Рабочее колесо насоса выглядит как компактная деталь, но именно оно выполняет значительную часть гидравлической работы внутри центробежного насоса. Форма лопаток, площадь проходного сечения, геометрия ступицы, состояние балансировки и качество поверхности — все это влияет на плавность входа, ускорения и выхода жидкости из насоса. Качественно изготовленное рабочее колесо помогает насосу поддерживать КПД, расход и напор ближе к расчетным значениям. Некачественно изготовленное рабочее колесо может приводить к потерям мощности, перегрузке подшипников, вибрации, сокращению срока службы уплотнений или преждевременному выходу из строя в агрессивных средах.
В этом руководстве объясняется, как рабочее колесо насоса из нержавеющей стали Обычно такие изделия изготавливаются для промышленного использования, начиная с выбора материала и литья по выплавляемым моделям и заканчивая обработкой на станках с ЧПУ, балансировкой, контролем качества и окончательной отделкой. Обсуждение ведется с точки зрения производства. Не предполагается, что литье всегда лучше, чем изготовление или механическая обработка из заготовки. Правильный процесс зависит от геометрии, условий эксплуатации, размера партии, требований к контролю качества и допустимых затрат, сроков выполнения и рисков со стороны покупателя.
Примечание инженера: характеристики насоса рассчитаны на бумаге, но в цеху они защищены. Небольшие ошибки в толщине лопаток, соосности отверстия или балансировке могут проявиться позже в виде шума, нагрева, вибрации или потери напора.

Что такое рабочее колесо насоса из нержавеющей стали?
Рабочее колесо из нержавеющей стали — это вращающийся гидравлический компонент, передающий механическую энергию от вала к жидкости. В центробежном насосе рабочее колесо ускоряет жидкость от центра к внешнему диаметру. Затем спиральный корпус или диффузор преобразует часть этой скорости в давление. Нержавеющая сталь выбирается в тех случаях, когда перекачиваемая среда, режим очистки, температура или окружающая среда могут повредить углеродистую сталь, бронзу, чугун или алюминий.
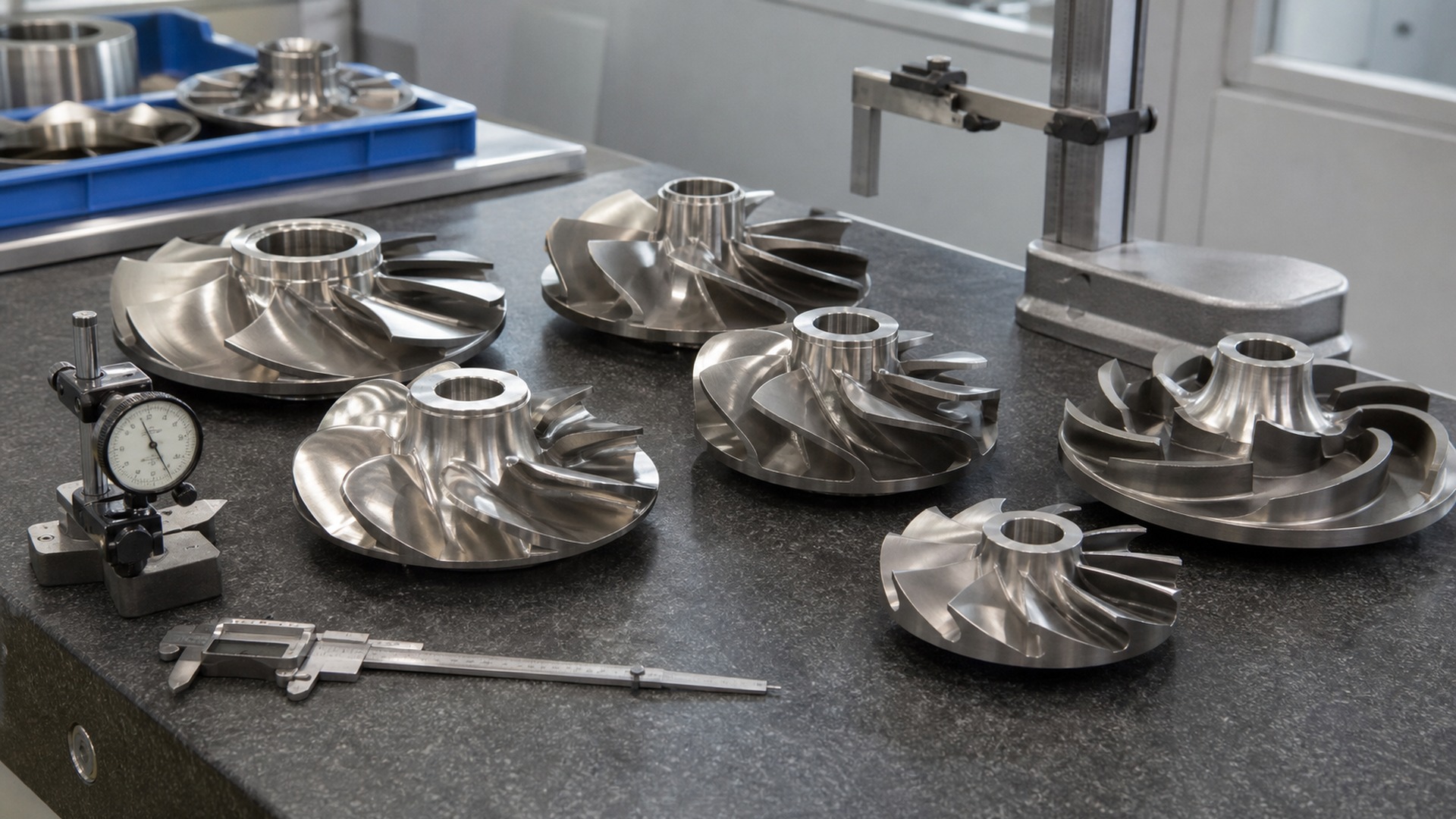
В промышленных насосах используются различные формы рабочих колес. закрытое рабочее колесо Имеет передний и задний кожухи вокруг лопаток. Широко используется в системах перекачки чистых жидкостей, питательной воды для котлов, водоподготовки, судостроении и многих химических насосах, поскольку обеспечивает высокую эффективность при контролируемой внутренней утечке. Недостатком является то, что узкие каналы менее терпимы к наличию твердых частиц, волокон или накипи.
