Выбор Литейный завод по литью по выплавляемым моделям Сравнение цен редко бывает простым. Большинство покупателей получают несколько предложений, которые на первый взгляд кажутся похожими: марка материала, цена за единицу, стоимость оснастки и сроки поставки. Сложность заключается в том, чтобы понять, что скрывается за этими цифрами.
На чертеже отливка может выглядеть простой, но в процессе производства оказаться сложной из-за усадки, неравномерности толщины стенок, припусков на механическую обработку, особенностей сплава или требований к контролю качества. Поставщик может быстро предложить цену, но не выполнить требование по испытанию под давлением. Другой поставщик может понимать особенности отливки, но передать механическую обработку на аутсорсинг в цех, который не контролирует расположение базовых элементов. Именно в этих деталях обычно и начинается риск при закупке.
Для OEM-заказчиков, инженеров-механиков и производителей промышленного оборудования правильный выбор литейного цеха должен минимизировать неопределенность до начала производства. Он должен внимательно изучить чертеж, задать практические вопросы, объяснить ограничения процесса и контролировать работу от восковой модели до окончательной проверки. В этом руководстве объясняется, как оценить литейный цех перед размещением заказа, особенно в отношении нержавеющей стали, дуплексной нержавеющей стали, жаропрочной стали, никелевых сплавов и других прецизионных промышленных отливок.

Почему выбор правильного литейного завода имеет значение
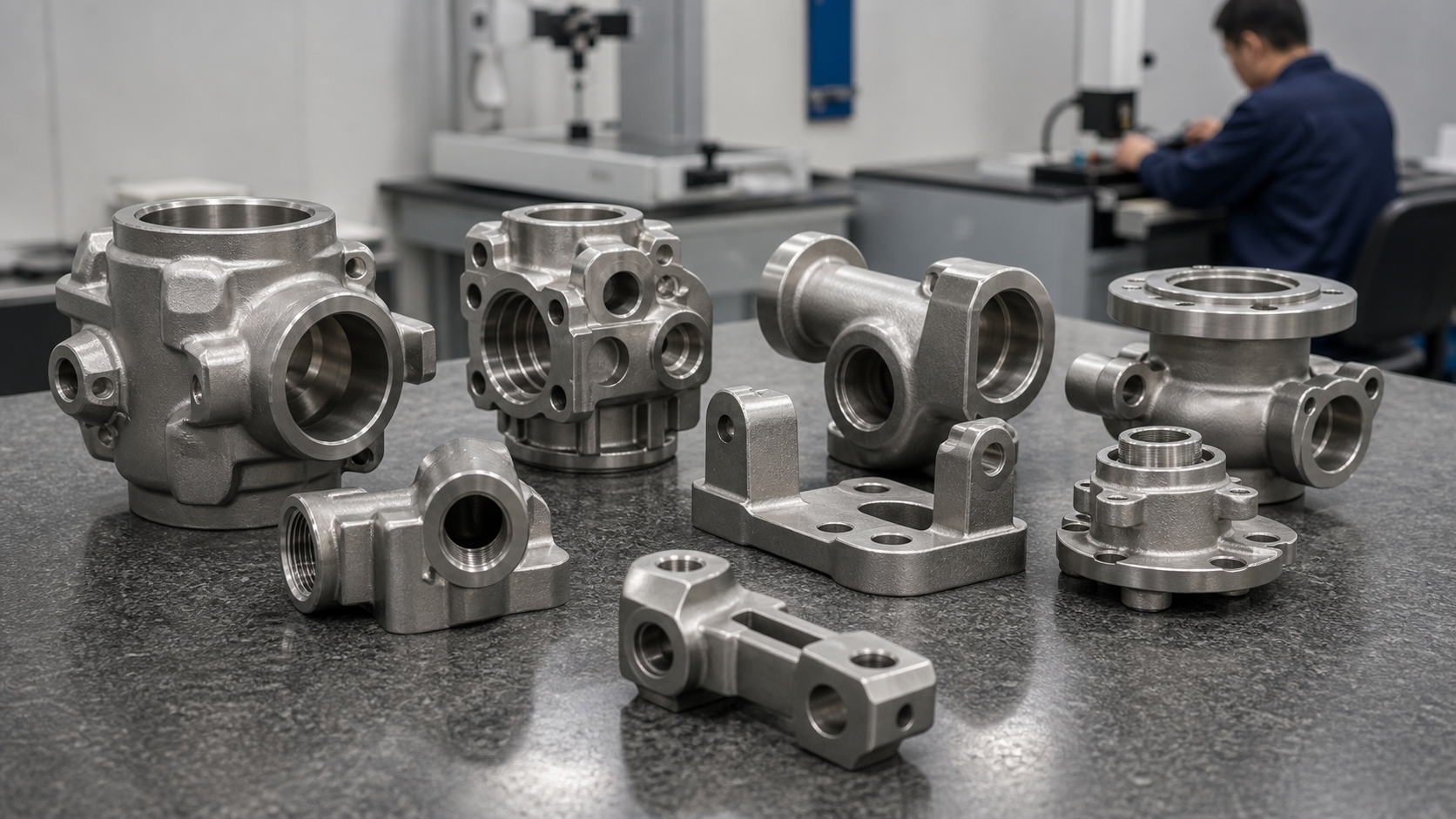
Литье по выплавляемым моделям часто выбирают потому, что оно позволяет получать сложные формы, обеспечивает лучшее качество поверхности и более точный контроль размеров, чем многие методы литья в песчаные формы или изготовления деталей. Это не означает, что каждый литейный цех может изготовить одну и ту же деталь одинаково хорошо. Реальная разница проявляется после изготовления оснастки, проверки образцов и начала выполнения повторных заказов.
Неправильный выбор поставщика обычно влияет на четыре области:
- Расходы: Самая низкая цена литья может превратиться в высокую, если к ней позже добавить затраты на механическую обработку, доработку, авиаперевозки или поломки в процессе эксплуатации.
