Das Laufrad einer Pumpe wirkt kompakt, trägt aber einen Großteil der hydraulischen Arbeit in einer Kreiselpumpe. Schaufelform, Durchflussquerschnitt, Nabengeometrie, Auswuchtung und Oberflächenbeschaffenheit beeinflussen maßgeblich, wie reibungslos Flüssigkeit in die Pumpe eintritt, beschleunigt und sie wieder verlässt. Ein hochwertiges Laufrad trägt dazu bei, dass Wirkungsgrad, Fördermenge und Förderhöhe der Pumpe den Sollwerten möglichst nahekommen. Ein minderwertiges Laufrad hingegen kann Energie verschwenden, Lager überlasten, Vibrationen verursachen, die Lebensdauer der Dichtungen verkürzen oder in korrosiven Umgebungen vorzeitig ausfallen.
Dieser Leitfaden erklärt, wie ein Pumpenlaufrad aus Edelstahl Die Fertigung erfolgt üblicherweise für industrielle Anwendungen, von der Materialauswahl und dem Feinguss bis hin zur CNC-Bearbeitung, dem Auswuchten, der Qualitätskontrolle und der Endbearbeitung. Die Ausführungen erfolgen aus Produktionssicht. Es wird nicht davon ausgegangen, dass Gießen immer besser ist als die Fertigung oder Bearbeitung von Rohlingen. Das optimale Verfahren hängt von der Geometrie, den Einsatzbedingungen, der Losgröße, den Prüfanforderungen und der Kosten-, Lieferzeit- und Risikotoleranz des Käufers ab.
Anmerkung der Konstruktionsabteilung: Die Pumpenleistung wird zwar auf dem Papier ausgelegt, ist aber in der Fertigung nicht garantiert. Geringfügige Abweichungen in der Schaufelstärke, der Bohrungskonzentrizität oder der Wuchtung können sich später in Form von Geräuschen, Wärmeentwicklung, Vibrationen oder Förderhöhenverlust bemerkbar machen.

Was ist ein Pumpenlaufrad aus Edelstahl?
Ein Laufrad aus Edelstahl ist das rotierende Hydraulikbauteil, das die mechanische Energie von der Welle auf das Fördermedium überträgt. In einer Kreiselpumpe beschleunigt das Laufrad die Flüssigkeit vom Laufradauge zum Außendurchmesser. Das Spiralgehäuse bzw. der Diffusor wandelt dann einen Teil dieser Geschwindigkeit in Druck um. Edelstahl wird gewählt, wenn das Fördermedium, die Reinigungsroutine, die Temperatur oder die Umgebungsbedingungen Kohlenstoffstahl, Bronze, Gusseisen oder Aluminium angreifen würden.
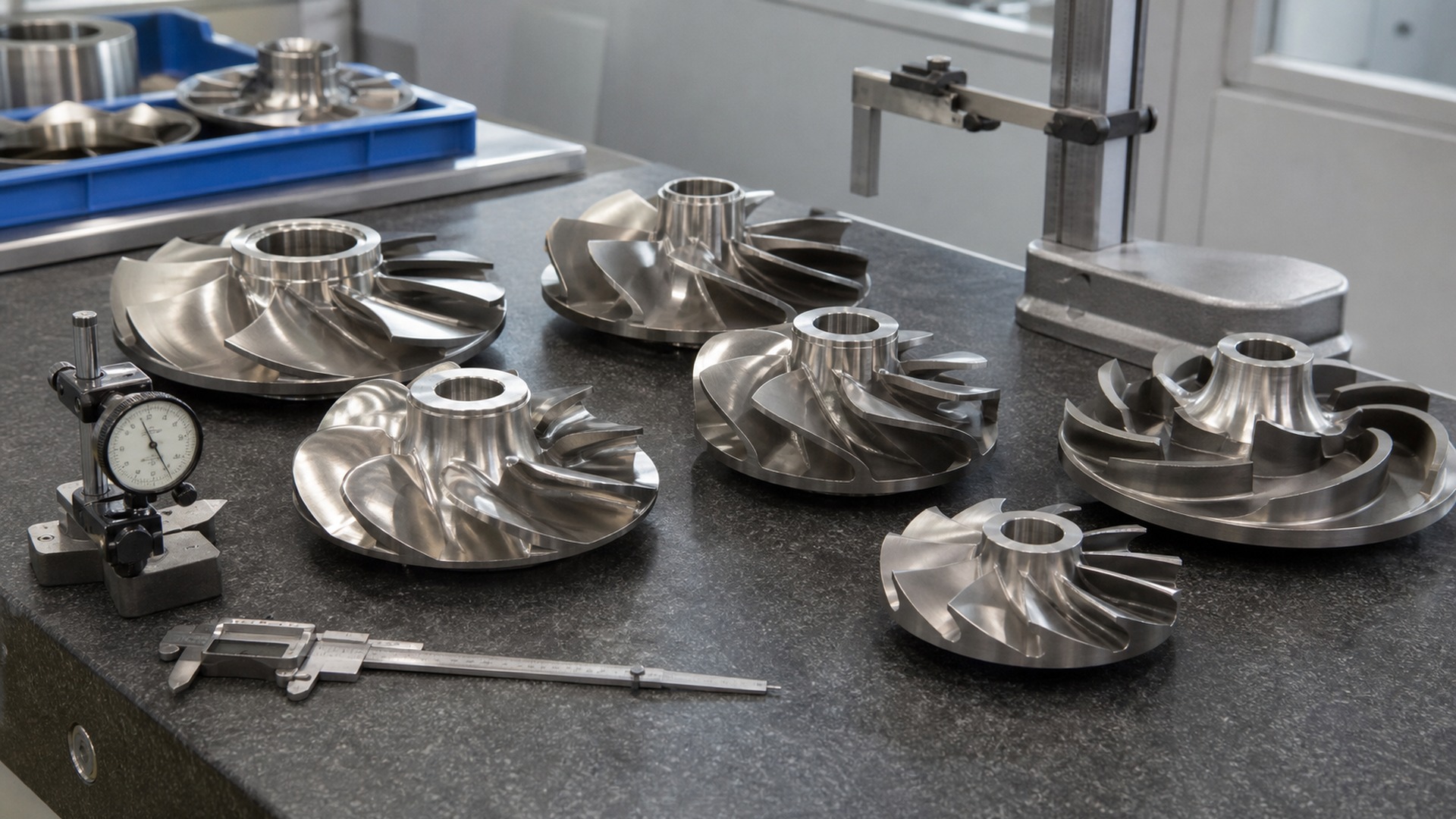
In Industriepumpen werden verschiedene Laufradformen verwendet. geschlossenes Laufrad Sie verfügt über vordere und hintere Schutzabdeckungen um die Schaufeln. Sie wird häufig in Pumpen für saubere Flüssigkeiten, Kesselspeisewasser, Wasseraufbereitung, Schiffsanwendungen und vielen chemischen Pumpen eingesetzt, da sie einen hohen Wirkungsgrad bei kontrollierter interner Leckage ermöglicht. Der Nachteil besteht darin, dass enge Kanäle weniger tolerant gegenüber Verunreinigungen wie Feststoffen, Fasern oder Ablagerungen sind.
