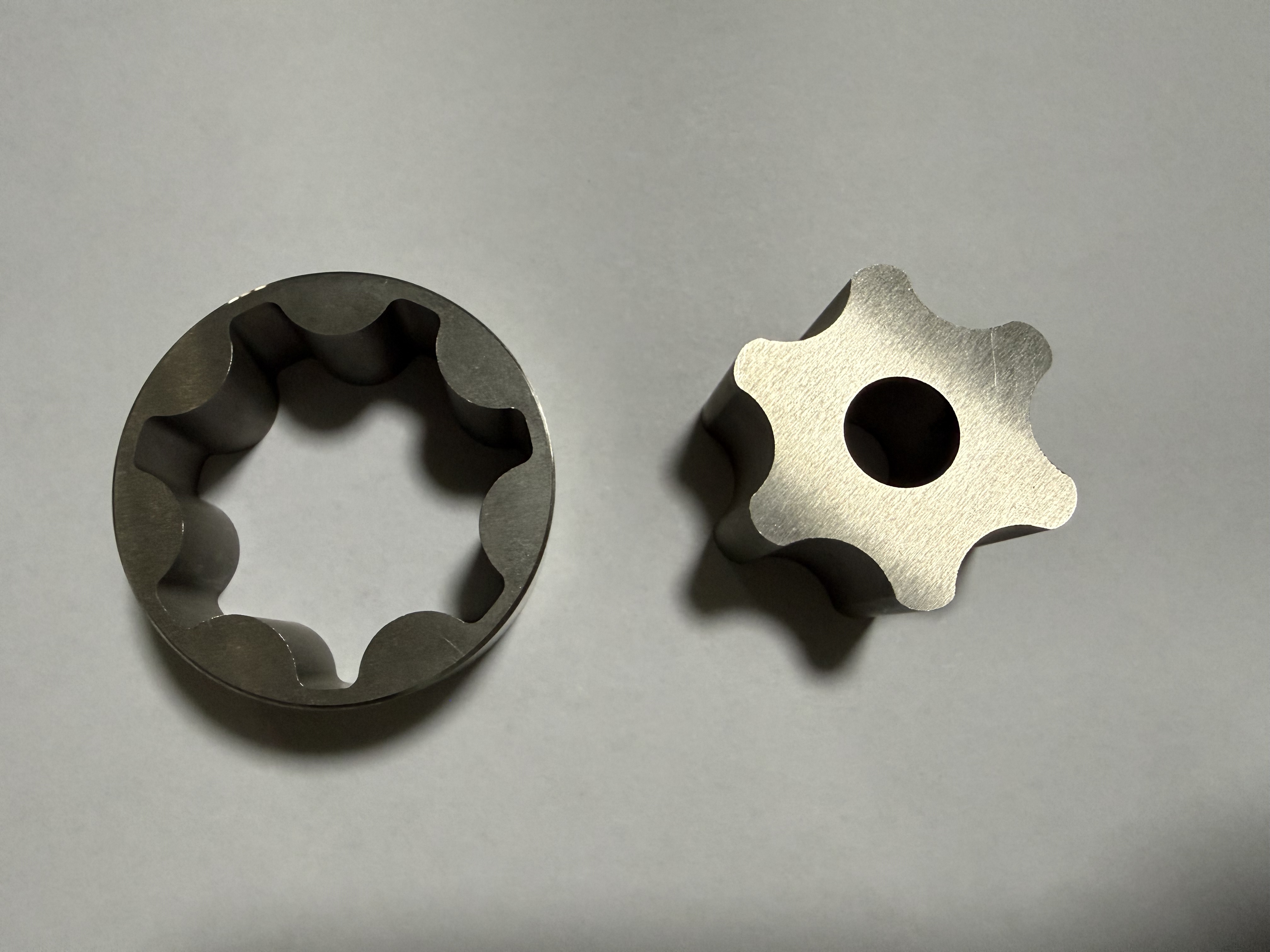
不銹鋼齒輪部件遠看往往結構簡單,但關鍵工序卻發生在齒廓、孔徑和內輪廓等內部結構。當這些區域需要確保精度、光滑度和一致性時,慢速線切割放電加工是實現所需幾何形狀最可靠的方法之一,它既能避免材料受力變形,又不會產生過大的切削應力。.
對於Aodson公司而言,線切割放電加工(Wire EDM)在加工不銹鋼零件時特別有效,因為這類零件需要乾淨的內部輪廓、穩定的配合以及可重複的邊緣品質。該工藝使用一根細長的移動焊絲,透過可控的電火花沿預設路徑去除材料。由於該工具不像傳統刀具那樣對零件施加壓力,因此即使零件具有狹窄的槽口、小半徑或較深的內部結構,最終輪廓也能與CAD設計高度吻合。.
為什麼不銹鋼齒輪零件能從慢速線切割加工中獲益?
不鏽鋼強度高、耐腐蝕、經久耐用,但加工難度高。在傳統切割過程中,熱、加工硬化和刀具壓力都會影響尺寸控制。慢速線切割有助於減少這些問題,因為其切削力極低,線材能夠精確地沿著預設輪廓移動。.
這使得此製程適用於加工齒輪狀零件、幫浦組件、機械傳動零件、分度件以及需要精確配合面的客製化不銹鋼型材。齒輪內部窗口和弧形齒根可以直接切削,無需多次銑削近似加工。.

精密齒輪輪廓的關鍵優勢
- 精確的內部輪廓: 準備好起始孔後,鋼絲可以切割封閉形狀和複雜的窗戶。.
- 清潔的牙根過渡區: 可以透過控制小半徑和平滑曲線來降低應力集中。.
- 低機械應力: 沒有沉重的切割負荷,這有助於保護薄壁和精細結構。.