А полуоткрытое рабочее колесо Имеет один кожух, обычно с задней стороны. Его легче чистить, и он может выдерживать некоторое количество взвешенных частиц, но требует более жесткого контроля осевого зазора между концами лопаток и корпусом или износостойкой пластиной. открытое рабочее колесо Не имеет кожуха и используется там, где доступ для очистки или обработка твердых частиц важнее, чем максимальная эффективность. Может подходить для работы с суспензиями, в пищевой промышленности, для очистки сточных вод и в некоторых ремонтных работах, при условии, что корпус и износостойкие поверхности рассчитаны на это.
Смешанный поток Рабочие колеса перемещают жидкость как с радиальной, так и с осевой составляющей. Они используются при больших расходах и умеренном напоре, например, в системах циркуляции, орошения и крупных водопроводных системах. Осевой поток Рабочие колеса перемещают жидкость преимущественно вдоль оси вала. Они ближе к пропеллерам и используются в системах с высоким расходом и низким напором, таких как системы защиты от наводнений, системы охлаждения и циркуляции технологической жидкости.
- Закрытое рабочее колесо: чистые жидкости, более высокая эффективность, более точный контроль литья и обработки.
- Полуоткрытое рабочее колесо: умеренное количество твердых частиц, более легкая очистка, чувствительность к зазорам.
- Рабочее колесо открытого типа: подходит для работы с твердыми или вязкими материалами, имеет меньшую эффективность, но доступ для ремонта проще.
- Рабочее колесо смешанного типа: более высокая производительность при умеренном напоре.
- Рабочее колесо с осевым потоком: очень высокий расход при низком напоре.

Выбор подходящего материала из нержавеющей стали
Выбор материала должен начинаться с выбора рабочей среды, а не с следования каталогу. Содержание хлоридов, pH, температура, абразивные твердые частицы, чистящие средства, уровень кислорода и рабочий цикл — все это имеет значение. Рабочее колесо из нержавеющей стали 316 Дуплексная нержавеющая сталь может хорошо себя зарекомендовать во многих средах, связанных с водой и химическими веществами, в то время как сталь того же сорта может быстро покрываться точечными повреждениями в условиях высоких температур и содержания хлоридов. Дуплексная нержавеющая сталь может решить проблему прочности и устойчивости к хлоридам, но она предъявляет более строгие требования к термообработке и контролю качества на литейном производстве.
В случае литых рабочих колес покупатели часто видят маркировку CF8 и CF8M вместо 304 и 316. CF8 — это литой аналог, обычно ассоциируемый с химическим составом типа 304. CF8M — это литой сплав с содержанием молибдена, обычно ассоциируемый с коррозионной стойкостью типа 316. Рабочее колесо CF8 Могут быть экономичными для чистой воды, слабокоррозионных жидкостей и промышленных насосов общего назначения. Рабочее колесо CF8M Этот материал обычно предпочтителен для морского, химического и пищевого оборудования, где требуется более высокая стойкость к точечному коррозии.
Сталь 316L используется в случаях, когда более низкое содержание углерода помогает снизить риск сенсибилизации после сварки или термического воздействия. Для полностью литых и обработанных рабочих колес без сварки в соответствии со стандартами заказчика может быть указана сталь 316L. Дуплексная сталь 2205 и супердуплексная сталь 2507 используются в случаях, когда основной проблемой становится коррозионное растрескивание под напряжением в хлоридах, повышенная прочность или воздействие морской воды. Жаростойкие нержавеющие стали и никелевые сплавы выбираются для оборудования, работающего с горячим газом, горячим маслом, агрессивными химическими веществами или высокими температурами, где обычные аустенитные нержавеющие стали уже непригодны.
