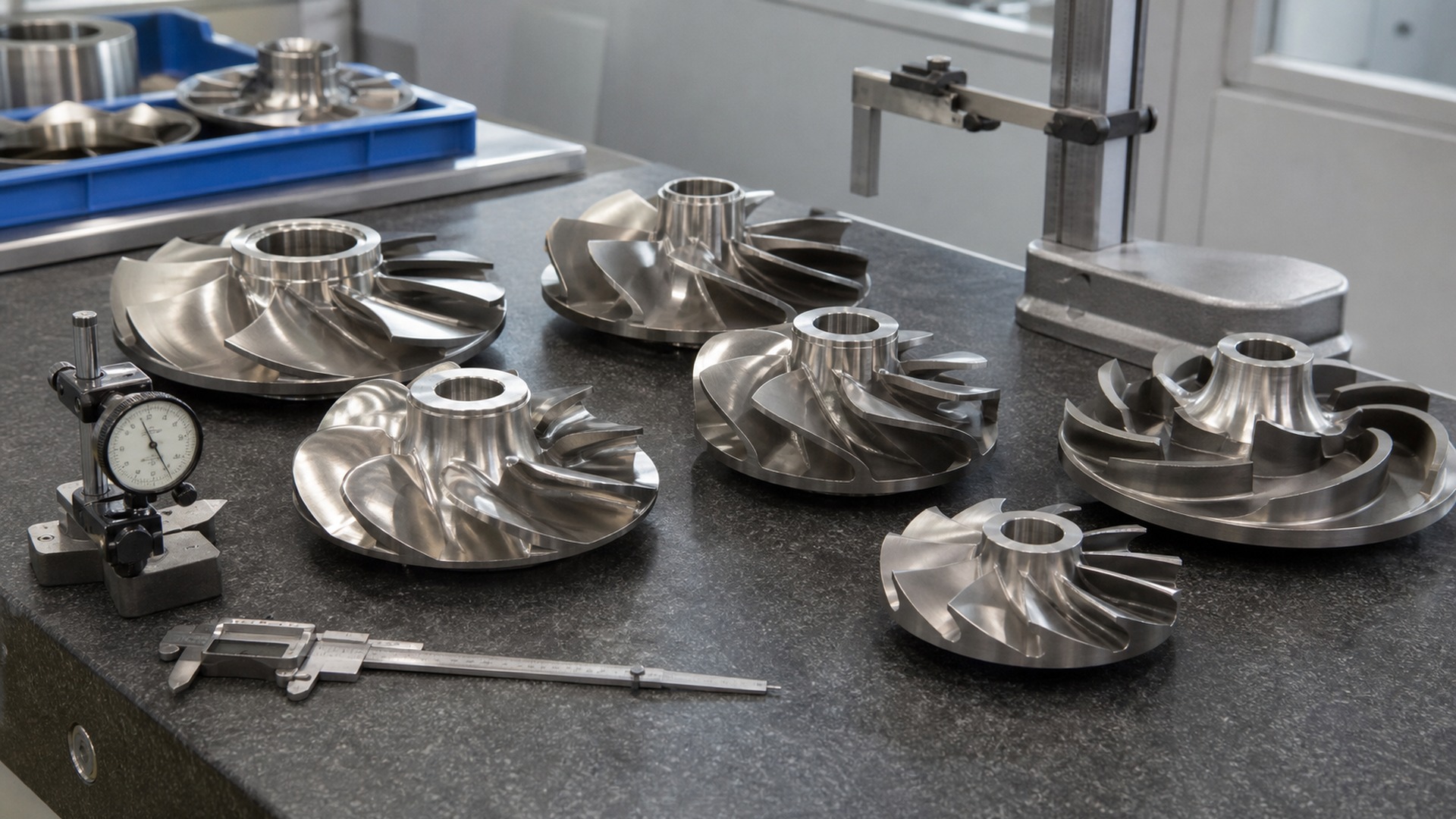
El impulsor de una bomba centrífuga parece una pieza compacta, pero soporta gran parte del trabajo hidráulico. La forma de las paletas, el área de paso, la geometría del cubo, el equilibrio y el acabado superficial influyen en la fluidez con la que el líquido entra, se acelera y sale de la bomba. Un impulsor bien fabricado ayuda a que la bomba mantenga la eficiencia, el caudal y la altura de elevación cerca de la curva de diseño. Uno mal fabricado puede desperdiciar energía, sobrecargar los cojinetes, generar vibraciones, acortar la vida útil de los sellos o fallar prematuramente en ambientes corrosivos.
Esta guía explica cómo un impulsor de bomba de acero inoxidable Normalmente se fabrica para uso industrial, abarcando desde la selección de materiales y la fundición a la cera perdida hasta el mecanizado CNC, el equilibrado, la inspección y el acabado final. El análisis se centra en la producción y no presupone que la fundición sea siempre superior a la fabricación o el mecanizado a partir de un lingote. El proceso adecuado depende de la geometría, las condiciones de uso, el tamaño del lote, los requisitos de inspección y la tolerancia del comprador en cuanto a costes, plazos de entrega y riesgos.
Nota técnica: el rendimiento de la bomba se diseña en teoría, pero se protege en la planta de producción. Pequeños errores en el espesor de los álabes, la concentricidad del orificio o el equilibrio pueden manifestarse posteriormente como ruido, calor, vibraciones o pérdida de presión.

¿Qué es un impulsor de bomba de acero inoxidable?
