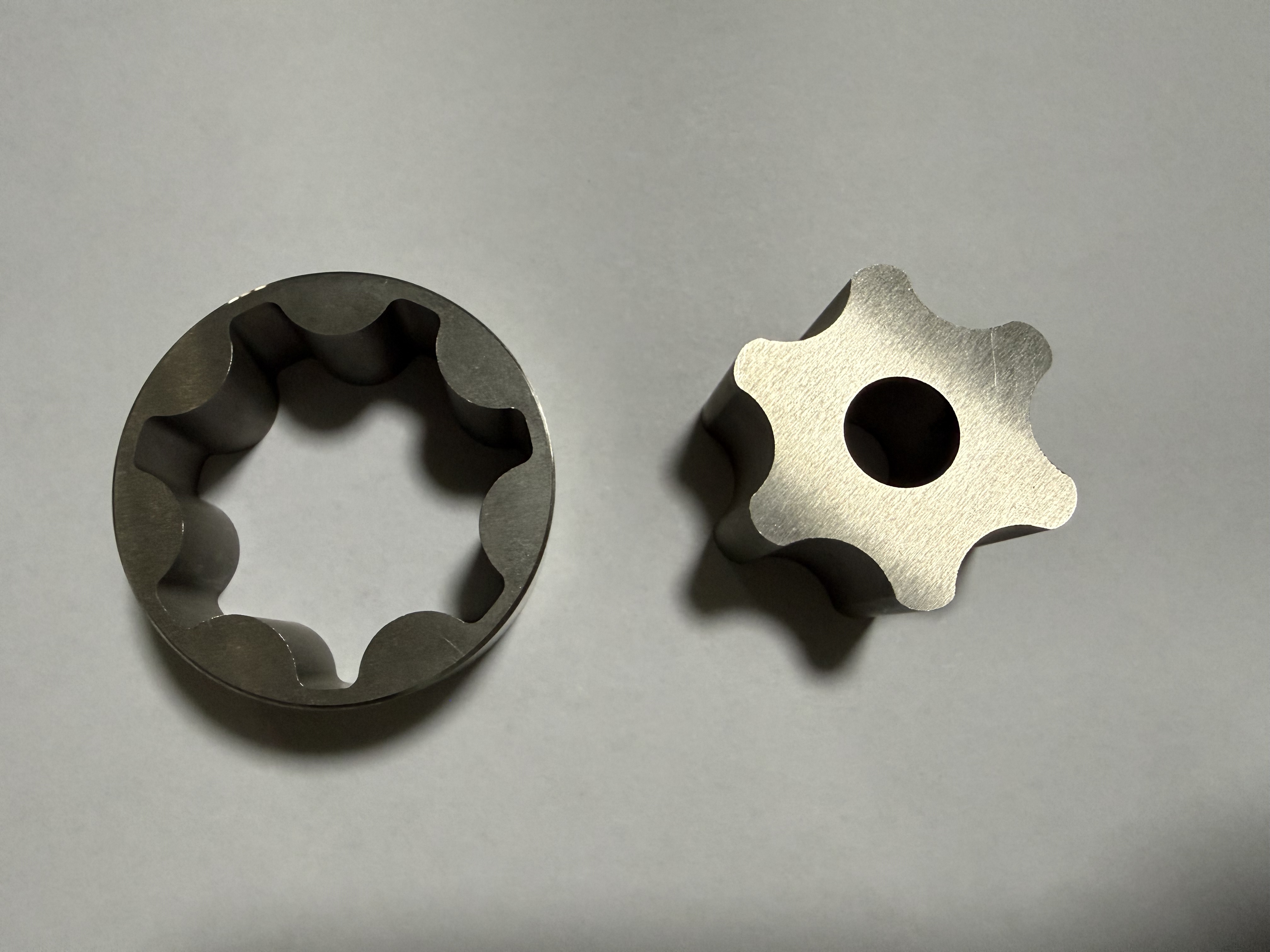
Stainless steel gear components often look simple from a distance, but the critical work happens inside the tooth profile, bore, and internal contour. When these areas must be accurate, smooth, and consistent, slow wire EDM machining is one of the most reliable ways to produce the geometry without forcing the material or creating heavy cutting stress.
For Aodson, wire EDM is especially useful on stainless steel parts where a clean internal profile, stable fit, and repeatable edge quality matter. The process uses a thin traveling wire and controlled electrical discharge to remove material along the programmed path. Because the tool does not push against the part like a conventional cutter, the final profile can stay very close to the CAD design even when the component has narrow slots, small radii, or deep internal features.
Why stainless steel gear parts benefit from slow wire EDM
Stainless steel is strong, corrosion resistant, and durable, but it can be demanding to machine. Heat, work hardening, and tool pressure may affect dimensional control during traditional cutting. Slow wire EDM helps reduce these concerns because the cutting force is extremely low and the wire follows the programmed contour with fine control.
This makes the process suitable for gear-like parts, pump components, mechanical transmission parts, indexing pieces, and custom stainless profiles that require accurate mating surfaces. Internal gear windows and curved tooth roots can be cut directly rather than approximated with multiple milling passes.