| Материал | Типичное использование | Сильные стороны | Контрольные точки |
|---|---|---|---|
| 304 / CF8 | Насосы для чистой воды, для работы с мягкими химическими веществами, промышленные насосы общего назначения. | Хорошая коррозионная стойкость, хорошая литейность, экономичность. | Ограниченная устойчивость к хлоридам по сравнению с марками молибдена. |
| 316 / CF8M | Морские насосы, химические насосы, оборудование для пищевой промышленности и мойки. | Повышенная устойчивость к образованию точечных повреждений, широко используется в качестве оригинальных деталей насосов. | Остается уязвимым в условиях высокого содержания хлоридов или высокой температуры в застойных условиях. |
| 316L | Сварные узлы, санитарное оборудование, низкоуглеродистые детали по индивидуальному заказу заказчика. | Низкий риск сенсибилизации, хорошая химическая совместимость. | Мощность может быть ниже, чем у некоторых двухканальных аналогов. |
| 2205 Дуплекс | компоненты насосов высокого давления для морской воды, рассола | Высокая прочность, улучшенная коррозионная стойкость к воздействию хлоридов. | Требуется правильная обработка раствора и баланс фаз. |
| 2507 Дуплекс | Работа в условиях воздействия хлоридов, на морских платформах и при выполнении сложных химических задач. | Очень высокая стойкость к точечному разрушению и прочность. | Более высокая стоимость и более строгий контроль на литейном производстве. |
| Термостойкая нержавеющая сталь | Горячие технологические жидкости, печное или тепловое оборудование. | Устойчивость к окислению и высоким температурам | Подтвердите механические свойства при рабочей температуре. |
| Никелевый сплав | Коррозия, вызванная высокоагрессивными химическими веществами или повышенной температурой. | Отличная коррозионная и термостойкость в определенных средах. | Высокая стоимость, сложность обработки, длительный срок выполнения заказа. |
Совет 1: Не следует одобрять сплав только по названию. Запросите информацию о стандарте, химических пределах, условиях термообработки и предположениях относительно коррозии. Для литых рабочих колес также уточните, будет ли марка указываться по номеру плавки и подтверждаться данными спектрометра или PMI.

Инвестиции Кастинг Технологический процесс изготовления рабочих колес насосов
Точное литье, Литье по выплавляемым моделям, часто называемое литьем по восковым моделям, широко используется для изготовления рабочих колес сложной геометрии, поскольку позволяет формировать изогнутые лопатки, ступицы, кожухи и внутренние контуры с меньшим объемом обрабатываемого материала, чем при литье в песчаные формы. Для многих программ OEM-производителей насосных рабочих колес литье по выплавляемым моделям обеспечивает практичный баланс между точностью формы, качеством поверхности, повторяемостью и стоимостью.
Процесс начинается с проверка инженерных чертежей. Литейный цех проверяет сплав, тип рабочего колеса, вес отливки, толщину стенки, геометрию лопаток, припуск на механическую обработку, класс допуска, качество поверхности и требования к контролю. На этом этапе можно предотвратить многие производственные проблемы. Тонкие кончики лопаток, отдельные тяжелые ступицы, резкие переходы между сечениями и труднодоступные зоны очистки требуют внимания до начала изготовления оснастки.
Он восковая модель Изготавливается в металлической матрице. Тщательный контроль впрыска воска помогает поддерживать толщину лопаток и соосность ступицы. Операторы проверяют модель на наличие усадочных раковин, деформаций, неполного заполнения и следов от разъема матрицы. Затем несколько моделей соединяются с литниковой системой во время процесса. сборка. Управление литниковым потоком — это не только вопрос подачи материала; оно также влияет на турбулентность, усадку, включение оксидов и легкость отсечки.

В течение керамическая оболочка В процессе сборки восковая модель погружается в суспензию, покрывается огнеупорным песком и высушивается. Наносится несколько слоев, пока оболочка не достигнет необходимой прочности. Первый слой контролирует качество поверхности, а последующие слои обеспечивают прочность для удаления воска и заливки. Сушка оболочки должна быть равномерной. Задержанная влага или слабые слои могут привести к образованию трещин, включений или проникновению металла в оболочку.
Удаление воска Воск удаляется, обычно с помощью автоклава или мгновенного обжига. Затем оболочка обжигается, чтобы выжечь остатки воска и повысить прочность. Стрельба снарядом Также это приближает температуру заливки в форму. Нержавеющая сталь плавится, подвергается химической обработке и проверяется перед заливкой. литье металла. Температура заливки, температура оболочки и скорость заливки должны соответствовать геометрии. Тонкие лопатки должны обладать достаточной текучестью, в то время как массивные ступицы должны обеспечивать адекватную подачу материала во избежание усадки.

После охлаждение, Керамическая оболочка удаляется. Отливки вырезаются из литниковой системы, литники шлифуются, и детали проходят термообработку, если это требуется согласно спецификации сплава. Аустенитные отливки из нержавеющей стали могут потребовать обработки раствором в зависимости от марки и требований к эксплуатации. Для дуплексных марок требуется гораздо более строгий термический контроль во избежание образования вредных фаз. Очистка, травление (если требуется) и дробеструйная обработка Подготовьте поверхность к осмотру и механической обработке.
- Проверка чертежей и технологичность изготовления.
- Впрыск восковых моделей и контроль качества.
- Сборка направляющих и управление литниковыми каналами
- Изготовление и сушка керамических оболочек
- Удаление воска, обжиг, заливка и охлаждение.
- Резка, термообработка, очистка и дробеструйная обработка.

Точность Обработка на станках с ЧПУ
Литье создает гидравлическую форму, а механическая обработка обеспечивает соединение между рабочим колесом и валом насоса. прецизионно обработанное рабочее колесо Обычно это требует токарной обработки, фрезерования, расточки, сверления, обработки шпоночных пазов, а иногда и пятиосевой чистовой обработки. Отверстие, поверхности ступицы, наружный диаметр, посадочные места износостойких колец и поверхности коррекции баланса должны контролироваться как единая функциональная система.