A halboffenes Laufrad besitzt eine Abdeckung, üblicherweise auf der Rückseite. Sie ist leichter zu reinigen und verträgt gewisse Schwebstoffe, erfordert jedoch eine engere axiale Spielkontrolle zwischen den Schaufelspitzen und dem Gehäuse bzw. der Verschleißplatte. offenes Laufrad Es besitzt keine Abdeckung und wird dort eingesetzt, wo die Reinigung oder die Feststoffförderung wichtiger ist als maximale Effizienz. Es eignet sich für Schlämme, Lebensmittelverarbeitung, Abwasser und bestimmte Reparaturanwendungen, sofern Gehäuse und Verschleißflächen entsprechend ausgelegt sind.
Mischströmung Laufräder bewegen Flüssigkeiten mit radialen und axialen Komponenten. Sie werden eingesetzt, wenn der Durchfluss hoch und die Förderhöhe moderat ist, beispielsweise in der Zirkulation, Bewässerung und in großen Wassersystemen. Axialströmung Laufräder befördern die Flüssigkeit hauptsächlich in Wellenrichtung. Sie ähneln Propellern und werden für Anwendungen mit hohem Durchfluss und geringer Förderhöhe eingesetzt, beispielsweise zur Hochwasserbekämpfung, Kühlwasserversorgung und Prozesszirkulation.
- Geschlossenes Laufrad: saubere Flüssigkeiten, höherer Wirkungsgrad, engere Guss- und Bearbeitungskontrolle.
- Halboffenes Laufrad: mäßiger Feststoffanteil, einfachere Reinigung, spielabhängige Leistung.
- Offenes Laufrad: Geeignet für Feststoffe oder viskose Medien, geringerer Wirkungsgrad, leichterer Reparaturzugang.
- Mischstromlaufrad: höherer Durchfluss bei moderater Förderhöhe.
- Axiallaufrad: sehr hoher Durchfluss bei geringer Förderhöhe.

Die Wahl des richtigen Edelstahlmaterials
Die Materialauswahl sollte mit dem Fluid beginnen, nicht mit einer Katalogauswahl. Chloridgehalt, pH-Wert, Temperatur, abrasive Feststoffe, Reinigungschemikalien, Sauerstoffgehalt und Betriebsdauer spielen alle eine Rolle. Laufrad aus Edelstahl 316 Edelstahl derselben Güteklasse kann in vielen Bereichen mit Wasser und Chemikalien gute Leistungen erbringen, jedoch unter warmen, chloridhaltigen Bedingungen schnell Lochfraß entwickeln. Duplex-Edelstahl kann das Problem der Festigkeit und Chloridbeständigkeit lösen, erfordert aber strengere Anforderungen an die Wärmebehandlung und die Gießereikontrolle.
Bei Gusslaufrädern sehen Käufer oft CF8 und CF8M anstelle von 304 und 316. CF8 ist das Gussäquivalent, das üblicherweise mit der chemischen Zusammensetzung von 304 in Verbindung gebracht wird. CF8M ist die molybdänhaltige Gusslegierung, die üblicherweise mit der Korrosionsbeständigkeit von 316 in Verbindung gebracht wird. CF8 Laufrad Für sauberes Wasser, schwach korrosive Flüssigkeiten und allgemeine Industriepumpen kann es wirtschaftlich sein. CF8M Laufrad wird im Allgemeinen für Anlagen in der Schifffahrt, der Chemieindustrie und der Lebensmittelindustrie bevorzugt, wo eine bessere Beständigkeit gegen Lochfraß erforderlich ist.
316L wird eingesetzt, wenn ein niedrigerer Kohlenstoffgehalt das Sensibilisierungsrisiko nach dem Schweißen oder der thermischen Belastung verringert. Für vollständig gegossene und bearbeitete Laufräder ohne Schweißung kann 316L gemäß Kundenvorgaben weiterhin spezifiziert werden. Duplex 2205 und Superduplex 2507 kommen zum Einsatz, wenn Spannungsrisskorrosion durch Chloride, höhere Festigkeit oder Meerwasserbeständigkeit von zentraler Bedeutung sind. Hitzebeständige Edelstähle und Nickellegierungen werden für Anlagen mit Heißgas, Heißöl, aggressiven Chemikalien oder hohen Temperaturen gewählt, bei denen herkömmliche austenitische Edelstähle nicht mehr geeignet sind.
