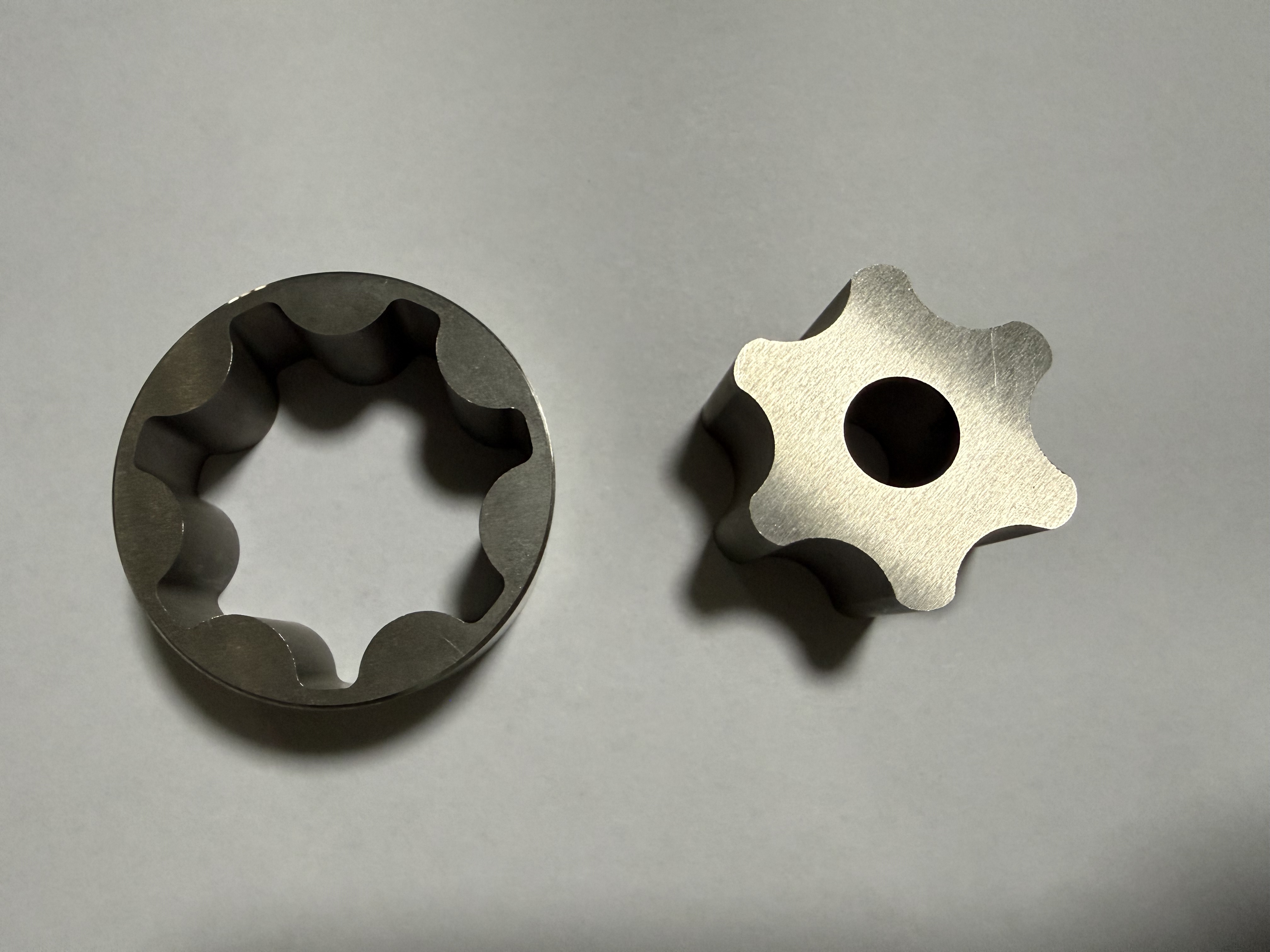
ステンレス鋼製の歯車部品は遠目には単純に見えることが多いですが、重要な加工は歯形、穴、内径といった内部領域で行われます。これらの領域に高い精度、滑らかさ、均一性が求められる場合、低速ワイヤ放電加工は、材料に過度の負荷をかけたり、大きな切削応力を発生させたりすることなく、形状を加工できる最も信頼性の高い方法の一つです。.