Поворот Используется для обозначения поверхностей, диаметров, ступичных выступов и мест установки износостойких колец. Скучный контролирует посадку и соосность вала. Помол Это может потребоваться для очистки открытых лопаток, шпоночных пазов, пазов или балансировочных подушек. Шпоночный паз, смещенный от центра, может привести к биению при сборке, даже если диаметр отверстия правильный. Балансировочное отверстие или корректирующие поверхности следует определять до начала производства, а не импровизировать после проверки.
Типичные допуски зависят от размера рабочего колеса и режима работы насоса, но посадка в отверстии может контролироваться с точностью до нескольких сотых миллиметра, в то время как соосность и биение торца часто обеспечиваются более жесткими требованиями, чем общие размеры отливок. Для обработки поверхности в зонах уплотнения, отверстия и износостойкого кольца может потребоваться шероховатость Ra 0,8-3,2 микрометра. Гидравлические поверхности могут оставаться в литом состоянии, обрабатываться механически, сглаживаться или полироваться в зависимости от целевой эффективности и стоимости.
| Особенность | Общее управление | Почему это важно |
|---|---|---|
| Отверстие вала | Размер, округлость, прямолинейность | Контролирует посадку, передачу крутящего момента и вибрацию при сборке. |
| Центральные фасады | Плоскость и параллелизм | Обеспечивает правильное осевое положение и зажим. |
| Наденьте ринг-сиденье | Диаметр и концентричность | Контролирует утечки и зазоры в обсадной трубе. |
| Ключевой путь | Ширина, глубина, положение | Предотвращает ослабление и биение при сборке. |
| Каналы лопастей | Очистка профиля и удаление заусенцев | Обеспечивает стабильность потока и эффективность. |
| Балансировочные поверхности | Норма складских запасов и доступность | Позволяет осуществлять контролируемую коррекцию веса. |
Совет 2: При повторных заказах попросите производителя вести план контроля базовых параметров обработки. Переключение базовых параметров между партиями может изменить биение, даже если каждый отдельный размер, казалось бы, проходит проверку.


Динамическая балансировка и статическая балансировка