| Material | Typische Verwendung | Stärken | Beobachtungspunkte |
|---|---|---|---|
| 304 / CF8 | Reinwasser, milde Chemikalienbehandlung, allgemeine Industriepumpen | Gute Korrosionsbeständigkeit, gute Gießbarkeit, wirtschaftlich | Begrenzte Chloridbeständigkeit im Vergleich zu Molybdänsorten |
| 316 / CF8M | Schiffspumpen, Chemiepumpen, Lebensmittel- und Reinigungsanlagen | Bessere Beständigkeit gegen Lochfraß, weithin akzeptiert für OEM-Pumpenteile | Bei hohem Chloridgehalt oder heißen, stehenden Bedingungen weiterhin anfällig. |
| 316L | Geschweißte Baugruppen, Sanitäranlagen, kundenspezifische kohlenstoffarme Bauteile | Geringeres Sensibilisierungsrisiko, gute chemische Kompatibilität | Die Festigkeit kann geringer sein als bei einigen Duplex-Alternativen. |
| 2205 Doppelhaushälfte | Meerwasser, Sole, Hochdruckpumpenkomponenten | Hohe Festigkeit, bessere Beständigkeit gegen Chloridspannungskorrosion | Erfordert eine korrekte Lösungsbehandlung und Phasenbalance. |
| 2507 Doppelhaushälfte | Starke Chloridbelastung, Offshore-Einsatz und anspruchsvolle chemische Aufgaben | Sehr hohe Beständigkeit gegen Lochfraß und Festigkeit | Höhere Kosten und strengere Gießereikontrolle |
| Hitzebeständiger Edelstahl | Heiße Prozessflüssigkeiten, Ofen- oder Wärmeanlagen | Oxidations- und Temperaturbeständigkeit | Mechanische Eigenschaften bei Betriebstemperatur bestätigen |
| Nickellegierung | Korrosion durch hochaggressive Chemikalien oder erhöhte Temperaturen | Ausgezeichnete Korrosions- oder Hitzebeständigkeit in ausgewählten Medien | Hohe Kosten, Bearbeitungsschwierigkeiten, längere Lieferzeiten |
Tipp 1: Wählen Sie eine Legierung nicht allein aufgrund ihres Namens. Fragen Sie nach der Norm, den chemischen Grenzwerten, dem Wärmebehandlungszustand und den Korrosionsannahmen. Klären Sie bei gegossenen Laufrädern außerdem ab, ob die Legierung anhand der Chargennummer angegeben und durch Spektrometer- oder PMI-Aufzeichnungen belegt wird.

Investition Casting Prozess für Pumpenlaufräder
Präzisionsguss, Das Feingussverfahren, oft auch als Wachsausschmelzverfahren bezeichnet, wird aufgrund seiner Fähigkeit, gekrümmte Schaufeln, Naben, Gehäuse und Innenkonturen mit weniger Nachbearbeitungsmaterial als im Sandgussverfahren herzustellen, häufig für komplexe Laufradgeometrien eingesetzt. Für viele OEM-Pumpenlaufradprogramme bietet das Feingussverfahren ein optimales Verhältnis zwischen Formgenauigkeit, Oberflächengüte, Wiederholgenauigkeit und Kosten.
Der Prozess beginnt mit Überprüfung der technischen Zeichnung. Die Gießerei prüft Legierung, Laufradtyp, Gussgewicht, Wandstärke, Schaufelgeometrie, Bearbeitungszugabe, Toleranzklasse, Oberflächenbeschaffenheit und Prüfanforderungen. In dieser Phase lassen sich viele Produktionsprobleme vermeiden. Dünne Schaufelspitzen, isolierte schwere Naben, scharfe Übergänge und schwer zugängliche Reinigungsbereiche erfordern besondere Aufmerksamkeit, bevor die Werkzeugfertigung beginnt.
Der Wachsmodell wird in einer Metallform hergestellt. Eine präzise Steuerung des Wachseinspritzvorgangs trägt zur Einhaltung der Schaufelstärke und der Nabenkonzentrizität bei. Die Bediener prüfen das Modell auf Einfallstellen, Verformungen, unvollständige Füllung und Trennmarken. Mehrere Modelle werden anschließend während des Vorgangs mit einem Angusskanal verbunden. Montage. Die Angussbildung ist nicht nur ein Problem der Materialzufuhr; sie beeinflusst auch Turbulenzen, Schrumpfung, Oxideinschlüsse und die Trennbarkeit.

Während Keramikschale Beim Bau wird die Wachsform in Schlämme getaucht, mit feuerfestem Sand bestreut und getrocknet. Mehrere Schichten werden aufgetragen, bis die Schale die erforderliche Festigkeit erreicht hat. Die erste Schicht bestimmt die Oberflächenqualität, während die nachfolgenden Schichten die nötige Festigkeit für das Entwachsen und Gießen gewährleisten. Die Trocknung der Schale muss gleichmäßig erfolgen. Eingeschlossene Feuchtigkeit oder schwache Schichten können zu Rissen, Einschlüssen oder Metalldurchdringung führen.
Entwachsen Das Wachs wird entfernt, üblicherweise durch Autoklavieren oder Blitzbrand. Anschließend wird die Hülle gebrannt, um Wachsreste auszubrennen und die Festigkeit zu erhöhen. Granatenbeschuss Dadurch wird die Form der Gießtemperatur angenähert. Edelstahl wird geschmolzen, chemisch angepasst und geprüft, bevor er geschmolzen wird. Metallguss. Gießtemperatur, Manteltemperatur und Gießgeschwindigkeit müssen auf die Geometrie abgestimmt sein. Dünne Schaufeln benötigen ausreichend Fließfähigkeit, während schwere Naben eine adäquate Materialzufuhr benötigen, um Schrumpfung zu vermeiden.

Nach Kühlung, Die Keramikschale wird entfernt. Die Gussteile werden vom Angusskanal getrennt, die Angüsse abgeschliffen und die Teile, falls die Legierungsspezifikation dies erfordert, einer Wärmebehandlung unterzogen. Austenitische Edelstahlgussteile benötigen je nach Güte und Einsatzanforderungen möglicherweise eine Lösungsglühung. Duplex-Edelstähle erfordern eine deutlich strengere Temperaturkontrolle, um die Bildung schädlicher Phasen zu vermeiden. Reinigung, Beizen (falls spezifiziert) und Kugelstrahlen Die Oberfläche für die Inspektion und Bearbeitung vorbereiten.
- Zeichnungsprüfung und Fertigungstauglichkeitsprüfung
- Wachsmodell-Injektion und -Prüfung
- Läufermontage und Angusssteuerung
- Keramikschalenbau und Trocknung
- Entwachsen, Brennen, Gießen und Abkühlen
- Schneiden, Wärmebehandlung, Reinigen und Kugelstrahlen

Präzision CNC-Bearbeitung
Durch Gießen entsteht die hydraulische Form, durch maschinelle Bearbeitung wird die Verbindung zwischen Laufrad und Pumpenwelle hergestellt. präzisionsgefertigtes Laufrad Üblicherweise sind Drehen, Fräsen, Bohren, Nutenfräsen und mitunter eine Fünf-Achs-Bearbeitung erforderlich. Bohrung, Nabenflächen, Außendurchmesser, Verschleißringsitze und Auswuchtflächen müssen als ein funktionales System bearbeitet werden.
