Selecting the best stainless steel fasteners for seawater is not as simple as choosing a material called marine grade. Seawater combines chloride ions, oxygen, crevices, cyclic wet and dry exposure, temperature, preload and galvanic effects. A fastener can look clean on the outside while corrosion starts under a washer, inside a thread root, behind a gasketed flange or in a stagnant pocket where oxygen is depleted.
This guide builds on practical grade selection topics such as 316 vs 304 stainless steel marine hardware and compares 316L, 2205 duplex, 2507 super duplex, 904L, 254SMO, 1.4529 / Alloy 926, titanium and nickel alloys for marine fasteners, offshore fasteners and desalination plant fasteners. It is written for engineers and technical buyers who need a practical material selection framework, not a generic grade list.

1. Executive Summary
For mild marine atmosphere, 316L stainless steel fasteners may be acceptable when the joint is exposed to salt air but not continuously wetted, when the design has low crevice risk and when inspection access is good. For direct seawater, stagnant seawater, washers, gaskets, deposits or offshore splash zones, 316L is often risky. It has useful general corrosion resistance but limited resistance to chloride pitting and crevice corrosion in demanding seawater service.
2205 duplex stainless steel fasteners are a practical upgrade from 316L. They offer higher strength and better chloride resistance, often with a good cost-performance balance. 2507 super duplex fasteners are commonly preferred for more demanding seawater and offshore applications because they combine high strength with a higher PREN value and stronger pitting resistance.
904L fasteners are valuable in many severe industrial and acid environments because of their high nickel and molybdenum content, but they are not automatically the first choice for seawater. In many direct seawater or crevice-sensitive applications, 2507, 254SMO or 1.4529 / Alloy 926 may be more suitable. 254SMO and 1.4529 are premium super austenitic options for high chloride and crevice-risk environments. Titanium and nickel alloys may be justified when the service is severe, critical or difficult to maintain.
| Material | Typical role | Seawater position | Practical note |
|---|---|---|---|
| 316L | Mild marine atmosphere | Limited for direct seawater | Evaluate crevices before specifying. |
| 2205 | Duplex upgrade | Good for moderate risk | Higher strength can reduce fastener size in some designs. |
| 2507 | Super duplex | Strong offshore/seawater option | Often selected for demanding chloride service. |
| 904L | High Ni-Mo austenitic | Context-dependent | Useful in acid/industrial corrosion; compare carefully for seawater. |
| 254SMO | Super austenitic | Premium high-chloride option | Strong pitting and crevice resistance. |
| 1.4529 / Alloy 926 | Super austenitic | Premium high-chloride option | Good for seawater, desalination, chemical and FGD environments. |
| Titanium / nickel alloys | Special severe service | Highest evaluation tier | Consider cost, galling, galvanic effects and availability. |
2. Why Seawater Is Aggressive to Fasteners
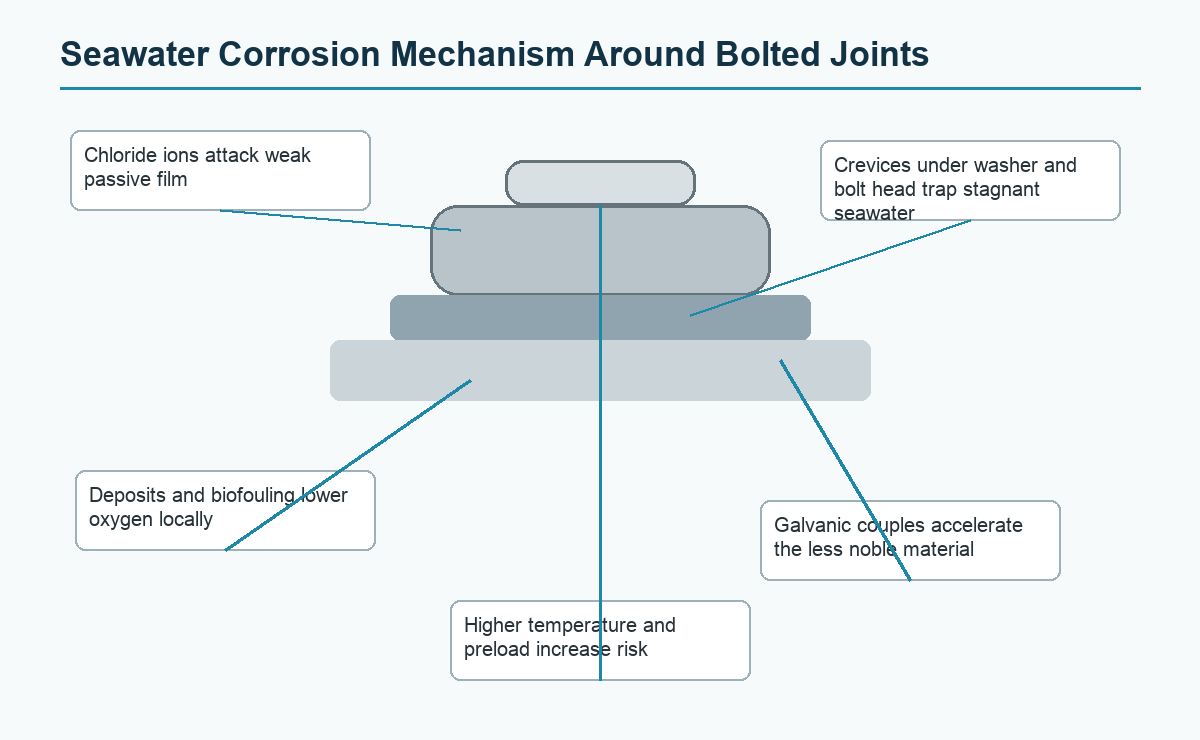
Seawater is aggressive because chloride ions attack the passive chromium oxide film that makes stainless steel corrosion resistant. When this film is broken in a local area and cannot repair itself fast enough, pitting or crevice corrosion can start. The fastener geometry makes the problem more difficult because bolt heads, washers, nuts, threads and gasketed joints naturally create shielded areas.
Dissolved oxygen is a double-edged factor. Stainless steel needs oxygen to maintain its passive film, but oxygen differences between an open surface and a crevice create electrochemical cells. The area inside the crevice becomes acidic and chloride-rich, accelerating localized corrosion. Higher temperature usually increases corrosion rate and lowers the margin of safety. Stagnant seawater is often worse than clean flowing seawater because deposits, biofouling and oxygen depletion develop more easily.
Mechanical stress also matters. Fasteners carry preload. High tensile stress, thread roots, cold work and installation damage can all contribute to chloride stress corrosion cracking in susceptible materials. Torque scatter, poor lubrication and galling can damage threads and reduce both corrosion resistance and joint reliability.
| Factor | Why it matters | Fastener-specific concern |
|---|---|---|
| Chloride ions | Break down passive film | Pitting at thread roots and under washers |
| Dissolved oxygen | Maintains passivity but creates oxygen gradients | Crevice cells around nuts and gaskets |
| Temperature | Raises corrosion kinetics | Higher risk in warm seawater and brine |
| Stagnation | Concentrates chlorides and deposits | Hidden corrosion inside bolted joints |
| Wet-dry cycling | Concentrates salt deposits | Splash-zone and deck hardware risk |
| Galvanic contact | Different metals create current flow | Less noble component corrodes faster |
| Installation torque | Creates preload and possible damage | Over-tightening, galling and thread tearing |
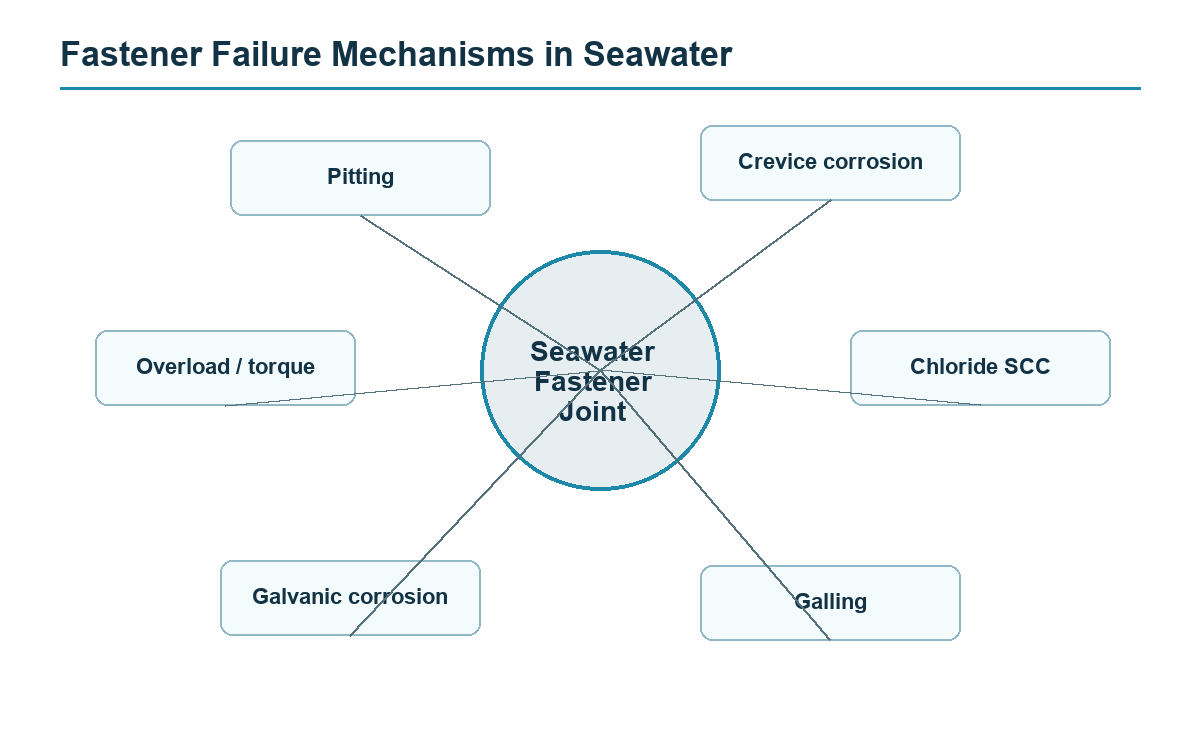
3. Common Failure Modes of Seawater Fasteners
The most common failures are localized rather than uniform. A bolt may not lose thickness evenly; instead, a small pit grows into a stress raiser, a crevice under a washer becomes acidic, or a thread galls during installation and leaves torn metal that corrodes faster. This is why material selection, manufacturing quality and installation practice must be treated together.