Балансировка — это не косметическая операция. Несбалансированный Рабочее колесо центробежного насоса Создает вращательную силу, которая может повредить подшипники, механические уплотнения, муфты и корпус насоса. Эффект усиливается с увеличением скорости. Для небольших рабочих колес, работающих на высоких скоростях, незначительная погрешность массы на внешнем диаметре может создать больше проблем, чем гораздо большая погрешность вблизи ступицы.
Статическая балансировка Устраняет одну тяжелую точку и полезен для некоторых более медленных или узких роторов. Динамическая балансировка Этот стандарт измеряет дисбаланс в двух плоскостях и предпочтителен для более широких рабочих колес, высокоскоростных насосов и более строгих требований к надежности. Стандарт ISO 21940 обычно используется для оценки качества балансировки. Для многих рабочих колес промышленных насосов используются классы G6.3 или G2.5, в то время как для специального оборудования могут потребоваться более жесткие классы. Правильный класс должен определяться исходя из скорости вращения, массы ротора, режима работы и конструкции насоса, а не из формы лопаток.
Коррекция балансировки может быть выполнена путем контролируемой шлифовки, сверления или механической обработки в утвержденных зонах. Удаление материала с лопатки без одобрения инженера может нарушить гидравлические характеристики или создать концентрацию напряжений. Надежный поставщик должен регистрировать остаточный дисбаланс, места коррекции и дату проверки, особенно для программ OEM-производителей насосных колес, где важна повторяемость результатов.
Примечание инженера: балансировка производится после окончательной механической обработки, а не до нее. Удаление окалины в процессе термообработки, обработка отверстий, нарезка шпоночных пазов и полировка могут изменить состояние балансировки.

Контроль качества
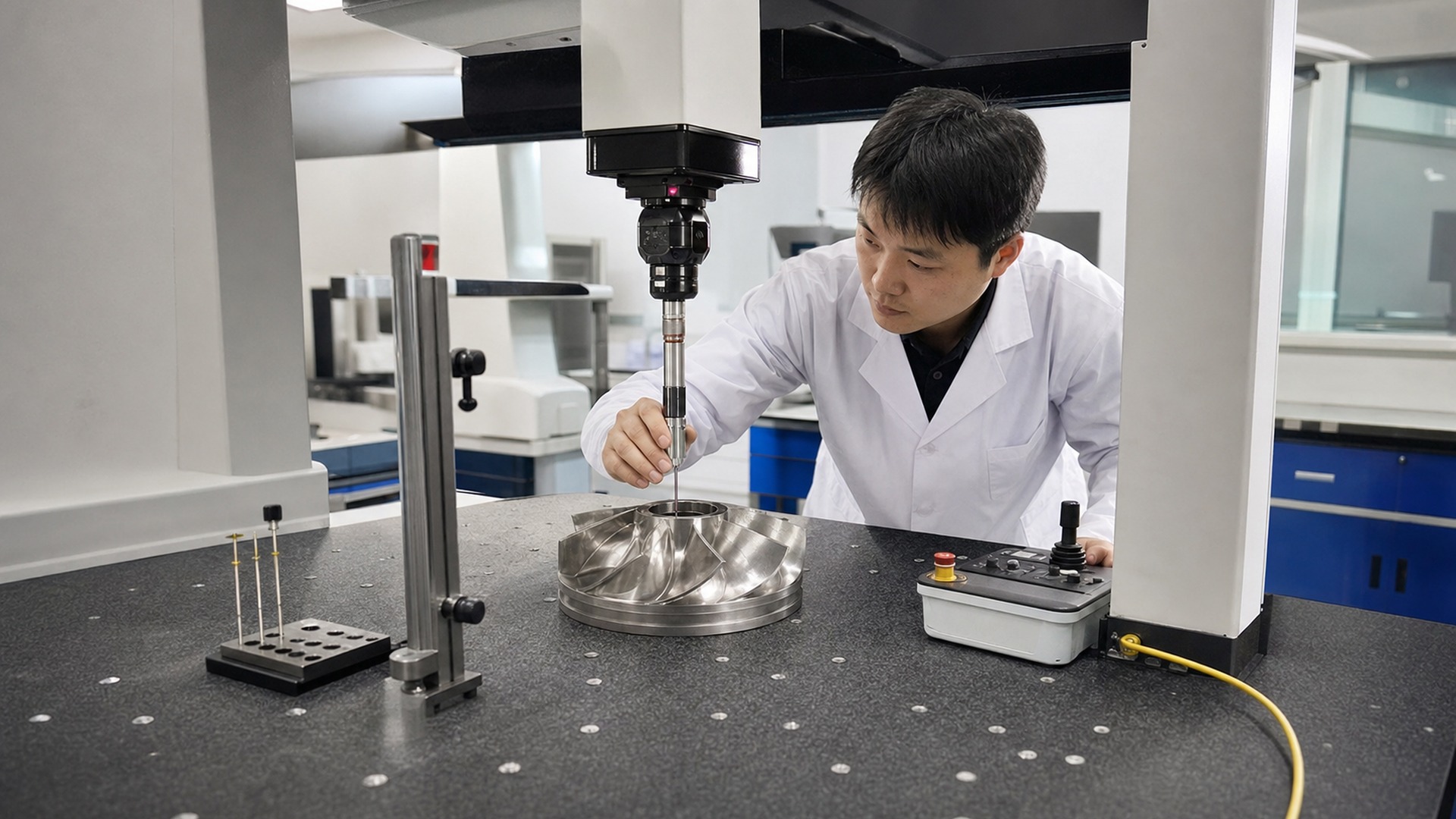
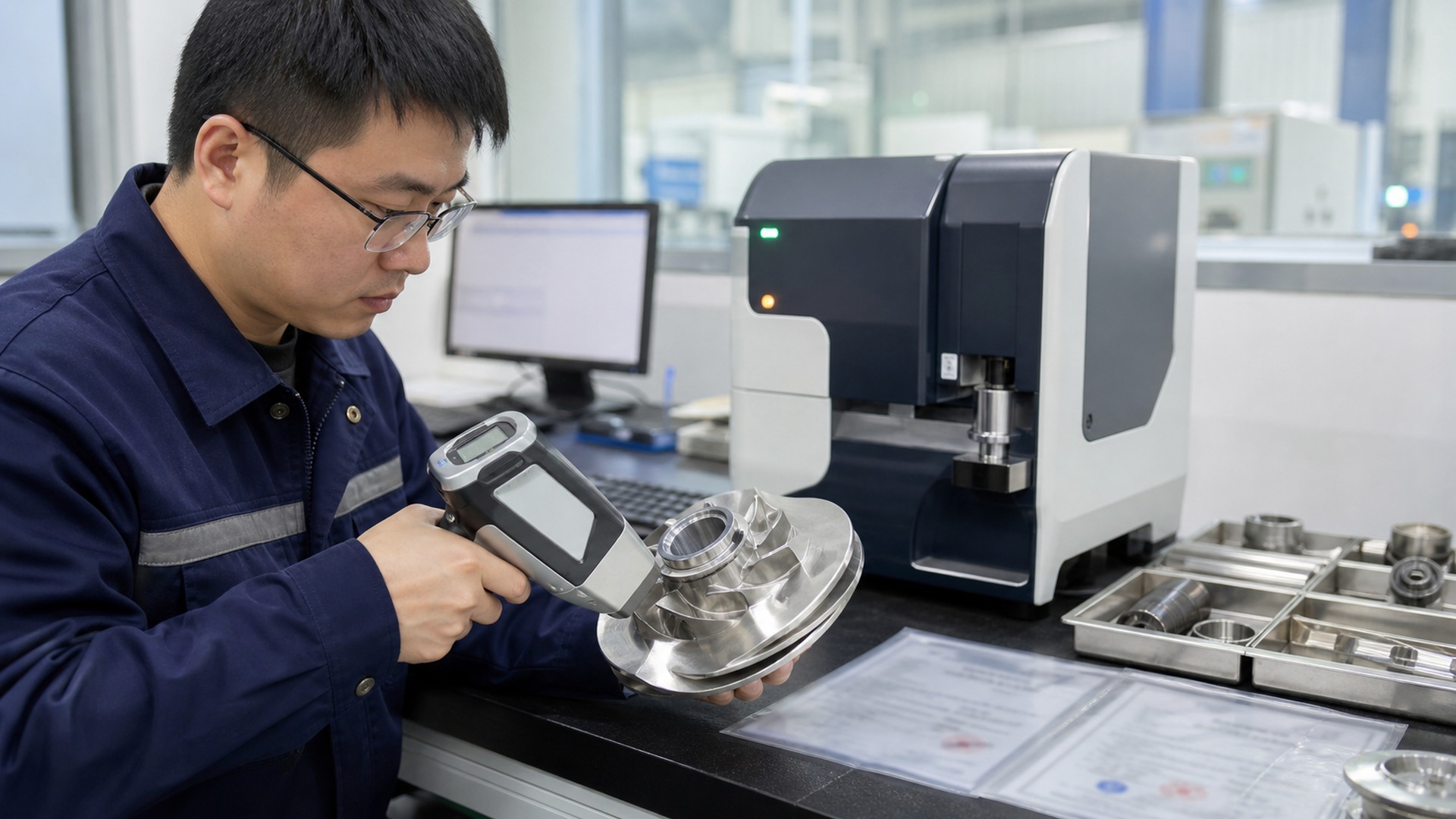
Контроль должен охватывать материал, геометрию, состояние поверхности и прослеживаемость. Спектрометр проверяет химический состав расплава. PMI может подтвердить идентичность сплава после термообработки, механической обработки или хранения на складе. Контроль с помощью КИМ полезен для определения положения отверстия, геометрии ступицы, опорных точек лопаток и критических диаметров. Ручной контроль размеров по-прежнему важен для производственных проверок, особенно там, где использование приспособлений и калибровочных шаблонов быстрее, чем составление полных отчетов КИМ.
