Elegir un fundición de fundición de precisión La comparación de precios rara vez es tan sencilla. La mayoría de los compradores reciben varias cotizaciones que, a primera vista, parecen similares: calidad del material, precio unitario, costo de utillaje y plazo de entrega. Lo difícil es discernir qué hay detrás de esas cifras.
Una pieza fundida puede parecer sencilla en un plano, pero complicarse en la producción debido a la contracción, la variación del espesor de la pared, el margen de mecanizado, el comportamiento de la aleación o los requisitos de inspección. Un proveedor puede cotizar rápidamente, pero pasar por alto un requisito de prueba de presión. Otro puede comprender la pieza fundida, pero subcontratar el mecanizado a un taller que no controla la ubicación de referencia. Es en estos detalles donde suele comenzar el riesgo de compra.
Para los compradores OEM, los ingenieros mecánicos y los fabricantes de equipos industriales, la fundición adecuada debe minimizar la incertidumbre antes de que comience la producción. Debe revisar el plano con detenimiento, formular preguntas prácticas, explicar los límites del proceso y controlar el trabajo desde el modelo de cera hasta la inspección final. Esta guía explica cómo evaluar una fundición antes de realizar un pedido, especialmente para acero inoxidable, acero inoxidable dúplex, acero resistente al calor, aleación de níquel y otras piezas fundidas industriales de precisión.

Por qué es importante elegir la fundición adecuada
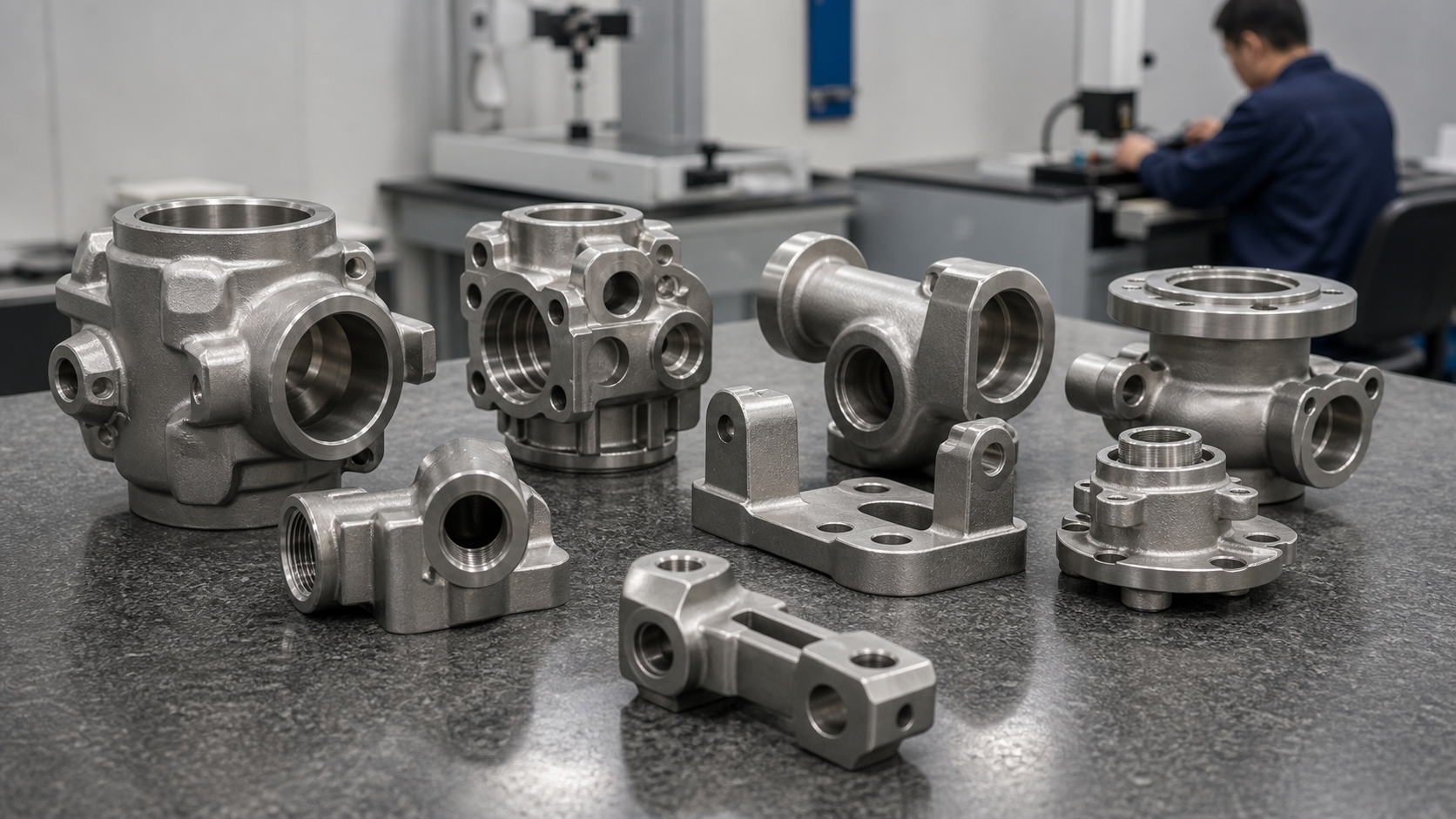