Abbiegen wird für Flächen, Durchmesser, Nabenstufen und Verschleißringpositionen verwendet. Langweilig regelt Wellenpassung und Rundlauf. Mahlen Für die Reinigung offener Schaufeln, Keilnuten, Schlitze oder Ausgleichsflächen können Anpassungen erforderlich sein. Eine nicht zentrierte Keilnut kann selbst bei korrektem Bohrungsdurchmesser zu Rundlauffehlern in der Baugruppe führen. Die Ausgleichsbohrung oder die Korrekturflächen sollten vor Produktionsbeginn festgelegt und nicht erst nach der Inspektion improvisiert werden.
Die typischen Toleranzen hängen von der Laufradgröße und der Pumpenleistung ab. Die Bohrungspassungen können auf wenige Hundertstel Millimeter genau eingehalten werden, während Rundlauf und Planlaufgenauigkeit oft engere Vorgaben als bei allgemeinen Gussteilen haben. Die Oberflächengüte an Dichtung, Bohrung und Verschleißringen kann Ra 0,8–3,2 Mikrometer betragen. Hydraulische Oberflächen können je nach Wirkungsgrad und Kosten im Gusszustand belassen, bearbeitet, geglättet oder poliert werden.
| Besonderheit | Gemeinsame Steuerung | Warum das wichtig ist |
|---|---|---|
| Wellenbohrung | Größe, Rundheit, Geradheit | Kontrolliert Passung, Drehmomentübertragung und Montage-Schwingungen |
| Hub-Gesichter | Flachheit und Parallelismus | Unterstützt die korrekte axiale Position und Klemmung. |
| Verschleißringsitz | Durchmesser und Konzentrizität | Kontrolliert Leckagen und Gehäusespiel |
| Keilwelle | Breite, Tiefe, Position | Verhindert Lockerung und Rundlauf in der Montage |
| Flügeldurchgänge | Profilreinigung und Gratentfernung | Schützt Durchflussstabilität und Effizienz |
| Gleichgewichtsflächen | Lagerbestand und Zugänglichkeit | Ermöglicht eine kontrollierte Gewichtskorrektur |
Tipp 2: Bei Nachbestellungen sollten Sie den Hersteller bitten, einen Kontrollplan für die Bearbeitungsbezugspunkte zu führen. Der Wechsel der Bezugspunkte zwischen den Chargen kann den Rundlauf verändern, selbst wenn alle einzelnen Maße scheinbar die Prüfung bestehen.


Dynamisches und statisches Auswuchten
Ausbalancieren ist kein kosmetischer Eingriff. Ein unausgewogenes Gleichgewicht Laufrad der Kreiselpumpe Es entsteht eine Rotationskraft, die Lager, Gleitringdichtungen, Kupplungen und das Pumpengehäuse beschädigen kann. Dieser Effekt verstärkt sich mit steigender Drehzahl. Bei kleinen, hochtourigen Laufrädern kann ein geringfügiger Massenfehler am Außendurchmesser größere Probleme verursachen als ein wesentlich größerer Fehler in der Nähe der Nabe.
Statisches Auswuchten Korrigiert einen einzelnen Schwerpunkt und ist für einige langsamere oder schmalere Rotoren nützlich. Dynamisches Auswuchten Die Unwuchtprüfung misst die Unwucht in zwei Ebenen und ist besonders geeignet für breitere Laufräder, höher drehende Pumpen und höhere Zuverlässigkeitsanforderungen. ISO 21940 ist eine gängige Norm für die Auswuchtqualität. Viele Industriepumpenlaufräder entsprechen etwa G6.3 oder G2.5, während für Spezialanlagen engere Güteklassen erforderlich sein können. Die korrekte Güteklasse sollte sich nach Drehzahl, Rotormasse, Betriebsart und Pumpenkonstruktion richten und nicht nach Gewohnheit.
Die Unwuchtkorrektur kann durch kontrolliertes Schleifen, Bohren oder Bearbeiten in zugelassenen Bereichen erfolgen. Das Abtragen von Material von einer Schaufel ohne technische Genehmigung kann die hydraulische Leistung beeinträchtigen oder zu Spannungsspitzen führen. Ein zuverlässiger Lieferant dokumentiert die verbleibende Unwucht, die Korrekturstellen und das Prüfdatum, insbesondere bei OEM-Pumpenlaufradprogrammen, bei denen Wiederholgenauigkeit entscheidend ist.
Anmerkung der Konstruktionsabteilung: Die Auswuchtung erfolgt nach der Endbearbeitung, nicht davor. Entzundern durch Wärmebehandlung, Bearbeitung von Bohrungen, Fräsen von Keilnuten und Polieren können die Auswuchtung verändern.