Испытание на твердость подтверждает реакцию материала на термообработку или его состояние. Может потребоваться проверка шероховатости поверхности уплотнительных поверхностей, отверстий и гидравлических поверхностей. Визуальный осмотр остается одним из важнейших методов контроля дефектов литья, следов шлифовки, трещин, подрезов, заусенцев и повреждений при транспортировке. Испытание под давлением применяется только в том случае, если конструкция рабочего колеса включает герметичные полости или сварные узлы; для многих рабочих колес, изготовленных методом цельного литья, оно не требуется.
- Спектрометр: проверка химического состава расплава и данных о плавке.
- PMI: подтверждение состава сплава на готовых или полуфабрикатных деталях.
- КИМ: проверка критически важных геометрических параметров и взаимосвязи базовых элементов.
- Твердость: с учетом термической обработки и состояния материала.
- Шероховатость: проверка герметичности, диаметра отверстия и гидравлической поверхности.
- Прослеживаемость: номер партии, транспортная накладная, протокол осмотра и маркировка груза.
Процесс контроля качества:
- Проверьте чертеж, стандарт сплава и уровень контроля.
- Проверьте состояние поступающих восковых моделей и инструментов.
- Проверьте оболочку, химический состав расплава и записи о разливке.
- Проверьте поверхность отливки после очистки и снятия литниковой системы.
- Подтвердите термическую обработку и прослеживаемость материалов.
- Проверьте размеры и биение обработанных деталей.
- Выполните балансировку и зафиксируйте остаточный дисбаланс.
- Проведите заключительную визуальную проверку, проверку шероховатости и упаковки.
Распространенные производственные дефекты
Большинство дефектов рабочих колес возникают из-за подачи металла, заполнения формы, качества корпуса, термообработки, транспортировки или контроля качества механической обработки. Усадка Это часто происходит вблизи массивных узлов или на стыках толстых и тонких участков, когда подача материала недостаточна. Решение может включать в себя перепроектирование затворов, стояков, охладителей, изменение толщины сечения или изменение температуры заливки. Пористость Причиной могут быть газ, турбулентность, загрязненный расплав, плохое раскисление или проблемы с оболочкой. Небольшие округлые поры могут быть допустимы в некритических зонах, но скопления пор вблизи канала, основания лопатки или посадочного места износостойкого кольца заслуживают тщательного изучения.
Мисрун Это происходит, когда металл не полностью заполняет тонкие участки, часто из-за того, что металл или оболочка слишком холодные, канал слишком тонкий или вентиляция плохая. Холодное закрытие Это происходит, когда два металлических элемента соприкасаются без надлежащего соединения. Оба дефекта особенно серьезны на кончиках лопаток и кромках кожуха. Трещины Трещины могут возникать из-за горячего разрушения, напряжения при охлаждении, некачественного извлечения литниковой системы или агрессивного выпрямления. Трещины на вращающихся деталях не следует рассматривать как простую косметическую проблему.
Включения песка Наличие керамических включений обычно указывает на повреждение оболочки, слабые слои суспензии, плохую очистку или турбулентность во время заливки. Искажение Это может произойти во время охлаждения или термообработки, особенно в тонких открытых рабочих колесах. Ошибка обработки Это включает в себя неправильную настройку базовой точки, увеличенный диаметр отверстия, смещение шпоночного паза, вибрацию инструмента, некачественную обработку поверхности или заусенцы, оставшиеся в каналах подачи. Эффективное корректирующее действие должно выявлять источник проблемы, а не только ремонтировать деталь.
- Контрольный список 1: анализ дефектов литья – определить местоположение, размер, глубину, частоту возникновения дефекта, а также область, подвергшуюся механической обработке или напряжению.
- Контрольный список 2: анализ дефектов обработки – Проверка установки базовой точки, повторяемости приспособления, износа инструмента, изменений в программе и точек осмотра оператором.
- Контрольный список 3: проверка приемки – Сравните обнаруженный дефект с чертежом, стандартом, режимом работы насоса и письменной процедурой ремонта.
Совет 3: При разработке новой оснастки для рабочих колес следует провести проверку первого образца перед утверждением серийного производства. Корректировка литниковых каналов, заготовок для обработки или базовых планов после пробного запуска обходится гораздо дешевле, чем после задержки полной отгрузки.