La fundición a la cera perdida suele elegirse por su capacidad para producir formas complejas, un mejor acabado superficial y un control dimensional más preciso que muchos métodos de fundición en arena o fabricación. Sin embargo, esto no significa que todas las fundiciones puedan fabricar la misma pieza con la misma calidad. La diferencia real se aprecia una vez que se fabrican las herramientas, se inspeccionan las muestras y comienzan los pedidos repetidos.
Una mala elección de proveedor suele afectar a cuatro áreas:
- Costo: El precio más bajo de la fundición puede resultar caro si posteriormente se añaden los costes de mecanizado, las reparaciones, el transporte aéreo o los fallos en el lugar de trabajo.
- Plazo de entrega: Una fundición que no cuente con capacidad estable para la fabricación de moldes, la fusión, el tratamiento térmico o el mecanizado puede incumplir los plazos de entrega incluso cuando la pieza fundida en sí sea sencilla.
- Calidad: La desviación dimensional, la porosidad, el uso de materiales incorrectos, las roscas defectuosas o un acabado superficial inconsistente pueden interrumpir las líneas de montaje.
- Cooperación a largo plazo: Un buen fabricante de fundición de precisión Conoce tus productos y mejora los pedidos repetidos. Uno débil repite los mismos problemas en cada lote.
La mejor fundición no siempre es la que dice que sí más rápido. Generalmente es la que detecta el riesgo de fabricación antes de que se emita la orden de compra.
En aplicaciones relacionadas con la seguridad, la retención de presión, la industria naval, los equipos para la industria alimentaria, las bombas, las válvulas y las altas temperaturas, la selección de proveedores debe considerarse parte del control de riesgos de ingeniería. Una pieza fundida no es solo un componente adquirido; es el resultado de un proceso.
