
Résumé exécutif: L'acier inoxydable 254SMO offre généralement une meilleure résistance à la corrosion lorsque les fixations sont exposées à des concentrations élevées de chlorures, à l'eau de mer, à des conditions de crevasses, à des équipements de dessalement, à des zones de projection en mer ou à des milieux de process agressifs. L'acier inoxydable 904L reste un choix judicieux lorsque la résistance à l'acide sulfurique, une bonne formabilité, une disponibilité établie et un budget matériau réduit sont des critères importants. Ces deux nuances ne sont pas interchangeables. Avant de choisir des boulons, écrous, goujons ou tiges filetées, les ingénieurs doivent comparer la composition chimique, l'indice PREN, la température, la teneur en oxygène, la géométrie des crevasses, la précharge des boulons, le risque de grippage, les exigences d'inspection et le coût total du cycle de vie.
Cet article s'adresse aux ingénieurs, aux entreprises d'ingénierie, d'approvisionnement et de construction (EPC), aux équipes d'achat et aux responsables de la maintenance qui recherchent des informations pratiques sur le choix des matériaux, plutôt que de simples descriptions de nuances. Il présente les normes UNS N08904 / EN 1.4539 (communément appelée 904L) et UNS S31254 / EN 1.4547 (communément appelée 254SMO). L'article traite des fixations destinées aux applications en milieu fortement corrosif : boulonnage de brides offshore, usines de dessalement, procédés chimiques, pompes, vannes, échangeurs de chaleur, appareils à pression et environnements marins.
| Question | Réponse courte | Note technique |
|---|---|---|
| Lequel a un PREN plus élevé ? | 254SMO | Des teneurs plus élevées en molybdène et en azote placent généralement le 254SMO nettement au-dessus du 904L. |
| Sont-ils interchangeables ? | Non | Le remplacement nécessite un examen de la conception, un examen du certificat des matériaux et une vérification des conditions de service. |
| Idéal pour l'eau de mer ? | Habituellement 254SMO | Surtout là où il y a des crevasses, de l'eau stagnante ou des dépôts. |
| Idéal pour l'acide sulfurique ? | Souvent 904L dans certaines gammes | La concentration d'acide, les contaminants et la température déterminent le résultat. |
| Idéal pour les fixations ? | Cela dépend du service | 254SMO pour la gravité du chlorure ; 904L pour un service modérément sévère et un équilibre des coûts. |
Qu'est-ce que l'acier inoxydable 904L ?
L'acier inoxydable 904L est un acier inoxydable austénitique fortement allié, désigné par les normes UNS N08904 et EN 1.4539. Il contient une forte teneur en nickel, une teneur élevée en chrome, ainsi que des quantités importantes de molybdène et de cuivre. Le nickel stabilise la structure austénitique et améliore la résistance à la fissuration par corrosion sous contrainte due aux chlorures, comparativement aux aciers inoxydables standard de la série 300. Le molybdène améliore la résistance à la corrosion par piqûres et à la corrosion caverneuse, tandis que le cuivre contribue à la résistance dans certains milieux acides réducteurs, notamment en présence d'acide sulfurique.
Pour l'achat de fixations, l'acier inoxydable 904L est souvent privilégié lorsque l'acier inoxydable 316L n'est plus fiable, mais qu'un projet ne justifie pas encore l'utilisation d'un acier super duplex ou d'un acier austénitique à très haut indice PREN. Il permet de fabriquer des boulons, des écrous, des goujons, des tiges filetées, des boulons d'ancrage, des vis à six pans creux et des composants usinés sur mesure, à condition que le fournisseur maîtrise l'écrouissage, le risque de grippage et assure la traçabilité. L'acier inoxydable 904L n'est pas un acier miracle. Ses performances optimales sont obtenues lorsque la conception évite les pièges à chlorures stagnants et lorsque la surface finale est correctement nettoyée, décapée ou passivée.
Qu'est-ce que l'acier inoxydable 254SMO ?
L'acier inoxydable super-austénitique 254SMO, désigné UNS S31254 et EN 1.4547, a été développé pour les environnements où les aciers inoxydables austénitiques conventionnels sont sujets à la corrosion par piqûres, à la corrosion caverneuse ou à la fissuration par corrosion sous contrainte due aux chlorures. Comparé au 904L, le 254SMO contient généralement une teneur en molybdène plus élevée et de l'azote ajouté intentionnellement. Cette composition chimique accroît la résistance à la corrosion par piqûres, renforce la matrice austénitique et confère au 254SMO un indice PREN plus élevé.
Pour la visserie, l'acier inoxydable 254SMO est préconisé pour les applications exigeantes telles que le traitement de l'eau de mer, le dessalement, les installations offshore, la désulfuration des gaz de combustion et les usines chimiques. Sa teneur élevée en alliage améliore la résistance à la corrosion, mais augmente également le coût et peut engendrer des délais d'approvisionnement plus longs. L'usinage et le filetage nécessitent une maîtrise technique, car les aciers inoxydables austénitiques fortement alliés s'écrouissent rapidement et peuvent se gripper lors de l'assemblage.
Normes internationales et équivalences de grade
| Nom commun | UNS | EN / Werkstoff | Description typique |
|---|---|---|---|
| 904L | N08904 | 1.4539 | Acier inoxydable austénitique à haute teneur en alliage contenant du molybdène et du cuivre |
| 254SMO | S31254 | 1.4547 | Acier inoxydable super austénitique à haute teneur en Mo et N |
| 316L | S31603 | 1.4404 | acier inoxydable austénitique de base contenant du molybdène |
| 1.4529 | N08926 | 1.4529 | Acier inoxydable super austénitique à haute teneur en molybdène |
| 2507 | S32750 | 1.4410 | acier inoxydable super duplex |
Les spécifications des matériaux ne doivent jamais se limiter à une marque commerciale. Les bons de commande de boulonneries critiques doivent mentionner la nuance UNS ou EN, la norme de fixation applicable, les dimensions, le profil du filetage, les exigences en matière de propriétés, l'état du traitement thermique, le niveau d'inspection, le type de certificat et toute exigence spécifique au projet en matière de corrosion ou d'intégrité de la maintenance préventive (PMI). AODSON peut fournir des fixations en alliages spéciaux sur mesure, à condition de disposer des plans et des conditions d'utilisation.
Philosophie de conception des alliages et de la métallurgie
Les aciers 904L et 254SMO sont tous deux des aciers inoxydables austénitiques non trempables. Leur résistance à la corrosion provient principalement de la stabilité du film passif, de la teneur en chrome, de l'enrichissement en molybdène et, pour le 254SMO, du renforcement à l'azote. Le 904L utilise des teneurs élevées en nickel et en cuivre pour améliorer sa résistance à certains acides réducteurs. Le 254SMO améliore encore sa résistance aux chlorures en augmentant les teneurs en molybdène et en azote tout en conservant une structure austénitique.
Cela a son importance pour les fixations, car un boulon n'est pas une surface plane. Le filetage introduit des crevasses, des contraintes locales élevées, des discontinuités de surface et des dépôts de composés d'assemblage. Une nuance qui semble convenir dans un tableau de corrosion simple peut se révéler défaillante si l'écrou retient de l'eau de mer, si le filetage présente une surface rugueuse, si l'application d'un produit anti-grippage est omise ou si des outils en acier au carbone contaminent la surface.