Aodson社にとって、ワイヤ放電加工は、きれいな内部形状、安定した嵌合、そして再現性の高いエッジ品質が重要なステンレス鋼部品に特に有効です。この加工プロセスでは、細いワイヤを移動させ、制御された放電によって、プログラムされた経路に沿って材料を除去します。従来のカッターのように工具が部品に押し付けられないため、部品に狭いスロット、小さな半径、または深い内部形状があっても、最終的な形状はCAD設計に非常に近いものになります。.
ステンレス鋼製ギア部品が低速ワイヤ放電加工の恩恵を受ける理由
ステンレス鋼は強度、耐腐食性、耐久性に優れていますが、加工が難しい場合があります。従来の切削加工では、熱、加工硬化、工具圧力などが寸法精度に影響を与える可能性があります。低速ワイヤ放電加工は、切削力が極めて低く、ワイヤがプログラムされた輪郭に沿って精密に加工されるため、これらの問題を軽減できます。.
この加工法は、歯車状部品、ポンプ部品、機械式伝動部品、インデックス部品、および精密な嵌合面を必要とする特注ステンレス鋼プロファイルなどに適しています。内歯の窓部や湾曲した歯根部は、複数回のフライス加工で近似するのではなく、直接切削できます。.

精密歯車プロファイルの主な利点
- 正確な内部輪郭: ワイヤーは、最初に穴を開けた後、閉じた形状や複雑な窓を切断することができる。.
- 歯根移行部を清潔にする: 小さな半径と滑らかな曲線を用いることで、応力集中を軽減することができる。.
- 低い機械的ストレス: 切断時の負荷が軽いため、薄い壁や繊細な部分を保護するのに役立ちます。.
- 一貫したエッジ品質: 制御された放電パラメータにより、バリ取り、研磨、または組み立てに適した均一な表面が得られます。.
- 繰り返し可能なバッチ処理: プログラムと治具が検証されれば、同じプロファイルを一貫して再現できる。.
切断前の工程上の考慮事項
ワイヤ放電加工で部品を成功させるには、機械の電源を入れる前から準備が必要です。材料のグレード、ブランクの厚さ、開始穴の位置、加工代、絞り公差、最終的な表面仕上げ要件を総合的に検討する必要があります。ステンレス鋼製の歯車部品の場合、切削経路は機能的な歯形を保護しつつ、研磨や不動態化処理を行う場合は仕上げに必要な材料を十分に確保する必要があります。.
治具の設置も重要です。特に内部の大きな部分を除去する場合、切削中は部品が安定している必要があります。リング状の歯車部品の場合、バランスの取れた支持によって最終的な開口部の精度を維持し、ワイヤーが輪郭を描き終える際のずれを防ぐことができます。.