- 邊緣品質始終如一: 可控的放電參數有助於產生均勻的表面,以便進行去毛邊、拋光或組裝。.
- 可重複批次: 一旦程序和夾具經過驗證,就可以一致地重現相同的輪廓。.
切割前的工藝注意事項
成功的線切割零件加工始於機器啟動之前。材料等級、坯料厚度、起始孔位置、餘裕、拉延公差以及最終表面要求都應綜合考慮。對於不鏽鋼齒輪零件,切割路徑必須保護功能性齒廓,同時預留足夠的材料以便後續進行拋光或鈍化處理。.
夾具也至關重要。零件在切割過程中必須保持穩定,尤其是在去除較大的內部截面時。對於環形齒輪零件,平衡支撐有助於保持最終開口的精確度,並防止線材在完成輪廓加工時移動。.
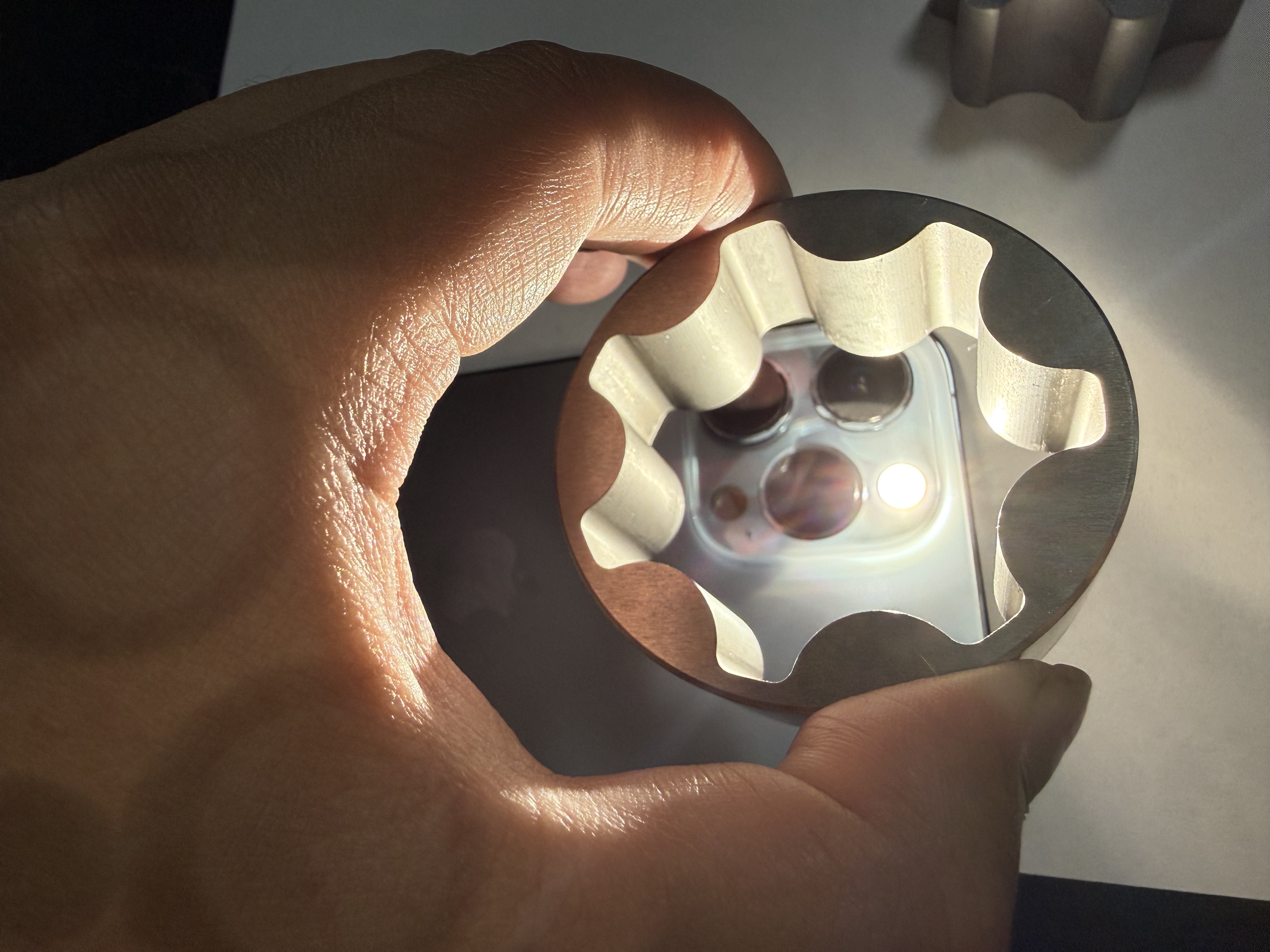
加工後的品質檢查
慢速線切割加工後,不銹鋼齒輪零件通常需要進行輪廓精度、孔徑、厚度、平面度和邊緣狀況的檢查。目視檢查可以發現燒痕、毛邊或搬運刮痕,而尺寸檢查則可以確認零件是否符合圖面要求。如果該零件將與其他零件搭配使用,則進行配合測試是切實可行的最後步驟。.
最終得到的不銹鋼零件具有精確的輪廓、可控的內部幾何形狀以及可根據應用需求進行表面處理的良好狀態。對於客製化工業零件而言,這種精度和靈活性的結合正是慢速線切割放電加工仍然是理想之選的原因。.
Aodson公司客製化不銹鋼齒輪加工
Aodson 提供從圖面審核到機械加工、表面處理和檢驗的全套客製化不銹鋼零件服務。如果您的專案需要不銹鋼齒輪零件、內部型材、幫浦相關組件或其他精密金屬零件,我們的團隊可以協助您評估設計並選擇切實可行的製造方案。.