Un impulsor de acero inoxidable es el componente hidráulico giratorio que transfiere la energía mecánica del eje al fluido. En una bomba centrífuga, el impulsor acelera el líquido desde el ojo hacia el diámetro exterior. La voluta o difusor convierte parte de esa velocidad en presión. Se elige acero inoxidable cuando el fluido bombeado, el procedimiento de limpieza, la temperatura o el entorno podrían dañar el acero al carbono, el bronce, el hierro fundido o el aluminio.
En las bombas industriales se utilizan varios tipos de impulsores. impulsor cerrado Cuenta con cubiertas protectoras delanteras y traseras alrededor de los álabes. Es común en bombas para líquidos limpios, alimentación de calderas, tratamiento de agua, aplicaciones marinas y muchas bombas químicas, ya que ofrece una buena eficiencia con fugas internas controladas. La desventaja es que los conductos estrechos son menos tolerantes a la presencia de sólidos, fibras o incrustaciones.
A impulsor semiabierto Tiene una cubierta, generalmente en la parte posterior. Es más fácil de limpiar y puede tolerar algunos sólidos en suspensión, pero necesita un control de holgura axial más estricto entre las puntas de los álabes y la carcasa o placa de desgaste. impulsor abierto No tiene cubierta protectora y se utiliza en aplicaciones donde el acceso para la limpieza o el manejo de sólidos es más importante que la máxima eficiencia. Puede ser adecuado para lodos, procesamiento de alimentos, aguas residuales y algunas aplicaciones de reparación, siempre que la carcasa y las superficies de desgaste estén diseñadas para ello.
Flujo mixto Los impulsores mueven fluidos con componentes radiales y axiales. Se utilizan cuando el caudal es elevado y la altura de elevación es moderada, como en sistemas de circulación, riego y grandes sistemas de agua. flujo axial Los impulsores empujan el fluido principalmente en la dirección del eje. Son similares a las hélices y se utilizan para caudales elevados y presiones bajas, como el control de inundaciones, el agua de refrigeración y la circulación de procesos.
- Impulsor cerrado: líquidos limpios, mayor eficiencia, control más preciso de la fundición y el mecanizado.
- Impulsor semiabierto: sólidos moderados, limpieza más sencilla, rendimiento sensible a la holgura.
- Impulsor abierto: apto para sólidos o fluidos viscosos, menor eficiencia, acceso más fácil para reparaciones.
- Impulsor de flujo mixto: mayor caudal con presión moderada.
- Impulsor de flujo axial: caudal muy elevado con baja presión.

Cómo elegir el material de acero inoxidable adecuado
La elección del material debe comenzar con el fluido, no con la costumbre de un catálogo. El contenido de cloruro, el pH, la temperatura, los sólidos abrasivos, los productos químicos de limpieza, el nivel de oxígeno y el ciclo de trabajo son factores importantes. Impulsor de acero inoxidable 316 Puede tener un buen rendimiento en muchos servicios relacionados con agua y productos químicos, mientras que el mismo grado puede corroerse rápidamente en condiciones de cloruro a altas temperaturas. El acero inoxidable dúplex puede solucionar el problema de la resistencia y la corrosión por cloruros, pero impone requisitos más estrictos de tratamiento térmico y control de fundición.
Para impulsores fundidos, los compradores suelen ver CF8 y CF8M en lugar de 304 y 316. CF8 es el equivalente fundido comúnmente asociado con la química tipo 304. CF8M es el grado fundido con molibdeno comúnmente asociado con la resistencia a la corrosión tipo 316. Impulsor CF8 Puede resultar económico para agua limpia, fluidos ligeramente corrosivos y bombas industriales en general. Impulsor CF8M Normalmente se prefiere para equipos marinos, químicos y relacionados con la alimentación, donde se requiere una mayor resistencia a la corrosión por picaduras.
El acero inoxidable 316L se utiliza cuando un menor contenido de carbono ayuda a reducir el riesgo de sensibilización tras la soldadura o la exposición térmica. Para impulsores totalmente fundidos y mecanizados sin soldadura, el 316L puede especificarse según las normas del cliente. El acero inoxidable dúplex 2205 y el superdúplex 2507 se utilizan cuando la corrosión bajo tensión por cloruros, la mayor resistencia o la exposición al agua de mar son factores cruciales. Los aceros inoxidables resistentes al calor y las aleaciones de níquel se seleccionan para equipos que trabajan con gas caliente, aceite caliente, productos químicos agresivos o altas temperaturas, donde los aceros inoxidables austeníticos comunes ya no son adecuados.