comparaison de la composition chimique
| Élément | Plage typique de 904 L | Plage typique de 254SMO | Signification pratique |
|---|---|---|---|
| Cr | 19-23% | 19.5-20.5% | Les deux utilisent un film passif riche en chrome |
| Ni | 23-28% | 17.5-18.5% | L'acier 904L utilise davantage de nickel pour la stabilité de l'austénite. |
| Mo | 4-5% | 6-6.5% | Le 254SMO offre une forte résistance à la piqûre et à la crevasse |
| N | Généralement bas | 0.18-0.22% | L'azote augmente le PREN et la force du 254SMO |
| Cu | 1-2% | ~0.5-1% | Le cuivre 904L améliore les performances de certains acides |
| C | Faible | Faible | Une faible teneur en carbone favorise la soudabilité et la résistance à la corrosion |
Formule et limitations du PREN
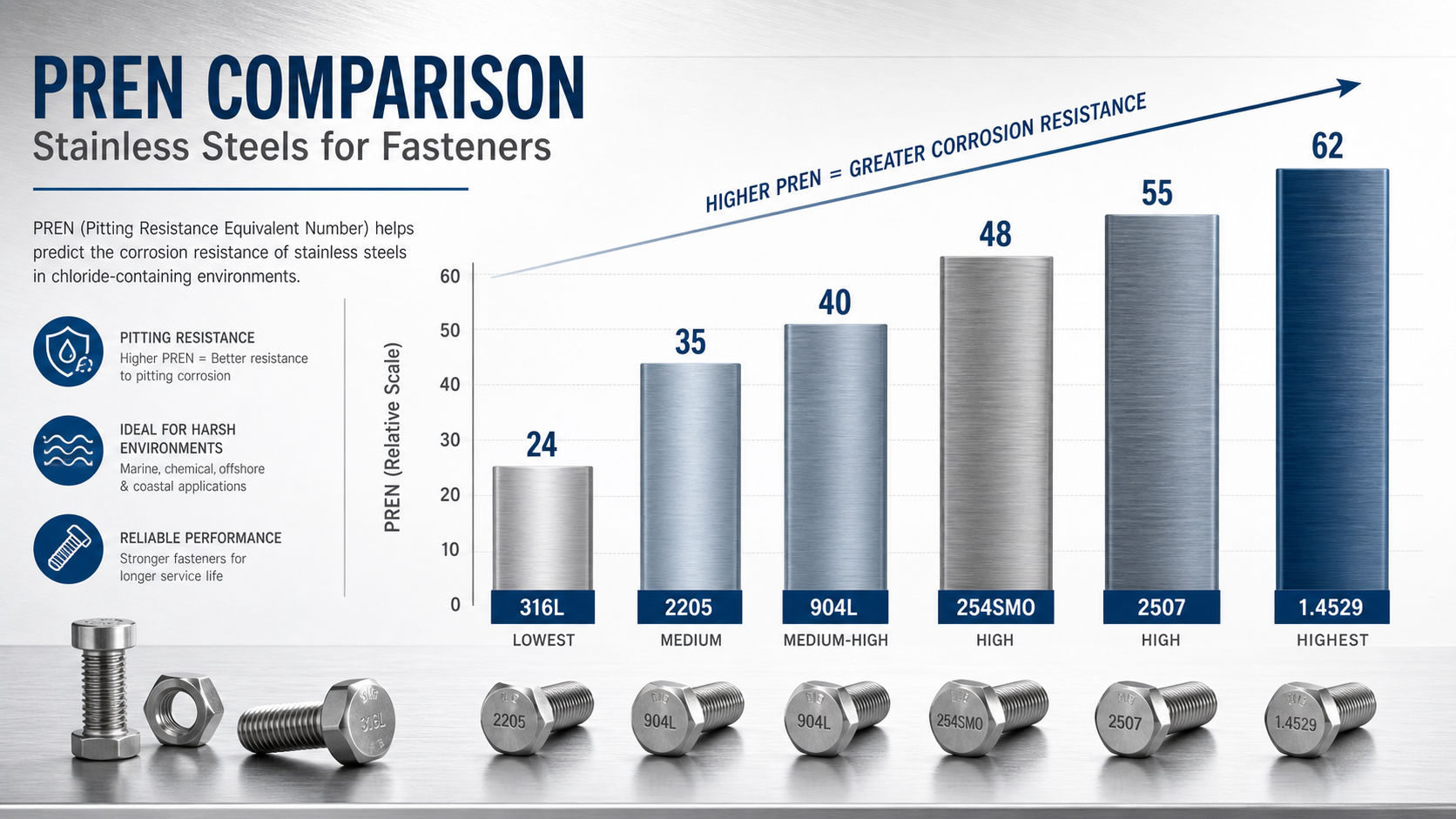
Un nombre équivalent de résistance à la piqûration commun est calculé comme PREN = Cr + 3,3×Mo + 16×N. En utilisant une chimie nominale, le 904L se situe souvent autour de 35, tandis que le 254SMO est généralement supérieur à 42. Cette différence est importante car la corrosion par piqûres due aux chlorures est l'un des modes de défaillance les plus courants pour les fixations en acier inoxydable dans les environnements marins et chimiques.
L'indice PREN est utile, mais il ne constitue pas une spécification complète. Il ne tient pas compte directement de l'état de surface, des inclusions, de la coloration thermique, de la géométrie des crevasses, de l'encrassement biologique, des espèces oxydantes, de l'état de la soudure, des cycles thermiques, des contraintes de traction, de la chimie du lubrifiant ni de la qualité du contrôle. Un alliage à indice PREN élevé peut néanmoins se rompre s'il est assemblé dans une crevasse profonde présentant un mauvais état de surface. Un alliage à indice PREN plus faible peut convenir dans un environnement contrôlé, avec un lavage régulier, un drainage adéquat et une conception de charge prudente.
| Alliage | Valeur approximative de PREN | Résistance relative au chlorure | Note |
|---|---|---|---|
| 316L | ~24-28 | Modéré | Souvent insuffisant pour l'eau de mer stagnante |
| 2205 | ~34-36 | Bien | Résistance du duplex et résistance aux chlorures |
| 904L | ~35-37 | Bon à très bon | Meilleur que l'acier inoxydable 316L ; non équivalent à l'acier inoxydable 254SMO |
| 254SMO | ~42-44 | Très haut | Candidat sérieux pour le traitement de l'eau de mer et le dessalement |
| 2507 | ~40-43 | Très haut | Option duplex à haute résistance |
| 1.4529 | ~43-46 | Très haut | Alternative super austénitique comparable |
propriétés mécaniques
Les performances des fixations dépendent à la fois de leur résistance à la corrosion et de leur comportement mécanique. Les aciers inoxydables austénitiques ne peuvent être renforcés par trempe de la même manière que les fixations en acier martensitique ou allié. La résistance est généralement déterminée par l'écrouissage, la forme du produit, ses dimensions et la norme applicable. L'acier 254SMO peut présenter une résistance supérieure grâce au renforcement à l'azote, mais une commande doit préciser les exigences mécaniques réelles et non se fier à la dénomination de la nuance.
| Propriété | 904L | 254SMO | Implication des fixations |
|---|---|---|---|
| Structure | austénitique | Super austénitique | Bonne ténacité ; non magnétique à légèrement magnétique après écrouissage. |
| Voie de force | Travail à froid / état du produit | Azote + travail à froid | Vérifier la classe de boulons réelle ou les exigences du projet |
| Ductilité | Haut | Haut | Bon pour le formage, mais l'écrouissage est important. |
| Contrôle de la dureté | Important | Important | Évitez le grippage et l'endommagement du filetage. |
| résistance aux basses températures | Bien | Bien | Utile dans les équipements marins et de traitement |
Science de la corrosion : film passif, chlorures et crevasses
Les aciers inoxydables résistent à la corrosion grâce à la formation d'un film passif mince riche en chrome. Les ions chlorure peuvent localement altérer ce film, créant ainsi des piqûres. Lorsqu'une piqûre ou une crevasse devient acide et riche en chlorures, la corrosion peut s'accélérer sous la tête du boulon, à l'intérieur du filetage d'un écrou, à l'interface d'une rondelle ou sous des dépôts. Le molybdène et l'azote améliorent la stabilité du film passif en milieu chloré ; c'est pourquoi l'acier 254SMO est généralement plus performant que l'acier 904L dans les applications en eau de mer.
Les fixations sont particulièrement vulnérables car leur géométrie crée des anfractuosités cachées. Le contact entre les filetages mâle et femelle, la face de la rondelle, la face inférieure de la tête de boulon et l'interface de la bride peuvent retenir du liquide. Si l'oxygène vient à manquer à l'intérieur de l'anfractuosité tandis que le chlorure reste concentré, même un alliage résistant à la corrosion peut attaquer localement. Le choix des matériaux doit donc être guidé par la conception, les pratiques d'assemblage et le contrôle.
corrosion par piqûres
La corrosion par piqûres est une attaque localisée qui crée de petites cavités profondes. Dans le boulonnage, ces piqûres peuvent amorcer des phénomènes de fatigue et réduire la section transversale. L'acier 254SMO est généralement préféré au 904L pour les environnements à haut risque de corrosion par piqûres due aux chlorures, car ses teneurs en molybdène et en azote lui confèrent une meilleure résistance à la corrosion par piqûres. Le 904L peut toutefois convenir lorsque les teneurs en chlorures, la température et le risque de stagnation sont modérés.
corrosion par crevasses
La corrosion par piqûres est souvent plus critique pour les fixations que la corrosion superficielle. Les filets des écrous et des boulons présentent des piqûres naturelles. Même lorsque les surfaces externes paraissent propres, l'interface interne du filetage peut retenir des fluides, des sels ou des dépôts de procédé. L'acier 254SMO offre une marge de sécurité supérieure à celle de l'acier 904L, mais les concepteurs doivent néanmoins prévoir un système de drainage, des rondelles compatibles, un état de surface contrôlé, une précharge appropriée et des inspections périodiques.
fissuration par corrosion sous contrainte due aux chlorures
Les aciers inoxydables austénitiques peuvent se fissurer sous contrainte de traction dans des environnements chlorés chauds. Une teneur élevée en nickel et en alliages améliore leur résistance par rapport aux aciers 304 ou 316, mais le choix d'une fixation en acier inoxydable ne doit pas se baser uniquement sur sa nuance. Les ingénieurs doivent prendre en compte la température de service, la charge de traction, les contraintes résiduelles de fabrication, l'isolation externe, la concentration d'évaporation, les produits chimiques de nettoyage et les conditions d'arrêt.