Key advantages for precision gear profiles
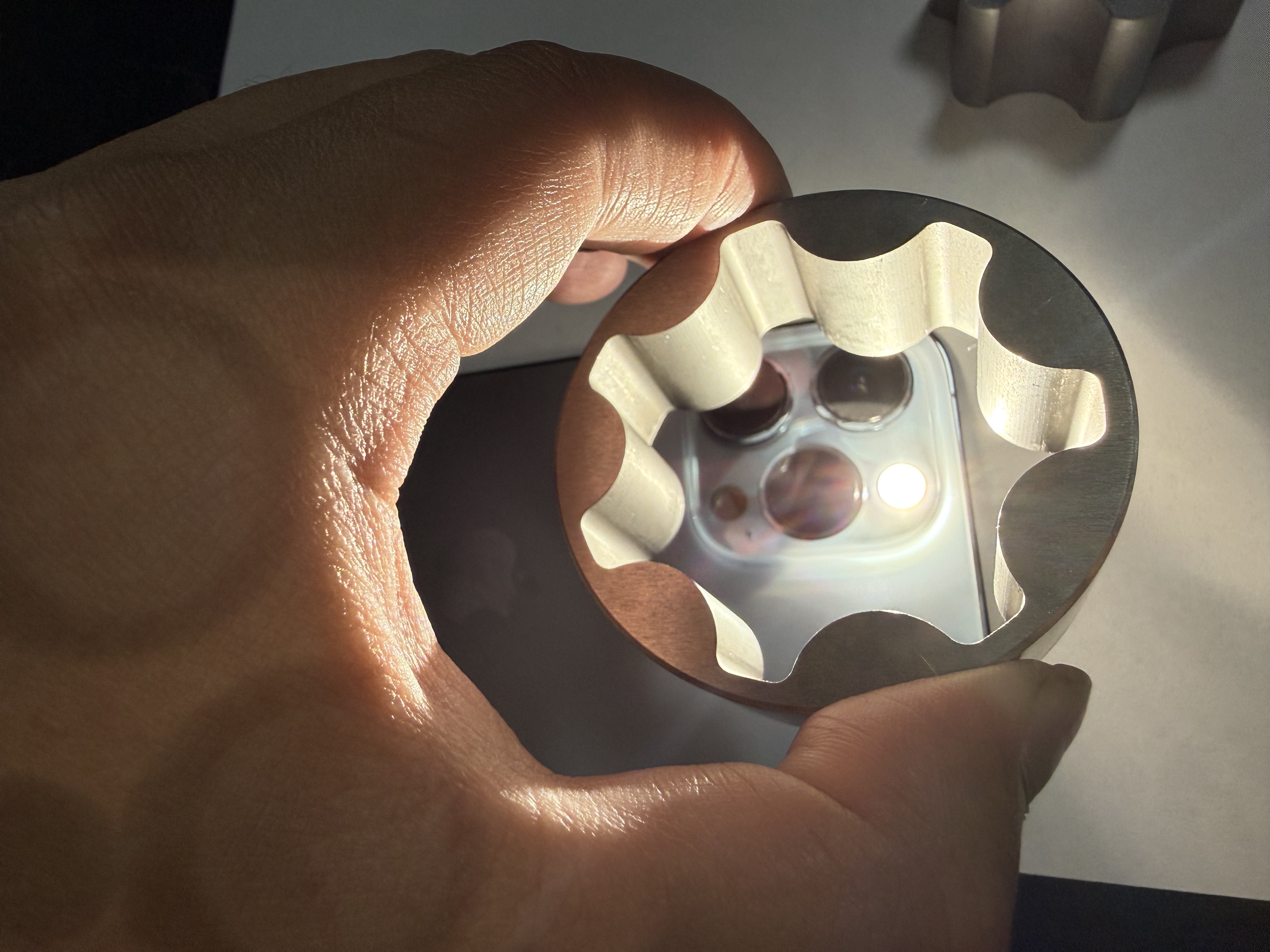
- Accurate internal contours: the wire can cut through closed shapes and complex windows after a start hole is prepared.
- Clean tooth root transitions: small radii and smooth curves can be controlled to reduce stress concentration.
- Low mechanical stress: there is no heavy cutting load, which helps protect thin walls and delicate features.
- Consistent edge quality: controlled discharge parameters help produce a uniform surface ready for deburring, polishing, or assembly.
- Repeatable batches: once the program and fixture are validated, the same profile can be reproduced consistently.
Process considerations before cutting
A successful wire EDM part starts before the machine is switched on. Material grade, blank thickness, start-hole position, allowance, drawing tolerance, and final surface requirement should be reviewed together. For stainless steel gear components, the cutting path must protect the functional tooth profile while allowing enough material for finishing if polishing or passivation will follow.
Fixturing is also important. The part must stay stable during the cut, especially when large internal sections are removed. For ring-shaped gear parts, balanced support helps keep the final opening accurate and prevents movement as the wire completes the contour.
Quality checks after machining
After slow wire EDM, stainless steel gear components are normally checked for profile accuracy, bore size, thickness, flatness, and edge condition. Visual inspection can reveal burn marks, burrs, or handling scratches, while dimensional inspection confirms whether the part matches the drawing. If the component will run against another part, fit testing is a practical final step.
The result is a stainless steel part with a precise profile, controlled internal geometry, and a surface condition that can be finished according to the application. For custom industrial components, this combination of accuracy and flexibility is the reason slow wire EDM remains a strong choice.
Custom stainless steel gear machining at Aodson
Aodson supports custom stainless steel components from drawing review to machining, finishing, and inspection. If your project requires stainless gear parts, internal profiles, pump-related components, or other precision metal parts, our team can help evaluate the design and choose a practical manufacturing route.