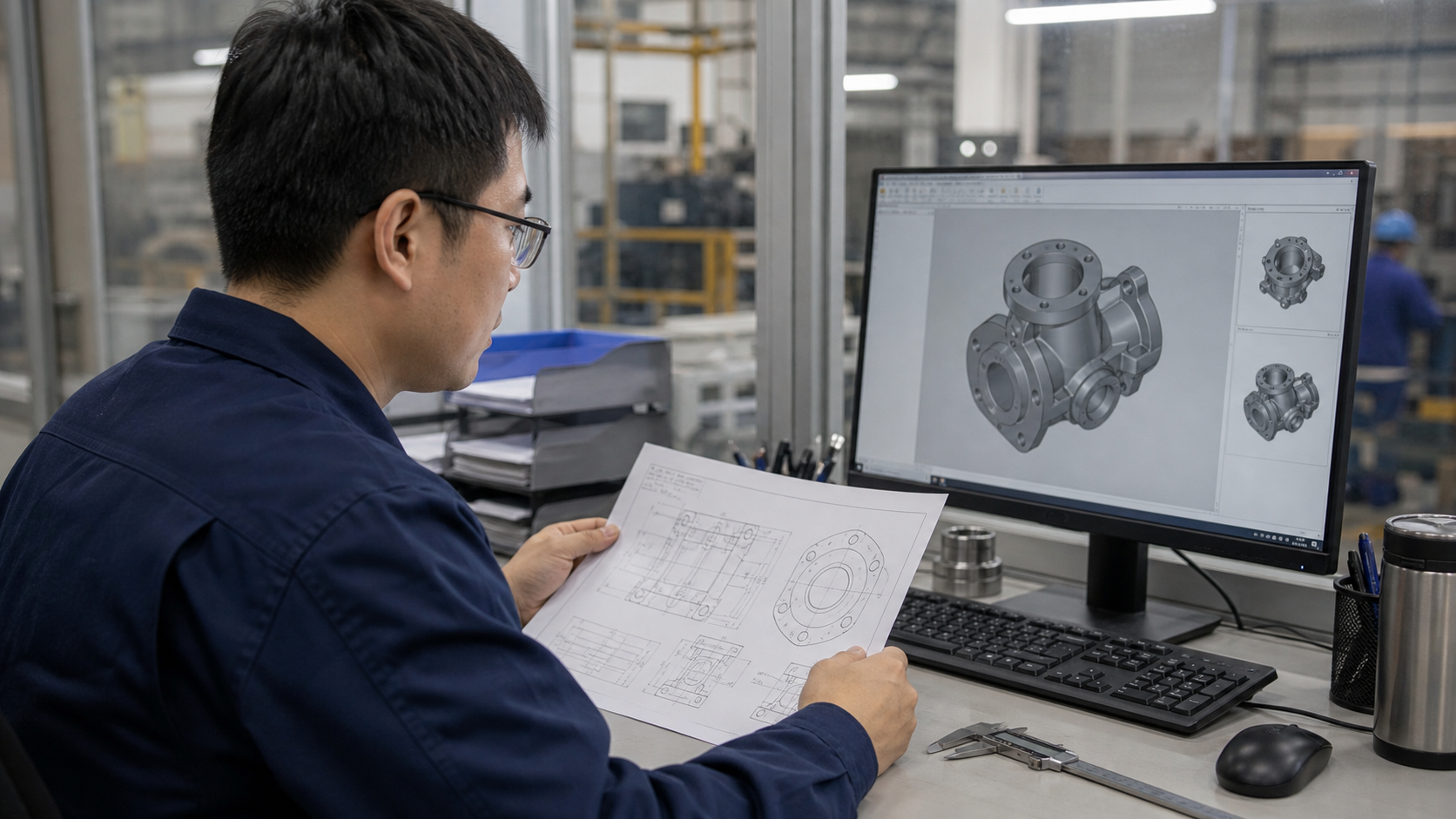
La capacidad de ingeniería es lo primero.
Antes de hablar del precio unitario, pregunte cómo la fundición revisa un plano. Una fundición competente empresa de fundición de precisión No solo se confirmarán la aleación y el peso, sino que también se analizará la viabilidad de la fundición, el espesor de la pared, la dirección de alimentación, la estructura de referencia, el margen de mecanizado, el nivel de tolerancia, el acabado superficial y el método de inspección.
Una buena revisión de ingeniería generalmente incluye:
- Reseña de DFM: ¿Se puede fundir la pieza de forma fiable, o es necesario ajustar las nervaduras, las transiciones, los filetes, los salientes o las secciones de pared?
- Fundición factibilidad: ¿Existen puntos calientes, secciones densas aisladas, cavidades ciegas profundas o áreas propensas a atrapar la concha cerámica?
- Revisión de tolerancia: ¿Qué dimensiones se pueden mantener tal como se fundieron y cuáles requieren mecanizado?
- Recomendación de material: ¿El grado solicitado es adecuado en cuanto a corrosión, temperatura, resistencia, soldadura y coste?
- Capacidad del prototipo: ¿Puede la fundición ofrecer soporte para muestras, lotes pequeños, pruebas de mecanizado e informes de inspección antes de la producción en volumen?