Compatibilité avec les acides : acide sulfurique et acide phosphorique
| Moyen | 904L | 254SMO | Guide de sélection |
|---|---|---|---|
| Acide sulfurique | Souvent efficace dans certaines plages de concentration | Bonne en techniques mixtes | Utiliser les données de corrosion à la concentration et à la température réelles |
| acide phosphorique | Souvent bon | Souvent très efficace en présence de chlorures | La teneur en impuretés peut déterminer la qualité. |
| Acides réducteurs | Le cuivre contribue à 904L | Cela dépend de la chimie | Ne généralisez pas à partir des performances du chlorure |
| Chlorures oxydants | Limité par la température et les crevasses | généralement meilleure marge | Vérifier le potentiel redox et les dépôts |
| liqueurs de plantes mixtes | Test requis | Test requis | Les données de laboratoire ou l'historique de terrain sont les meilleurs |
Le 904L est réputé notamment pour ses performances dans certaines applications d'acide sulfurique. Toutefois, cela ne signifie pas qu'il soit systématiquement supérieur au 254SMO dans toutes les installations de traitement d'acide. La compatibilité avec l'acide varie en fonction de la concentration, de la température, de l'aération, de la contamination par les chlorures, les fluorures, les matières solides et des cycles de nettoyage. Pour les installations chimiques à forte intensité de corrosion, les ingénieurs doivent se référer aux tableaux de corrosion du projet, aux données d'historique d'utilisation, aux essais sur éprouvettes ou à l'expertise d'un spécialiste.
Eau de mer, atmosphère marine et plateformes offshore

Pour l'eau de mer naturelle, les zones d'éclaboussures, les plateformes offshore et les équipements exposés aux embruns, l'acier inoxydable 254SMO est généralement le choix le plus sûr. L'eau de mer ne se résume pas à sa concentration en chlorures ; elle contient également de l'oxygène, des micro-organismes, varie en température et en température, et est soumise à des cycles d'humidification et de dessiccation. Au niveau des boulons des brides et des supports, de l'eau salée peut stagner sous les rondelles ou à l'intérieur des filetages. C'est là que le PREN plus élevé du 254SMO prend tout son sens.
L'acier 904L peut encore être choisi pour les environnements marins lorsque l'immersion directe en eau de mer est évitée, que le lavage est possible et que le risque lié au cycle de vie est acceptable. Dans les crevasses offshore constamment humides ou mal drainées, les ingénieurs se tournent souvent vers d'autres aciers que le 904L, tels que le 254SMO, le 1.4529, le 2507, les alliages de nickel ou le titane, en fonction de la résistance, de la compatibilité galvanique et des contraintes d'approvisionnement.
usines de dessalement

Les usines de dessalement combinent eau de mer, saumure, forte concentration en chlorures, variations de température et de nombreux assemblages boulonnés. Les fixations en acier inoxydable 254SMO sont généralement privilégiées pour les systèmes d'aspiration, les pompes, les crépines, la tuyauterie, les équipements sous pression et les zones où la corrosion par piqûres représente un risque connu. L'acier inoxydable 904L peut être utilisé dans des environnements moins exigeants, mais il ne doit pas être considéré comme équivalent au 254SMO en milieu saumâtre ou en eau de mer stagnante.
Procédés chimiques, pompes, vannes, échangeurs de chaleur et récipients sous pression

Les équipements de traitement chimique présentent souvent plusieurs mécanismes de corrosion simultanés : corrosion acide, corrosion par piqûres due aux chlorures, corrosion caverneuse des joints, zones affectées thermiquement, produits chimiques de nettoyage et cycles thermiques. Les pompes et les vannes ajoutent des vibrations, des risques de fuite d’étanchéité et des cycles de maintenance. Les échangeurs de chaleur introduisent une aération différentielle et la formation de dépôts. Les appareils à pression imposent des exigences réglementaires et documentaires supplémentaires.
Pour ces applications, le choix des fixations doit tenir compte du matériau de l'équipement, du système de joints, du lubrifiant et du plan d'inspection. Un boulon 254SMO associé à une rondelle incompatible ou à une surface contaminée peut présenter des performances insuffisantes. Un boulon 904L, dans un environnement à acidité contrôlée, peut constituer un excellent choix économique. La solution optimale dépend de l'application.
Considérations relatives à la fabrication des fixations
Il s'agit de la section pratique la plus importante. Les fixations ne sont pas de simples barres d'acier inoxydable. Leur fabrication détermine l'état de surface du filetage, l'écrouissage, la précision dimensionnelle, la sensibilité au grippage et la traçabilité. AODSON recommande de considérer les fixations en acier 904L et 254SMO comme des composants techniques, notamment pour le boulonnage de brides offshore, les fixations d'usines de dessalement, les goujons d'usines chimiques, les vis d'assemblage de pompes et les composants en alliages spéciaux pour équipementiers.
| Type de fixation | 904L adéquation | adéquation du 254SMO | Recommandation pratique |
|---|---|---|---|
| Boulons | Convient aux conditions de corrosion modérées à sévères. | Excellent pour les services à haute teneur en chlorure | Utilisez des fils de discussion roulés lorsque cela est possible et vérifiez les certificats. |
| noix | Bien | Excellent | Choisissez soigneusement la nuance et la dureté pour réduire le grippage. |
| goujons | Bien | Excellent | Important pour les brides, les vannes et les équipements sous pression |
| Tiges filetées | Bien | Excellent | Contrôler la rectitude, la finition du filetage et l'emballage |
| boulons d'ancrage | Service dépendant | Service dépendant | Vérifier la chimie du béton, l'exposition aux éclaboussures et les contacts galvaniques |
| boulons hexagonaux lourds | Bien | Excellent | Spécifiez la norme dimensionnelle et le marquage |
| vis à douille | Bon risque, mais exaspérant | Bon risque, mais exaspérant | Utilisez du lubrifiant et évitez de trop serrer. |
| Boulonnage de brides offshore | Limité aux zones modérées | Privilégié dans les zones à forte concentration de chlorures | Utiliser PMI, EN10204 3.1 et la procédure d'assemblage |
Roulage de fil vs filetage coupé
Le filetage roulé déplace la matière au lieu de l'enlever. Ceci améliore l'état de surface et la résistance à la fatigue, et évite la formation de rainures d'usinage susceptibles d'amorcer la corrosion. Le filetage par coupe est parfois nécessaire pour les petites séries, les grands diamètres ou les produits sur mesure, mais il exige un outillage précis, une avance contrôlée, un bon arrosage et un nettoyage après usinage. Pour les aciers 904L et 254SMO, la qualité du filetage dépend à la fois de la corrosion et des dimensions.
Prévention irritante
Les fixations en acier inoxydable austénitique sont sujettes au grippage car les surfaces de contact peuvent se souder à froid sous pression. Les aciers 904L et 254SMO ne font pas exception. Le risque de grippage augmente avec une précharge élevée, un montage à sec, des filetages rugueux, une installation rapide, une dureté inadaptée et la présence de contamination. Utilisez un lubrifiant anti-grippage adapté, installez-le lentement, respectez le couple de serrage recommandé, utilisez des écrous compatibles, assurez-vous que les filetages sont propres et respectez les tolérances. En conditions critiques, validez le lubrifiant en fonction de la température, de sa composition chimique et de sa sensibilité à la contamination.
Usinage et écrouissage
| facteur de fabrication | 904L | 254SMO | Point de contrôle |
|---|---|---|---|
| Durcissement par écrouissage | Haut | Très haut | Utilisez une configuration rigide et des outils tranchants |
| Contrôle de la puce | Exigeant | Exigeant | Évitez de frotter et de vous attarder |
| Surface du fil | Critique | Critique | Inspectez la rugosité et les bavures |
| contamination des outils | Éviter | Éviter | Séparer l'outillage en acier au carbone et nettoyer les surfaces |
| Passivation | Recommandé | Recommandé | Rétablir la surface passive propre après traitement |
Inspection, PMI et documentation

Pour les éléments de fixation d'un projet, le dossier d'inspection peut être aussi important que la désignation de l'alliage. Les contrôles recommandés comprennent l'identification positive du matériau, la traçabilité du numéro de coulée, les certificats EN 10204 3.1, le contrôle dimensionnel, le contrôle du calibre du filetage, l'inspection visuelle, les contrôles de l'état de surface, la vérification du marquage, le contrôle de l'emballage et, le cas échéant, une inspection par un organisme tiers. L'identification positive du matériau (IPM) est particulièrement importante lorsque les alliages 904L, 254SMO, 316L, 2205 et 2507 peuvent être présents dans la même chaîne d'approvisionnement.