- Время выполнения: Литейный завод, не имеющий стабильных мощностей по изготовлению оболочек, плавке, термообработке или механической обработке, может не уложиться в сроки отгрузки, даже если сама отливка является простой.
- Качество: Отклонение размеров, пористость, неправильный материал, некачественная резьба или неравномерная обработка поверхности могут нарушить работу сборочных линий.
- Долгосрочное сотрудничество: Хороший производитель литья по выплавляемым моделям Изучает вашу продукцию и увеличивает количество повторных заказов. Слабый игрок повторяет одни и те же проблемы в каждой партии.
Лучший литейный завод — это не всегда тот, кто быстрее всех говорит «да». Как правило, это тот, кто выявляет производственные риски до того, как будет размещен заказ на закупку.
Для применений, связанных с безопасностью, поддержанием давления, морской техникой, пищевым оборудованием, насосами, клапанами и высокотемпературными системами, выбор поставщика должен рассматриваться как часть инженерного контроля рисков. Литье — это не просто приобретаемый компонент. Это результат технологического процесса.
Инженерные возможности превыше всего.
Прежде чем обсуждать цену за единицу продукции, поинтересуйтесь, как литейный цех проверяет чертеж. Компетентный специалист... компания по литью по выплавляемым моделям Это позволит не только подтвердить сплав и вес. Будут рассмотрены возможность литья, толщина стенок, направление подачи, базовая структура, припуск на механическую обработку, уровень допуска, качество поверхности и метод контроля.
Качественная инженерная экспертиза обычно включает в себя:
- Обзор DFM: Можно ли надежно отлить эту деталь, или следует скорректировать ребра, переходы, скругления, выступы или секции стенок?
- Кастинг осуществимость: Есть ли очаги перегрева, отдельные массивные участки, глубокие глухие полости или места, где может скапливаться керамическая скорлупа?
- Проверка допусков: Какие размеры можно сохранить в литом состоянии, а какие требуют механической обработки?
- Рекомендации по материалам: Подходит ли запрашиваемый сорт стали с точки зрения коррозии, температуры, прочности, сварки и стоимости?