| Material | Uso típico | Fortalezas | Puntos de reloj |
|---|---|---|---|
| 304 / CF8 | Agua limpia, servicio químico suave, bombas industriales generales | Buena resistencia a la corrosión, buena capacidad de fundición, económico | Resistencia limitada al cloruro en comparación con los grados de molibdeno. |
| 316 / CF8M | Bombas marinas, bombas químicas, equipos para la industria alimentaria y de lavado. | Mayor resistencia a la corrosión por picaduras, ampliamente aceptada para piezas de bombas OEM. | Sigue siendo vulnerable en condiciones de alto contenido de cloruro o de calor estancado. |
| 316L | Conjuntos soldados, equipos sanitarios, piezas de bajo contenido de carbono especificadas por el cliente. | Menor riesgo de sensibilización, buena compatibilidad química. | Su resistencia puede ser inferior a la de algunas alternativas dúplex. |
| 2205 Dúplex | Agua de mar, salmuera, componentes de bombas de alta presión | Alta resistencia, mejor resistencia a la corrosión bajo tensión por cloruros. | Requiere un tratamiento de solución y un equilibrio de fases correctos. |
| 2507 Dúplex | Servicio con cloruros severos, en alta mar y con exigentes tareas químicas. | Muy alta resistencia a la corrosión por picaduras y resistencia | Mayor coste y control más estricto de la fundición |
| Acero inoxidable resistente al calor | Fluidos de proceso calientes, equipos relacionados con hornos o equipos térmicos | Resistencia a la oxidación y a la temperatura | Confirmar las propiedades mecánicas a temperatura de servicio. |
| Aleación de níquel | Productos químicos altamente agresivos o corrosión a temperaturas elevadas | Excelente resistencia a la corrosión o al calor en medios seleccionados. | Coste elevado, dificultad de mecanizado, plazo de entrega más largo |
Consejo 1: No apruebe una aleación basándose únicamente en su nombre. Solicite la norma, los límites químicos, las condiciones de tratamiento térmico y las suposiciones sobre corrosión. Para impulsores fundidos, confirme también si el grado se indicará mediante el número de colada y si estará respaldado por registros de espectrómetro o PMI.

Inversión Fundición Proceso para impulsores de bombas
Fundición de precisión, La fundición a la cera perdida, también conocida como fundición de precisión, se utiliza ampliamente para geometrías complejas de impulsores, ya que permite formar álabes curvos, bujes, cubiertas y contornos internos con menos material de mecanizado que la fundición en arena. Para muchos programas de impulsores de bombas de fabricantes de equipos originales (OEM), la fundición a la cera perdida ofrece un equilibrio práctico entre precisión de forma, acabado superficial, repetibilidad y coste.
El proceso comienza con revisión de planos de ingeniería. La fundición verifica la aleación, el tipo de impulsor, el peso de la pieza fundida, el espesor de la pared, la geometría de los álabes, el margen de mecanizado, la clase de tolerancia, el acabado superficial y los requisitos de inspección. En esta etapa se pueden prevenir muchos problemas de producción. Las puntas de los álabes delgadas, los cubos pesados aislados, las transiciones de sección pronunciadas y las áreas de limpieza ciega requieren atención antes de que comience el utillaje.
El patrón de cera se produce en un troquel metálico. Un buen control de la inyección de cera ayuda a mantener el espesor de las paletas y la concentricidad del cubo. Los operarios comprueban el patrón para detectar hundimientos, distorsiones, llenado incompleto y marcas de separación del troquel. A continuación, se unen varios patrones a un sistema de canales durante asamblea. El control de la alimentación no es solo un problema de alimentación; también afecta a la turbulencia, la contracción, la inclusión de óxido y la facilidad de corte.

Durante carcasa de cerámica Para la construcción, el conjunto de cera se sumerge en una suspensión, se recubre con arena refractaria y se seca. Se aplican varias capas hasta que la carcasa alcanza la resistencia requerida. La primera capa controla la calidad de la superficie, mientras que las capas de refuerzo proporcionan resistencia para el desencerado y el vertido. El secado de la carcasa debe ser uniforme. La humedad atrapada o las capas débiles pueden provocar grietas, inclusiones o penetración de metal.
Desparafinado Se elimina la cera, generalmente mediante autoclave o fuego rápido. Luego, la carcasa se somete a fuego para quemar la cera residual y aumentar su resistencia. Disparo de proyectiles También acerca el molde a la temperatura de vertido. El acero inoxidable se funde, se ajusta químicamente y se comprueba antes. fundición de metales. La temperatura de vertido, la temperatura de la carcasa y la velocidad de vertido deben coincidir con la geometría. Los álabes delgados necesitan suficiente fluidez, mientras que los cubos pesados necesitan una alimentación adecuada para evitar la contracción.

Después enfriamiento, Se retira la capa cerámica. Las piezas fundidas se cortan del sistema de canales, se rectifican las compuertas y las piezas pasan por un tratamiento térmico si la especificación de la aleación lo requiere. Las piezas fundidas de acero inoxidable austenítico pueden necesitar un tratamiento de solución dependiendo del grado y los requisitos de servicio. Los grados dúplex requieren un control térmico mucho más estricto para evitar la formación de fases dañinas. Limpieza, decapado si se especifica y voladura Preparar la superficie para la inspección y el mecanizado.
- Revisión de planos y verificación de la viabilidad de fabricación.
- Inyección de patrones de cera e inspección
- Ensamblaje del corredor y control de compuertas
- Construcción y secado de la estructura cerámica
- Desencerado, cocción, vertido y enfriamiento
- Corte, tratamiento térmico, limpieza y granallado

Precisión Mecanizado CNC
La fundición crea la forma hidráulica, pero el mecanizado establece la conexión entre el impulsor y el eje de la bomba. impulsor mecanizado de precisión Normalmente requiere torneado, fresado, mandrinado, taladrado, mecanizado de chaveteros y, en ocasiones, acabado en cinco ejes. El orificio, las caras del cubo, el diámetro exterior, los asientos del anillo de desgaste y las superficies de corrección de equilibrio deben controlarse como un sistema funcional integrado.
Torneado Se utiliza para caras, diámetros, escalones de buje y ubicaciones de anillos de desgaste. Aburrido Controla el ajuste y la concentricidad del eje. Molienda Puede ser necesario realizar limpiezas de álabes abiertos, chaveteros, ranuras o almohadillas de equilibrado. Un chavetero descentrado puede provocar excentricidad en el montaje, incluso cuando el diámetro del orificio es correcto. El orificio de equilibrado o las superficies de corrección deben definirse antes de que comience la producción, no improvisarse después de la inspección.