| Failure mode | Typical trigger | Visible warning | Prevention focus |
|---|---|---|---|
| Pitting corrosion | Chloride attack on passive film | Small dark pits or pinholes | Higher alloy, clean surface, passivation |
| Crevice corrosion | Washer, gasket, deposits or stagnant gap | Corrosion hidden under contact areas | Reduce crevices, select higher PREN material |
| Chloride SCC | Chloride + tensile stress + temperature | Cracking with limited general corrosion | Material choice, stress control, inspection |
| Galvanic corrosion | Dissimilar metal contact in electrolyte | Attack on less noble material | Material compatibility and isolation |
| Thread galling | Adhesive wear during tightening | Seized or torn threads | Lubrication, surface finish, controlled torque |
| Fretting | Micro-movement under load | Dark wear debris, loosening | Joint design and preload control |
| Hydrogen embrittlement | Some high-strength steels/coatings | Delayed fracture | Avoid unsuitable coatings and processes |
| Material substitution | Wrong grade supplied or installed | Premature unexplained failure | MTC, PMI, marking and traceability |
4. How to Select Fastener Materials for Seawater
Start with exposure, not with a grade name. A fastener in salt air on a well-drained deck bracket faces a different environment from a stud bolt on a seawater pump cover, a flange in a desalination brine line, or offshore bolting in the splash zone. The correct decision depends on the electrolyte, temperature, flow condition, crevice geometry, stress, design life, inspection access, consequence of failure and available budget.
A practical framework is to classify the exposure, identify crevice and galvanic risks, then select a material family with enough resistance for the service. After that, specify manufacturing controls: raw material verification, standard, dimensions, thread form, surface condition, passivation, MTC, PMI, marking, packaging and inspection. The best alloy can still fail if the fastener is poorly made or installed incorrectly.
| Selection question | Low-risk answer | Higher-risk answer | Specification impact |
|---|---|---|---|
| Exposure type | Marine atmosphere | Direct seawater or brine | Move up alloy tier |
| Water movement | Clean flowing seawater | Stagnant or deposit-prone | Increase crevice resistance |
| Temperature | Ambient | Warm process or evaporator | Increase alloy margin |
| Crevices | Open drained joint | Washers, gaskets, thread pockets | Avoid 316L-only assumptions |
| Stress | Low preload | High preload or cyclic load | Evaluate SCC and galling |
| Maintenance access | Easy inspection | Offshore or buried system | Favor longer service life |
| Standards | General industrial | Project or class requirement | Document MTC/PMI needs |
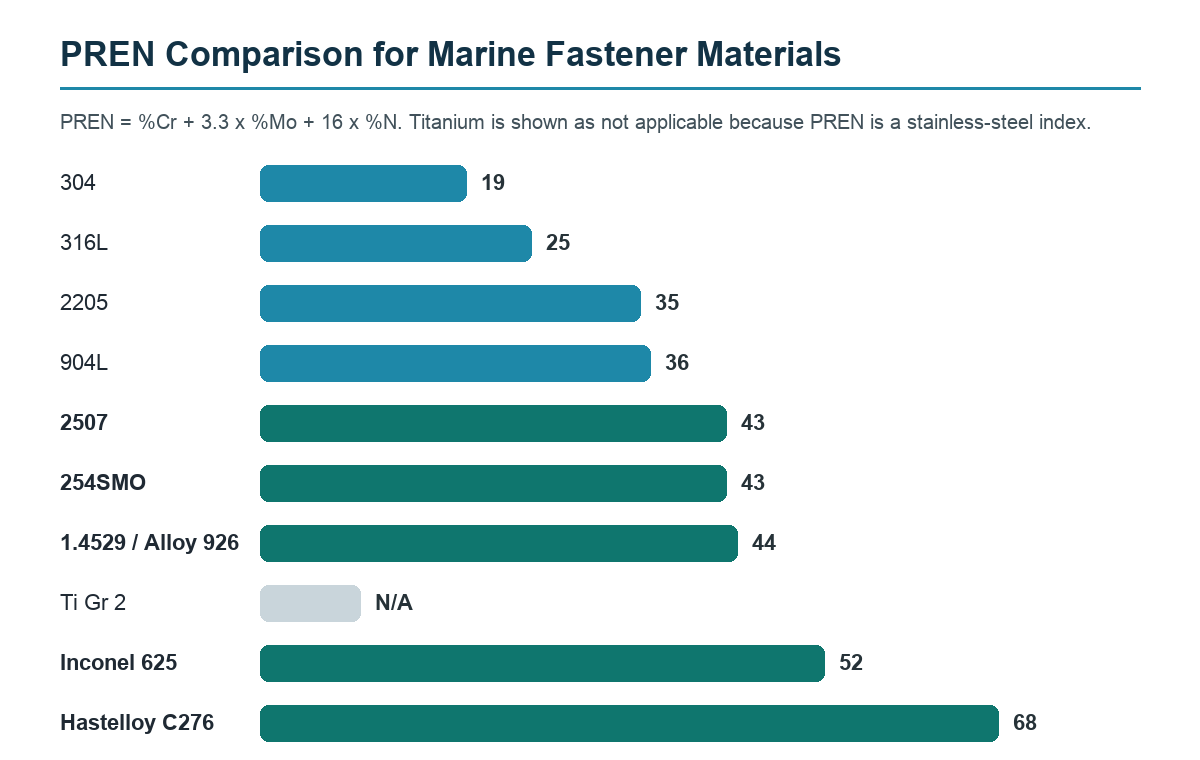
5. PREN Explained for Marine Fasteners
PREN means pitting resistance equivalent number. For stainless steels, a common formula is: PREN = %Cr + 3.3 x %Mo + 16 x %N. Chromium supports passivity, molybdenum improves pitting and crevice resistance, and nitrogen strengthens stainless steel while improving localized corrosion resistance in many alloys.
Higher PREN generally indicates better resistance to chloride pitting, but PREN is not a complete material selection method. Real performance also depends on alloy balance, heat treatment, microstructure, inclusion cleanliness, surface finish, welding or heat tint if present, passivation, crevice geometry and the actual environment. Titanium and nickel alloys do not fit the stainless PREN formula in the same way, but they are included in comparison tables because engineers often evaluate them alongside stainless steels for seawater service.
| Material | Typical chemistry basis | Typical PREN | How to interpret |
|---|---|---|---|
| 304 | 18Cr-8Ni | 18-20 | Not recommended for seawater fasteners |
| 316L | Cr-Ni-Mo | 24-27 | Better than 304 but limited in direct seawater |
| 2205 | Duplex Cr-Ni-Mo-N | 34-38 | Practical upgrade for moderate chloride service |
| 904L | High Ni-Mo austenitic | 34-38 | Strong in many industrial media, context-specific in seawater |
| 2507 | Super duplex Cr-Ni-Mo-N | 40-45 | Strong seawater and offshore candidate |
| 254SMO | 6Mo super austenitic | 42-45 | Premium high chloride / crevice-risk option |
| 1.4529 / Alloy 926 | High Ni-6Mo-N | 43-46 | Premium chloride and chemical corrosion option |
| Titanium Grade 2 | Commercially pure titanium | N/A | Excellent seawater corrosion resistance |
| Inconel 625 | Ni-Cr-Mo | N/A / high resistance | Severe service nickel alloy |
| Hastelloy C276 | Ni-Mo-Cr | N/A / very high resistance | Severe chemical and chloride service |
6. 316L Stainless Steel Fasteners in Seawater
316L is widely available, familiar and economical compared with higher alloys. It machines well, is commonly stocked in bolts, nuts, washers and threaded rod, and provides better chloride resistance than 304 because it contains molybdenum. In mild marine atmosphere, where salt spray is intermittent and surfaces dry, 316L may provide acceptable service when maintenance is practical.