| élément d'inspection | Pourquoi c'est important | Action recommandée |
|---|---|---|
| PMI / XRF | Confirme la famille d'alliages | Tester des échantillons représentatifs par chauffage et par lot |
| EN10204 3.1 | Liens entre données chimiques et mécaniques | Certificat avec numéro de lot requis |
| jauge de filetage | Empêche les défaillances d'assemblage | Utilisez des jauges de tolérance et enregistrez les résultats. |
| Finition de surface | Affecte le risque de crevasses et de piqûres | Éliminer les bavures, les traces de chaleur et les contaminants |
| Marquage | Assure la traçabilité | Utilisez le marquage de niveau, de chaleur ou de projet lorsque cela est possible. |
| Conditionnement | Prévient la contamination pendant le transport | Utiliser des emballages d'exportation secs, séparés et étiquetés |
Limitations de soudage et de résistance à la chaleur
Les fixations ne sont généralement pas soudées, mais les assemblages soudés et les équipements adjacents peuvent influencer leur choix. Les aciers 904L et 254SMO nécessitent tous deux des métaux d'apport appropriés, un contrôle précis de l'apport de chaleur et un nettoyage des traces de fusion lors du soudage. La résistance à la chaleur est différente de la résistance à la corrosion. L'exposition à des températures élevées peut modifier le comportement à l'oxydation, la relaxation des contraintes et l'aptitude au service. En milieu chloruré chaud, la fissuration par corrosion sous contrainte et l'état des piqûres doivent être évalués avec soin.
| Sujet | 904L | 254SMO | Note technique |
|---|---|---|---|
| Soudage | Généralement soudable avec une procédure correcte | Généralement soudable avec une procédure correcte | Teinte thermique propre et utiliser des consommables qualifiés |
| résistance à la chaleur | Limité par rapport aux alliages résistants à la chaleur | Limité par rapport aux alliages résistants à la chaleur | Ne sélectionnez pas uniquement les données de corrosion à température ambiante |
| Détente et relaxation | Vérifier la température | Vérifier la température | La précharge des fixations peut évoluer avec le temps. |
| Nettoyage après soudage | Important | Important | Le décapage/passivation protège le film passif |
Coût et disponibilité
L'acier 904L est généralement moins cher et plus disponible que l'acier 254SMO, bien que les prix du nickel et du molybdène puissent varier. L'acier 254SMO, plus riche en alliage, peut nécessiter des délais de livraison plus longs, notamment pour les boulons de grand diamètre, les goujons sur mesure, les écrous hexagonaux lourds ou les composants OEM en petites séries. Une comparaison commerciale pertinente ne se limite pas au prix au kilogramme. Il faut également prendre en compte le coût d'installation, le risque d'immobilisation, la fréquence de remplacement, la charge de contrôle et les conséquences d'une défaillance.
| Facteur | 904L | 254SMO | Note de l'acheteur |
|---|---|---|---|
| Coût des matériaux | Inférieur | Plus haut | La prime du 254SMO peut se justifier par une durée de vie plus longue. |
| Disponibilité | En général, mieux | Plus spécialisé | Confirmez la disponibilité des barres, écrous et rondelles à l'avance |
| Coût d'usinage | Haut | Plus haut | Le durcissement au travail influe sur le temps de cycle |
| Conséquences de l'échec | Service dépendant | Service dépendant | Une conséquence importante favorise la marge de corrosion |
| Valeur du cycle de vie | Bon service | Excellent en conditions de forte concentration en chlorures | Utilisez le coût total, et non seulement le prix unitaire. |
arbre de décision pour la sélection des matériaux
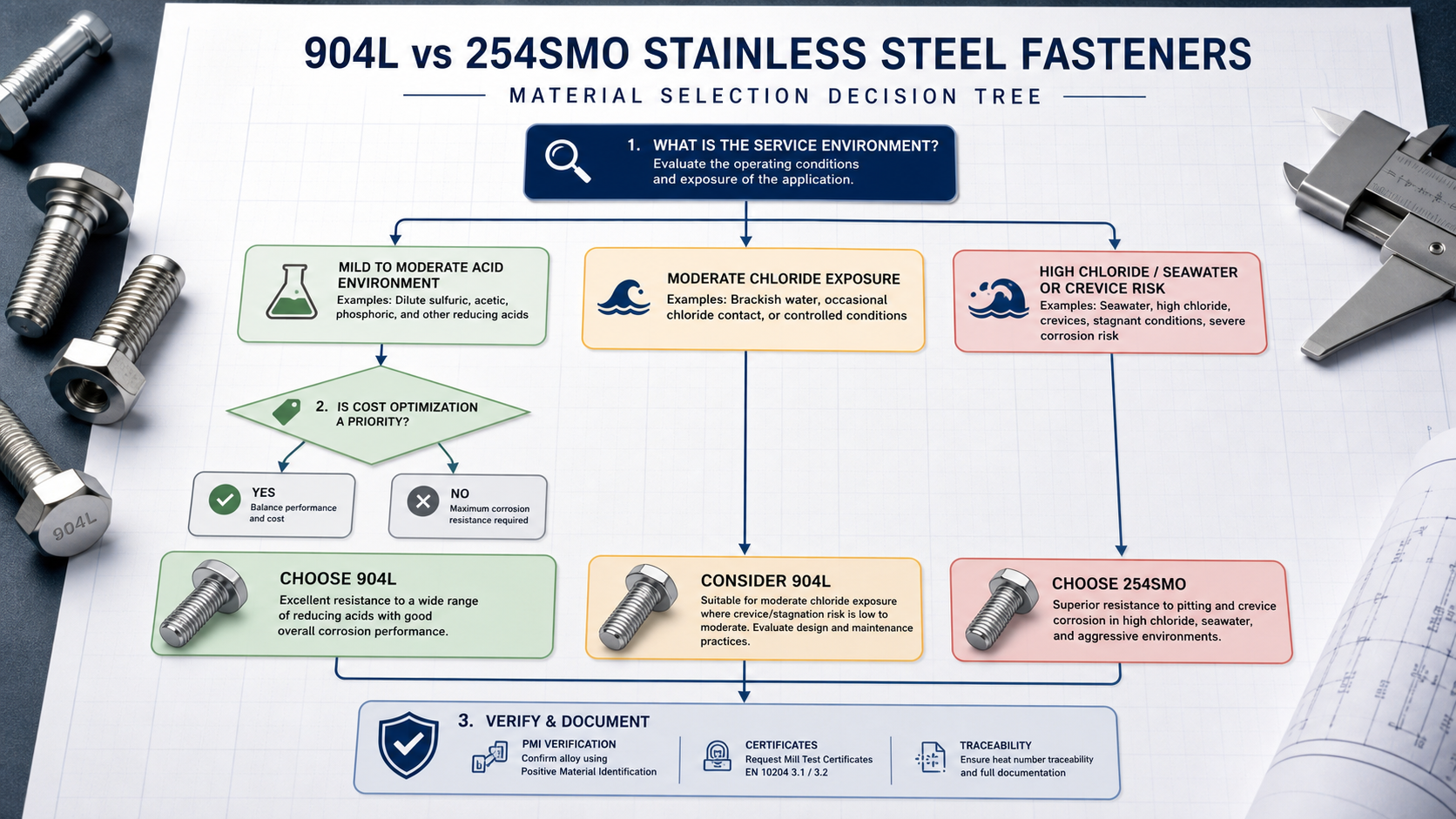
Commencez par analyser l'environnement. Si la concentration en chlorures, la température, la géométrie des crevasses et la stagnation sont modérées, l'acier 904L peut constituer une amélioration économique par rapport à l'acier 316L. En cas d'utilisation avec de l'eau de mer, de la saumure, dans des zones de projection d'eau en mer, avec des équipements de dessalement ou en présence fréquente de dépôts salins, l'acier 254SMO est fortement recommandé. Si la résistance mécanique, le couplage galvanique ou des conditions de chlorures extrêmes sont des facteurs prépondérants, comparez l'acier 254SMO aux aciers 2507, 1.4529, aux alliages de nickel ou au titane.
erreurs courantes des acheteurs
| Erreur | Risque | Meilleure pratique |
|---|---|---|
| Achat uniquement par nom commercial | Note ou certificat incorrects | Indiquez UNS/EN et la norme complète |
| Sans tenir compte des écrous et des rondelles | problème de crevasse ou de grippage de matériaux mixtes | Spécifiez le jeu de boulonnage complet |
| Pas d'antigrippage | Blocage du thread lors de l'installation | Utilisez un lubrifiant validé |
| Pas de PMI | alliage incorrect installé | Exiger le PMI du lot et les enregistrements |
| Choisir uniquement par PREN | Défaillance inattendue de l'acide ou du SCC | Examiner l'intégralité des conditions chimiques et de service |
| En supposant que 904L soit égal à 254SMO | Service de chlorure sous-spécifié | Utiliser 254SMO lorsque la marge de chlorure est requise. |
| Ignorer l'emballage | Contamination en transit | Utiliser des emballages propres, secs et séparés |
Recommandation finale en matière d'ingénierie
Pour les applications de fixation les plus exigeantes en milieu marin et exposé aux chlorures, l'acier 254SMO est la recommandation technique la plus forte car il contient généralement plus de molybdène, d'azote ajouté et un PREN nettement supérieur à celui du 904L. Il est particulièrement adapté aux usines de dessalement, au boulonnage de brides offshore, aux équipements marins, à la manutention de saumure, aux procédés chimiques contaminés par les chlorures, aux pompes, aux vannes et aux composants d'échangeurs de chaleur.