Las tolerancias típicas dependen del tamaño del impulsor y la carga de la bomba, pero los ajustes del orificio pueden controlarse con una precisión de unas pocas centésimas de milímetro, mientras que la concentricidad y la excentricidad de la cara suelen ser más estrictas que las dimensiones generales de la fundición. El acabado superficial en las zonas de sellado, orificio y anillo de desgaste puede requerir una rugosidad superficial Ra de 0,8 a 3,2 micrómetros. Las superficies hidráulicas pueden dejarse en estado de fundición, mecanizarse, pulirse o abrillantarse según el objetivo de eficiencia y el coste.
| Característica | Control común | Por qué es importante |
|---|---|---|
| orificio del eje | Tamaño, redondez, rectitud | Controla el ajuste, la transferencia de par y la vibración del montaje. |
| Caras centrales | Planitud y paralelismo | Garantiza la correcta posición axial y sujeción. |
| Usar asiento de anillo | Diámetro y concentricidad | Controla las fugas y el espacio libre en la tubería de revestimiento. |
| Ranura para llave | Ancho, profundidad, posición | Evita la holgura y la desviación en el montaje. |
| conductos de paletas | Limpieza del perfil y eliminación de rebabas | Protege la estabilidad y la eficiencia del flujo. |
| Superficies de equilibrio | Disponibilidad y asignación de existencias | Permite una corrección de peso controlada. |
Consejo 2: Para pedidos repetidos, solicite al fabricante que mantenga un plan de control para los puntos de referencia de mecanizado. Cambiar los puntos de referencia entre lotes puede alterar la excentricidad, incluso cuando todas las dimensiones parecen pasar la inspección.


Equilibrado dinámico y equilibrado estático
El equilibrio no es una operación cosmética. Un desequilibrio impulsor de bomba centrífuga Genera una fuerza de rotación que puede dañar los cojinetes, los sellos mecánicos, los acoplamientos y la carcasa de la bomba. El efecto se agrava a medida que aumenta la velocidad. En el caso de impulsores pequeños que giran a alta velocidad, un pequeño error de masa en el diámetro exterior puede causar más problemas que un error mucho mayor cerca del cubo.