The limitation is localized corrosion. Direct seawater, stagnant water, warm chloride exposure, deposits, gasketed joints and washer crevices can push 316L beyond its comfort zone. Many failures happen because the buyer asks for marine grade stainless steel and assumes that means direct seawater suitability. In engineering language, 316L is a marine atmospheric grade more than a universal seawater immersion fastener material.
| 316L use case | Acceptability | Reason |
|---|---|---|
| Handrails and lightly loaded deck hardware | Often acceptable | Intermittent salt exposure with cleaning access |
| Direct seawater pump cover | Risky | Crevice and warm chloride conditions |
| Splash-zone flange bolting | Usually risky | Salt concentration and wet-dry cycles |
| Indoor desalination gallery away from brine | Possible | Depends on leaks, condensation and cleaning |
| Stagnant seawater under washer | Risky | Classic crevice corrosion condition |
7. 2205 Duplex Stainless Steel Fasteners
2205 vs 2507 duplex stainless steel fasteners combine austenite and ferrite, giving them higher strength than 316L and improved resistance to chloride pitting and stress corrosion cracking. This makes 2205 a strong cost-performance upgrade for many marine fasteners, pump and valve fasteners, shipbuilding fasteners and moderately severe seawater applications.
The higher strength can be useful for stud bolts and flange bolts, but it also requires attention to standards, thread quality and compatibility with nuts. 2205 is not a magic answer for every seawater problem. Severe crevices, warm stagnant seawater, offshore splash-zone exposure or concentrated brine may justify moving to 2507, 254SMO or 1.4529.
| Property | 2205 duplex implication | Buyer note |
|---|---|---|
| Strength | Higher than 316L | Confirm mechanical class and design preload |
| Chloride resistance | Better than 316L | Good upgrade for many marine applications |
| SCC resistance | Better than many austenitic grades | Still validate temperature and stress |
| Cost | Moderate premium | Often attractive life-cycle value |
| Availability | Good but less universal than 316L | Plan lead time for custom dimensions |
8. 2507 Super Duplex Stainless Steel Fasteners
2507 super duplex stainless steel fasteners are frequently specified for demanding seawater and offshore applications. The alloy has high chromium, molybdenum and nitrogen, giving a typical PREN above 40. It also offers high mechanical strength, which can be valuable for offshore stud bolts, marine flange bolts, heavy hex nuts and structural bolting exposed to chloride environments.
2507 is often a practical recommendation when 316L is clearly insufficient and 2205 does not provide enough margin. It is suitable for many direct seawater, offshore and splash-zone cases, but machining, thread forming, nut pairing and availability require experienced manufacturing control. It should be specified with clear standards, MTC, PMI and passivation requirements.

9. 904L Stainless Steel Fasteners
904L is a high nickel and molybdenum austenitic stainless steel. It is valued for sulfuric acid and many severe industrial corrosion environments, and it can be useful where both chloride and reducing acid conditions are present. For fasteners, it provides better resistance than 316L in many environments and has good formability compared with duplex grades.
However, 904L vs 254SMO stainless steel should be reviewed because 904L should not be treated as automatically superior to 2507 or super austenitic 6Mo grades in seawater. It has a useful PREN range similar to 2205, but it lacks the higher strength and very high localized corrosion resistance of 2507, 254SMO or 1.4529. Engineers should compare the actual environment before choosing 904L fasteners for seawater.
10. 254SMO Stainless Steel Fasteners
254SMO, also known as UNS S31254 or EN 1.4547, is a super austenitic stainless steel with high molybdenum and nitrogen. It was developed for severe chloride environments and offers strong pitting and crevice corrosion resistance. For seawater fasteners, 254SMO is a premium option when 316L and 2205 are too risky and when crevice resistance matters.
Typical applications include desalination plant fasteners, seawater piping flanges, heat exchanger bolting, pump and valve fasteners and high-chloride industrial systems. Because it is a premium alloy, buyers should specify clear dimensions, quantities, inspection documents and delivery expectations early.
11. 1.4529 / Alloy 926 Fasteners
EN 1.4529 / UNS N08926, often referred to as Alloy 926, is a super austenitic stainless steel with high nickel, molybdenum and nitrogen. It offers excellent chloride corrosion resistance and is used in marine, desalination, chemical processing and flue gas desulfurization environments.
For fasteners, 1.4529 can be considered where high chloride concentration, crevice risk or chemical contamination makes ordinary stainless grades unsuitable. It competes with 254SMO in many selection discussions; AODSON also provides a detailed 904L vs 1.4529 stainless steel comparison for related alloy decisions, and the best choice depends on project standards, design history, availability, mechanical requirements and the exact corrosive medium.
12. Titanium Fasteners for Seawater
Titanium fasteners, especially commercially pure titanium Grade 2 and higher strength titanium grades when appropriate, have excellent resistance to natural seawater. Titanium forms a very stable oxide film and is widely used in marine heat exchangers, seawater systems and desalination equipment. The low density is also attractive where weight matters.
The trade-offs are cost, galling tendency, galvanic compatibility and mechanical design. Titanium is very noble in seawater, so when it is connected to less noble metals, the other metal may become the corrosion focus. Titanium threads also require careful lubrication and installation practice. It is worth considering for critical seawater service, but it should be engineered as part of the whole joint system.
13. Nickel Alloy Fasteners
Nickel alloy fasteners are used when stainless steel is no longer enough. Inconel 625 offers strong resistance to seawater, chloride pitting, crevice corrosion and many chemical environments. Hastelloy C276 is a nickel-molybdenum-chromium alloy used for severe chemical corrosion and chloride-bearing media. Monel 400 can be relevant in certain seawater and marine applications, especially where copper-nickel behavior is suitable, but it must be evaluated with the surrounding materials.
Nickel alloys are expensive and may have longer lead times, but they can be appropriate where failure consequence is high, maintenance access is poor, or the environment includes chlorides plus acids, reducing species or severe crevices. The buyer should specify the exact UNS grade, fastener standard, mechanical requirements and inspection documents rather than using a broad phrase such as nickel alloy bolt.

14. Material Comparison Table for Seawater Fasteners
| Material | Typical PREN | Strength | Seawater suitability | Crevice resistance | Cost | Availability | Best use |
|---|---|---|---|---|---|---|---|
| 304 | 18-20 | Moderate | Poor | Poor | Low | Excellent | Non-seawater indoor use |
| 316L | 24-27 | Moderate | Limited | Limited | Low-medium | Excellent | Mild marine atmosphere |
| 2205 | 34-38 | High | Good | Moderate-good | Medium | Good | Marine upgrade from 316L |
| 904L | 34-38 | Moderate | Context-dependent | Moderate-good | High | Moderate | Acid/industrial chloride service |
| 2507 | 40-45 | Very high | Very good | Good-very good | High | Moderate | Offshore and demanding seawater |
| 254SMO | 42-45 | Moderate | Excellent | Very good | High | Moderate | Desalination and high chloride |
| 1.4529 / Alloy 926 | 43-46 | Moderate | Excellent | Very good | High | Moderate | Seawater, chemical and FGD |
| Titanium | N/A | Grade-dependent | Excellent | Excellent | Very high | Special order | Critical seawater systems |
| Inconel 625 | N/A | High | Excellent | Excellent | Very high | Special order | Severe marine/chemical service |
| Hastelloy C276 | N/A | High | Excellent in many severe media | Excellent | Very high | Special order | Severe chemical chloride service |
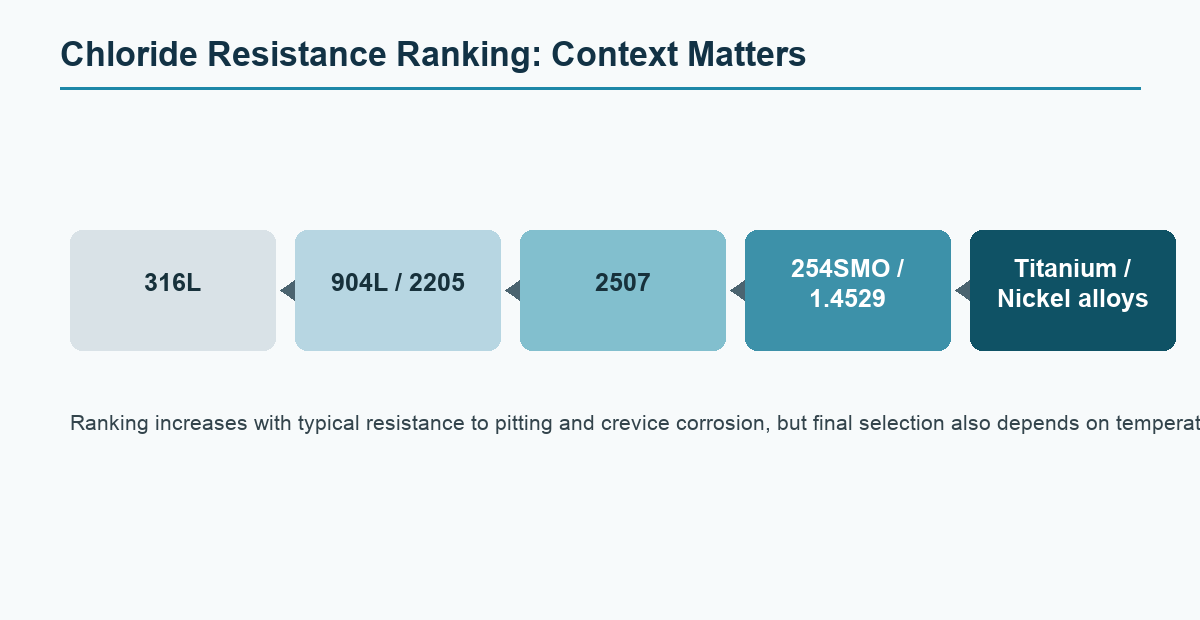
15. Chloride Resistance Ranking
A practical ranking is 316L below 904L or 2205 depending on the environment, then 2507, then 254SMO and 1.4529, with titanium and nickel alloys evaluated for the most severe or specialized services. This ranking must be used carefully. 904L may outperform 2205 in some acid-chloride environments, while 2205 may be preferred for strength and SCC resistance in others. Titanium may be excellent in seawater but can create galvanic issues with other metals.