- Возможности прототипирования: Может ли литейный цех обеспечить изготовление образцов, небольших партий, пробную механическую обработку и составление отчетов о проверке качества перед началом серийного производства?
Вот распространённый пример. Покупатель присылает чертеж кронштейна с несколькими тонкими ребрами, соединёнными с массивным монтажным выступом. Чертеж технически верен, но геометрия создаёт неравномерное охлаждение. Литейный завод с реальным опытом может предложить добавить радиусные переходы, скорректировать расположение рёбер или обработать монтажную поверхность после литья. Поставщик, предлагающий только расценки, может проигнорировать проблему, изготовить образцы, а затем свалить вину на “отклонение отливки”, когда в области выступа обнаруживается усадка или деформация рёбер.
Другой пример — компонент насоса или клапана. Покупатель может указать несколько размеров уплотнений как имеющие жесткие допуски. Практичный литейный цех отделит размеры отливки от обработанных уплотнительных поверхностей и определит базовые точки для ЧПУ. Это позволяет избежать ситуации, когда отливка проходит визуальный осмотр, но не проходит сборку, потому что обработанные элементы не соответствуют корпусу отливки.
Если проект новый OEM-литье по выплавляемым моделям, Запросите к коммерческому предложению краткую заметку по DFM (проектированию с учетом технологичности производства). Длинный отчет не обязателен. Даже одностраничный обзор, демонстрирующий ключевые риски, предлагаемые допуски на обработку и открытые вопросы, многое расскажет о профессионализме поставщика в области проектирования. Для более масштабных работ по разработке, например, могут потребоваться страницы с описанием необходимых параметров. OEM-производство это может помочь определить, какие возможности поставщика необходимы, помимо простого литья.
Оцените опыт использования материалов.
Многие литейные заводы приводят обширные перечни материалов. Список полезен, но он не является доказательством опыта. Важно то, понимает ли завод, как ведет себя сплав во время плавки, заливки, термообработки, механической обработки, контроля качества и эксплуатации.
Для литье из нержавеющей стали по выплавляемым моделям В случае с коррозионностойкими деталями покупатели часто видят такие марки, как:
- 304: Общая коррозионная стойкость, характерная для машин, оборудования пищевой промышленности и промышленного оборудования.
- 316 и 316L: Повышенная устойчивость к хлоридам или морской среде; сталь марки 316L часто выбирают там, где важна сварка или низкое содержание углерода.
- CF8 и CF8M: Литые аналоги, обычно используемые в литье из нержавеющей стали марок 304 и 316.
- 2205: Дуплексная нержавеющая сталь обладает более высокой прочностью и лучшей стойкостью к коррозии под воздействием хлоридов, чем обычные аустенитные нержавеющие стали.
- 2507: Супердуплексная нержавеющая сталь, отвечающая высоким требованиям к коррозионной стойкости и прочности.
- 310S: Жаростойкая нержавеющая сталь для применения при высоких температурах.
- Никелевые сплавы: Используется в тех случаях, когда стойкость к коррозии, высоким температурам или химическим воздействиям превосходит стандартные характеристики нержавеющей стали.
- Инконель и хастеллой: Они предназначены для работы при высоких температурах или в агрессивных химических средах, но требуют тщательного плавления и контроля технологического процесса.
Важный вопрос не в том, “Можете ли вы отливать 316-ю сталь?”. Большинство литейных заводов ответят утвердительно. Лучше спросить: Как вы проверяете химический состав? Контролируете ли вы феррит там, где это необходимо? Какая термообработка используется? Какая чистота поверхности типична после пассивации или полировки? Как обрабатывается сплав после отливки? Какие сертификаты испытаний могут быть предоставлены?