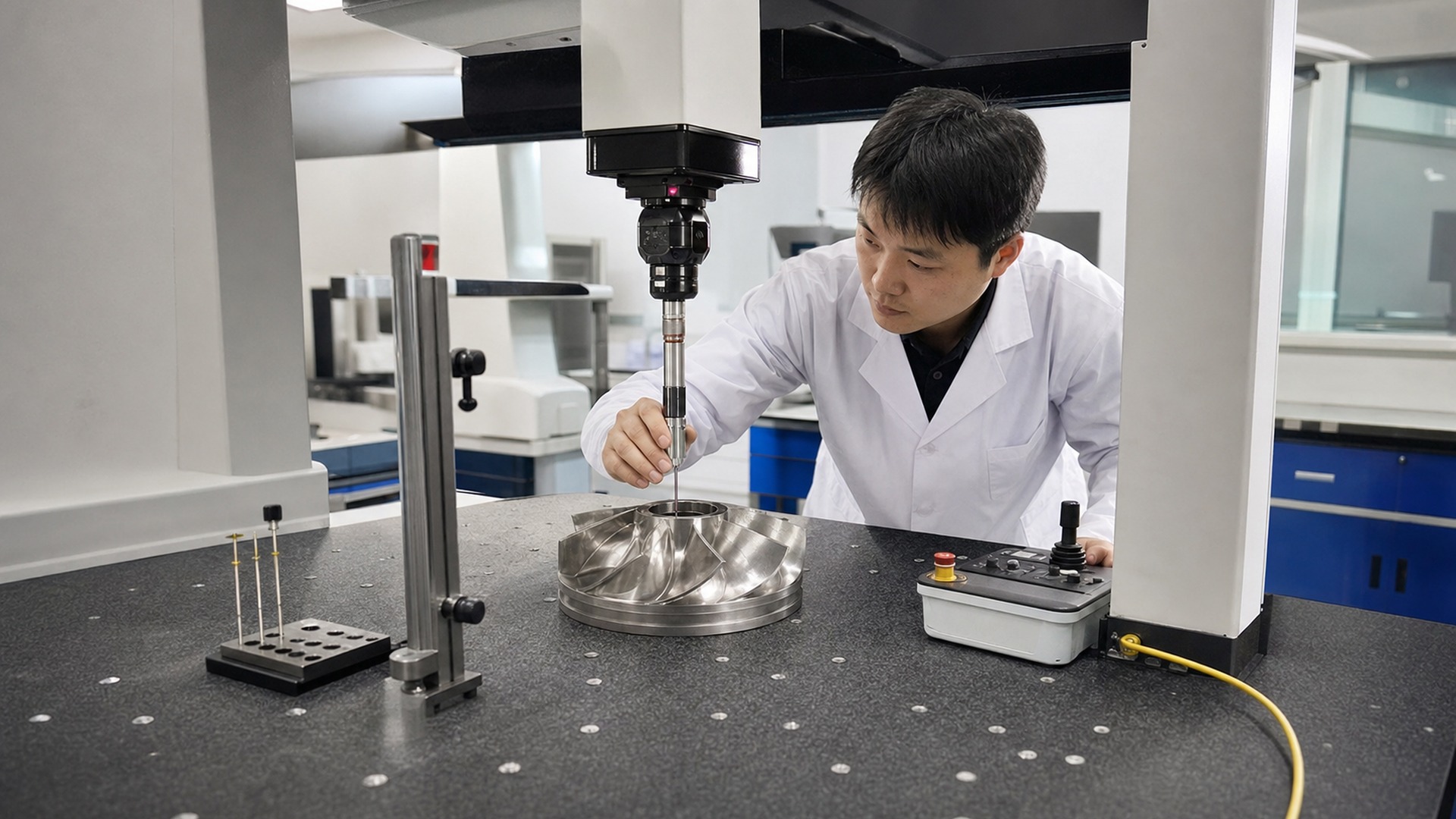
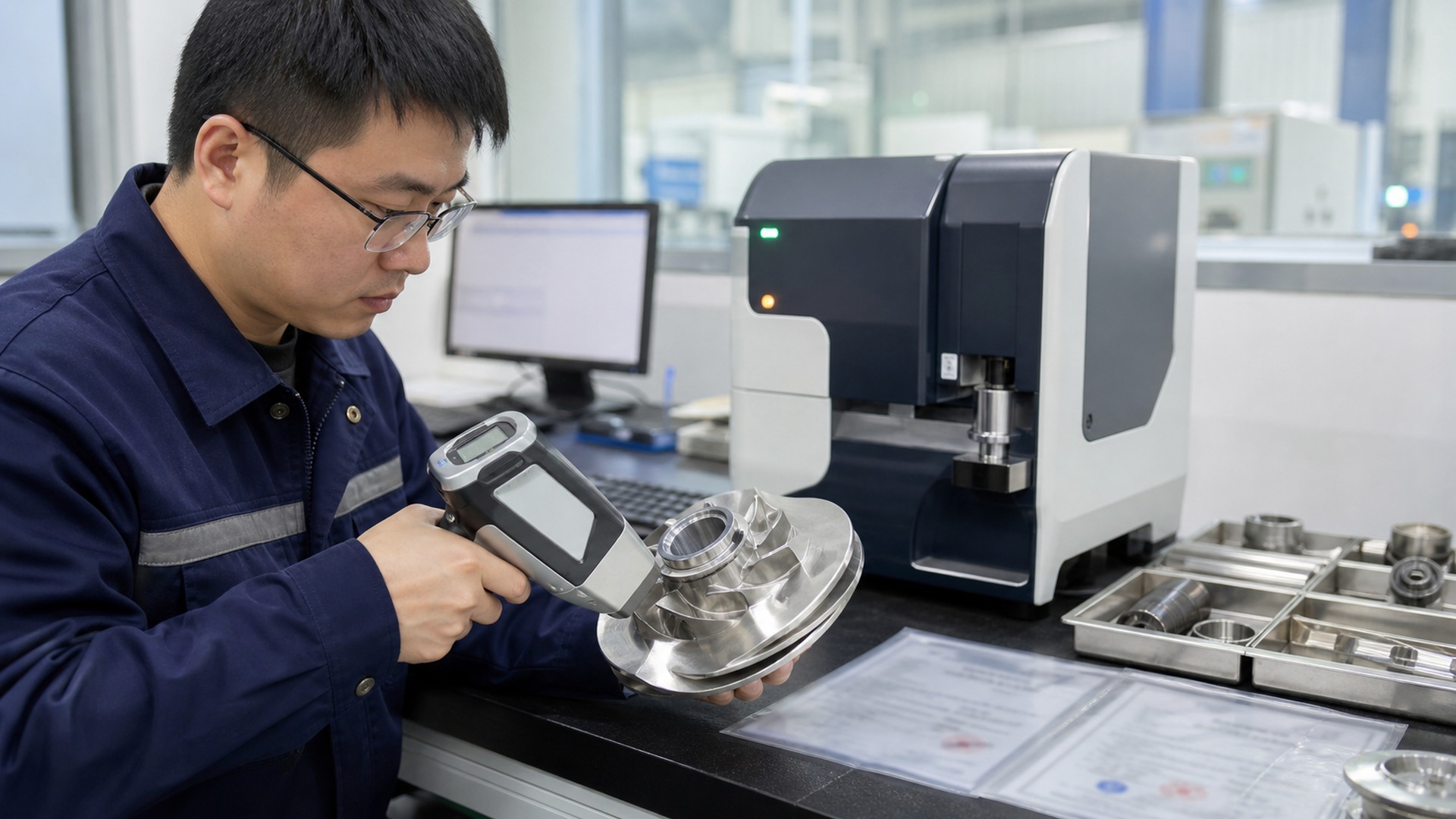
Qualitätsprüfung
Die Prüfung sollte Material, Geometrie, Oberflächenbeschaffenheit und Rückverfolgbarkeit umfassen. Ein Spektrometer überprüft die Schmelzzusammensetzung. PMI kann die Legierungsidentität nach Wärmebehandlung, Bearbeitung oder Lagerung bestätigen. Die CMM-Prüfung ist nützlich für die Bestimmung der Bohrungsposition, der Nabengeometrie, der Schaufelreferenzpunkte und kritischer Durchmesser. Die manuelle Dimensionsprüfung ist weiterhin wichtig für die Produktionskontrolle, insbesondere dort, wo Vorrichtungen und Gut/Ausschuss-Lehren schneller sind als vollständige CMM-Berichte.