Equilibrio estático Corrige un único punto de fricción excesiva y resulta útil para algunos rotores más lentos o estrechos. Equilibrio dinámico Mide el desequilibrio en dos planos y se prefiere para impulsores más anchos, bombas de alta velocidad y requisitos de fiabilidad más estrictos. La norma ISO 21940 se utiliza habitualmente para evaluar la calidad del equilibrio. Muchos impulsores de bombas industriales se especifican en torno a G6.3 o G2.5, mientras que los equipos especiales pueden requerir grados más precisos. El grado correcto debe basarse en la velocidad, la masa del rotor, la carga y el diseño de la bomba, en lugar de en la costumbre.
La corrección del equilibrio puede realizarse mediante rectificado, taladrado o mecanizado controlados en zonas autorizadas. La eliminación de material de una paleta sin la aprobación de ingeniería puede afectar el rendimiento hidráulico o generar una concentración de tensiones. Un proveedor fiable registra el desequilibrio residual, la ubicación de las correcciones y la fecha de inspección, especialmente en los programas de impulsores de bombas de fabricantes de equipos originales (OEM), donde la repetibilidad es fundamental.
Nota técnica: el equilibrado se realiza después del mecanizado final, no antes. La eliminación de la cascarilla durante el tratamiento térmico, el mecanizado de orificios, el corte de chaveteros y el pulido pueden alterar el equilibrio.

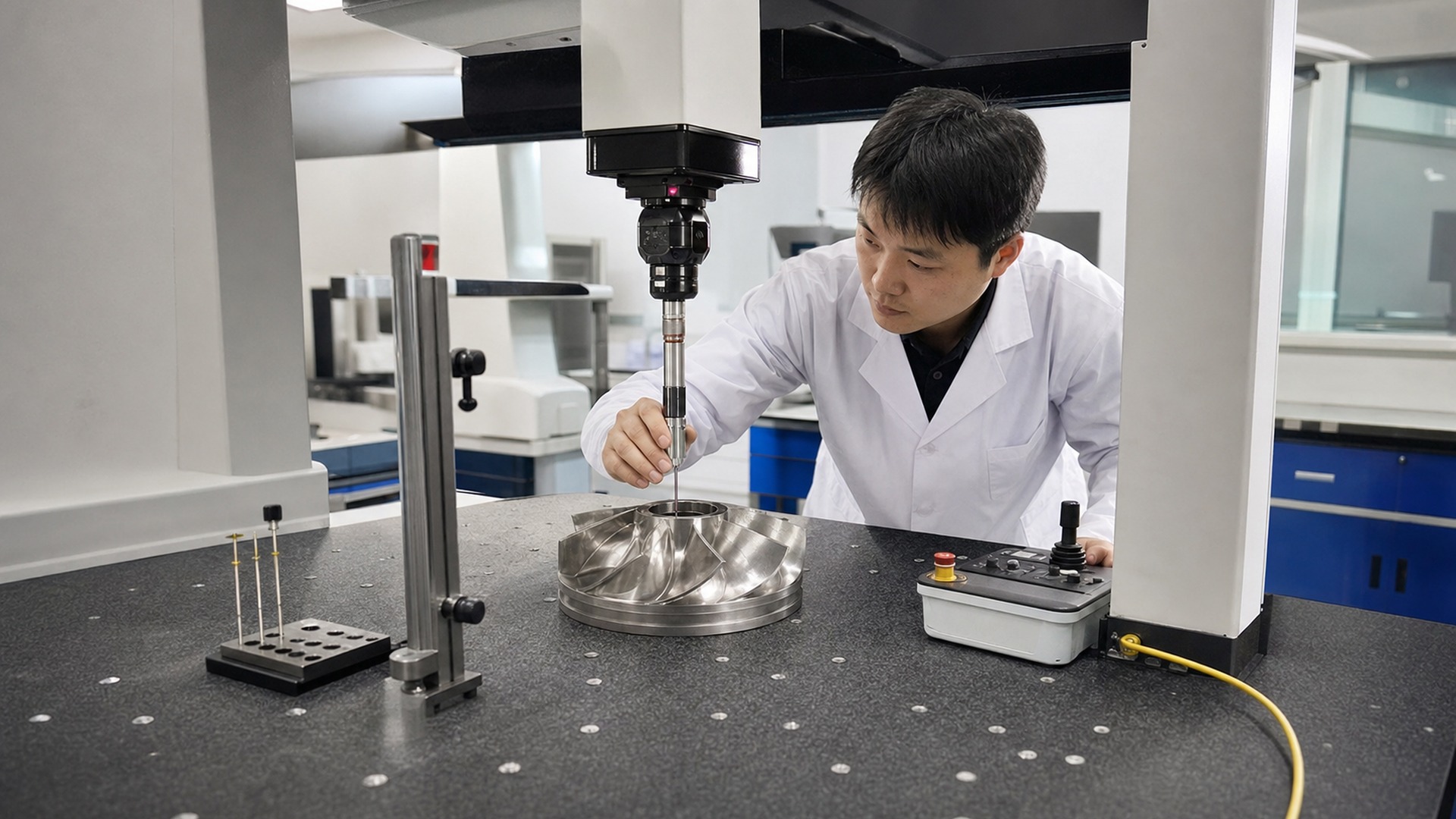
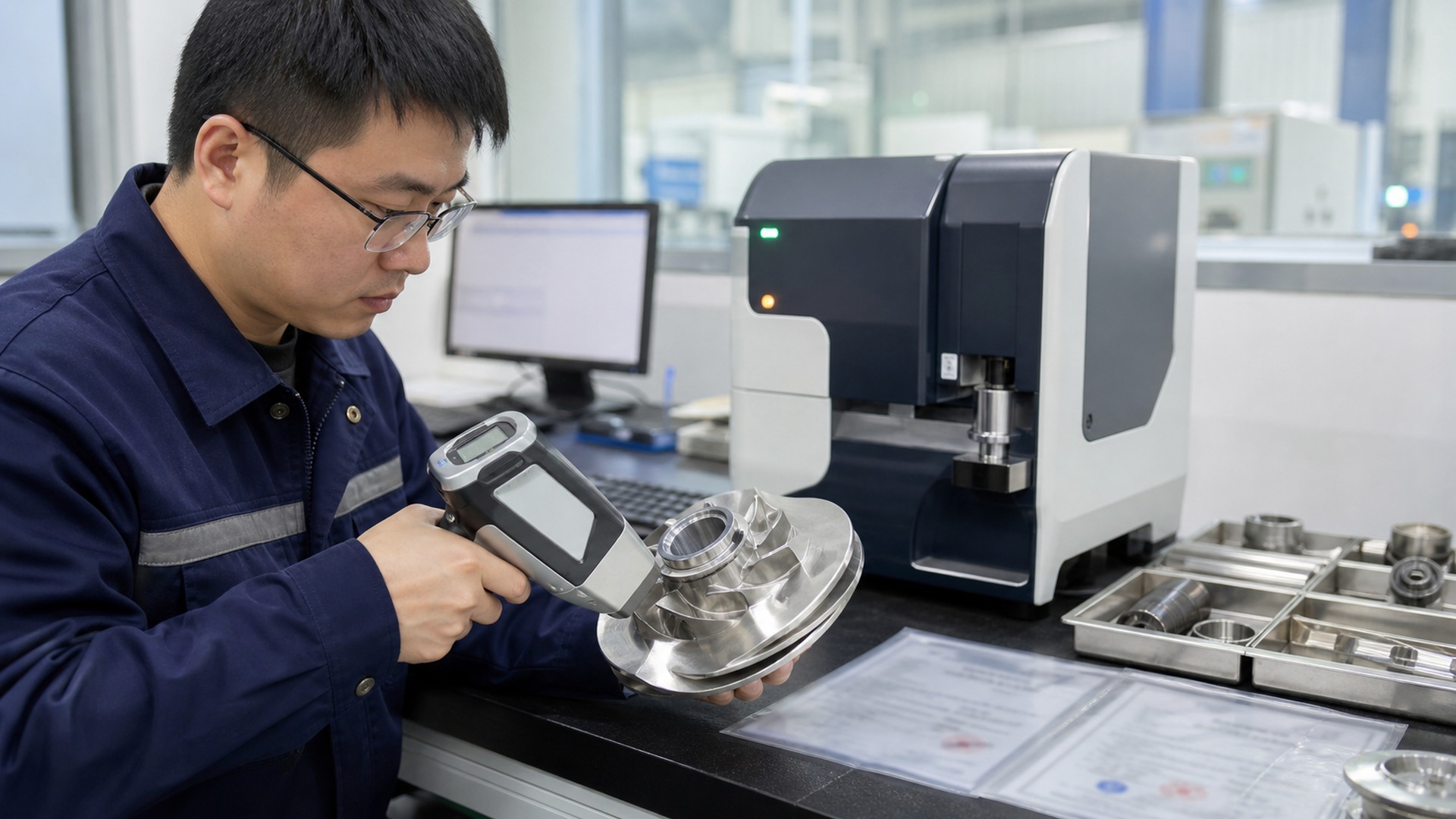
Inspección de calidad
La inspección debe abarcar el material, la geometría, el estado de la superficie y la trazabilidad. Un espectrómetro verifica la composición química de la aleación fundida. El análisis PMI permite confirmar la identidad de la aleación tras el tratamiento térmico, el mecanizado o el almacenamiento. La inspección con CMM es útil para determinar la posición del orificio, la geometría del cubo, los puntos de referencia de las paletas y los diámetros críticos. La inspección dimensional manual sigue siendo importante para las comprobaciones de producción, especialmente cuando los dispositivos de fijación y los calibres pasa/no pasa son más rápidos que los informes completos de CMM.