| Вопрос покупателя | Слабый ответ | Более убедительный ответ |
|---|---|---|
| Вы можете изготовить CF8M? | Да, мы производим нержавеющую сталь. | Да. Мы проверяем химический состав с помощью спектрометра, обеспечиваем прослеживаемость по номеру партии и можем поставлять продукцию в соответствии со стандартом EN10204 3.1 при необходимости. |
| Можно ли использовать заклинание 2205? | Мы можем попробовать. | Мы уже изготавливали отливки из дуплексной стали и перед предоставлением коммерческого предложения подтвердим требования к термообработке, PMI, механическим испытаниям и коррозионной стойкости. |
| Вы можете производить инконель? | Да, возможен любой сплав. | В первую очередь нам необходимо изучить марку стали, рабочую температуру, допуски, минимальную толщину стенки, количество и методы испытаний, поскольку затраты на литье и механическую обработку значительно отличаются от затрат на нержавеющую сталь. |
Опыт работы с материалами также влияет на стоимость. Поставщик, понимающий особенности сплавов, может предотвратить излишнее усложнение спецификации. Например, некоторые детали указываются из стали 316, хотя может подойти сталь 304. Другие детали указываются из обычной нержавеющей стали, когда необходима дуплексная нержавеющая сталь или никелевый сплав. Литейный завод не должен перепроектировать ваш продукт, но он должен быть в состоянии честно обсудить компромиссы.
Проверьте их производственный процесс.
Литье по выплавляемым моделям иногда называют литьем по восковым моделям, потому что восковая модель удаляется перед заливкой металла. Профессионал поставщик услуг по литью по выплавляемым моделям должен уметь четко объяснить каждый шаг и показать, как контролируется процесс.
Впрыскивание воска
Восковые модели должны быть однородными, поскольку каждая отливка начинается с воска. Проверьте, контролирует ли литейный цех температуру воска, давление впрыска, состояние формы, припуск на усадку и контроль качества модели. Небольшие отклонения в воске могут привести к отклонениям в размерах после отливки.

Здание Shell
Качество керамической оболочки влияет на чистоту поверхности, стабильность размеров и дефекты литья. Уточните, сколько слоев оболочки используется, как контролируется сушка, а также ведется ли мониторинг влажности и температуры. Для тонких, сложных деталей и деталей с большим диаметром не всегда требуется одинаковая технология изготовления оболочек.

Удаление воска и заливка
Удаление воска приводит к снятию восковой модели и образованию керамической полости. Некачественное удаление воска может привести к растрескиванию оболочек или образованию налета. Затем для заливки требуется правильная технология плавления, контроль температуры, конструкция литниковой системы и предварительный нагрев оболочки. Эти факторы влияют на усадку, растекание, наличие оксидных включений и состояние поверхности.

Термообработка, механическая обработка, контроль качества и упаковка.
После выбивания и обрезки отливки могут потребовать термообработки, пескоструйной обработки, шлифовки, механической обработки, пассивации, полировки, нанесения покрытия или других видов обработки. отделка поверхности. Упаковка также должна быть частью контроля технологического процесса. Обработанные уплотнительные поверхности, резьба и полированные поверхности могут быть повреждены при транспортировке, если к упаковке относятся как к чему-то второстепенному.
Практический осмотр завода, даже в видеоформате, должен демонстрировать реальный технологический процесс. Вам не нужен идеальный выставочный зал. Вам нужны доказательства того, что работа организована, операторы понимают процесс, а литейный цех умеет разделять материалы, партии и контролировать состояние продукции.
Контроль качества — это больше, чем просто сертификаты ISO.
Сертификация ISO полезна, но она не гарантирует качество деталей. Качество зависит от проверок, заложенных в производственный процесс, и от того, можно ли отследить данные по каждой партии и плавке.
Для промышленного литье по выплавляемым моделям на заказ, Уточните, какие проверки являются стандартными, а какие требуют специальной подготовки. К распространенным мерам контроля относятся:
- PMI: Точная идентификация материала для подтверждения наличия сплава в готовых или полуфабрикатных деталях.
- Спектрометр: Проверка химического состава в процессе плавления или для подтверждения плавки.
- КИМ: Координатные измерения для определения критических размеров и базовых соотношений.
- Испытание на твердость: Полезно после термообработки или для подтверждения качества материала.
- Испытание под давлением: Важно для корпусов клапанов, деталей насосов, коллекторов и герметичных компонентов.