16. Offshore Platform Fasteners
Offshore platform fasteners face salt spray, splash-zone wetting, wind-driven deposits, mechanical vibration, high preload and difficult maintenance access. Flange bolting, offshore stud bolts, heavy hex nuts and washers may remain in service for long periods before inspection, so material selection should consider both corrosion margin and joint reliability.
| Offshore location | Main risk | Typical material direction | Specification note |
|---|---|---|---|
| Marine atmosphere above deck | Salt deposits and wet-dry cycles | 316L / 2205 depending on design | Ensure cleaning and inspection access |
| Splash zone | Concentrated chlorides and oxygen | 2507 or higher | Avoid low-alloy substitutions |
| Seawater flange | Crevice corrosion under gasket and washer | 2507 / 254SMO / 1.4529 | Specify passivation and PMI |
| Critical process bolting | High consequence of failure | 2507 / nickel alloy evaluation | Confirm project standards |
| Maintenance replacement | Mixed materials | Match installed system | Check galvanic compatibility |

17. Desalination Plant Fasteners
Desalination plants can be more severe than natural seawater because brine streams have higher chloride concentration. Reverse osmosis systems, evaporators, pumps, flanges and heat exchanger covers all create bolted joints where crevice corrosion can begin. Leaks and condensation can also expose nearby structural fasteners to concentrated salt deposits.
2205 may be suitable for some moderate areas, but high chloride brine and critical equipment often justify 2507, 254SMO, 1.4529, titanium or nickel alloys. Fasteners around gasketed flanges and pump covers deserve special attention because the geometry creates crevices and preload stress.
| Desalination area | Environment | Candidate materials | Notes |
|---|---|---|---|
| RO skid supports | Salt mist / intermittent wetting | 316L / 2205 | Depends on drainage and cleaning |
| Seawater intake pumps | Direct seawater and crevices | 2507 / 254SMO | Check pump OEM requirements |
| Brine piping flanges | High chloride concentration | 254SMO / 1.4529 / titanium | Crevice resistance is critical |
| Evaporator equipment | Warm chloride environment | 1.4529 / titanium / nickel alloy | Temperature increases risk |
| Instrumentation brackets | Salt deposits | 316L / 2205 | Avoid galvanic mismatch |

18. Shipbuilding and Marine Hardware
Shipbuilding includes many exposure categories: deck fittings, marine hardware, pump rooms, seawater piping, hatch hardware and structural connections. A single vessel may use different fastener materials depending on whether the joint is inside a dry compartment, exposed to salt spray, continuously wetted or connected to dissimilar metals.
For deck hardware, AODSON’s guide on stainless steel marine hardware for saltwater environments is a useful companion; 316L can work when cleaning and replacement are practical, but 2205 or 2507 may be better for loaded or difficult-to-maintain connections. For seawater piping and pump rooms, material selection should follow the actual fluid, gasket geometry and temperature rather than general marine terminology.

19. Marine Pumps, Valves and Heat Exchangers
Marine pumps, valves and heat exchangers are fastener-critical; for related pump metallurgy, see AODSON’s stainless steel pump impeller manufacturing guide because bolted joints hold pressure boundaries. Covers, bonnets, flanges and gasketed connections create crevice conditions under bolt heads, nuts and washers. The fastener may be exposed externally to salt air and internally to seawater leakage or seepage.
| Equipment | Fastener location | Main risk | Material direction |
|---|---|---|---|
| Seawater pump | Cover bolts and flange studs | Crevice corrosion and preload | 2507 / 254SMO / 1.4529 |
| Marine valve | Body-bonnet and flange bolting | Gasket crevices | 2205 / 2507 / higher alloy |
| Heat exchanger | Channel cover bolts | Warm seawater and deposits | 254SMO / titanium / nickel alloy |
| Pipe flange | Stud bolts, nuts and washers | Washer crevice and galvanic pairs | Match pipe and flange system |
| Pump base | Foundation fasteners | Salt spray and wet-dry cycles | 316L / 2205 / coatings by design |

20. Fastener Manufacturing Quality Matters
Material selection is only part of performance. A seawater fastener also depends on raw material verification, PMI testing, EN 10204 Type 3.1 MTC when available, CNC machining, thread rolling or cut threading, thread accuracy, surface finish, pickling, passivation, mechanical testing, dimensional inspection, packaging and traceability. For a broader view of production steps, see How Fasteners Are Made.
Poor thread quality can increase galling. Heat tint or iron contamination can reduce corrosion resistance. Missing traceability can make it impossible to confirm whether the installed fastener is actually 2507, 254SMO or 1.4529. For seawater service, buyers should treat quality documentation as part of the product, not an optional administrative detail.
| Quality control item | Why it matters | Recommended buyer requirement |
|---|---|---|
| Raw material verification | Confirms grade before production | Mill certificate and internal receiving check |
| PMI testing | Detects grade mix-ups | PMI report for critical alloys |
| CNC machining | Controls dimensions and surface | Drawing-based inspection for custom fasteners |
| Thread rolling / cutting | Affects strength, finish and fit | Specify thread standard and tolerance |
| Pickling / passivation | Removes contamination and supports passive film | Require clean, passivated surface where needed |
| Mechanical testing | Confirms strength class | Test report by standard or project specification |
| Packaging | Prevents damage and mixing | Marked bags/cartons with traceability |
| Traceability | Links shipment to material heat | Heat number and MTC linkage |



21. Thread Galling in Marine Stainless Fasteners
Austenitic, duplex and titanium fasteners can gall because similar metal surfaces under pressure may adhere during tightening. Once galling starts, threads tear, torque rises rapidly and the joint may seize before reaching the correct preload. In seawater service, torn thread surfaces also create roughness and exposed metal that can reduce corrosion performance.
Galling control starts with thread quality, surface finish and correct nut/bolt pairing. Lubrication or anti-seize compound should be compatible with the environment and project rules. Torque values should consider lubricant factor, material strength and joint design rather than copying values from carbon steel tables.
| Material family | Galling tendency | Mitigation |
|---|---|---|
| 316L | Moderate-high | Lubrication, smooth threads, avoid excessive speed |
| 2205 | Moderate | Thread quality and compatible nuts |
| 2507 | Moderate | Controlled torque and anti-seize |
| 254SMO / 1.4529 | Moderate-high | Good surface finish and careful installation |
| Titanium | High | Special lubrication and installation discipline |
| Nickel alloys | Moderate-high | Use proven nut/bolt pairing and lubricant |
22. Surface Finish, Pickling and Passivation
Stainless steel resists corrosion because a passive film forms on a clean chromium-rich surface. Machining, grinding, handling, heat tint and iron contamination can weaken that surface. Pickling removes scale and heat tint; passivation helps clean the surface and supports formation of a uniform passive film.