Las pruebas de dureza confirman la respuesta al tratamiento térmico o el estado del material. Es posible que se requieran comprobaciones de rugosidad superficial en las caras de sellado, los orificios y las superficies hidráulicas. La inspección visual sigue siendo uno de los controles más importantes para detectar defectos de fundición, marcas de rectificado, grietas, socavaduras, rebabas y daños por manipulación. Las pruebas de presión solo se aplican cuando el diseño del impulsor incluye cavidades selladas o conjuntos soldados; muchos impulsores de fundición sólida no las requieren.
- Espectrómetro: verificación de la química de fusión y del registro térmico.
- PMI: confirmación de la aleación en piezas terminadas o semielaboradas.
- CMM: comprobaciones de geometría crítica y relaciones de referencia.
- Dureza: referencia al tratamiento térmico y al estado del material.
- Rugosidad: verificación de sellado, orificio y superficie hidráulica.
- Trazabilidad: número de lote, albarán, informe de inspección y marcado del envío.
Flujo de control de calidad:
- Revisar el plano, el estándar de aleación y el nivel de inspección.
- Verifique el estado del modelo de cera recibido y de las herramientas.
- Inspeccione la carcasa, la composición química de la fusión y el registro de vertido.
- Compruebe la superficie fundida después de la limpieza y la retirada de la compuerta.
- Confirmar el tratamiento térmico y la trazabilidad del material.
- Inspeccione las dimensiones mecanizadas y la excentricidad.
- Realizar el balance y registrar el desequilibrio residual.
- Realizar comprobaciones visuales finales, de rugosidad y de embalaje.
Defectos de fabricación comunes
La mayoría de los defectos en los impulsores provienen de la alimentación del metal, el llenado del molde, la calidad de la carcasa, el tratamiento térmico, la manipulación o el control del mecanizado. Contracción Es frecuente cerca de cubos pesados o transiciones de espesor variable cuando la alimentación es insuficiente. La solución puede incluir compuertas, bebederos y enfriadores rediseñados, modificación del espesor de la sección o cambio de la temperatura de vertido. Porosidad Pueden deberse a la presencia de gas, turbulencias, fusión deficiente, desoxidación inadecuada o problemas en la carcasa. Los poros pequeños y redondeados pueden ser aceptables en zonas no críticas, pero los grupos de poros cerca del orificio, la raíz del álabe o el asiento del anillo de desgaste requieren una revisión minuciosa.
Error de funcionamiento Esto ocurre cuando el metal no llena completamente las secciones delgadas, a menudo porque el metal o la carcasa están demasiado fríos, el conducto es demasiado delgado o la ventilación es deficiente. Cierre frío Esto ocurre cuando dos frentes metálicos se encuentran sin una fusión adecuada. Ambos defectos son graves en las puntas de las paletas y en los bordes de la cubierta. Grietas Pueden desarrollarse por agrietamiento en caliente, tensión durante el enfriamiento, extracción deficiente de la compuerta o enderezamiento agresivo. Las grietas no deben considerarse un simple problema estético en piezas giratorias.
inclusión de arena La presencia de inclusiones cerámicas suele indicar daños en la concha, capas de lodo débiles, una limpieza deficiente o turbulencias durante el vertido. Pandeo Puede producirse durante el enfriamiento o el tratamiento térmico, especialmente en impulsores abiertos de perfil delgado. Error de mecanizado Esto incluye una configuración de referencia incorrecta, un orificio sobredimensionado, un chavetero descentrado, vibraciones de la herramienta, un acabado superficial incorrecto o rebabas en los conductos de flujo. Una buena acción correctiva debe identificar la causa, no solo reparar la pieza.
- Lista de verificación 1: Revisión de defectos de fundición – identificar la ubicación, el tamaño, la profundidad, la frecuencia y si el defecto alcanza una zona mecanizada o sometida a tensión.
- Lista de verificación 2: revisión de defectos de mecanizado – Comprobar la configuración del punto de referencia, la repetibilidad del dispositivo de fijación, el desgaste de la herramienta, la revisión del programa y los puntos de inspección del operador.
- Lista de verificación 3: revisión de aceptación – Compare el defecto con el plano, la norma, el uso de la bomba y el procedimiento de reparación escrito.
Consejo 3: Para la fabricación de nuevas herramientas para impulsores, realice una revisión del primer prototipo antes de aprobar la producción en serie. Es mucho más económico ajustar las compuertas, el material de mecanizado o los planos de referencia después de una prueba que cuando se retrasa un envío completo.