Härteprüfungen bestätigen das Ansprechen auf die Wärmebehandlung bzw. den Materialzustand. An Dichtflächen, Bohrungen und Hydraulikflächen können Rauheitsprüfungen erforderlich sein. Die Sichtprüfung ist nach wie vor eine der wichtigsten Kontrollmethoden zur Erkennung von Gussfehlern, Schleifspuren, Rissen, Hinterschneidungen, Graten und Beschädigungen durch unsachgemäße Handhabung. Druckprüfungen sind nur dann erforderlich, wenn das Laufraddesign abgedichtete Hohlräume oder Schweißverbindungen aufweist; viele Vollgusslaufräder benötigen keine Druckprüfung.
- Spektrometer: Schmelzchemie und Überprüfung von Wärmeprotokollen.
- PMI: Legierungsbestätigung an Fertig- oder Halbfertigteilen.
- CMM: Überprüfung der kritischen Geometrie und der Bezugsbeziehungen.
- Härte: Referenz für Wärmebehandlung und Materialzustand.
- Rauheit: Überprüfung der Dichtungs-, Bohrungs- und Hydraulikoberfläche.
- Rückverfolgbarkeit: Chargennummer, Reisedokument, Inspektionsbericht und Sendungskennzeichnung.
Qualitätskontrollablauf:
- Zeichnung, Legierungsnorm und Prüfstandard prüfen.
- Prüfen Sie den Zustand des eingehenden Wachsmodells und der Werkzeuge.
- Überprüfen Sie die Schalenzusammensetzung, die Schmelzchemie und das Gießprotokoll.
- Die Gussoberfläche nach der Reinigung und dem Entfernen des Tores prüfen.
- Wärmebehandlung und Materialrückverfolgbarkeit bestätigen.
- Prüfen Sie die bearbeiteten Maße und den Rundlauf.
- Führen Sie einen Saldoausgleich durch und erfassen Sie die verbleibende Differenz.
- Abschließende Sicht-, Rauheits- und Verpackungsprüfungen durchführen.
Häufige Herstellungsfehler
Die meisten Laufraddefekte entstehen durch Fehler bei der Metallzufuhr, der Formfüllung, der Gehäusequalität, der Wärmebehandlung, der Handhabung oder der Bearbeitungskontrolle. Schwindung Dieses Problem tritt häufig in der Nähe von dicken Knotenpunkten oder Übergängen von dick- zu dünnwandigen Bereichen auf, wenn die Speisung unzureichend ist. Abhilfe schaffen unter anderem neu gestaltete Anschnitte, Steigleitungen, Kühlkörper, eine angepasste Wandstärke oder eine geänderte Gießtemperatur. Porosität Die Ursachen können Gase, Turbulenzen, verunreinigte Schmelze, unzureichende Desoxidation oder Probleme mit der Hülle sein. Kleine, runde Poren können in unkritischen Bereichen akzeptabel sein, Ansammlungen in der Nähe der Bohrung, des Schaufelfußes oder des Verschleißringsitzes erfordern jedoch eine sorgfältige Überprüfung.
Fehllauf Tritt auf, wenn dünne Abschnitte nicht vollständig mit Metall gefüllt werden, oft weil das Metall oder die Hülle zu kalt ist, der Durchgang zu dünn ist oder die Entlüftung mangelhaft ist. Kalt geschlossen Dies geschieht, wenn zwei Metallfronten ohne ordnungsgemäße Verschmelzung aufeinandertreffen. Beide Defekte sind an den Flügelspitzen und den Mantelkanten gravierend. Risse Risse können durch Heißrisse, Spannungen beim Abkühlen, unzureichende Angussentfernung oder aggressives Richten entstehen. Sie sollten nicht als rein kosmetisches Problem an rotierenden Teilen betrachtet werden.
Sandeinschluss Keramikeinschlüsse deuten in der Regel auf Beschädigungen der Schale, schwache Schlammschichten, mangelhafte Reinigung oder Turbulenzen beim Gießen hin. Verformung kann während der Abkühlung oder Wärmebehandlung auftreten, insbesondere bei dünnen, offenen Laufrädern. Bearbeitungsfehler Dazu gehören falsche Bezugspunkte, zu große Bohrungen, versetzte Keilnuten, Werkzeugrattern, ungenaue Oberflächenbeschaffenheit oder Grate in den Strömungskanälen. Eine wirksame Korrekturmaßnahme sollte die Fehlerursache ermitteln und nicht nur das Bauteil reparieren.
- Checkliste 1: Überprüfung von Gussfehlern – Bestimmung von Lage, Größe, Tiefe, Häufigkeit und ob der Defekt einen bearbeiteten oder beanspruchten Bereich erreicht.
- Checkliste 2: Überprüfung von Bearbeitungsfehlern – Überprüfung der Bezugspunkte, der Wiederholgenauigkeit der Vorrichtung, des Werkzeugverschleißes, der Programmrevision und der Prüfpunkte des Bedieners.
- Checkliste 3: Abnahmeprüfung – Vergleichen Sie den Defekt mit der Zeichnung, der Norm, der Pumpenbetriebsart und der schriftlichen Reparaturanweisung.
Tipp 3: Bei neuen Werkzeugen für Laufräder sollte vor der Freigabe der Serienproduktion eine Erstmusterprüfung durchgeführt werden. Es ist wesentlich kostengünstiger, Angüsse, Bearbeitungsrohlinge oder Bezugspläne nach einem Probelauf anzupassen, als nach einer verspäteten Komplettlieferung.
Oberflächenveredelungsoptionen
Die Oberflächenbearbeitung richtet sich nach Korrosionsschutzanforderungen, hydraulischen Erwartungen und der gewünschten Optik. Durch spanende Bearbeitung wird Material abgetragen und funktionelle Oberflächen erzeugt. Kugelstrahlen erzeugt eine gleichmäßige, matte Oberfläche und entfernt Zunder nach dem Gießen. Glasperlenstrahlen ergibt ein glatteres, seidenmattes Aussehen, muss aber kontrolliert erfolgen, um das Einbetten von Verunreinigungen zu vermeiden. Beizen entfernt Anlauffarben und Zunder. Passivieren verbessert die chromreiche Passivschicht auf Edelstahloberflächen nach der Bearbeitung oder Reinigung.