L'acier 904L demeure un matériau d'ingénierie précieux dans les environnements moins exposés aux chlorures, lorsque la résistance à l'acide sulfurique est essentielle, lorsque la disponibilité et le coût sont des facteurs importants, et lorsque la conception évite les zones de stagnation. Son utilisation correcte ne constitue pas un compromis ; il s'agit simplement d'un alliage différent. La spécification la plus sûre associe le choix de la nuance à la conception de la fixation, à la qualité du filetage, à la prévention du grippage, à la vérification PMI, à la certification EN 10204 3.1, à un état de surface contrôlé, au décapage/passivation et à une évaluation réaliste en service.
Boulons 904L en service pratique
Les boulons en acier 904L sont souvent privilégiés lorsqu'un projet nécessite une mise à niveau importante par rapport à l'acier 316L, sans que le coût ou le délai de livraison d'une fixation en acier super-austénitique ou en alliage de nickel ne soient justifiés. En pratique, les meilleurs résultats sont obtenus en combinant l'acier 904L avec une conception d'assemblage prudente. Il convient d'éviter les trous borgnes susceptibles de retenir les solutions chlorées, d'utiliser des rondelles propres, de prévenir toute contamination par contact avec l'acier au carbone et de s'assurer que le boulon installé fait l'objet du même contrôle de corrosion que le tuyau, la vanne ou le corps de pompe. Lorsque l'acier 904L est utilisé à proximité d'équipements contenant de l'acide sulfurique, il est impératif de vérifier que le flux de procédé réel correspond aux données de corrosion. De faibles quantités de chlorures, d'ions oxydants ou une augmentation de température peuvent modifier rapidement le classement.
Les boulons UNS N08904 / EN 1.4539 sont souvent privilégiés lorsqu'un projet nécessite une mise à niveau importante par rapport à l'acier 316L, sans que le coût ou le délai de livraison d'une fixation en acier super austénitique ou en alliage de nickel ne soient justifiés. En pratique, l'utilisation de l'acier 904L, combinée à une conception d'assemblage robuste, offre les meilleurs résultats. Il convient d'éviter les trous borgnes susceptibles de retenir les solutions chlorées, d'utiliser des rondelles propres, de prévenir toute contamination par contact avec l'acier au carbone et de s'assurer que le boulon installé fait l'objet du même contrôle de corrosion que le tuyau, la vanne ou le corps de pompe. Lorsque l'acier 904L est utilisé à proximité d'équipements contenant de l'acide sulfurique, il est impératif de vérifier que le flux de procédé réel correspond aux données de corrosion. De faibles quantités de chlorures, d'ions oxydants ou une augmentation de température peuvent modifier rapidement le classement.
Boulons 254SMO en service pratique
Les boulons en acier inoxydable 254SMO sont utilisés lorsque l'acheteur souhaite une sécurité accrue contre la corrosion par piqûres due aux chlorures et la corrosion caverneuse. Cette nuance est particulièrement pertinente pour le dessalement, les systèmes de prise d'eau de mer, les équipements de surface offshore, le traitement de la saumure et les structures marines immergées. Son indice PREN élevé offre une protection efficace, mais la réussite de l'installation dépend toujours de la compatibilité de l'écrou, de la finition du filetage et de la lubrification. Du fait du coût plus élevé de cet alliage, les ingénieurs doivent déterminer les applications nécessitant impérativement l'utilisation de l'acier inoxydable 254SMO et celles où l'acier inoxydable 904L, l'acier inoxydable duplex ou l'acier allié revêtu peuvent être utilisés sans risque accru.
Les boulons UNS S31254 / EN 1.4547 sont utilisés lorsque l'acheteur souhaite une marge de sécurité accrue contre la corrosion par piqûres due aux chlorures et la corrosion caverneuse. Cette nuance est particulièrement pertinente pour le dessalement, les systèmes de prise d'eau de mer, les équipements de surface offshore, le traitement de la saumure et les structures marines immergées. Son indice PREN plus élevé offre une protection efficace, mais la réussite de l'installation dépend néanmoins de la compatibilité des écrous, de la finition du filetage et de la lubrification. L'alliage étant plus coûteux, les ingénieurs doivent déterminer les zones nécessitant impérativement l'utilisation de l'acier inoxydable 254SMO et celles où l'acier inoxydable UNS N08904 / EN 1.4539, l'acier inoxydable duplex ou l'acier allié revêtu peuvent être utilisés sans risque accru.
Écrous et matériaux d'accouplement
L'écrou n'est pas un élément secondaire. Un boulon de haute qualité peut se bloquer ou se gripper si le matériau, la dureté, la tolérance du filetage ou l'état de surface de l'écrou sont inadéquats. Pour les boulons en acier 904L et 254SMO, il est recommandé aux acheteurs de spécifier les écrous dans le même kit d'assemblage, dans la mesure du possible. L'utilisation de fournisseurs différents peut entraîner des incompatibilités de qualité, des risques de grippage et des problèmes de certification. Dans de nombreux projets, l'écrou est remplacé plus fréquemment que le goujon ; les équipes de maintenance ont donc besoin d'un marquage clair et d'un contrôle rigoureux du stockage.
L'écrou n'est pas un élément secondaire. Un boulon de haute qualité peut se bloquer ou se gripper si le matériau, la dureté, la tolérance du filetage ou l'état de surface de l'écrou sont inadéquats. Pour les boulons UNS N08904 / EN 1.4539 et UNS S31254 / EN 1.4547, il est recommandé aux acheteurs de spécifier les écrous dans le même kit d'assemblage, dans la mesure du possible. L'utilisation de fournisseurs mixtes peut entraîner des incompatibilités de qualité, des risques de grippage et des confusions concernant les certificats. Dans de nombreux projets, l'écrou est remplacé plus fréquemment que le goujon ; les équipes de maintenance ont donc besoin d'un marquage clair et d'un contrôle rigoureux du stockage.
Goujons pour brides
Les goujons des assemblages à brides sont soumis à une précharge constante, au relâchement des joints, aux cycles thermiques et à l'exposition chimique au niveau du bord de la bride. La zone filetée constitue une crevasse naturelle, et les fuites peuvent concentrer les sels ou les acides au niveau du premier filet engagé. Pour les brides offshore et de dessalement, l'acier inoxydable 254SMO est souvent privilégié lorsque la boulonnerie en acier inoxydable est requise. Dans les zones moins exigeantes, l'acier inoxydable 904L peut offrir un compromis acceptable. Le cahier des charges doit préciser la longueur, la série de filetage, le chanfrein, le marquage, le lubrifiant et les exigences d'inspection.
Les goujons des assemblages à brides sont soumis à une précharge constante, au relâchement des joints, aux cycles thermiques et à l'exposition chimique au niveau du bord de la bride. La zone filetée constitue une crevasse naturelle, et les fuites peuvent concentrer les sels ou les acides au niveau du premier filet engagé. Pour les brides offshore et de dessalement, la norme UNS S31254 / EN 1.4547 est souvent privilégiée lorsque la boulonnerie en acier inoxydable est requise. Pour les zones moins exigeantes, la norme UNS N08904 / EN 1.4539 peut constituer un compromis acceptable. Le cahier des charges doit préciser la longueur, la série de filetage, le chanfrein, le marquage, le lubrifiant et les exigences d'inspection.
Tiges filetées et boulons d'ancrage
Les tiges filetées et les boulons d'ancrage peuvent paraître simples, mais leur environnement corrosif peut être extrême. Les longues tiges filetées accumulent des débris et de l'humidité au niveau du filetage. Les boulons d'ancrage peuvent être exposés à la chimie des pores du béton, aux embruns marins, aux produits de nettoyage et au contact galvanique avec les plaques de base. Si la tige est coupée sur le chantier, l'extrémité coupée peut perdre la finition contrôlée du fabricant. Il est impératif de spécifier le traitement des extrémités, la passivation et les conditions de stockage lorsque la résistance à la corrosion est essentielle.
Les tiges filetées et les boulons d'ancrage peuvent paraître simples, mais leur environnement corrosif peut être extrême. Les longues tiges filetées accumulent des débris et de l'humidité au niveau du filetage. Les boulons d'ancrage peuvent être exposés à la chimie des pores du béton, aux embruns marins, aux produits de nettoyage et au contact galvanique avec les plaques de base. Si la tige est coupée sur le chantier, l'extrémité coupée peut perdre la finition contrôlée du fabricant. Il est impératif de spécifier le traitement des extrémités, la passivation et les conditions de stockage lorsque la résistance à la corrosion est essentielle.
boulons hexagonaux lourds et vis à six pans creux
Les boulons hexagonaux lourds sont souvent utilisés lorsque l'accès par clé et une force de serrage élevée sont essentiels. Les vis à six pans creux peuvent être utilisées dans les ensembles compacts, les pompes, les vannes et les équipements OEM, mais le logement de la tête d'écrou peut retenir des fluides et des débris. Avec les vis à six pans creux 904L ou 254SMO, ce logement doit être considéré comme une crevasse. Si l'ensemble est nettoyé avec des produits chimiques chlorés ou fonctionne en milieu marin, il convient de choisir soigneusement la géométrie et l'accessibilité pour la maintenance.