Opciones de acabado de superficie
El acabado superficial depende de los requisitos de corrosión, las expectativas hidráulicas y la apariencia. El mecanizado elimina material y crea superficies funcionales. El granallado produce una superficie mate uniforme y elimina la cascarilla después de la fundición. El granallado con microesferas de vidrio proporciona un acabado satinado más suave, pero debe controlarse para evitar la contaminación por incrustaciones. El decapado elimina el tinte térmico y la cascarilla. La pasivación mejora la capa pasiva rica en cromo en las superficies de acero inoxidable después del mecanizado o la limpieza.
El electropulido puede reducir la microrrugosidad y mejorar la facilidad de limpieza, especialmente en equipos para la industria alimentaria, farmacéutica o sanitaria. No sustituye a un proceso adecuado de fundición y mecanizado. La porosidad profunda, las superposiciones y las grietas no desaparecerán por el simple hecho de pulir la pieza. Se puede solicitar un acabado espejo para piezas visibles o superficies hidráulicas muy lisas, pero esto aumenta el coste y puede redondear los bordes si el proceso no se controla.
Para consideraciones relacionadas con el acabado, los compradores pueden comparar las expectativas del proceso con las establecidas. Fabricación de componentes de acero inoxidable acabados prácticas. La clave es especificar el acabado requerido mediante criterios medibles siempre que sea posible: valor Ra, estándar de pasivación, muestra visual, medios prohibidos y método de limpieza.
Aplicaciones típicas
Los impulsores de acero inoxidable se utilizan en muchas familias de bombas. Las bombas químicas requieren aleaciones compatibles con ácidos, álcalis, disolventes o fluidos de proceso mixtos. Las bombas marinas requieren resistencia al agua salada, la humedad y las condiciones galvánicas. Las bombas para el procesamiento de alimentos necesitan superficies fáciles de limpiar y materiales que cumplan con los estándares sanitarios. Las bombas para el tratamiento de agua pueden manejar agua clorada, lodos, productos químicos de dosificación o aguas residuales corrosivas.
Las bombas de petróleo y gas pueden necesitar materiales de aleación de níquel o dúplex dependiendo del cloruro, azufre, temperatura y presión. Las bombas mineras se enfrentan a sólidos abrasivos, por lo que la selección del material debe considerar tanto la corrosión como el desgaste. Las centrales eléctricas utilizan impulsores en sistemas de refrigeración, condensado, alimentación de calderas y sistemas auxiliares. Las bombas industriales pequeñas, incluidas algunas piezas de máquinas de café En el caso de los conjuntos de control de fluidos, se pueden utilizar impulsores miniatura de acero inoxidable, donde la precisión de la fundición y la repetibilidad del mecanizado son más importantes de lo que sugiere el tamaño de la pieza.
- Bombas químicas y equipos de dosificación
- Bombas marinas y de agua de mar
- Sistemas de procesamiento y lavado de alimentos
- Equipos para el tratamiento de agua y aguas residuales
- Bombas para procesos de petróleo y gas
- Bombas para minería y lodos
- bombas auxiliares de la central eléctrica
- Bombas para máquinas de café y pequeños dispositivos para fluidos
- Bombas industriales en general y repuestos

Cómo seleccionar un fabricante confiable de impulsores de bombas
Elegir un fabricante para un Impulsor de bomba OEM Debe basarse en el control de ingeniería, no solo en el precio unitario. Una cotización baja no sirve de nada si el proveedor no puede garantizar el diámetro, el grado de equilibrio, la composición química de la aleación o el plazo de entrega. Los proveedores más fiables suelen estar dispuestos a hablar de los riesgos antes de que comience la producción.
- Compruebe si el proveedor comprende el funcionamiento de la bomba, y no solo el peso de la pieza fundida.
- Pregunte cómo revisan el espesor de las paletas, el margen de mecanizado y la alimentación antes de la fabricación de las herramientas.
- Confirme los materiales disponibles, incluyendo CF8, CF8M, 316L, acero dúplex y aleaciones de níquel si fuera necesario.
- Revise su capacidad de tratamiento térmico y sus registros para grados de acero inoxidable y dúplex.
- Confirme el equipo CNC, el método de fijación y el control de referencia para los orificios y los asientos de los anillos de desgaste.
- Pregunte sobre la capacidad de equilibrado y el estándar de equilibrado que puedan documentar.
- Revise los equipos de inspección, como el espectrómetro, el PMI, el CMM, el durómetro y el rugosímetro.
- Solicitar la inspección del primer artículo para herramientas nuevas o programas de bombeo críticos.
- Compruebe cómo gestionan las piezas fundidas que no cumplen con las especificaciones y si la reparación requiere la aprobación del cliente.
- Solicite la trazabilidad desde el número de lote hasta el envío final.
- Confirme que los métodos de embalaje protegen las superficies mecanizadas y los bordes delgados de las paletas.
- Evalúe la calidad de la comunicación durante la revisión de los planos; las preguntas poco claras al principio a menudo se convierten en retrasos en la producción posteriormente.
Consejo 4: Un proveedor que formula preguntas prácticas sobre el fluido de servicio, la velocidad, el grado de equilibrio, el nivel de inspección y la estrategia de referencia suele proteger el proyecto, no complicarlo.
Si la pieza forma parte de algo más amplio Fundición de precisión OEM Antes de autorizar la producción, es necesario programar, alinear los planos, las aprobaciones de muestras, el embalaje y los informes de inspección. Esta preparación reduce las discrepancias posteriores cuando los equipos de compras, ingeniería y calidad interpretan de forma diferente las tolerancias, los estándares estéticos o los registros de pruebas.