Elektropolieren kann die Mikrorauheit verringern und die Reinigungsfähigkeit verbessern, insbesondere bei Anlagen der Lebensmittel-, Pharma- und Sanitärindustrie. Es ist jedoch kein Ersatz für ordnungsgemäßes Gießen und Bearbeiten. Tiefe Porosität, Überlappungen und Risse verschwinden nicht durch das Polieren. Für sichtbare Teile oder sehr glatte Hydraulikflächen kann eine Hochglanzpolitur gewünscht sein, sie erhöht jedoch die Kosten und kann bei unkontrollierter Bearbeitung zu abgerundeten Kanten führen.
Hinsichtlich damit verbundener Aspekte der Oberflächenbearbeitung können Käufer die Erwartungen an den Prozess mit etablierten Standards vergleichen. Fertigung von fertigen Edelstahlkomponenten Praxis. Entscheidend ist, die erforderliche Oberflächenbeschaffenheit nach Möglichkeit anhand messbarer Kriterien festzulegen: Ra-Wert, Passivierungsstandard, Sichtprobe, verbotene Medien und Reinigungsmethode.
Typische Anwendungen
Laufräder aus Edelstahl finden in vielen Pumpenfamilien Anwendung. Chemische Pumpen benötigen Legierungen, die mit Säuren, Laugen, Lösungsmitteln oder gemischten Prozessflüssigkeiten beständig sind. Marinepumpen müssen beständig gegen Salzwasser, Feuchtigkeit und galvanische Korrosion sein. Pumpen für die Lebensmittelverarbeitung benötigen leicht zu reinigende Oberflächen und Materialien, die den Hygieneanforderungen entsprechen. Wasseraufbereitungspumpen können chloriertes Wasser, Schlamm, Dosierchemikalien oder korrosives Abwasser fördern.
Öl- und Gaspumpen benötigen je nach Chlorid-, Schwefel-, Temperatur- und Druckbedingungen Duplex- oder Nickellegierungen. Pumpen im Bergbau sind abrasiven Feststoffen ausgesetzt, daher muss bei der Materialauswahl sowohl Korrosion als auch Verschleiß berücksichtigt werden. Kraftwerke verwenden Laufräder in Kühl-, Kondensat-, Kesselspeise- und Hilfssystemen. Kleine Industriepumpen, darunter einige Teile für Kaffeemaschinen und Fluidsteuerungsbaugruppen können Miniatur-Edelstahllaufräder verwenden, wenn die Gussgenauigkeit und die Wiederholgenauigkeit der Bearbeitung wichtiger sind als die Bauteilgröße vermuten lässt.
- Chemikalienpumpen und Dosieranlagen
- Marine- und Meerwasserpumpen
- Lebensmittelverarbeitungs- und Reinigungssysteme
- Wasseraufbereitungs- und Abwasseranlagen
- Öl- und Gasprozesspumpen
- Bergbau- und Schlammpumpen
- Hilfspumpen des Kraftwerks
- Pumpen für Kaffeemaschinen und kleine Flüssigkeitsgeräte
- Allgemeine Industriepumpen und Ersatzteile

Wie man einen zuverlässigen Pumpenlaufradhersteller auswählt
Auswahl eines Herstellers für ein OEM-Pumpenlaufrad Die Entscheidung sollte auf technischen Kriterien und nicht nur auf dem Stückpreis basieren. Ein niedriges Angebot ist wenig hilfreich, wenn der Lieferant die geforderten Spezifikationen (Bohrung, Auswuchtungsgrad, Legierungszusammensetzung oder Liefertermin) nicht einhalten kann. Die zuverlässigsten Lieferanten besprechen Risiken in der Regel gerne vor Produktionsbeginn.
- Prüfen Sie, ob der Lieferant die Pumpenfunktion versteht und nicht nur das Gussgewicht.
- Erkundigen Sie sich, wie vor der Werkzeugerstellung die Schaufeldicke, die Bearbeitungszugabe und die Angussführung überprüft werden.
- Prüfen Sie die verfügbaren Werkstoffe, einschließlich CF8, CF8M, 316L, Duplex- und Nickellegierungen, falls erforderlich.
- Prüfen Sie deren Wärmebehandlungskapazitäten und -aufzeichnungen für Edelstahl und Duplex-Stähle.
- CNC-Ausrüstung, Vorrichtungsansatz und Bezugspunktkontrolle für Bohrungen und Verschleißringsitze bestätigen.
- Erfragen Sie die Ausgleichsfähigkeit und den Ausgleichsstandard, den sie dokumentieren können.
- Prüfen Sie die Prüfgeräte wie Spektrometer, PMI, CMM, Härteprüfgerät und Rauheitsmessgerät.
- Beantragen Sie eine Erstmusterprüfung für neue Werkzeuge oder kritische Pumpenprogramme.
- Prüfen Sie, wie mit fehlerhaften Gussteilen umgegangen wird und ob für eine Reparatur die Zustimmung des Kunden erforderlich ist.
- Verlangen Sie die Rückverfolgbarkeit von der Chargennummer bis zur endgültigen Lieferung.
- Bitte bestätigen Sie, dass die Verpackungsmethoden die bearbeiteten Oberflächen und die dünnen Lamellenkanten schützen.
- Bewerten Sie die Kommunikationsqualität während der Zeichnungsprüfung; unklare Fragen zu Beginn führen später oft zu Produktionsverzögerungen.
Tipp 4: Ein Lieferant, der praktische Fragen zu Betriebsflüssigkeit, Geschwindigkeit, Auswuchtgrad, Inspektionsniveau und Bezugsstrategie stellt, schützt in der Regel das Projekt und verkompliziert es nicht.
Wenn das Teil Teil eines größeren Ganzen ist OEM-Präzisionsguss Programm, Zeichnungen, Musterfreigaben, Verpackungs- und Prüfberichte sollten vor der Freigabe der Produktionsmengen aufeinander abgestimmt werden. Diese Vorbereitung reduziert spätere Streitigkeiten, wenn Toleranzen, kosmetische Standards oder Prüfprotokolle von Einkauf, Entwicklung und Qualitätssicherung unterschiedlich interpretiert werden.