Les boulons hexagonaux lourds sont souvent utilisés lorsque l'accès par clé et une force de serrage élevée sont essentiels. Les vis à six pans creux peuvent être utilisées dans les ensembles compacts, les pompes, les vannes et les équipements OEM, mais le logement de la tête d'écrou peut retenir des fluides et des débris. Avec les vis à six pans creux UNS N08904 / EN 1.4539 ou UNS S31254 / EN 1.4547, ce logement doit être considéré comme une crevasse. Si l'ensemble est nettoyé avec des produits chimiques chlorés ou fonctionne en milieu marin, la géométrie et l'accès pour la maintenance doivent être choisis avec soin.
Finition de surface, décapage et passivation
L'état de surface peut déterminer si l'alliage sélectionné offre les performances attendues. Les marques d'usinage, les inclusions de fer, la coloration thermique, les dommages de rectification et les contaminations dues à la manipulation réduisent la marge de corrosion. Le décapage élimine la coloration thermique et les contaminations métalliques, tandis que la passivation permet d'obtenir une surface propre et riche en chrome. Pour les fixations en alliages spéciaux, la finition de surface doit être spécifiée dans le bon de commande et non pas être négligée. Un emballage propre après passivation est également essentiel, car un emballage contaminé peut annuler les bénéfices.
L'état de surface est déterminant pour les performances attendues de l'alliage sélectionné. Les marques d'usinage, les inclusions de fer, la coloration thermique, les dommages de rectification et les contaminations dues à la manipulation réduisent la marge de corrosion. Le décapage élimine la coloration thermique et les contaminations métalliques, tandis que la passivation permet d'obtenir une surface propre et riche en chrome. Pour les assemblages boulonnés en alliages spéciaux, la finition de surface doit être spécifiée dans le bon de commande et non négligée a posteriori. Un emballage propre après passivation est également essentiel, car un emballage contaminé peut annuler les bénéfices.
PMI et traçabilité thermique
L'identification positive des matériaux (PMI) constitue une protection efficace contre les erreurs coûteuses. Les fixations en acier inoxydable 904L, 254SMO, 316L, duplex et en alliage de nickel peuvent présenter un aspect similaire après usinage. Si elles sont stockées ensemble, un contrôle visuel est insuffisant. L'identification positive des matériaux par fluorescence X (XRF) permet de confirmer la famille d'alliages, tandis que la traçabilité thermique assure la correspondance entre la fixation et son certificat. Pour les ensembles critiques, les enregistrements doivent indiquer les lots testés, le nombre de pièces contrôlées et les modalités de gestion des pièces non conformes.
L'identification positive des matériaux (PMI) constitue une protection efficace contre les erreurs coûteuses. Les assemblages de boulons en acier inoxydable UNS N08904 / EN 1.4539, UNS S31254 / EN 1.4547, 316L, duplex et alliage de nickel peuvent présenter une apparence similaire après usinage. S'ils sont stockés ensemble, un contrôle visuel est insuffisant. L'identification positive des matériaux par fluorescence X (XRF) permet de confirmer la famille d'alliages, tandis que la traçabilité thermique assure la correspondance entre la fixation et son certificat. Pour les ensembles critiques, les enregistrements doivent indiquer les lots testés, le nombre de pièces contrôlées et les modalités de gestion des pièces non conformes.
Certificats EN10204 3.1
Les certificats EN10204 3.1 fournissent des résultats d'essais chimiques et mécaniques traçables au lot de produit. Pour les fixations en alliages spéciaux, le certificat doit correspondre au numéro de coulée figurant sur le matériau et au marquage ou à l'emballage. Les acheteurs doivent vérifier les teneurs en chrome, nickel, molybdène et azote, et non se contenter de la désignation de la nuance. Si un projet requiert des essais de résilience, de corrosion, des limites de dureté ou une inspection par un organisme tiers, ces exigences doivent être intégrées avant la production.
Les certificats EN10204 3.1 fournissent des résultats d'essais chimiques et mécaniques traçables au lot de produit. Pour les assemblages de boulons en alliages spéciaux, le certificat doit correspondre au numéro de coulée figurant sur le matériau et au marquage ou à l'emballage. Les acheteurs doivent vérifier les teneurs en chrome, nickel, molybdène et azote, et non se contenter de la désignation de la nuance. Si un projet requiert des essais de résilience, de corrosion, des limites de dureté ou une inspection par un organisme tiers, ces exigences doivent être intégrées avant la production.
Sélection des encollages et des matériaux anti-grippage
Le grippage est l'un des problèmes d'installation les plus fréquents avec les boulons en acier inoxydable austénitique. Il peut se produire avant que l'assemblage n'atteigne la précharge cible, ce qui peut amener l'installateur à croire que la fixation est bien serrée alors qu'elle est en réalité endommagée. Le lubrifiant anti-grippage doit être choisi en fonction de l'environnement d'utilisation. Un produit adapté à un atelier sec peut ne pas convenir en présence d'oxygène, à haute température, dans les équipements alimentaires, en immersion dans l'eau de mer ou dans les usines de produits chimiques sensibles. Un montage lent et des filetages propres sont tout aussi importants que la marque du lubrifiant.
Le grippage est l'un des problèmes d'installation les plus fréquents avec les boulons en acier inoxydable austénitique. Il peut se produire avant que l'assemblage n'atteigne la précharge cible, ce qui peut amener l'installateur à croire que la fixation est bien serrée alors qu'elle est en réalité endommagée. Le lubrifiant anti-grippage doit être choisi en fonction de l'environnement d'utilisation. Un produit adapté à un atelier sec peut ne pas convenir en présence d'oxygène, à haute température, dans les équipements alimentaires, en immersion dans l'eau de mer ou dans les usines de produits chimiques sensibles. Un montage lent et des filetages propres sont tout aussi importants que la marque du lubrifiant.
Couple de serrage, précharge et méthode d'assemblage
Même les fixations résistantes à la corrosion nécessitent une précontrainte correcte. Un serrage insuffisant peut entraîner des mouvements de l'assemblage, des fuites et la formation de fissures. Un serrage excessif peut endommager le filetage, provoquer un grippage ou dépasser la contrainte admissible. Les valeurs de couple sont influencées par le lubrifiant, l'état de surface, l'état de l'écrou et le matériau de la rondelle. Pour les brides critiques, les procédures de mise en tension doivent être définies par l'ingénieur du projet. Le choix des matériaux est indissociable de la méthode d'assemblage.
Les assemblages boulonnés résistants à la corrosion nécessitent toujours une précharge correcte. Un serrage insuffisant peut entraîner des mouvements de l'assemblage, des fuites et la formation de fissures. Un serrage excessif peut endommager le filetage, favoriser le grippage ou dépasser la contrainte prévue. Les valeurs de couple sont influencées par le lubrifiant, l'état de surface, l'état de l'écrou et le matériau de la rondelle. Pour les brides critiques, les procédures de mise en tension doivent être définies par l'ingénieur du projet. Le choix des matériaux est indissociable de la méthode d'assemblage.
Compatibilité avec les joints et les rondelles
Les joints et les rondelles influent sur l'environnement des interstices autour d'une fixation. Une rondelle peut répartir la charge et protéger une surface, mais elle peut aussi retenir une solution en dessous. Certaines fuites de joints concentrent les chlorures ou les acides au niveau du trou de boulon. Si l'on choisit l'acier 904L ou 254SMO pour sa résistance à la corrosion, il convient d'examiner l'ensemble du système d'assemblage : matériau de la bride, matériau de la rondelle, composition chimique du joint, lubrifiant pour boulons, drainage, isolation et méthodes de nettoyage.
Les joints et les rondelles influent sur l'environnement des interstices autour d'une fixation. Une rondelle peut répartir la charge et protéger une surface, mais elle peut aussi retenir une solution en dessous. Certaines fuites de joints concentrent les chlorures ou les acides au niveau du trou de boulon. Lorsque les normes UNS N08904 / EN 1.4539 ou UNS S31254 / EN 1.4547 sont choisies pour leur résistance à la corrosion, l'ensemble du système d'assemblage doit être examiné : matériau de la bride, matériau de la rondelle, composition chimique du joint, lubrifiant pour boulons, drainage, isolation et méthodes de nettoyage.
réalité de la maintenance en mer
Les fixations en mer sont soumises aux embruns salés, à des cycles d'humidification et de séchage, à des retards de maintenance et à des difficultés d'accès pour l'inspection. Un alliage théoriquement acceptable peut devenir risqué si le joint ne peut être nettoyé, si des dépôts s'accumulent ou si son remplacement nécessite un arrêt de production. Cette réalité justifie souvent une marge de corrosion plus importante. L'alliage 254SMO peut réduire la probabilité d'une corrosion localisée dans les zones difficiles d'accès. L'alliage 904L reste performant dans les zones abritées ou modérément exposées.