He aquí un ejemplo común. Un comprador envía un plano de un soporte con varias nervaduras delgadas conectadas a un robusto saliente de montaje. El plano es técnicamente correcto, pero la geometría genera una refrigeración desigual. Una fundición con experiencia real podría sugerir añadir transiciones de radio, ajustar la disposición de las nervaduras o mecanizar la superficie de montaje después de la fundición. Un proveedor que solo ofrece presupuestos podría ignorar el problema, producir muestras y luego atribuirlo a la "variación de fundición" cuando la zona del saliente muestre contracción o las nervaduras se deformen.
Otro ejemplo es un componente de bomba o válvula. El comprador puede indicar varias dimensiones de sellado con tolerancias estrictas. Una fundición eficiente separará las dimensiones de la pieza fundida de las superficies de sellado mecanizadas y definirá referencias de datum para el mecanizado CNC. Esto evita que una pieza fundida supere la inspección visual pero falle en el montaje porque las características mecanizadas no se corresponden correctamente con el cuerpo de la pieza.
Si el proyecto es nuevo Fundición de inversión OEM, solicite una breve nota DFM con la cotización. No es necesario que sea un informe extenso. Incluso una revisión de una página que muestre los riesgos clave, las tolerancias de mecanizado propuestas y las preguntas abiertas le dice mucho sobre la profundidad de ingeniería del proveedor. Para trabajos de desarrollo más amplios, páginas como Fabricación OEM puede ayudar a definir el tipo de capacidad del proveedor que se necesita, más allá de la simple fundición.
Evaluar la experiencia del material
Muchas fundiciones ofrecen extensos catálogos de materiales. Si bien una lista es útil, no demuestra experiencia. Lo que realmente importa es si la fundición comprende el comportamiento de la aleación durante la fusión, el vertido, el tratamiento térmico, el mecanizado, la inspección y el mantenimiento.
Para Fundición de precisión de acero inoxidable y piezas resistentes a la corrosión, los compradores suelen ver grados como:
- 304: Resistencia general a la corrosión, común en maquinaria, equipos relacionados con la industria alimentaria y accesorios industriales.
- 316 y 316L: Mayor resistencia en ambientes con cloruros o marinos; el acero inoxidable 316L se suele elegir cuando la soldadura o un menor contenido de carbono son importantes.
- CF8 y CF8M: Equivalentes fundidos comúnmente asociados con aplicaciones de fundición de acero inoxidable tipo 304 y 316.
- 2205: Acero inoxidable dúplex con mayor resistencia y mejor resistencia a la corrosión bajo tensión por cloruros que los aceros inoxidables austeníticos comunes.
- 2507: Acero inoxidable superdúplex para cumplir con los exigentes requisitos de resistencia y corrosión.
- 310S: Acero inoxidable resistente al calor para aplicaciones a altas temperaturas.
- Aleaciones de níquel: Se utiliza cuando la resistencia a la corrosión, al calor o a los productos químicos supera la capacidad del acero inoxidable estándar.
- Inconel y Hastelloy: Seleccionados para aplicaciones en condiciones de altas temperaturas o con productos químicos agresivos, pero requieren un control preciso del proceso de fusión.
La pregunta importante no es "¿Se puede fundir acero inoxidable 316?". La mayoría de las fundiciones responderán que sí. Las preguntas más pertinentes son: ¿Cómo se verifica la composición química? ¿Se controla la ferrita donde es necesario? ¿Qué tratamiento térmico se utiliza? ¿Cuál es el acabado superficial típico después de la pasivación o el pulido? ¿Cómo se mecaniza la aleación después de la fundición? ¿Qué certificados de ensayo se pueden proporcionar?