For seawater fasteners, surface finish should not be treated as cosmetic only. Rough threads, embedded iron particles and dirty packaging can all reduce service performance. After machining or thread forming, fasteners should be cleaned and protected from carbon steel contamination.
| Surface condition | Risk | Control method |
|---|---|---|
| Heat tint | Reduced chromium at surface | Pickling or proper removal |
| Iron contamination | Rust staining and local attack | Clean tools, segregation, passivation |
| Rough thread | Galling and crevice initiation | Thread process control and inspection |
| Residual oils/debris | Deposit corrosion | Cleaning before packaging |
| Damaged packaging | Surface scratches and mixing | Protected export packaging |

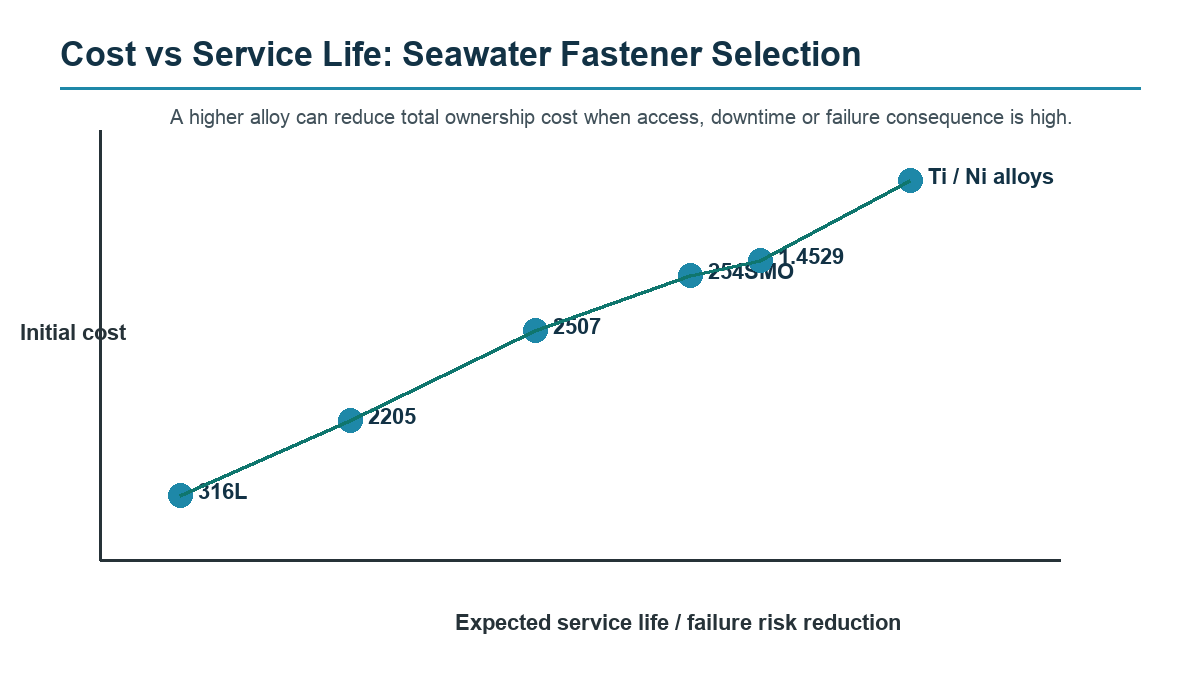
23. Cost vs Service Life
The lowest purchase price is not always the lowest life-cycle cost. Replacing fasteners on an offshore platform, desalination plant, heat exchanger or pump line may require shutdown, access equipment, safety permits and replacement gaskets. A low-cost 316L fastener that fails early can be far more expensive than a higher alloy fastener that lasts the intended service interval.
Cost should be evaluated against failure consequence. For accessible noncritical hardware, 316L or 2205 may be rational. For pressure-retaining seawater flanges, brine service or offshore locations where access is difficult, the total cost calculation often favors 2507, 254SMO, 1.4529, titanium or nickel alloy options.
| Cost factor | Low alloy decision | Higher alloy decision | Life-cycle effect |
|---|---|---|---|
| Initial purchase price | Lower | Higher | Only one part of total cost |
| Inspection access | Easy | Difficult | Higher alloy may reduce maintenance burden |
| Shutdown cost | Low | High | Failure consequence drives material upgrade |
| Lead time | Short | Longer | Plan procurement early |
| Replacement risk | Acceptable | Unacceptable | Use conservative material selection |
24. Buyer Specification Checklist
A good inquiry for seawater fasteners should define the application, environment and required documentation. Instead of asking only for stainless steel bolts for seawater, provide grade, standard, dimensions, thread standard, strength requirement, surface finish, MTC, PMI, passivation, quantity, temperature, chloride concentration, drawing and packaging expectations.
| Checklist item | What to specify | Why it matters |
|---|---|---|
| Material grade | 316L, 2205, 2507, 904L, 254SMO, 1.4529, titanium, nickel alloy | Avoids vague marine grade wording |
| Standard | ASTM, DIN, ISO, ASME or drawing | Defines geometry and testing basis |
| Dimensions | Diameter, length, head/nut type | Controls fit and installation |
| Thread standard | Metric, UNC/UNF, pitch, tolerance | Prevents assembly problems |
| Strength | Property class or project requirement | Ensures preload capacity |
| Surface finish | Machined, pickled, passivated, cleaned | Supports corrosion resistance |
| MTC | EN 10204 3.1 if required | Documents material heat and chemistry |
| PMI | Required for critical alloys | Reduces substitution risk |
| Environment | Direct seawater, splash zone, brine, temperature | Guides material selection |
| Drawing | Required for custom fasteners | Controls nonstandard features |
| Packaging | Marking, segregation, export packing | Protects traceability |
25. Common Buyer Mistakes
The most common mistake is selecting 316L for direct seawater without evaluating crevice risk. The second is assuming marine grade means suitable for every seawater application. Other mistakes include ignoring stagnant seawater, selecting only by price, mixing incompatible materials, ignoring galling, skipping passivation, not requesting MTC or PMI, underestimating lead time and failing to describe the actual environment.
A purchasing engineer can reduce risk by asking a few technical questions before ordering: Will the fastener be immersed? Is the water stagnant or flowing? Is there a washer or gasket crevice? What is the temperature? Is the joint critical? Can it be inspected? Are there dissimilar metals? The answers often change the recommended material.