Les assemblages boulonnés en mer sont soumis aux embruns salés, à des cycles d'humidification et de séchage, à des retards de maintenance et à des difficultés d'accès pour l'inspection. Un alliage théoriquement acceptable peut présenter des risques si le joint ne peut être nettoyé, si des dépôts s'accumulent ou si son remplacement nécessite un arrêt de production. Cette réalité justifie souvent une marge de corrosion plus importante. La norme UNS S31254 / EN 1.4547 peut réduire la probabilité d'une corrosion localisée dans les zones difficiles d'accès. La norme UNS N08904 / EN 1.4539 reste adaptée aux zones abritées ou modérément exposées.
zones de saumure de dessalement
Les systèmes de dessalement comprennent des circuits d'eau de mer brute, d'eau de mer filtrée, de haute pression, de concentré de saumure et de nettoyage chimique. Ces zones ne présentent pas toutes le même niveau de contrainte. La saumure et les anfractuosités où l'eau stagne nécessitent une attention particulière en raison de la concentration plus élevée en chlorures et des variations potentielles de la teneur en oxygène. Les fixations en acier inoxydable 254SMO sont généralement recommandées pour ces applications. Dans les structures de support ou les zones extérieures sèches, une nuance différente peut convenir si le lavage d'entretien est fiable.
Les systèmes de dessalement comprennent des circuits d'eau de mer brute, d'eau de mer filtrée, de haute pression, de concentré de saumure et de traitement chimique. Ces zones présentent des niveaux de contrainte différents. La saumure et les anfractuosités où l'eau stagne nécessitent une attention particulière en raison de la concentration plus élevée en chlorures et des variations potentielles de la teneur en oxygène. Les assemblages de boulons conformes à la norme UNS S31254 / EN 1.4547 sont généralement utilisés dans ces zones. Dans les structures de support ou les zones extérieures sèches, une nuance différente peut convenir si le lavage d'entretien est fiable.
gestion du changement dans les usines chimiques
Les usines chimiques évoluent avec le temps. Une conduite transportant initialement de l'acide pur peut ultérieurement être contaminée par des chlorures, soumise à des températures plus élevées, à l'utilisation d'additifs oxydants ou à un nettoyage plus fréquent. Lors d'une modification de la chimie des procédés, il convient de revoir les matériaux de fixation, ainsi que la tuyauterie et les équipements. Un alliage 904L existant peut rester approprié, ou nécessiter une mise à niveau vers l'alliage 254SMO ou un autre alliage. La documentation permet cette révision.
Les installations chimiques évoluent avec le temps. Une conduite transportant initialement de l'acide pur peut ultérieurement être contaminée par des chlorures, soumise à des températures plus élevées, à l'ajout d'additifs oxydants ou à un nettoyage plus fréquent. Lors d'une modification de la chimie des procédés, les matériaux de fixation, ainsi que la tuyauterie et les équipements, doivent être réexaminés. Un choix antérieur de matériau UNS N08904 / EN 1.4539 peut rester approprié, ou nécessiter une mise à niveau vers un matériau UNS S31254 / EN 1.4547 ou un autre alliage. La documentation permet cette réévaluation.
boulonnage de l'échangeur de chaleur
Les échangeurs de chaleur créent de nombreux environnements locaux : côté tubes, côté calandre, bords des joints, condensats, dépôts et produits chimiques de nettoyage. Bien que la boulonnerie ne soit pas en contact direct avec le fluide de procédé principal, les fuites ou la condensation peuvent l'exposer à des milieux agressifs. Si des dépôts chlorés se forment sous les têtes de boulons, une corrosion par piqûres peut se développer. L'utilisation de la norme 254SMO peut se justifier pour les échangeurs d'eau de mer ou les équipements fonctionnant à la saumure. Pour une utilisation côté acide, la norme 904L doit être évaluée en fonction de la chimie réelle du fluide.
Les échangeurs de chaleur créent de nombreux environnements locaux : côté tubes, côté calandre, bords des joints, condensats, dépôts et produits chimiques de nettoyage. Bien que la boulonnerie ne soit pas en contact direct avec le fluide de procédé principal, les fuites ou la condensation peuvent l'exposer à des milieux agressifs. Si des dépôts chlorés se forment sous les têtes de boulons, une corrosion par piqûres peut se développer. La norme UNS S31254 / EN 1.4547 peut être justifiée pour les échangeurs d'eau de mer ou les équipements pour saumure. Pour les applications côté acide, la norme UNS N08904 / EN 1.4539 doit être évaluée en fonction de la chimie réelle.
Ensembles pompe et vanne
Les pompes et les vannes sont soumises à des vibrations, des risques de fuite, des démontages fréquents pour la maintenance et présentent des recoins difficiles d'accès. Les petites fixations des couvercles, des presse-étoupes et des carters peuvent être démontées et remontées à plusieurs reprises. Il est donc important d'éviter le grippage. Le choix des matériaux doit tenir compte à la fois de l'environnement extérieur et des fuites liées au procédé. Une vis en acier inoxydable 254SMO offre une meilleure résistance aux chlorures, mais nécessite néanmoins un filetage propre et un lubrifiant compatible.
Les pompes et les vannes sont soumises à des vibrations, des risques de fuite, des démontages fréquents pour la maintenance et présentent des recoins difficiles d'accès. Les petits ensembles de boulonnage des couvercles, presse-étoupes et carters peuvent être démontés et remontés à plusieurs reprises. Il est donc important d'éviter le grippage. Le choix des matériaux doit tenir compte à la fois de l'environnement extérieur et des fuites liées au procédé. Une vis UNS S31254 / EN 1.4547 offre une meilleure résistance à la corrosion par les chlorures, mais nécessite néanmoins un filetage propre et un lubrifiant compatible.
Planification des approvisionnements
Il est important de prévoir l'approvisionnement en fixations en alliages spéciaux dès le début du projet. Les barres, les ébauches d'écrous, les rondelles et les rainures de contrôle ne sont pas toujours disponibles immédiatement pour tous les diamètres et toutes les longueurs. L'alliage 254SMO étant plus spécifique, les délais de livraison peuvent être plus longs. Si un projet attend la dernière minute pour commander la boulonnerie, les acheteurs risquent d'être contraints d'utiliser des produits de substitution. Un plan d'approvisionnement rigoureux permet de limiter les modifications d'urgence et de garantir un contrôle qualité optimal.
Il convient de prévoir au plus tôt les assemblages de boulons en alliages spéciaux. Les barres, les ébauches d'écrous, les rondelles et les rainures de contrôle ne sont pas toujours disponibles immédiatement pour tous les diamètres et toutes les longueurs. La norme UNS S31254 / EN 1.4547 étant plus spécifique, les délais de livraison peuvent être plus longs. Si un projet attend la fin du montage pour commander la boulonnerie, les acheteurs risquent d'être contraints d'utiliser des produits de substitution. Un plan d'approvisionnement rigoureux permet de limiter les modifications d'urgence et de garantir un contrôle qualité optimal.
Quand envisager des alternatives
Parfois, ni le 904L ni le 254SMO ne constituent la meilleure solution. L'acier super duplex 2507 offre une résistance mécanique et une résistance aux chlorures supérieures, mais il présente des inconvénients spécifiques liés au soudage et à l'hydrogène. Le 1.4529 pourrait être une autre option d'acier super austénitique. Les alliages de nickel peuvent s'avérer nécessaires en présence d'acides très agressifs ou dans des milieux à haute température. Le titane peut être intéressant en eau de mer, mais son comportement au grippage et à la corrosion galvanique est différent. Le choix de la solution la plus appropriée dépend de l'ensemble du système d'équipement.
Parfois, ni la norme UNS N08904 / EN 1.4539 ni la norme UNS S31254 / EN 1.4547 ne constituent la solution optimale. L'acier super duplex 2507 offre une résistance mécanique et une résistance aux chlorures supérieures, mais il présente des inconvénients spécifiques liés au soudage et à l'hydrogène. La norme 1.4529 peut constituer une autre option d'acier super austénitique. Les alliages de nickel peuvent s'avérer nécessaires en présence d'acides très agressifs ou dans des milieux à haute température. Le titane peut être intéressant en eau de mer, mais son comportement au grippage et galvanique est différent. Le choix de la solution la plus appropriée dépend de l'ensemble du système d'équipement.