Варианты отделки поверхности
Качество обработки поверхности зависит от требований к коррозионной стойкости, гидравлических характеристик и внешнего вида. Механическая обработка удаляет припуск и формирует функциональные поверхности. Дробеструйная обработка создает равномерную матовую поверхность и удаляет окалину после литья. Обработка стеклянными шариками придает более гладкий сатинированный вид, но ее следует контролировать, чтобы избежать внедрения загрязнений. Травление удаляет термостойкий оттенок и окалину. Пассивация улучшает хромосодержащий пассивный слой на поверхностях из нержавеющей стали после механической обработки или очистки.
Электрополировка может уменьшить микрошероховатость и улучшить очищаемость, особенно в пищевой, фармацевтической или санитарной технике. Она не заменяет надлежащее литье и механическую обработку. Глубокая пористость, нахлесты и трещины не исчезнут из-за полировки детали. Зеркальная полировка может потребоваться для видимых деталей или очень гладких гидравлических поверхностей, но она увеличивает стоимость и может скруглять кромки, если процесс не контролируется.
Что касается сопутствующих аспектов отделки, покупатели могут сравнить ожидаемые результаты процесса с установленными стандартами. производство готовых компонентов из нержавеющей стали Практика. Ключевым моментом является указание требуемого качества отделки по измеримым критериям, когда это возможно: значение Ra, стандарт пассивации, визуальный образец, запрещенные среды и метод очистки.
Типичные области применения
Рабочие колеса из нержавеющей стали используются во многих типах насосов. Химические насосы должны быть совместимы со сплавами кислот, щелочей, растворителей или смешанных технологических жидкостей. Морские насосы должны быть устойчивы к соленой воде, влажности и гальваническим воздействиям. Насосы для пищевой промышленности должны иметь легко очищаемые поверхности и материалы, соответствующие санитарным нормам. Насосы для водоподготовки могут перекачивать хлорированную воду, осадок, дозирующие химикаты или коррозионные сточные воды.
Для насосов в нефтегазовой отрасли могут потребоваться дуплексные или никелевые сплавы в зависимости от содержания хлоридов, серы, температуры и давления. Горнодобывающие насосы работают с абразивными твердыми частицами, поэтому при выборе материала необходимо учитывать как коррозию, так и износ. На электростанциях рабочие колеса используются в системах охлаждения, конденсатоотвода, подачи воды в котлы и вспомогательных системах. Небольшие промышленные насосы, в том числе некоторые запчасти для кофемашины В узлах управления потоками жидкости могут использоваться миниатюрные рабочие колеса из нержавеющей стали, где точность литья и повторяемость обработки важнее, чем размер детали.
- Химические насосы и дозирующее оборудование
- Морские и водонасосы
- Системы обработки пищевых продуктов и мойки
- Оборудование для очистки воды и сточных вод
- Технологические насосы для нефтегазовой отрасли
- Горнодобывающие и шламовые насосы
- Вспомогательные насосы электростанции
- Насосы для кофемашин и небольшие гидравлические устройства
- Насосы общего назначения и запасные части для ремонта промышленных насосов

Как выбрать надежного производителя насосных рабочих колес
Выбор производителя для Рабочее колесо насоса OEM Цена должна основываться на инженерном контроле, а не только на себестоимости единицы продукции. Низкая цена бесполезна, если поставщик не может обеспечить требуемый диаметр, класс балансировки, химический состав сплава или соблюдение графика поставок. Наиболее надежные поставщики, как правило, готовы обсуждать риски до начала производства.
- Убедитесь, что поставщик понимает принцип работы насоса, а не только вес отливки.
- Поинтересуйтесь, как они проверяют толщину лопаток, припуск на обработку и литниковую систему перед изготовлением инструмента.
- Уточните наличие материалов, включая CF8, CF8M, 316L, дуплексные сплавы и никелевые сплавы, если это необходимо.
- Ознакомьтесь с их возможностями и документацией по термообработке нержавеющей и дуплексной стали.
- Подтвердите правильность выбора станков с ЧПУ, способа крепления и контроля базовых параметров для отверстий и посадочных мест износостойких колец.
- Уточните у них возможности проведения балансировки и стандарты балансировки, которые они могут задокументировать.
- Проведите проверку контрольно-измерительного оборудования, такого как спектрометр, прибор PMI, координатно-измерительная машина, твердомер и измеритель шероховатости.
- Для новых инструментов или ответственных программ по разработке насосов необходимо запросить первичную проверку образца.
- Уточните, как они обрабатывают некачественные отливки и требуется ли для ремонта согласование с заказчиком.
- Запросите информацию о прослеживаемости груза от номера партии до конечной отгрузки.
- Подтвердите методы упаковки, обеспечивающие защиту обработанных поверхностей и тонких кромок лопаток.
- Оцените качество коммуникации на этапе проверки чертежей; неясные вопросы в начале часто приводят к задержкам в производстве.
Совет 4: Поставщик, задающий практические вопросы о рабочей жидкости, скорости, классе балансировки, уровне контроля и стратегии определения базовых параметров, как правило, защищает проект, а не усложняет его.
Если эта часть является частью более широкой структуры Высокоточное литье OEM Перед выпуском серийной продукции необходимо подготовить программу, согласовать чертежи, утвердить образцы, упаковку и отчеты о проверке. Такая подготовка снижает вероятность споров в дальнейшем, когда допуски, стандарты внешнего вида или протоколы испытаний будут по-разному интерпретироваться отделами закупок, проектирования и контроля качества.