| Pregunta del comprador | Respuesta débil | Respuesta más contundente |
|---|---|---|
| ¿Puedes fabricar CF8M? | Sí, fabricamos acero inoxidable. | Sí. Verificamos la composición química mediante espectrómetro, proporcionamos trazabilidad del número de lote y podemos suministrar la norma EN10204 3.1 cuando sea necesario. |
| ¿Puedes lanzar 2205? | Podemos intentarlo. | Ya hemos fabricado piezas fundidas dúplex anteriormente y confirmaremos el tratamiento térmico, el PMI, las pruebas mecánicas y los requisitos relacionados con la corrosión antes de elaborar un presupuesto. |
| ¿Puedes fabricar Inconel? | Sí, es posible cualquier aleación. | Primero debemos revisar el grado, la temperatura de servicio, la tolerancia, el espesor mínimo de pared, la cantidad y las pruebas, ya que el costo de vertido y mecanizado es muy diferente al del acero inoxidable. |
La experiencia con los materiales también influye en el costo. Un proveedor que comprenda el comportamiento de las aleaciones puede evitar especificaciones excesivas. Por ejemplo, algunas piezas se cotizan en acero inoxidable 316 cuando el 304 podría ser adecuado. Otras se especifican en acero inoxidable común cuando se requiere acero inoxidable dúplex o aleación de níquel. La fundición no debería rediseñar su producto, pero sí debería poder analizar las ventajas y desventajas con honestidad.
Inspeccione su proceso de fabricación.
La fundición a la cera perdida a veces se denomina fundición de inversión porque el modelo de cera se retira antes de verter el metal. Un profesional proveedor de fundición a la cera perdida Debe ser capaz de explicar cada paso con claridad y mostrar cómo se controla el proceso.
Inyección de cera
Los modelos de cera deben ser uniformes, ya que cada pieza fundida parte de la cera. Verifique que la fundición controle la temperatura de la cera, la presión de inyección, el estado del molde, la tolerancia de contracción y la inspección del modelo. Pequeñas variaciones en la cera pueden convertirse en variaciones dimensionales después de la fundición.

Edificio en bruto
La calidad del recubrimiento cerámico influye en el acabado superficial, la estabilidad dimensional y los defectos de fundición. Pregunte cuántas capas de recubrimiento se utilizan, cómo se controla el secado y si se monitorizan la humedad y la temperatura. Las piezas delgadas y complejas, así como las de gran sección, no siempre requieren el mismo proceso de recubrimiento.

Desencerado y vertido
El desencerado elimina el patrón de cera y deja al descubierto la cavidad cerámica. Un desencerado deficiente puede provocar grietas en las cáscaras o dejar residuos. El vertido requiere una técnica de fusión adecuada, control de temperatura, diseño del sistema de alimentación y precalentamiento de la cáscara. Estas decisiones influyen en la contracción, el llenado incompleto, las inclusiones de óxido y el estado de la superficie.

Tratamiento térmico, mecanizado, inspección y embalaje.
Después del desmoldeo y el corte, las piezas fundidas pueden requerir tratamiento térmico, granallado, rectificado, mecanizado, pasivación, pulido, recubrimiento u otros. acabado de superficies. El embalaje también debe formar parte del control de procesos. Las superficies de sellado mecanizadas, las roscas y las superficies pulidas pueden dañarse durante el transporte si el embalaje se trata como algo secundario.
Una visita práctica a la fábrica, incluso mediante vídeo, debería mostrar el flujo real del proceso. No se necesita una sala de exposición perfecta. Se necesitan pruebas de que el trabajo está organizado, que los operarios comprenden el proceso y que la fundición puede separar los materiales, los lotes y el estado de las inspecciones.
El control de calidad es más que certificados ISO.
La certificación ISO es útil, pero no inspecciona las piezas. La calidad depende de los controles integrados en el proceso de producción y de si se pueden rastrear los registros hasta cada lote y colada.
Para uso industrial Fundición de precisión a medida, Pregunte qué inspecciones son estándar y cuáles requieren arreglos especiales. Los controles comunes incluyen:
- PMI: Identificación precisa del material para confirmar la aleación en piezas terminadas o semielaboradas.
- Espectrómetro: Verificación de la composición química durante la fusión o para la comprobación del calor.
- CMM: Medición de coordenadas para dimensiones críticas y relaciones de referencia.
- Pruebas de dureza: Útil después del tratamiento térmico o para la confirmación del material.
- Prueba de presión: Importante para cuerpos de válvulas, piezas de bombas, colectores y componentes sellados.