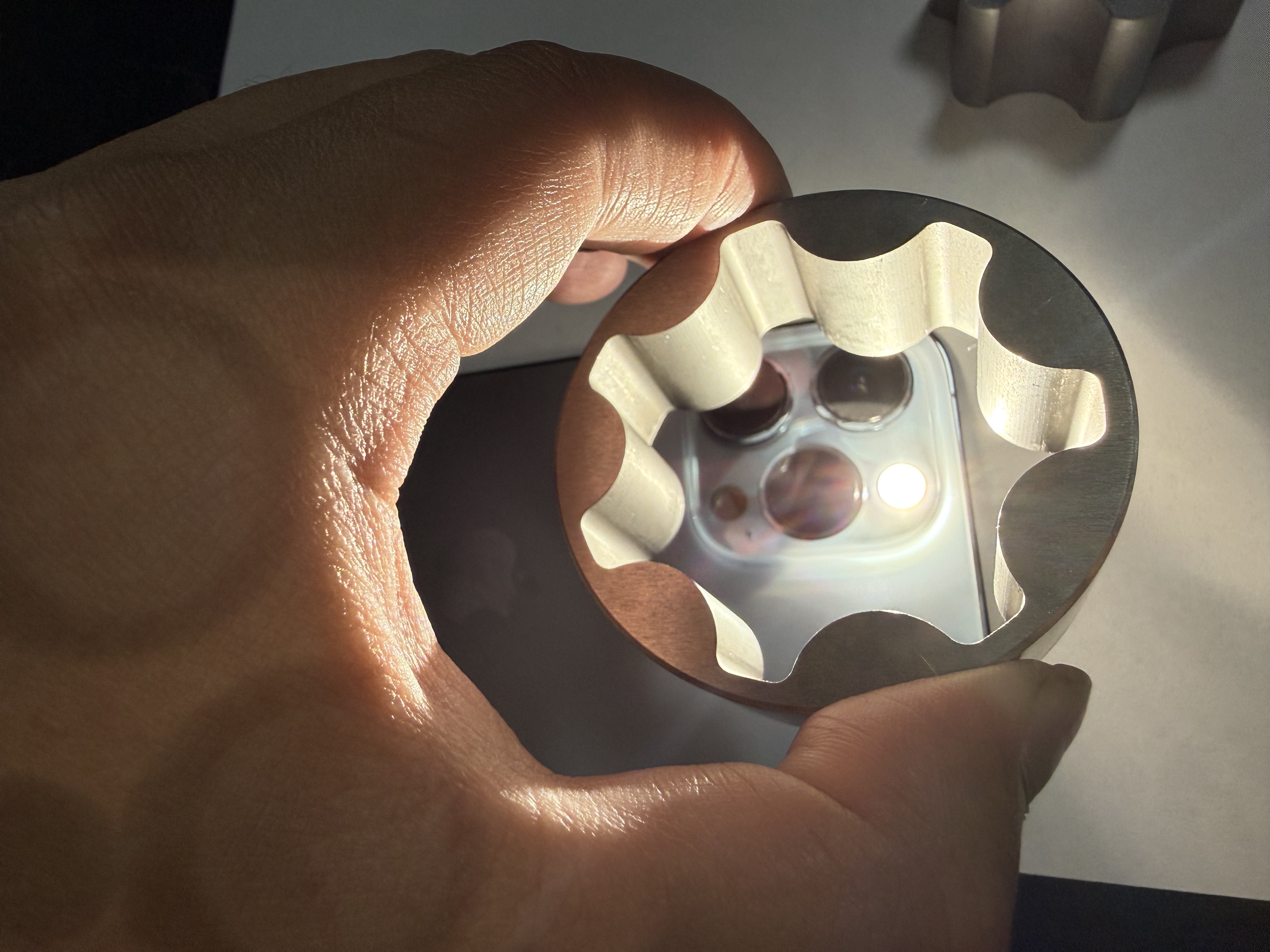
加工後の品質チェック
低速ワイヤ放電加工後、ステンレス鋼製ギア部品は通常、形状精度、穴径、厚み、平面度、およびエッジ状態について検査されます。目視検査では、焼け跡、バリ、または加工時の傷が発見され、寸法検査では部品が図面と一致しているかどうかが確認されます。部品が他の部品と接触して使用される場合は、嵌合試験が実用的な最終工程となります。.
その結果、精密な形状、制御された内部形状、そして用途に応じて仕上げ加工が可能な表面状態を備えたステンレス鋼部品が得られます。カスタム産業部品において、この精度と柔軟性の組み合わせこそが、低速ワイヤ放電加工が依然として有力な選択肢である理由です。.
Aodson社におけるカスタムステンレス鋼製ギア加工
Aodsonは、図面レビューから機械加工、仕上げ、検査まで、カスタムステンレス鋼部品の製造をサポートします。お客様のプロジェクトでステンレス製のギア部品、内部プロファイル、ポンプ関連部品、その他の精密金属部品が必要な場合は、当社のチームが設計の評価と最適な製造方法の選択をお手伝いいたします。.







