и документы по проверке вместе с каждой партией. Правильная упаковка предотвращает путаницу на объекте и защищает чистую пассивную поверхность, созданную в процессе окончательной обработки.
Для покупателей наиболее надежным запросом является не просто “запросите цену на болты из стали 904L” или “запросите цену на гайки из стали 254SMO”. Тщательный запрос включает в себя чертежи или стандарты, размеры, серию резьбы, количество, необходимые сертификаты, состояние поверхности, маркировку, упаковку, график поставок и фактические условия эксплуатации. Эта информация позволяет поставщику рекомендовать практические методы контроля производства, а не просто оценить стоимость детали из металла.
Ещё один важный практический момент — разделение запасов. На складе технического обслуживания крепежные элементы из сплавов 316L, 904L, 2205, 2507 и 254SMO могут храниться в одинаковых ящиках. После утери оригинальной этикетки визуальная идентификация становится ненадежной. В условиях эксплуатации в тяжелых условиях следует хранить крепежные элементы в контролируемых контейнерах, сохранять сертификаты производителя, избегать смешивания незакрепленных гаек и болтов и повторять процедуру PMI, если идентификация материала вызывает сомнения. Эта простая дисциплина предотвращает установку низколегированных крепежных элементов в соединения с высоким содержанием хлоридов, где по проекту предполагалось использование сплава 254SMO.
Для закупочных команд наиболее безопасным коммерческим решением является согласование проектной документации, возможностей поставщика и документов по проверке до размещения заказа, поскольку замена компонентов на поздних этапах обходится дорого и может поставить под угрозу коррозионную стойкость.
Четко сформулированные технические условия снижают риски на объекте и количество доработок.
Часто задаваемые вопросы: 904L против 254SMO
Что такое нержавеющая сталь 904L?
904L — это высоколегированная аустенитная нержавеющая сталь UNS N08904 / EN 1.4539 с высоким содержанием никеля, молибдена и меди, предназначенная для применения в условиях сильной коррозии и воздействия кислот.
Что такое нержавеющая сталь 254SMO?
254SMO — это сталь UNS S31254 / EN 1.4547, сверхпрочная аустенитная нержавеющая сталь с высоким содержанием молибдена и азота, обеспечивающая высокую устойчивость к хлоридной точечной и щелевой коррозии.
254SMO лучше, чем 904L?
Для условий с высоким риском коррозии, вызванной хлоридами, морской водой и щелями, обычно предпочтительнее использовать 254SMO. Для работы в определенных средах с серной кислотой и в условиях умеренно интенсивных нагрузок, где важна экономическая эффективность, может подойти 904L.
Может ли 904L заменить 254SMO?
Замена не производится автоматически. Для замены необходимо проверить уровень хлоридов, температуру, наличие трещин, напряжение, историю проверок и спецификацию проекта.
Может ли 254SMO заменить 904L?
В условиях воздействия хлоридов это часто технически возможно, но при этом необходимо проверить совместимость с кислотами, гальванические эффекты, стоимость и доступность.
У какого из них выше показатель PREN?
Сплав 254SMO обычно имеет более высокое значение PREN, поскольку содержит больше молибдена и азота.
Какую формулу PREN обычно используют?
PREN = Cr + 3,3×Mo + 16×N. Это инструмент для предварительной оценки, а не полная гарантия защиты от коррозии.
Какой из них лучше подходит для крепления в морской воде?
Для крепежных элементов, работающих в морской воде, обычно предпочтительнее использовать 254SMO, особенно в местах с трещинами, отложениями или застойными водами.
Что лучше подходит для бурения в открытом море?
Сталь марки 254SMO обычно является более щадящим вариантом для условий сильного воздействия хлоридов в морской акватории.
Что лучше для опреснительных установок?
Сплав 254SMO обычно выбирают для зон опреснения, подверженных риску коррозии в морской воде, рассоле или щелевых трещинах.
Что лучше подходит для серной кислоты?
Средство 904L часто демонстрирует высокую концентрацию серной кислоты в определенных диапазонах концентраций, однако фактический результат зависит от концентрации, температуры и наличия примесей.
Доступны ли болты из сплава 904L?
Да, болты, гайки, шпильки и резьбовые стержни из стали 904L могут быть изготовлены при наличии контроля за материалами и производственными процессами.
Доступны ли болты 254SMO?
Да, но крепежные элементы из сплава 254SMO являются более специализированными и их закупку следует планировать на ранних этапах проекта.
Эти сплавы склонны к заеданию?
Да. Обе стали являются аустенитными нержавеющими сталями и могут заедать без смазки, совместимых сопрягаемых деталей и контролируемой сборки.
Нити следует наматывать или обрезать?
Накатная резьба часто предпочтительнее из-за преимуществ в плане качества поверхности и устойчивости к усталости, но для нестандартных размеров может потребоваться нарезанная резьба.
Необходим ли PMI?
Метод PMI настоятельно рекомендуется для ответственных крепежных изделий из специальных сплавов во избежание путаницы с марками стали.
Какой сертификат следует запрашивать покупателям?
Обычно запрашиваются сертификаты EN10204 3.1, а также документы, подтверждающие прослеживаемость теплового воздействия и результаты проверок.
Гарантирует ли более высокий показатель PREN более длительный срок службы?
Нет. Качество поверхности, трещины, температура, отложения, напряжения и методы сборки могут перевесить простое сравнение с PREN.
Какой сорт стоит дороже?
Сплав 254SMO обычно стоит дороже из-за более высокого содержания легирующих примесей и более широкого выбора специализированных материалов.
Как инженерам следует выбирать материал?
Укажите марку крепежа UNS/EN, стандарт крепежа, размеры, форму резьбы, методы контроля качества, PMI, требования к сертификату, состояние поверхности и предположения об условиях эксплуатации.
Профессиональный призыв к действию

Компания AODSON оказывает поддержку инженерам и покупателям в разработке и внедрении индивидуальных решений. Крепежные элементы из сплава 904L, крепежные элементы 254SMO, Мы предлагаем шпильки, крепежные элементы для морских сооружений, крепеж для опреснительных установок, крепеж для химических заводов и компоненты из специальных сплавов для производителей оригинального оборудования. Предоставьте чертеж, требования к марке стали, количество, условия эксплуатации и требования к контролю качества, чтобы команда могла оценить технологичность, документацию и сроки поставки.
Для получения информации о производственном процессе, прочитайте следующее. Как изготавливаются крепежные изделия.