- Inspección de superficie: Inspección visual para detectar grietas, inclusiones de arena, picaduras, solapamientos y marcas de rectificado inaceptables.
- Trazabilidad de los materiales: Número de colada, número de lote y registros de inspección vinculados al envío.

Un buen equipo de control de calidad también aclarará los estándares de aceptación. Por ejemplo, los requisitos estéticos de la superficie para las piezas visibles del equipo son diferentes a los de los componentes internos ocultos de la bomba. Un pequeño poro de fundición puede ser aceptable en una superficie no crítica, pero inaceptable cerca de una zona de sellado o un límite de presión. Si el plano no lo define con claridad, la fundición debe consultar antes de la producción.
Para la calificación de proveedores, revise la fábrica. control de calidad Pregunte si tienen capacidad y solicite informes de muestra. No se limite a preguntar si disponen de una máquina de medición por coordenadas (CMM). Pregunte si pueden medir su pieza, su sistema de referencia y el formato de informe que necesita.
Capacidad de mecanizado
Muchas piezas fundidas a la cera perdida no se terminan después del proceso de fundición. Los orificios de montaje, las superficies de sellado, las roscas, los asientos de los cojinetes, los ejes, las ranuras y las superficies de referencia suelen requerir mecanizado. Por ello, una fundición con capacidad CNC propia suele ser más fácil de gestionar que una que solo suministra piezas fundidas en bruto.

La ventaja no radica solo en la comodidad, sino también en el control técnico. La fundición puede diseñar el margen de mecanizado en función de las variaciones reales de la fundición, fijar la pieza según el plano de referencia y ajustar el proceso tras la inspección de la muestra. Cuando la fundición y el mecanizado los realizan proveedores diferentes, la responsabilidad puede resultar confusa. La fundición culpa al mecanizado, el taller de mecanizado a la fundición, y el comprador queda atrapado en medio.
Entre las capacidades de mecanizado útiles se incluyen:
- Mecanizado de 3 ejes: Común para caras, cavidades, agujeros simples y fresado en general.
- Mecanizado de 4 ejes: Útil para piezas que requieren el mecanizado de múltiples caras con una mejor relación posicional.
- Mecanizado de 5 ejes: Útil para geometrías complejas, elementos angulares, impulsores y configuraciones de fijación difíciles.
- Torneado: Necesario para ejes, casquillos, cuerpos redondos, anillos roscados y elementos de rotación.
- Molienda: Necesario para superficies planas, ranuras, perfiles y caras de montaje.
- Mecanizado de roscas: Fundamental para piezas industriales ensambladas, especialmente cuando la profundidad de la rosca, la perpendicularidad o el sellado son importantes.
Para proyectos con requisitos de mecanizado precisos, envíe tanto el plano de fundición como el plano de mecanizado final. Si solo está disponible el plano final, pida al proveedor que identifique qué superficies se fundirán y cuáles se mecanizarán. Para conocer las capacidades relacionadas, revise Servicios de mecanizado CNC y confirmar la planificación de los accesorios durante la fase de muestreo.
Preguntas que todo comprador debería hacerse antes de realizar un pedido.
Una buena solicitud de cotización debe hacer visible el riesgo. Las siguientes preguntas ayudan a distinguir a un verdadero socio de fabricación de un proveedor que solo responde con un precio.
Lista de verificación del comprador
- ¿Puede proporcionar comentarios sobre el diseño para la fabricación (DFM) antes de la creación de las herramientas?
- ¿Podría confirmar qué dimensiones serán las originales (tal como se fundieron) y cuáles requerirán mecanizado?
- ¿Puede proporcionar el PPAP si el proyecto lo requiere?
- ¿Pueden facilitarme certificados de materiales EN10204 3.1?
- ¿Es posible realizar la inspección previa a la compra (PMI) en piezas terminadas?
- ¿Qué equipo de inspección se utilizará para esta pieza?
- ¿Puede proporcionarnos informes de CMM para las dimensiones críticas?
- ¿Cuál es su plazo de entrega habitual para herramientas, muestras y producción?