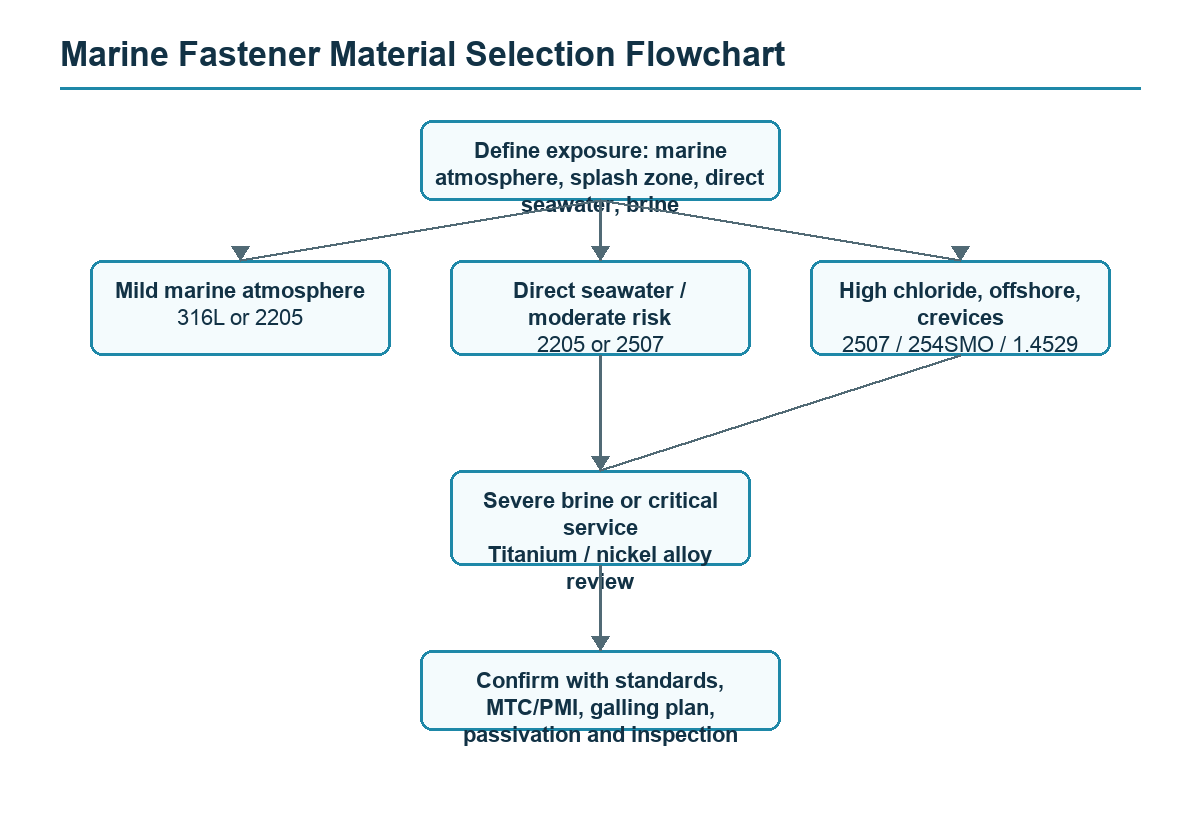
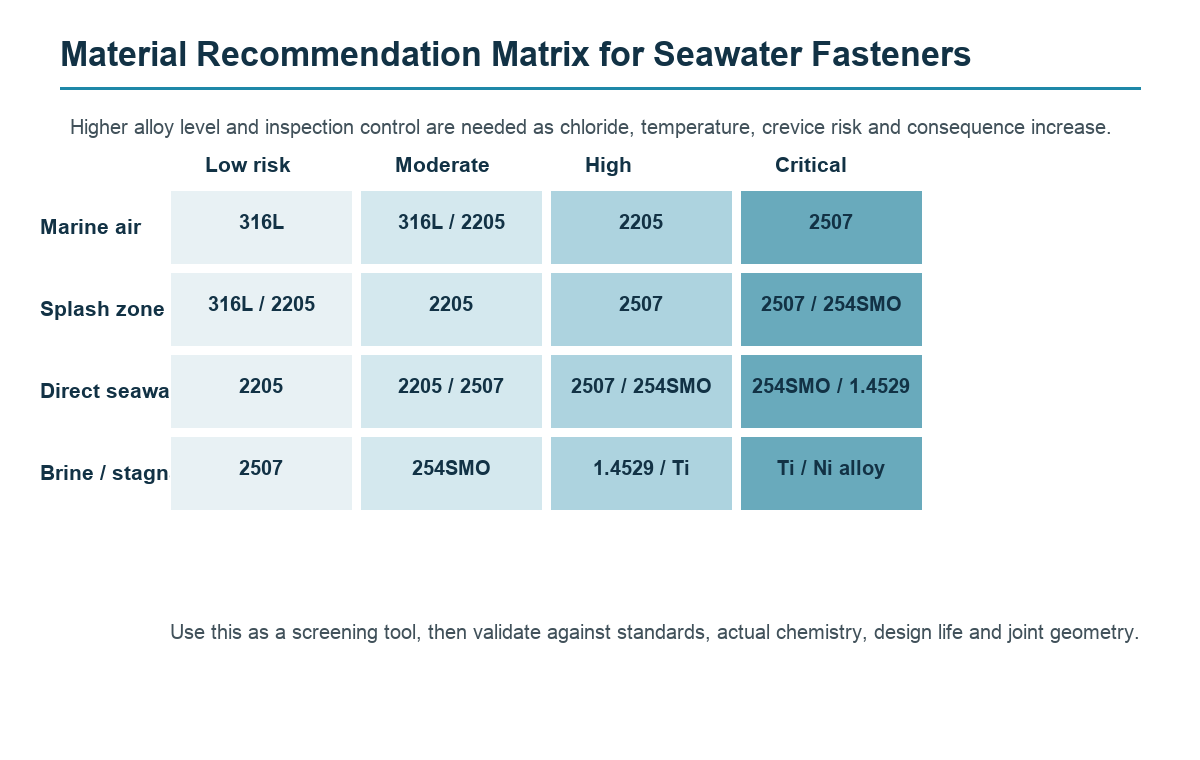
26. Material Selection Flowchart
As a screening rule, mild marine atmosphere may use 316L or 2205. Direct seawater with moderate risk often points to 2205 or 2507. High chloride, offshore exposure or crevice risk points toward 2507, 254SMO or 1.4529. Severe brine or critical service requires titanium or nickel alloy evaluation.
27. Final Recommendation Table
| Application | Recommended material | Alternative | Notes |
|---|---|---|---|
| Mild marine atmosphere | 316L | 2205 | Use if cleaning and inspection access are good |
| Deck hardware with load | 2205 | 2507 | Consider wet-dry salt concentration |
| Direct seawater flange | 2507 | 254SMO / 1.4529 | Evaluate washer and gasket crevices |
| Offshore splash zone | 2507 | 254SMO / 1.4529 / nickel alloy | High consequence and maintenance difficulty |
| Desalination brine | 254SMO / 1.4529 | Titanium / nickel alloy | High chloride and temperature may dominate |
| Seawater heat exchanger | Titanium | 254SMO / nickel alloy | Match tube sheet and equipment design |
| Chemical chloride service | 904L / 1.4529 | C276 / 625 | Depends on acid chemistry |
| Custom OEM marine fasteners | Project-specific | Duplex / super duplex / special alloy | Provide drawing, load and environment |
Additional Engineering Notes for Specification Review
The tables above are intended to help screen candidate materials, but a final specification should be reviewed against the actual service envelope. A seawater fastener selection is usually conservative when the fastener is pressure-retaining, inaccessible, part of lifting or structural equipment, or installed in a place where replacement requires shutdown. It can be less conservative when the fastener is lightly loaded, easy to inspect, not continuously wetted and not connected to a critical sealing surface. This distinction is important because the same alloy may be a sound choice in one location and a poor choice only a few meters away.
For example, a 316L bolt used on a removable cover inside a dry marine equipment room may perform well for years if salt deposits are cleaned and the joint is not crevice-prone. A 316L stud bolt used on a warm seawater flange with washers and gasket compression may pit or crevice much earlier. The material label is the same, but oxygen access, chloride concentration, temperature, stress and joint geometry are different. This is why AODSON encourages buyers to describe the actual environment, not only the industry name.
Material Boundaries and Upgrade Triggers
A useful way to make decisions is to define upgrade triggers. If the fastener will see only salt air and periodic cleaning, 316L or 2205 may be enough. If the fastener will see direct seawater, stagnant pockets, warm water or repeated wet-dry salt concentration, 2205 becomes a minimum discussion point and 2507 is often more appropriate. If there are gasketed crevices, brine, poor access or long design life, 254SMO and 1.4529 should enter the review. If the service includes severe brine, aggressive chemical contamination or very high failure consequence, titanium or nickel alloys should be evaluated before the purchase order is fixed.
The upgrade path is not only corrosion driven. Strength can also change the decision. Duplex and super duplex grades provide higher strength than common austenitic stainless steels, which may be useful for flange preload. However, higher strength also means the joint design, nut compatibility, thread engagement and torque method must be reviewed. A higher strength fastener used with an unsuitable nut or poor lubrication can still give unreliable preload or gall during tightening.
Availability is another practical boundary. Standard 316L fasteners are easy to buy, while 2507, 254SMO, 1.4529, titanium and nickel alloy fasteners may require custom manufacturing, special bar stock, longer lead time and more careful documentation. A buyer who waits until the installation date to specify a premium alloy may be forced into compromises. Early material review gives the manufacturer time to source correct material, verify MTC, machine or form the threads, inspect dimensions and prepare traceable packaging.
Design Details That Increase Crevice Risk
Crevice corrosion is often the deciding failure mode for seawater fasteners. Crevices appear under flat washers, inside blind tapped holes; for washer-specific context, see why stainless steel washers matter in harsh industrial environments, under bolt heads, between nut faces and flanges, between gaskets and metallic faces, under deposits and inside thread roots. A joint that looks open from the outside may contain multiple shielded regions where stagnant seawater can become acidic and chloride-rich. Because fasteners are intentionally clamped, the contact pressure that makes the joint tight can also make oxygen renewal difficult in the shielded area.
Good design can reduce this risk. Avoid unnecessary washers when the design allows. Use smooth bearing surfaces. Avoid blind holes that trap seawater. Ensure drainage where possible. Keep dissimilar metals from forming unfavorable galvanic couples. Choose gasket and washer materials that do not create unexpected contamination or wicking. Where crevices cannot be avoided, select a material with enough crevice corrosion resistance and specify surface finishing and cleaning carefully.
Crevice risk also changes over time. A clean flange on the day of installation may collect salt crystals, biological deposits or corrosion products after months of service. In splash zones, repeated wetting and drying can leave concentrated salt deposits even when the fastener is not immersed. In desalination plants, small leaks can evaporate and leave highly concentrated brine around external bolting. Maintenance teams should inspect not only visible rust but also deposit buildup and signs of staining around washers and nuts.
Torque, Preload and Galling Control
Installation practice can make or break a seawater fastener. Stainless and special alloy materials do not always behave like carbon steel during tightening. Coefficient of friction varies with surface finish, lubricant, thread condition, nut material and installation speed. If the installer uses a torque value without considering these factors, the actual preload may be too low, too high or inconsistent across the joint. Low preload can allow leakage and fretting; excessive preload can damage threads, increase stress and create a higher risk of cracking or seizure.