Часто задаваемые вопросы
1. Какая нержавеющая сталь лучше всего подходит для рабочего колеса насоса?
Не существует единого лучшего сорта нержавеющей стали. Нержавеющая сталь CF8 или типа 304 подходит для работы в чистых, щадящих условиях. Нержавеющая сталь CF8M или типа 316 лучше подходит для многих применений в морской, химической и промывочной промышленности. Дуплексные или никелевые сплавы могут потребоваться для работы в условиях воздействия хлоридов, высокой прочности или агрессивных химических веществ.
2. Подходит ли литье по выплавляемым моделям для всех типов рабочих колес насосов?
Нет. Литье по выплавляемым моделям хорошо подходит для сложных форм и средних объемов производства, но большие рабочие колеса, очень простые геометрические формы или чрезвычайно узкие гидравлические профили лучше изготавливать методом литья в песчаные формы, изготовления деталей, ковки с последующей механической обработкой или полной механической обработки из заготовки.
3. Какая информация должна быть указана на чертеже рабочего колеса?
Чертеж должен включать в себя стандарт сплава, термообработку, критические размеры, базовую схему, припуск на механическую обработку, качество поверхности, класс балансировки, требования к контролю качества, количество, примечания по применению и любые утвержденные пределы ремонта.
4. Почему рабочие колеса из нержавеющей стали все еще подвергаются коррозии?
Нержавеющая сталь сопротивляется коррозии благодаря пассивной пленке из оксида хрома, но хлориды, низкий pH, высокие температуры, застойные зоны, щели и неподходящие чистящие средства могут разрушить эту защиту. Выбор материала должен соответствовать реальной среде жидкости.
5. В чем разница между CF8 и CF8M?
CF8 — это литая аустенитная нержавеющая сталь, обычно обладающая коррозионной стойкостью типа 304. CF8M содержит молибден и обычно обладает стойкостью типа 316, особенно улучшенной стойкостью к питтинговой коррозии во многих средах, содержащих хлориды.
6. Когда требуется динамическая балансировка?
Динамическая балансировка предпочтительна для высокоскоростных, широких или более сложных в обслуживании рабочих колес. Она особенно важна, когда вибрация может повредить подшипники, уплотнения или муфты. Требуемый класс балансировки должен определяться конструкцией насоса и рабочей скоростью.
7. Можно ли исправить дефекты литья?
Некоторые некритические дефекты поверхности могут быть заделаны или отремонтированы сваркой, если это позволяют чертежи и стандарты заказчика. Трещины, глубокая усадка, дефекты вблизи отверстия или корня лопатки, а также дефекты в зонах высоких напряжений должны быть тщательно проверены, прежде чем будет принят какой-либо ремонт.
8. Какой допуск типичен для обработанного отверстия рабочего колеса?
Допуск зависит от размера, посадки и конструкции вала. Для многих промышленных рабочих колес допуски составляют сотые доли миллиметра, но на чертеже должны быть указаны точные допуски, система посадки и соотношение шпоночных пазов.
9. Следует ли полировать гидравлические поверхности рабочего колеса?
Полировка может улучшить очищаемость и уменьшить сопротивление поверхности, но она не всегда необходима. Эффективность зависит от размера насоса, типа жидкости, режима работы и целевой стоимости. Удаление заусенцев и острых неровностей литья обычно важнее, чем косметическая полировка.
10. Какие документы должны запросить покупатели при отгрузке?
К числу стандартных документов относятся сертификат на материал, химический анализ, протокол термообработки, отчет о размерах, отчет о балансировке, протокол PMI, отчет о качестве поверхности (при необходимости), упаковочный лист и информация о прослеживаемости, привязанная к номеру плавки или номеру партии.
11. Можно ли использовать одну конструкцию рабочего колеса для нескольких жидкостей?
Иногда это так, но требования к материалу, отделке и зазорам могут меняться. Геометрия, работающая в гидравлическом режиме, все равно может преждевременно выйти из строя, если сплав не подходит для рабочей жидкости, температуры или процедуры очистки.
12. Как следует проводить утверждение образцов?
Используйте первичный контроль качества образцов, проверку материалов, учет баланса и визуальные стандарты. Сохраняйте утвержденные образцы или подробные фотографии для дальнейшего сравнения, особенно в отношении качества литьевой поверхности и участков с плавными переходами.
Заключительные мысли
Изготовление рабочего колеса насоса из нержавеющей стали — это целая цепочка решений. Выбор сплава защищает деталь от коррозии и перепадов температуры. Контроль литья обеспечивает форму лопаток и уменьшает количество внутренних дефектов. Обработка на станках с ЧПУ определяет механическую посадку. Балансировка защищает вращающийся узел. Контроль качества предоставляет покупателю доказательства того, что деталь не только имеет правильную форму, но и является отслеживаемой и воспроизводимой.
Ищете надежного партнера по производству рабочих колес для насосов из нержавеющей стали?
Наша инженерная команда может изучить ваши чертежи, порекомендовать подходящие материалы и производственные процессы, а также предоставить практические рекомендации по производству до составления коммерческого предложения.
Если у вас возникнут технические вопросы, не стесняйтесь обращаться. свяжитесь с нашей инженерной командой.