- ¿Cómo se controla la trazabilidad de los materiales por lote y tipo de calentamiento?
- ¿Realizan el mecanizado CNC internamente o lo subcontratan?
- ¿Qué opciones de acabado superficial existen después del mecanizado?
- ¿Cómo se embalan las piezas mecanizadas o pulidas para evitar daños?
- ¿Qué información necesitan de nosotros antes de poder ofrecerles un presupuesto preciso?
- ¿Ha fabricado piezas similares para bombas, válvulas, maquinaria, equipos marinos o conjuntos industriales?
Las respuestas deben ser específicas. Si todas las respuestas son “sí, no hay problema”, pida ejemplos. Un proveedor serio explicará las condiciones, los límites y lo que necesita confirmarse. Eso es una buena señal, no un problema.
Errores comunes que cometen los compradores
La mayoría de los problemas de compra en la fundición de precisión comienzan antes de la producción. Suelen deberse a requisitos poco claros, muestreos apresurados o a tratar las piezas fundidas como si fueran artículos de catálogo.
- Elegir únicamente por precio unitario: Una pieza fundida más barata puede resultar más cara tras los costes de mecanizado y los retrasos en la entrega.
- Envío de dibujos incompletos: La falta de información sobre tolerancias, estándares de materiales, tratamiento térmico, acabado superficial o notas de inspección genera diferentes suposiciones entre el comprador y el proveedor.
- Ignorando el punto de referencia de mecanizado: Una pieza fundida puede tener dimensiones aceptables, pero resultar difícil de mecanizar si la planificación de referencia es deficiente.
- Especificar tolerancias en exceso: Las tolerancias estrictas en las superficies fundidas no críticas aumentan el coste sin mejorar la funcionalidad.
- Especificación insuficiente de superficies críticas: Las superficies de sellado, las zonas de presión y las interfaces de montaje necesitan requisitos claros.
- No se confirman los certificados de material: En el caso de acero inoxidable, aleaciones dúplex, resistentes al calor y de níquel, la trazabilidad debe analizarse antes de la producción.
- Omitir la revisión del prototipo: Las muestras deben utilizarse para confirmar tanto el proceso de fundición como el de mecanizado, no solo la apariencia.
- No se define la aceptación de la superficie: Las expectativas estéticas deben describirse con fotografías, estándares o muestras aprobadas.
- Modificar los planos después de la fabricación de las herramientas sin revisión: Pequeños cambios geométricos pueden afectar a la matriz de cera, la entrada de alimentación, la carcasa y los dispositivos de mecanizado.
- Suponiendo que todas las fundiciones son iguales: El conocimiento de los procesos, la experiencia con aleaciones, la disciplina en la inspección y la comunicación varían ampliamente.
Un hábito útil consiste en clasificar los requisitos en tres grupos: funcionales, de fabricación y estéticos. Los requisitos funcionales incluyen resistencia, sellado, montaje, resistencia a la corrosión y temperatura. Los requisitos de fabricación incluyen tolerancia, margen de mecanizado y método de inspección. Los requisitos estéticos incluyen acabado superficial, defectos visibles, pulido y embalaje. Al separarlos claramente, la aprobación de presupuestos y muestras resulta mucho más sencilla.
Por qué es importante una colaboración a largo plazo
Los proyectos de fundición a la cera perdida mejoran con el conocimiento acumulado. El primer pedido permite a la fundición conocer sus hábitos de dibujo, las consideraciones de montaje, las preferencias de inspección, las necesidades de embalaje y el proceso de aprobación. Un proveedor que registra y utiliza este conocimiento puede mejorar la estabilidad a lo largo del tiempo.
La cooperación a largo plazo es especialmente valiosa para piezas OEM repetidas, familias de productos y ensamblajes industriales. Una vez que la fundición comprende la función de la pieza, puede ofrecer información más precisa sobre cambios en los planos, reducción de costos, secuencia de mecanizado, sustitución de materiales y planificación de entregas. Esto no significa aceptar un rendimiento deficiente debido a antecedentes, sino elegir un proveedor que considere el historial como datos de fabricación.