Galling is especially important for austenitic stainless, super austenitic stainless, duplex stainless and titanium. When thread surfaces adhere under pressure, the fastener may seize before reaching target preload. The damaged threads can then become initiation sites for corrosion or make future removal impossible. Preventive measures include clean threads, controlled surface roughness, compatible nut and bolt materials, appropriate lubrication, slower installation speed, correct tools and a torque procedure that matches the lubricant factor.
For critical flange bolting, engineers may use tensioning, hydraulic torque tools or controlled tightening sequences. The material specification should support that installation method. If a project requires lubricant-free assembly because of process contamination concerns, galling risk should be reviewed even more carefully. In some cases, a deliberate nut/bolt material pairing or coating strategy may be selected, but coatings in seawater must be evaluated for galvanic and embrittlement risks.
Inspection, Documentation and Traceability
Seawater fasteners are often purchased in small sizes but used in high consequence systems. Traceability protects both the buyer and the manufacturer. A heat number linked to the mill certificate helps confirm the chemical composition. PMI testing reduces the chance that 316L, 2205, 2507, 904L, 254SMO or 1.4529 material has been mixed during cutting, machining, cleaning or packing. Dimensional inspection confirms that the thread, length, shank, head, nut and washer dimensions match the standard or drawing.
EN 10204 Type 3.1 MTC is commonly requested for engineered fasteners when material identity matters. For premium alloys, buyers should also consider PMI on finished or semi-finished parts, especially when several stainless and nickel grades are produced in the same facility. Mechanical testing may be required depending on the standard and property class. For custom machined fasteners, a drawing with tolerances is more reliable than a verbal description.
Packaging is part of traceability. Finished fasteners should be segregated by grade, size and heat where required. Bags, cartons or wooden cases should protect threads from impact and prevent mixing. For export shipments, moisture protection and clear marking reduce the chance that clean passivated fasteners arrive damaged or contaminated. These details may look ordinary, but they are important when the fasteners are installed in chloride service.
Standards and Grade Naming
Material names can be confusing because buyers may use trade names, EN numbers, UNS numbers or common shorthand. 254SMO is commonly associated with UNS S31254 and EN 1.4547. 1.4529 is associated with UNS N08926 / Alloy 926. 2507 is associated with UNS S32750, while super duplex may also refer to related grades such as S32760 depending on the project. 2205 is often UNS S32205 or S31803, and the exact designation should be written in the purchase specification.
Fastener standards also matter. A material grade alone does not define head style, thread tolerance, mechanical properties, testing or dimensions. A buyer may need ASTM, ASME, ISO, DIN or project-specific requirements depending on whether the part is a hex bolt, stud bolt, threaded rod, heavy hex nut, socket screw, washer or custom component. For nonstandard fasteners, the drawing should show dimensions, tolerances, thread length, chamfers, surface finish and any marking requirements.
When standards conflict with availability, the manufacturer and buyer should resolve the issue before production. Some premium alloys are not stocked in every standard fastener form. In that case, custom machining from verified bar stock may be the practical route. This is common for special alloy fasteners used in seawater pumps, valves, heat exchangers, offshore equipment and desalination systems.
Galvanic Compatibility in Marine Assemblies
Galvanic corrosion occurs when dissimilar metals are electrically connected in an electrolyte such as seawater. The less noble material becomes more likely to corrode. A titanium fastener may be highly resistant itself, but if installed into a less noble structure without isolation, the surrounding component may suffer. Stainless fasteners in aluminum, carbon steel, copper alloy or coated structures must be reviewed with the entire assembly in mind.
Area ratio matters. A small less noble fastener connected to a large noble surface can corrode rapidly. A large less noble structure connected to small noble fasteners may behave differently, but local attack around the joint can still occur. Insulating washers, sleeves, coatings or compatible material choices may be used, but each has limitations. Coatings can be damaged during tightening, and insulating materials can create crevices. The design should balance galvanic isolation with crevice control and mechanical reliability.
Application Examples for Engineers and Buyers
Consider a seawater pump cover in a coastal plant. The bolts are exposed to gasket crevices, cyclic maintenance, possible leakage and warm seawater. If the buyer selects 316L only because it is common, the joint may face pitting and crevice corrosion. A more robust review may consider 2507, 254SMO or 1.4529, combined with passivated surfaces, controlled torque and documented PMI. The best choice depends on pump OEM requirements, cover material, gasket design and operating temperature.
Consider offshore flange bolting. Access is expensive, salt spray is constant and wet-dry cycling concentrates chlorides. High preload is required to keep the flange sealed, and replacement may need shutdown. 2507 super duplex is often a practical candidate, while severe service may justify 254SMO, 1.4529 or nickel alloy evaluation. The buyer should specify stud bolts, heavy hex nuts and washers as a system, not as unrelated line items.
Consider a desalination brine line. The chloride concentration can exceed natural seawater, temperature may be elevated, and deposits can develop around leaks. A material that survives marine atmosphere may fail quickly in brine crevices. 254SMO, 1.4529, titanium or nickel alloy may be reasonable depending on pressure, temperature, chemistry and consequence of failure. The quotation should include material certification, passivation, marking and packaging requirements from the beginning.
How AODSON Can Support Custom Seawater Fasteners
AODSON can support engineered fasteners where standard catalog parts are not enough, consistent with its broader custom marine hardware manufacturing capability. Typical custom requirements include nonstandard lengths, special threads, stud bolts, heavy nuts, washers, machined components, drawing-based features and special alloy materials. For seawater applications, the manufacturing route should start with material availability and verification, then move through cutting, machining, threading, cleaning, passivation when required, inspection, documentation and packaging.
The most useful inquiry includes the drawing or standard, material grade, quantity, thread details, strength requirement, surface condition, operating environment, chloride level, temperature, contact materials, inspection document requirements and target delivery time. With that information, AODSON can evaluate whether 316L, 2205, 2507, 904L, 254SMO, 1.4529 / Alloy 926, titanium or nickel alloy is the right manufacturing direction.
For projects where the buyer is not yet sure which alloy is correct, AODSON can discuss the trade-offs between corrosion resistance, strength, machinability, cost and lead time. The goal is not to overspecify the most expensive alloy; it is to choose a fastener material and quality plan that matches the real seawater exposure and the consequence of failure.
Failure Investigation Clues
When a seawater fastener fails, the first question should not be only which alloy was used. A good investigation reviews the fracture location, corrosion morphology, deposits, installation record, nut and washer material, gasket condition, cleaning history and any evidence of substitution. Pitting often appears as small local cavities with corrosion products. Crevice corrosion often appears under washers, inside shielded threads or around gasket edges. Galling leaves torn thread surfaces and may be accompanied by incomplete preload. Chloride stress corrosion cracking may show branching cracks with limited general corrosion.
Photographs before cleaning are valuable because deposits and staining patterns can show where seawater was trapped. Chemical analysis of deposits can identify chloride concentration or contamination. PMI of the failed fastener and adjacent hardware can confirm whether the installed material matched the purchase order. Hardness and mechanical testing may reveal whether the fastener met strength requirements. A failure review that ignores installation and joint geometry can incorrectly blame the alloy when the real cause was a crevice, wrong nut pairing, damaged thread or missing passivation.
The lessons from failure investigation should feed back into the next specification. If the failed 316L fastener was in a direct seawater crevice, upgrading to 2205 may still not be enough. If a 2507 fastener failed because of galling during installation, a higher alloy alone will not solve the issue; the solution may require better thread finish, lubricant, nut pairing and controlled tightening. If galvanic corrosion attacked the surrounding component, the assembly design may need isolation or a different material combination.
Maintenance and Inspection Planning
Even the right material benefits from inspection planning. Marine and offshore environments change over time. Salt deposits accumulate, coatings are damaged, gaskets age, leaks start, and maintenance teams may replace one component with another grade. A fastener specification should therefore be paired with inspection intervals that match risk. Accessible deck hardware may be inspected visually. Critical flange bolting may require scheduled torque checks, leak checks, deposit removal and replacement planning during shutdowns.
Inspection should look for staining around washers and nuts, deposits in shielded areas, pitting at exposed thread ends, loosening, missing lubrication, damaged protective caps and evidence of dissimilar metal contact. In desalination plants, areas near brine leaks deserve special attention because evaporation can concentrate chlorides far beyond natural seawater. In offshore splash zones, wet-dry cycling can create salt crusts that hide early corrosion. Cleaning should avoid carbon steel tools that contaminate stainless surfaces.
A maintenance plan also affects the economic decision. If a fastener can be replaced cheaply during routine service, a moderate alloy may be acceptable. If the fastener is installed in a place where access requires scaffolding, rope access, vessel support or plant shutdown, a higher alloy can be the lower-risk option. This is why purchasing teams should ask engineering and maintenance teams about access and failure consequence before finalizing the grade.