Preguntas frecuentes
1. ¿Cuál es el mejor acero inoxidable para el impulsor de una bomba?
No existe un único grado óptimo. El acero inoxidable CF8 o tipo 304 es adecuado para aplicaciones limpias y de servicio ligero. El acero inoxidable CF8M o tipo 316 es mejor para muchas aplicaciones marinas, químicas y de lavado. Para aplicaciones con cloruros severos, alta resistencia o productos químicos agresivos, pueden ser necesarias aleaciones de níquel o dúplex.
2. ¿Es la fundición a la cera perdida adecuada para todos los impulsores de bombas?
No. La fundición a la cera perdida es eficaz para formas complejas y volúmenes de producción medios, pero los impulsores grandes, las geometrías muy simples o los perfiles hidráulicos extremadamente ajustados pueden fabricarse mejor mediante fundición en arena, fabricación, forja más mecanizado o mecanizado completo a partir de una pieza en bruto.
3. ¿Qué información debe incluirse en el dibujo de un impulsor?
El dibujo debe incluir la aleación estándar, el tratamiento térmico, las dimensiones críticas, el esquema de referencia, el margen de mecanizado, el acabado superficial, el grado de equilibrio, los requisitos de inspección, la cantidad, las notas de aplicación y cualquier límite de reparación aprobado.
4. ¿Por qué se corroen los impulsores de acero inoxidable?
El acero inoxidable resiste la corrosión gracias a una película pasiva de óxido de cromo, pero el cloruro, el pH bajo, las altas temperaturas, las zonas estancadas, las grietas y los productos químicos de limpieza inadecuados pueden degradar esa protección. La selección del material debe ser acorde al entorno real del fluido.
5. ¿Cuál es la diferencia entre CF8 y CF8M?
El CF8 es un acero inoxidable austenítico fundido que suele asociarse con la resistencia a la corrosión del tipo 304. El CF8M contiene molibdeno y suele asociarse con la resistencia del tipo 316, especialmente con una mayor resistencia a la corrosión por picaduras en muchos entornos que contienen cloruros.
6. ¿Cuándo se requiere el balanceo dinámico?
El equilibrado dinámico es preferible para impulsores de mayor velocidad, mayor diámetro o más críticos. Es especialmente importante cuando la vibración puede dañar cojinetes, sellos o acoplamientos. El grado requerido debe definirse según el diseño de la bomba y la velocidad de servicio.
7. ¿Se pueden reparar los defectos de fundición?
Algunos defectos superficiales no críticos pueden disimularse o repararse mediante soldadura si el plano y las normas del cliente lo permiten. Las grietas, la contracción profunda, los defectos cerca del orificio o la raíz del álabe y los defectos en zonas de alta tensión deben revisarse cuidadosamente antes de aceptar cualquier reparación.
8. ¿Cuál es la tolerancia típica para el orificio mecanizado de un impulsor?
La tolerancia depende del tamaño, el ajuste y el diseño del eje. Muchos orificios de impulsores industriales se controlan con una precisión de centésimas de milímetro, pero el plano debe definir la tolerancia exacta, el sistema de ajuste y la relación de la chaveta.
9. ¿Deben pulirse las superficies hidráulicas del impulsor?
El pulido puede mejorar la facilidad de limpieza y reducir la fricción superficial, pero no siempre es necesario. El beneficio depende del tamaño de la bomba, el fluido, la carga y el presupuesto. Eliminar rebabas e irregularidades de fundición suele ser más importante que el brillo estético.
10. ¿Qué documentos deben solicitar los compradores junto con el envío?
Entre los documentos habituales se incluyen el certificado de material, el informe químico, el registro del tratamiento térmico, el informe dimensional, el informe de equilibrado, el registro PMI, el informe de acabado superficial (si es necesario), la lista de embalaje y la información de trazabilidad vinculada al número de colada o al número de lote.
11. ¿Se puede utilizar un mismo diseño de impulsor para varios fluidos?
A veces, pero los requisitos de material, acabado y holgura pueden variar. Una geometría que funciona hidráulicamente puede fallar prematuramente si la aleación no es la adecuada para el fluido, la temperatura o el procedimiento de limpieza.
12. ¿Cómo debe gestionarse la aprobación de las muestras?
Utilice la inspección de la primera pieza, la verificación del material, los registros de balance y los estándares visuales. Conserve muestras aprobadas o fotografías detalladas para futuras comparaciones, especialmente para el acabado de la superficie de fundición y las áreas mezcladas.
Reflexiones finales
La fabricación de un impulsor de bomba de acero inoxidable implica una serie de decisiones. La selección de la aleación protege la pieza contra la corrosión y las altas temperaturas. El control del proceso de fundición define la forma de las paletas y reduce los defectos internos. El mecanizado CNC determina el ajuste mecánico. El equilibrado protege el conjunto giratorio. La inspección proporciona al comprador la garantía de que la pieza no solo tiene la forma correcta, sino que también es trazable y reproducible.
¿Busca un socio de fabricación fiable para impulsores de bombas de acero inoxidable?
Nuestro equipo de ingeniería puede revisar sus planos, recomendarle los materiales y procesos de fabricación adecuados y ofrecerle sugerencias prácticas de producción antes de elaborar un presupuesto.
Si tiene preguntas técnicas, no dude en Contacta con nuestro equipo de ingeniería..