Comment AODSON prend en charge les spécifications
AODSON peut examiner les plans, les exigences de nuance, les quantités, les profils de filetage, les normes dimensionnelles, les exigences d'inspection et les besoins d'emballage des fixations en alliages spéciaux. Pour les alliages 904L et 254SMO, une communication précoce permet de confirmer la faisabilité de la fabrication, les dimensions de barres disponibles, la compatibilité des écrous, le traitement de surface et les exigences de certification. Il est essentiel de préciser l'environnement d'application, le contact éventuel de la pièce avec l'eau de mer ou des produits chimiques, la température prévue, la date de livraison souhaitée et toute exigence d'inspection par un organisme tiers.
AODSON peut examiner les plans, les exigences de nuance, les quantités, les profils de filetage, les normes dimensionnelles, les exigences d'inspection et les besoins d'emballage pour les assemblages de boulons en alliages spéciaux. Pour les normes UNS N08904 / EN 1.4539 et UNS S31254 / EN 1.4547, une communication précoce permet de confirmer la faisabilité de la fabrication, les dimensions de barres disponibles, la compatibilité des écrous, le traitement de surface et les exigences de certification. Il est essentiel de préciser l'environnement d'application, le contact éventuel de la pièce avec l'eau de mer ou des produits chimiques, la température prévue, la date de livraison souhaitée et toute exigence d'inspection par un organisme tiers.
notes sur l'application et l'emballage en milieu marin

En milieu marin, les fixations sont exposées aux embruns salés, à la condensation, aux chlorures présents dans l'air et à des cycles répétés d'humidification et de séchage. Même hors immersion, des dépôts peuvent se former sur les surfaces horizontales et sous les têtes de boulons. L'acier 254SMO est généralement privilégié lorsque cette exposition s'accompagne de crevasses ou d'un accès difficile pour la maintenance. L'acier 904L est efficace en milieu marin contrôlé, où le lavage, le drainage et l'inspection sont possibles. Les ingénieurs doivent également tenir compte du contact galvanique avec l'aluminium, l'acier au carbone, l'acier inoxydable duplex, les alliages de nickel ou les structures revêtues.

L'emballage fait partie intégrante de la protection contre la corrosion. Les fixations en alliages spéciaux doivent être emballées à sec, séparées de l'acier au carbone, protégées des frottements et étiquetées selon leur température, leur taille et leur nuance. Pour les projets d'exportation, AODSON recommande de conserver les certificats, les enregistrements PMI, les listes de colisage et les documents d'inspection avec chaque lot. Un emballage correct évite toute confusion sur site et protège la surface passive propre créée lors du traitement final.
Pour les acheteurs, une demande de devis fiable ne se limite pas à “ boulons 904L ” ou “ écrous 254SMO ”. Une demande pertinente inclut des plans ou des normes, les dimensions, le type de filetage, la quantité, les certificats requis, l'état de surface, le marquage, l'emballage, le délai de livraison et les conditions d'utilisation. Ces informations permettent au fournisseur de recommander des solutions de fabrication adaptées, et non de se contenter de proposer un prix pour une pièce métallique.
Un dernier point pratique concerne la séparation des stocks. Un entrepôt de maintenance peut stocker des fixations en acier inoxydable 316L, 904L, 2205, 2507 et 254SMO dans des boîtes similaires. Une fois l'étiquette d'origine perdue, l'identification visuelle devient impossible. Pour les applications exigeantes, il est recommandé de conserver les fixations dans des bacs spécifiques, de préserver les certificats d'origine, d'éviter de mélanger les écrous et boulons, et de procéder à une vérification PMI (Precision, Maintenance, Identification) en cas de doute sur l'identité du matériau. Cette simple rigueur permet d'éviter l'installation d'une fixation en alliage faiblement allié dans un assemblage à forte teneur en chlorures, alors que la conception prévoyait l'utilisation d'une fixation en acier inoxydable 254SMO.
Pour les équipes d'approvisionnement, la décision commerciale la plus sûre consiste à harmoniser l'approbation technique, les capacités du fournisseur et les documents d'inspection avant de passer la commande, car les substitutions tardives sont coûteuses et peuvent compromettre la fiabilité en matière de corrosion.
Des spécifications claires réduisent les risques sur le chantier et les reprises de travaux.
FAQ : 904L vs 254SMO
Qu'est-ce que l'acier inoxydable 904L ?
904L est UNS N08904 / EN 1.4539, un acier inoxydable austénitique fortement allié avec une teneur élevée en nickel, molybdène et cuivre pour certaines applications sévères en matière de corrosion et d'acide.
Qu'est-ce que l'acier inoxydable 254SMO ?
254SMO est UNS S31254 / EN 1.4547, un acier inoxydable super austénitique à haute teneur en molybdène et en azote pour une forte résistance à la corrosion par piqûres et à la corrosion caverneuse par les chlorures.
Le 254SMO est-il meilleur que le 904L ?
Pour les environnements à forte concentration de chlorures, l'eau de mer et les risques de corrosion par piqûres, le 254SMO est généralement préférable. Pour certains environnements à l'acide sulfurique et les applications modérément sévères où le coût est un facteur important, le 904L peut convenir.
Le 904L peut-il remplacer le 254SMO ?
Pas automatiquement. Le remplacement nécessite l'examen du taux de chlorures, de la température, des fissures, des contraintes, de l'historique des inspections et des spécifications du projet.
Le 254SMO peut-il remplacer le 904L ?
Souvent techniquement possible en service chlorure, mais la compatibilité avec l'acide, les effets galvaniques, le coût et la disponibilité doivent tout de même être vérifiés.
Lequel a un PREN plus élevé ?
Le 254SMO a normalement un PREN plus élevé car il contient plus de molybdène et d'azote.
Quelle formule PREN est couramment utilisée ?
PREN = Cr + 3,3×Mo + 16×N. Il s'agit d'un outil de dépistage, et non d'une garantie anticorrosion complète.
Quel est le meilleur choix pour les fixations en eau de mer ?
Le 254SMO est généralement préféré pour les fixations en eau de mer, en particulier là où il y a des crevasses, des dépôts ou des conditions stagnantes.
Quel est le meilleur choix pour les boulons offshore ?
L'acier inoxydable 254SMO est généralement le choix le plus conservateur pour les environnements fortement exposés aux chlorures en mer.
Quel est le meilleur choix pour les usines de dessalement ?
Le 254SMO est couramment choisi pour les zones de dessalement présentant un risque de corrosion par l'eau de mer, la saumure ou les crevasses.
Lequel est le meilleur pour l'acide sulfurique ?
Le 904L est souvent efficace dans certaines plages d'acide sulfurique, mais la concentration réelle, la température et les contaminants déterminent le résultat.
Les boulons 904L sont-ils disponibles ?
Oui, les boulons, écrous, goujons et tiges filetées 904L peuvent être fabriqués lorsque les contrôles des matériaux et de la production sont disponibles.
Les boulons 254SMO sont-ils disponibles ?
Oui, mais les fixations 254SMO sont plus spécialisées et doivent être planifiées tôt dans le cadre de l'approvisionnement du projet.
Ces alliages se grippent-ils ?
Oui. Ce sont tous deux des aciers inoxydables austénitiques qui peuvent se gripper en l'absence de lubrification, de pièces d'accouplement compatibles et d'un assemblage contrôlé.
Les fils doivent-ils être roulés ou coupés ?
Les filetages roulés sont souvent préférés pour leurs avantages en termes de surface et de résistance à la fatigue, mais les filetages coupés peuvent être nécessaires pour des dimensions sur mesure.
Le PMI est-il nécessaire ?
L'utilisation de PMI est fortement recommandée pour les fixations critiques en alliages spéciaux afin d'éviter les confusions de nuances.
Quel certificat les acheteurs doivent-ils demander ?
Les certificats EN10204 3.1 sont généralement demandés, ainsi que la traçabilité thermique et les rapports d'inspection.
Un PREN plus élevé garantit-il une vie plus longue ?
Non. L'état de surface, les crevasses, la température, les dépôts, les contraintes et les pratiques d'assemblage peuvent primer sur une simple comparaison PREN.
Quel niveau scolaire coûte le plus cher ?
L'acier 254SMO coûte généralement plus cher en raison de sa teneur plus élevée en alliage et de sa disponibilité plus spécifique.
Comment les ingénieurs doivent-ils spécifier le matériau ?
Spécifiez la nuance UNS/EN, la norme de fixation, les dimensions, le profil du filetage, l'inspection, le PMI, les exigences de certification, l'état de surface et les hypothèses de service.
CTA professionnel

AODSON accompagne les ingénieurs et les acheteurs avec des solutions personnalisées fixations 904L, Fixations 254SMO, Nous fournissons des goujons, des boulons pour applications offshore, des fixations pour usines de dessalement et industrie chimique, ainsi que des composants en alliages spéciaux pour équipementiers. Veuillez nous communiquer vos plans, les spécifications techniques (qualité, quantité, environnement d'utilisation, exigences d'inspection) afin que notre équipe puisse évaluer la faisabilité de la fabrication, la documentation et les délais de livraison.
Pour en savoir plus sur le secteur manufacturier, consultez Comment sont fabriquées les fixations.