Procurement Language That Reduces Risk
Clear procurement language prevents many problems. Instead of writing marine stainless bolt, a specification might say: ASTM or DIN stud bolt, material UNS S32750 / 2507, thread standard and tolerance, required nut material, passivated surface, EN 10204 3.1 MTC, PMI report, heat-number traceability, protected export packaging and application in direct seawater flange service. This wording tells the manufacturer what must be controlled and tells the buyer what evidence to expect at delivery.
If the project requires a particular standard, include it. If the fastener is custom, attach the drawing. If substitution is not allowed, say so clearly. If equivalent grades may be considered, list the acceptable UNS or EN designations and require approval before production. If the environment is unknown, do not hide that uncertainty; explain the known exposure and ask the manufacturer to identify assumptions. Good communication early in procurement is far cheaper than discovering after delivery that the wrong alloy, thread or documentation was supplied.
For OEM buyers, repeatability matters. Once a seawater fastener specification has been validated, keep the drawing revision, material grade, supplier process, inspection records and packaging requirements consistent. Changing one detail to save cost can change corrosion performance. A documented approval process helps avoid accidental downgrades when purchasing teams, factories or projects change.
Balancing Engineering Margin With Budget
A conservative material choice is not always the most expensive material. It is the material that gives an appropriate margin for the real risk. For low-risk marine atmosphere, choosing nickel alloy may be unnecessary. For severe brine service, choosing 316L because it is cheap is not conservative; it transfers cost to maintenance and failure risk. The correct balance considers purchase price, lead time, downtime, replacement access, safety consequence and the probability of localized corrosion.
Engineers can use a staged selection approach. First remove materials that are clearly unsuitable for the exposure. Then compare remaining materials by corrosion margin, strength, manufacturability, standards, availability and installation risk. Finally, document why the selected grade is acceptable. This record helps future maintenance teams understand the choice and helps buyers avoid unapproved substitutions.
AODSON’s role as a fastener manufacturer is to turn that decision into a reliable product: verified material, accurate dimensions, controlled threads, clean surfaces, inspection documents and packaging that preserves traceability. For seawater applications, that manufacturing discipline is as important as the alloy name printed on the purchase order.
Material and Manufacturing Acceptance Criteria
For critical seawater projects, acceptance criteria should be written before production starts. The buyer and manufacturer should agree on the exact material designation, acceptable standards, dimensional tolerances, thread inspection method, surface condition, marking, documentation and packing method. If PMI is required, define whether it is performed on raw material, finished parts or a sampling plan. If passivation is required, define the process expectation and whether visual cleanliness, absence of iron contamination or additional testing is needed.
Acceptance criteria should also describe what happens if a part does not meet requirements. For example, a wrong material grade should not be re-marked or substituted without approval. Damaged threads should not be shipped into a seawater flange application because thread damage can increase galling and reduce preload reliability. Mixed heats should be segregated when traceability is required. These rules are easier to follow when they are part of the purchase specification instead of being discussed after inspection finds a problem.
Manufacturing route review is especially useful for custom fasteners. Cut threads may be practical for small batches or special geometry, while thread rolling may be preferred where geometry and quantity allow it. CNC machining can produce accurate shoulders, shanks, heads and nonstandard features, but machining marks and burrs must be controlled. Cleaning after machining prevents chips, oils and contamination from remaining on the part. Each step should support the final seawater performance requirement, not only the drawing dimensions.
Finally, acceptance should include the packaging condition at shipment. Premium alloys such as 2507, 254SMO, 1.4529, titanium and nickel alloy fasteners should not arrive with mixed grades, damaged threads or unprotected surfaces. Clear labels, heat traceability, protected thread ends and moisture-conscious export packaging help ensure that the fastener installed at site is the same verified fastener that passed inspection at the factory.
This approach is especially helpful for repeat marine and offshore buyers. Once the grade, manufacturing route and inspection package are proven, they can be reused as a controlled specification for future projects. That consistency reduces engineering review time, improves purchasing accuracy and prevents accidental downgrades when a replacement order is placed months or years later. In seawater service, repeatability is part of reliability, because corrosion performance depends on the complete chain from alloy selection to the exact fastener installed in the joint.
28. FAQ
What is the best stainless steel fastener for seawater?
There is no single best material for every seawater condition. For demanding direct seawater, 2507, 254SMO and 1.4529 are often stronger candidates than 316L; titanium or nickel alloys may be needed for severe or critical service.
Is 316L suitable for seawater fasteners?
316L may be suitable for mild marine atmosphere, but it is often risky in direct seawater, stagnant zones, warm chloride environments and crevices under washers or gaskets.
Is 2205 better than 316L for seawater?
Yes, 2205 generally offers better chloride resistance and higher strength than 316L. It is a practical upgrade for many marine fasteners, but severe seawater may require 2507 or higher alloys.
Is 2507 better than 2205 for seawater?
2507 has higher alloy content, higher PREN and greater strength than 2205, so it is usually preferred for more demanding seawater and offshore environments.
Is 904L good for seawater?
904L can be useful in some chloride and acid environments, but it is not always the first seawater choice. Compare it with 2507, 254SMO and 1.4529 for direct seawater or crevice-risk service.
Is 254SMO better than 904L in seawater?
In many high chloride and crevice-risk seawater applications, 254SMO offers stronger localized corrosion resistance than 904L, but final selection depends on the full environment and project requirements.
Is 1.4529 good for seawater?
Yes. 1.4529 / Alloy 926 is a premium super austenitic stainless steel used in seawater, desalination and chemical chloride environments.
What is PREN?
PREN is the pitting resistance equivalent number. A common stainless formula is %Cr + 3.3 x %Mo + 16 x %N.
Does higher PREN always mean better seawater resistance?
Higher PREN is helpful, but it is not the only criterion. Surface condition, heat treatment, crevice geometry, temperature, stress and galvanic contact also matter.
What material is best for desalination fasteners?
For high chloride brine or critical desalination equipment, 2507, 254SMO, 1.4529, titanium or nickel alloys may be required. Mild areas may use 316L or 2205.
What material is best for offshore stud bolts?
2507 super duplex is a common candidate for demanding offshore stud bolts. Severe or critical service may require 254SMO, 1.4529 or nickel alloy evaluation.
Do stainless steel fasteners gall?
Yes. Austenitic and duplex stainless fasteners can gall during tightening, especially with high load, poor lubrication or rough threads.
How can galling be prevented?
Use good thread quality, compatible nut and bolt pairing, suitable lubrication or anti-seize, controlled torque and clean installation practice.
Should nuts and bolts be the same material?
Sometimes, but not always. The pairing should meet strength, corrosion and galling requirements. Galvanic compatibility and project standards should be checked.
Are titanium fasteners better than stainless steel in seawater?
Titanium has excellent seawater corrosion resistance, but cost, galling, strength and galvanic effects must be evaluated before specifying it.
When should nickel alloy fasteners be used?
Use nickel alloys when stainless steel does not provide enough resistance, especially in severe chloride, acid, high consequence or difficult-maintenance service.
What inspection documents should buyers request?
For critical seawater fasteners, request MTC, PMI where needed, mechanical test records, dimensional inspection and traceability information.
Is passivation necessary?
Passivation is often recommended after machining or handling stainless fasteners because clean surface condition supports corrosion resistance.
Can AODSON manufacture custom seawater fasteners?
AODSON can support custom corrosion-resistant fasteners in stainless steel, duplex, super duplex, 904L, 254SMO, 1.4529, titanium and nickel alloys according to drawings or specifications.
What information is needed for a quotation?
Provide material grade, standard, dimensions, thread, quantity, surface finish, inspection documents, application environment, chloride concentration, temperature and drawings if custom.
29. Professional Conclusion
No single material is best for every seawater condition. Material selection depends on chloride concentration, temperature, crevice risk, stress, design life, inspection access and budget. 316L is limited in direct seawater. 2205 and 2507 are strong practical options for many marine and offshore fasteners. 254SMO and 1.4529 are premium high-chloride options. Titanium and nickel alloys are used for the most severe cases.
The fastener is a small component, but its failure can stop a pump, leak a flange, compromise a platform connection or force expensive maintenance. For that reason, engineers should specify both the alloy and the manufacturing quality controls that make the alloy reliable in service.
30. Contact AODSON for Seawater-Resistant Fasteners
Engineering note: AODSON supports marine fasteners, offshore stud bolts, duplex fasteners, super duplex fasteners, 904L fasteners, 254SMO fasteners, 1.4529 / Alloy 926 fasteners, titanium fasteners and OEM custom corrosion-resistant fasteners. Share your drawing, material requirement, application environment and inspection needs so the team can evaluate a practical manufacturing route.