- Осмотр поверхности: Визуальный осмотр на наличие трещин, включений песка, ямок, нахлесток и неприемлемых следов шлифовки.
- Прослеживаемость материалов: Номер партии, номер партии и записи о проверке, относящиеся к отгрузке.

Квалифицированная команда также уточнит стандарты приемки. Например, требования к внешнему виду видимых деталей оборудования отличаются от требований к скрытым внутренним элементам насоса. Небольшая литейная пора может быть допустима на некритической поверхности, но недопустима вблизи зоны уплотнения или границы раздела давлений. Если на чертеже это не указано четко, литейный цех должен уточнить это до начала производства.
Для проверки квалификации поставщика ознакомьтесь с информацией о заводе. контроль качества Запросите информацию о возможностях компании и приложите примеры отчетов. Не ограничивайтесь вопросом о наличии КИМ (координатно-измерительной машины). Спросите, могут ли они измерить вашу деталь, вашу базовую схему и предоставить необходимый формат отчета.
Возможности обработки
Многие отливки, изготовленные методом литья по выплавляемым моделям, не проходят окончательную обработку после литья. Монтажные отверстия, уплотнительные поверхности, резьба, посадочные места подшипников, валы, пазы и базовые поверхности часто требуют механической обработки. Именно поэтому литейный цех с собственным оборудованием для ЧПУ-обработки обычно проще в управлении, чем цех, поставляющий только необработанные отливки.

Преимущество заключается не только в удобстве. Это технический контроль. Литейный цех может рассчитать припуск на механическую обработку, исходя из фактических отклонений отливки, закрепить деталь в соответствии с базовыми параметрами отливки и скорректировать процесс после выборочной проверки. Когда литье и механическая обработка выполняются разными поставщиками, ответственность может стать неясной. Литейный цех обвиняет механическую обработку. Механический цех обвиняет литье. Покупатель оказывается в затруднительном положении.
К полезным возможностям механической обработки относятся:
- 3-осевая обработка: Часто используется для обработки поверхностей, карманов, простых отверстий и для фрезерования в целом.
- 4-осевая обработка: Полезно для деталей, требующих обработки нескольких сторон с улучшенным позиционированием.
- 5-осевая обработка: Полезно при работе со сложной геометрией, угловыми элементами, рабочими колесами и сложными конфигурациями зажимных приспособлений.
- Поворот: Требуется для валов, втулок, круглых корпусов, резьбовых колец и вращающихся элементов.
- Фрезерование: Необходим для обеспечения плоскостности, наличия пазов, профилей и монтажных поверхностей.
- Резьбообработка: Это крайне важно для собираемых промышленных деталей, особенно там, где важны глубина резьбы, перпендикулярность или герметичность.
Для проектов с жесткими требованиями к механической обработке, отправьте как чертеж отливки, так и чертеж готовой механической обработки. Если доступен только окончательный чертеж, попросите поставщика указать, какие поверхности будут отлиты, а какие будут обработаны. Для получения информации о соответствующих возможностях, ознакомьтесь с информацией по ссылке. Услуги обработки на станках с ЧПУ и подтвердить планирование размещения оборудования на этапе отбора проб.
Вопросы, которые должен задать каждый покупатель перед оформлением заказа.
Хороший запрос предложений должен показывать риски. Следующие вопросы помогут отличить настоящего производственного партнера от поставщика, который отвечает только ценой.
Контрольный список покупателя
- Можете ли вы предоставить комментарии по DFM (проектированию с учетом технологичности) до начала изготовления оснастки?
- Можете подтвердить, какие размеры будут заданы при литье, а какие потребуют механической обработки?
- Вы можете предоставить PPAP, если этого требует проект?
- Можете ли вы предоставить сертификаты на материалы, соответствующие стандарту EN10204 3.1?
- Вы можете провести предпродажную проверку готовых деталей?
- Какое контрольно-измерительное оборудование будет использоваться для этой детали?
- Можете ли вы предоставить отчеты по КИМ для критически важных размеров?