Häufig gestellte Fragen
1. Welcher Edelstahl eignet sich am besten für ein Pumpenlaufrad?
Es gibt keine allgemein beste Edelstahlsorte. CF8- oder Edelstahl vom Typ 304 eignet sich für saubere, milde Anwendungen. CF8M- oder Edelstahl vom Typ 316 ist für viele Anwendungen in der Schifffahrt, der chemischen Industrie und bei Reinigungsanwendungen besser geeignet. Duplex- oder Nickellegierungen können für Anwendungen mit hohem Chloridgehalt, hohen Festigkeitsanforderungen oder aggressiven Chemikalien erforderlich sein.
2. Ist Feinguss für alle Pumpenlaufräder geeignet?
Nein. Feinguss ist zwar gut geeignet für komplexe Formen und mittlere Produktionsvolumina, aber große Laufräder, sehr einfache Geometrien oder extrem enge hydraulische Profile lassen sich unter Umständen besser durch Sandguss, Fertigung, Schmieden mit anschließender Bearbeitung oder durch vollständige Bearbeitung aus dem Rohling herstellen.
3. Welche Informationen sollten in einer Laufradzeichnung enthalten sein?
Die Zeichnung sollte Angaben zur Legierungsnorm, Wärmebehandlung, kritischen Abmessungen, Bezugssystem, Bearbeitungszugabe, Oberflächenbeschaffenheit, Güteklasse, Prüfanforderungen, Menge, Anwendungshinweise und alle genehmigten Reparaturgrenzen enthalten.
4. Warum korrodieren Edelstahl-Laufräder trotzdem?
Edelstahl ist durch eine passive Chromoxidschicht korrosionsbeständig. Chloride, niedrige pH-Werte, hohe Temperaturen, Stagnationszonen, Spalten und ungeeignete Reinigungsmittel können diesen Schutz jedoch beeinträchtigen. Die Materialauswahl muss daher den tatsächlichen Gegebenheiten der jeweiligen Flüssigkeit entsprechen.
5. Worin besteht der Unterschied zwischen CF8 und CF8M?
CF8 ist ein gegossener austenitischer Edelstahl, der üblicherweise mit Korrosionsbeständigkeit vom Typ 304 in Verbindung gebracht wird. CF8M enthält Molybdän und weist üblicherweise eine Beständigkeit vom Typ 316 auf, insbesondere eine verbesserte Lochfraßbeständigkeit in vielen chloridhaltigen Umgebungen.
6. Wann ist eine dynamische Auswuchtung erforderlich?
Dynamisches Auswuchten ist für höher drehende, breitere oder kritischere Laufräder empfehlenswert. Es ist besonders wichtig, wenn Vibrationen Lager, Dichtungen oder Kupplungen beschädigen können. Die erforderliche Auswuchtklasse richtet sich nach der Pumpenkonstruktion und der Betriebsdrehzahl.
7. Können Gussfehler repariert werden?
Unkritische Oberflächenfehler können, sofern Zeichnung und Kundenvorgaben dies zulassen, ausgeglichen oder durch Schweißen repariert werden. Risse, tiefe Schwindungen, Fehler in der Nähe der Bohrung oder des Schaufelfußes sowie Fehler in hochbelasteten Bereichen müssen vor der Abnahme einer Reparatur sorgfältig geprüft werden.
8. Welche Toleranz ist typisch für eine bearbeitete Laufradbohrung?
Die Toleranz hängt von Größe, Passung und Wellenkonstruktion ab. Viele industrielle Laufradbohrungen werden im Hundertstelmillimeterbereich gefertigt, die Zeichnung sollte jedoch die genaue Toleranz, das Passungssystem und das Keilnutverhältnis definieren.
9. Sollten die hydraulischen Oberflächen des Laufrads poliert werden?
Polieren kann die Reinigungsfähigkeit verbessern und den Oberflächenwiderstand verringern, ist aber nicht immer erforderlich. Der Nutzen hängt von der Pumpengröße, dem Medium, der Belastung und den Kostenvorgaben ab. Das Entfernen von Graten und scharfen Gussunebenheiten ist in der Regel wichtiger als ein optischer Glanz.
10. Welche Dokumente sollten Käufer bei der Lieferung anfordern?
Zu den üblichen Dokumenten gehören Materialzertifikat, Chemiebericht, Wärmebehandlungsprotokoll, Maßbericht, Auswuchtbericht, PMI-Protokoll, gegebenenfalls Oberflächenbeschaffenheitsbericht, Packliste und Rückverfolgbarkeitsinformationen, die mit der Chargennummer verknüpft sind.
11. Kann ein einziges Laufraddesign für mehrere Flüssigkeiten verwendet werden?
Manchmal, aber die Anforderungen an Material, Oberflächenbeschaffenheit und Toleranzen können sich ändern. Eine hydraulisch funktionierende Geometrie kann dennoch frühzeitig versagen, wenn die Legierung für das Fluid, die Temperatur oder das Reinigungsverfahren ungeeignet ist.
12. Wie sollte die Musterfreigabe gehandhabt werden?
Führen Sie Erstmusterprüfungen, Materialprüfungen, Bilanzaufzeichnungen und Sichtprüfungen durch. Bewahren Sie freigegebene Muster oder detaillierte Fotos für spätere Vergleiche auf, insbesondere hinsichtlich der Oberflächenbeschaffenheit von Gussteilen und Übergängen.
Schlussbetrachtung
Die Herstellung eines Pumpenlaufrads aus Edelstahl ist ein komplexer Prozess. Die Legierungswahl schützt das Bauteil vor Korrosion und Temperaturschwankungen. Die Gusskontrolle bestimmt die Schaufelform und reduziert innere Defekte. Die CNC-Bearbeitung gewährleistet die Passgenauigkeit. Das Auswuchten schützt die rotierende Baugruppe. Die Qualitätskontrolle liefert dem Käufer den Nachweis, dass das Bauteil nicht nur formgenau, sondern auch rückverfolgbar und reproduzierbar ist.
Suchen Sie einen zuverlässigen Fertigungspartner für Pumpenlaufräder aus Edelstahl?
Unser Ingenieurteam kann Ihre Zeichnungen prüfen, geeignete Materialien und Fertigungsverfahren empfehlen und Ihnen vor der Angebotserstellung praktische Produktionsvorschläge unterbreiten.
Bei technischen Fragen können Sie sich gerne an uns wenden. Kontaktieren Sie unser Ingenieurteam.