Para compradores que manejan líneas de productos relacionadas, como por ejemplo: sujetadores, piezas de bombas, componentes de maquinaria, piezas de válvulas o piezas de máquinas de café, Un proveedor estable también puede ayudar a estandarizar los materiales, los acabados, el embalaje y los documentos de inspección en múltiples componentes.
Una buena fundición debería estar dispuesta a hablar de los problemas directamente. Los defectos de fundición, las dificultades de mecanizado y la presión por los plazos de entrega son habituales en la producción real. La diferencia radica en si el proveedor los oculta a última hora o los comunica con antelación y propone un plan correctivo. Para las relaciones comerciales industriales a largo plazo, esa honestidad tiene un valor incalculable.
Preguntas frecuentes
¿Cuál es el factor más importante a la hora de elegir una fundición de precisión?
La capacidad de ingeniería suele ser el factor primordial. Una fundición que pueda evaluar la viabilidad de fabricación, las tolerancias, los materiales, el mecanizado y los requisitos de inspección antes de la fabricación de las herramientas reducirá los riesgos a lo largo del proyecto.
¿Es suficiente la certificación ISO para cualificar una fundición?
No. La certificación ISO es útil, pero los compradores también deben verificar el equipo de inspección real, la trazabilidad del material, el control del proceso, los informes de muestras y la experiencia con piezas similares.
¿Debería elegir una fundición con mecanizado CNC propio?
Para las piezas fundidas mecanizadas, el control CNC interno suele ser una gran ventaja. Mejora el control sobre la planificación de referencias, el margen de mecanizado, el cronograma y la responsabilidad cuando surgen problemas.
¿Qué información debo enviar para obtener un presupuesto exacto?
Envíe los dibujos en 2D, los archivos en 3D, el grado del material, la cantidad anual, los requisitos de tolerancia, el acabado superficial, el tratamiento térmico, los requisitos de inspección, la aplicación y cualquier certificado necesario.
¿Es posible mantener tolerancias estrictas en la fundición a la cera perdida sin necesidad de mecanizado?
Algunas dimensiones se pueden controlar bien en la fundición, pero las dimensiones de sellado, cojinete, rosca y ensamblaje suelen requerir mecanizado. La fundición debe tener esto en cuenta durante la revisión de los planos.
¿Cómo puedo verificar la autenticidad del material de fundición de precisión de acero inoxidable?
Solicite los registros del espectrómetro, el PMI cuando sea necesario, la trazabilidad del número de lote y los certificados de materiales, como el EN10204 3.1, si su proyecto requiere documentación formal.
¿Cuál es la diferencia entre un proveedor de fundición a la cera perdida y un fabricante de fundición de precisión?
Los términos suelen referirse al mismo proceso. La distinción más importante radica en la capacidad: revisión de ingeniería, utillaje, cera, moldeo, vertido, tratamiento térmico, mecanizado, inspección y documentación.
¿Cuándo se debe solicitar el PPAP?
El PPAP es común en la industria automotriz y en algunas cadenas de suministro de fabricantes de equipos originales (OEM). Solicítelo cuando su cliente o sistema de calidad interno requiera documentos formales de aprobación de producción.
¿Cuánto tiempo suele tardar un nuevo proyecto de fundición a la cera perdida a medida?
Los plazos dependen de la complejidad de las herramientas, la aleación, la aprobación de las muestras, el mecanizado y las pruebas. Muchos proyectos requieren tiempo específico para la fabricación de herramientas, las primeras muestras, la revisión de la inspección, las correcciones y la producción.
¿Puede una sola fundición encargarse tanto de la producción de prototipos como de la producción en masa?
Algunos sí pueden. Los compradores deben confirmar el método de prototipado, la inspección de muestras, la estrategia de utillaje y si el proceso utilizado para las muestras puede pasar de forma fiable a la producción.
¿Necesitas ayuda para evaluar tu proyecto de casting?
Suba sus planos o especificaciones y nuestro equipo de ingeniería revisará la viabilidad de fabricación, la selección de materiales y la factibilidad de producción antes de elaborar un presupuesto.