- Каков ваш обычный срок выполнения заказов на изготовление оснастки, образцов и серийное производство?
- Как осуществляется отслеживаемость материалов по партиям и периодам производства?
- Вы занимаетесь обработкой деталей на станках с ЧПУ собственными силами или заказываете эту услугу у сторонних поставщиков?
- Какие варианты финишной обработки поверхности доступны после механической обработки?
- Как упаковывать обработанные или отполированные детали, чтобы предотвратить их повреждение?
- Какая информация вам потребуется от нас, прежде чем мы сможем точно рассчитать стоимость?
- Вы производили аналогичные детали для насосов, клапанов, машин, морского оборудования или промышленных узлов?
Ответы должны быть конкретными. Если на все вопросы вы отвечаете “да, нет проблем”, попросите привести примеры. Серьезный поставщик объяснит условия, ограничения и то, что необходимо подтвердить. Это хороший знак, а не проблема.
Распространённые ошибки, которые допускают покупатели.
Большинство проблем с закупками в сфере литья по выплавляемым моделям начинаются еще до начала производства. Часто они возникают из-за нечетких требований, поспешного изготовления образцов или отношения к отливкам как к товарам из каталога.
- Выбор только по цене за единицу: Более дешевая отливка может обойтись дороже после вычета отходов механической обработки и задержки доставки.
- Отправка неполных чертежей: Отсутствие допусков, несоответствие стандартам материалов, термической обработке, качеству поверхности или протоколам контроля приводят к расхождениям во взглядах между покупателем и поставщиком.
- Игнорирование базовой точки обработки: Отливка может иметь приемлемые размеры, но её сложно обрабатывать механически, если планирование базовых элементов выполнено некачественно.
- Избыточное завышение допусков: Жесткие допуски на некритичные литые поверхности увеличивают стоимость без улучшения функциональных возможностей.
- Недостаточное описание критических поверхностей: К уплотнительным поверхностям, зонам давления и местам соединения элементов необходимо предъявлять четкие требования.
- Неподтвержденные сертификаты материалов: В случае нержавеющих, дуплексных, жаростойких и никелевых сплавов вопрос прослеживаемости следует обсудить до начала производства.
- Пропускаем проверку прототипа: Образцы следует использовать для подтверждения как процесса литья, так и процесса механической обработки, а не только внешнего вида.
- Не определяю приемлемость поверхности: Ожидаемые косметические результаты должны быть описаны с помощью фотографий, стандартов или утвержденных образцов.
- Изменение чертежей после изготовления оснастки без проверки: Небольшие изменения геометрии могут повлиять на восковые матрицы, литниковые системы, оболочки и приспособления для механической обработки.
- Предположим, что все литейные заводы одинаковы: Знания технологических процессов, опыт работы со сплавами, дисциплина контроля качества и навыки общения сильно различаются.
Полезным приемом является классификация требований на три группы: функциональные, производственные и косметические. Функциональные требования включают прочность, герметичность, сборку, коррозионную стойкость и температурную стойкость. Производственные требования включают допуски, припуски на механическую обработку и методы контроля качества. Косметические требования включают качество поверхности, видимые дефекты, полировку и упаковку. Четкое разделение этих групп значительно упрощает процесс составления коммерческих предложений и утверждения образцов.
Почему долгосрочное партнерство важно
Проекты литья по выплавляемым моделям улучшаются благодаря накопленным знаниям. Первый заказ позволяет литейному заводу узнать о ваших методах чертежей, проблемах сборки, предпочтениях в контроле качества, потребностях в упаковке и процессе утверждения. Поставщик, который регистрирует и использует эти знания, может повысить стабильность работы в долгосрочной перспективе.
Долгосрочное сотрудничество особенно ценно для повторяющихся OEM-заказов, семейств продукции и промышленных узлов. Как только литейное производство поймет функцию детали, оно сможет предоставлять более качественную обратную связь по изменениям чертежей, снижению затрат, последовательности обработки, замене материалов и планированию поставок. Это не означает мириться с низкой производительностью из-за прошлых неудач. Это означает выбор поставщика, который рассматривает историю как производственные данные.
Для покупателей, работающих с аналогичными товарными линиями, такими как крепежные элементы, детали насосов, компоненты машин, детали клапанов или запчасти для кофемашины, Кроме того, надежный поставщик может помочь стандартизировать материалы, отделку, упаковку и документы по контролю качества для различных компонентов.
Правильно выбранный литейный завод должен быть готов напрямую обсуждать проблемы. Дефекты литья, сложности с механической обработкой и сжатые сроки могут возникать в реальном производстве. Разница заключается в том, скрывает ли поставщик эти проблемы на поздних этапах или сообщает о них заблаговременно, предлагая план корректирующих действий. Для долгосрочного промышленного снабжения такая честность имеет реальную ценность.
FAQ
Какой фактор является наиболее важным при выборе литейного цеха для литья по выплавляемым моделям?
Как правило, первым фактором являются инженерные возможности. Литейное производство, способное оценить технологичность, допуски, материалы, механическую обработку и требования к контролю качества до начала изготовления оснастки, снизит риски на протяжении всего проекта.
Достаточно ли сертификации ISO для соответствия литейного производства установленным требованиям?
Нет. Сертификация ISO полезна, но покупателям также следует проверить фактическое контрольно-измерительное оборудование, отслеживаемость материалов, контроль технологического процесса, отчеты об образцах и опыт работы с аналогичными деталями.
Стоит ли мне выбрать литейный завод с собственным оборудованием для обработки на станках с ЧПУ?
Для литых деталей, изготовленных механическим способом, наличие собственного оборудования с ЧПУ часто является существенным преимуществом. Это улучшает контроль над планированием базовых параметров, припусками на обработку, графиком и ответственностью в случае возникновения проблем.
Какую информацию мне следует предоставить для получения точной сметы?
Пришлите 2D-чертежи, 3D-файлы, марку материала, годовой объем производства, требования к допускам, качество поверхности, термообработку, требования к контролю качества, область применения и все необходимые сертификаты.
Может ли литье по выплавляемым моделям обеспечить высокую точность без механической обработки?
Некоторые размеры можно хорошо контролировать в процессе литья, но для обеспечения жестких размеров уплотнений, подшипников, резьбы и узлов обычно требуется механическая обработка. Литейный цех должен указать на это при проверке чертежей.
Как проверить качество литья из нержавеющей стали по выплавляемым моделям?
Если для вашего проекта требуется официальная документация, запросите данные спектрометра, информацию о состоянии материала (при необходимости), прослеживаемость номера партии и сертификаты материалов, такие как EN10204 3.1.
В чём разница между поставщиком услуг по литью по выплавляемым моделям и производителем услуг по литью по выплавляемым моделям?
Эти термины часто обозначают один и тот же процесс. Более важное различие заключается в возможностях: инженерный анализ, оснастка, воск, оболочка, заливка, термообработка, механическая обработка, контроль качества и документация.
Когда следует запрашивать PPAP?
PPAP широко используется в автомобильной промышленности и в некоторых цепочках поставок OEM-производителей. Запросите его, когда ваш клиент или внутренняя система контроля качества потребуют предоставления официальных документов, подтверждающих соответствие продукции требованиям производства.
Сколько времени обычно занимает новый проект по литью по выплавляемым моделям?
Сроки зависят от сложности оснастки, сплава, утверждения образцов, механической обработки и испытаний. Для многих проектов требуется отдельное время на изготовление оснастки, подготовку первых образцов, проверку качества, внесение исправлений и производство.
Может ли один литейный завод одновременно заниматься как изготовлением прототипов, так и серийным производством?
Некоторые из них подходят. Покупателям следует подтвердить метод изготовления прототипа, проверку образцов, стратегию оснастки, а также возможность надежного перехода процесса, используемого для изготовления образцов, в серийное производство.
Нужна помощь в оценке вашего проекта по литью?
Загрузите свои чертежи или технические характеристики, и наша инженерная команда проверит технологичность изготовления, выбор материалов и возможность производства перед составлением коммерческого предложения.







