Les composants d'engrenages en acier inoxydable paraissent souvent simples de loin, mais le travail critique se situe à l'intérieur du profil de la dent, de l'alésage et du contour interne. Lorsque ces zones doivent être précises, lisses et uniformes, l'usinage par électroérosion à fil lent est l'une des méthodes les plus fiables pour obtenir la géométrie souhaitée sans contraindre le matériau ni générer de fortes contraintes de coupe.
Pour Aodson, l'électroérosion à fil est particulièrement utile pour les pièces en acier inoxydable où un profil interne net, un ajustement précis et une qualité de finition constante sont essentiels. Le procédé utilise un fil fin en mouvement et une décharge électrique contrôlée pour enlever de la matière le long d'une trajectoire programmée. Comme l'outil n'exerce aucune pression sur la pièce, contrairement à une fraise conventionnelle, le profil final reste très fidèle à la conception CAO, même lorsque le composant présente des rainures étroites, de petits rayons de courbure ou des cavités internes profondes.
Pourquoi les pièces d'engrenages en acier inoxydable bénéficient de l'électroérosion à fil lent
L'acier inoxydable est robuste, résistant à la corrosion et durable, mais son usinage peut s'avérer complexe. La chaleur, l'écrouissage et la pression de l'outil peuvent affecter la précision dimensionnelle lors de la coupe traditionnelle. L'électroérosion à fil lent permet de réduire ces problèmes grâce à une force de coupe extrêmement faible et à un fil qui suit le contour programmé avec une grande précision.
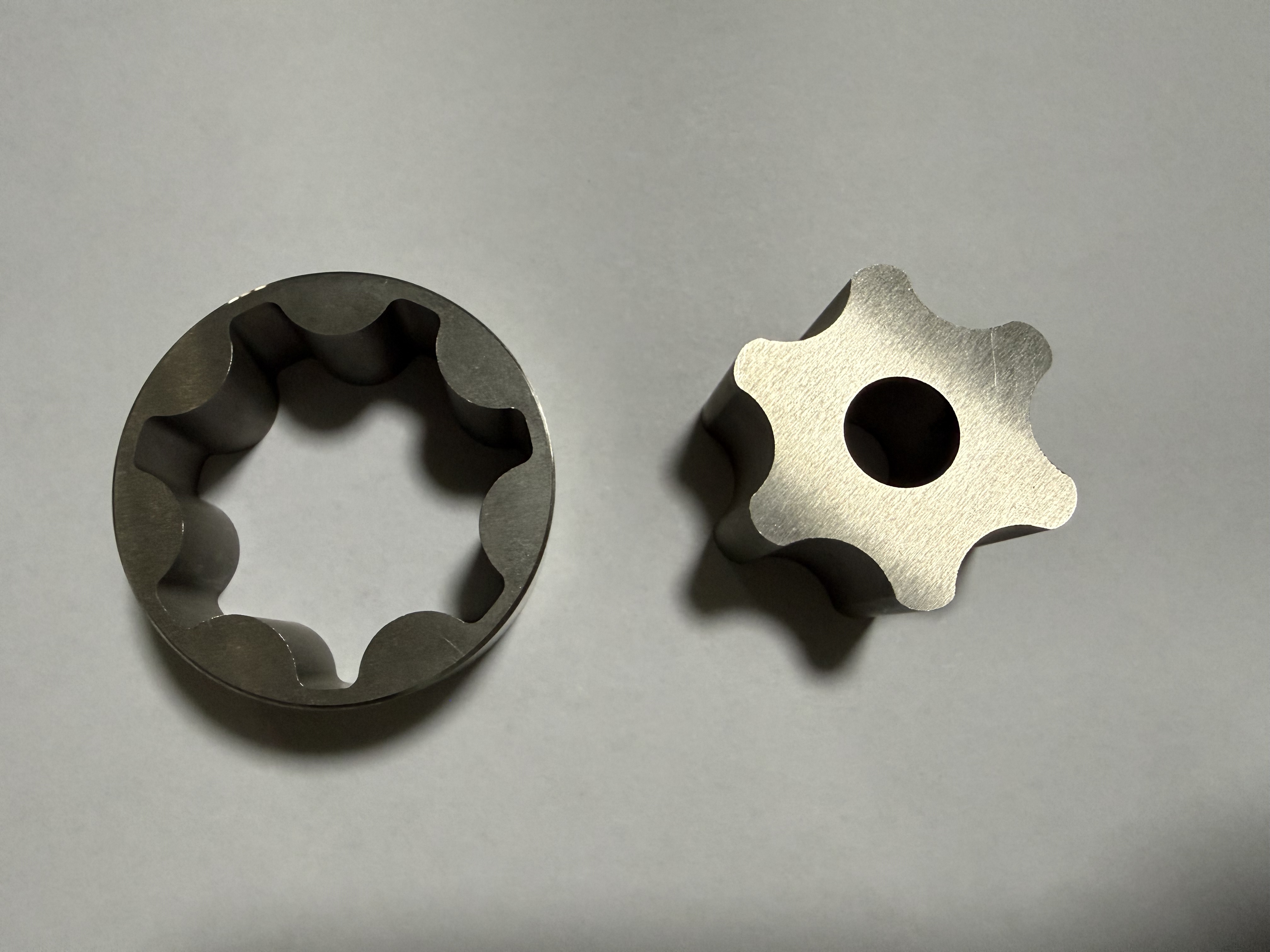
Ce procédé convient parfaitement aux pièces d'engrenages, aux composants de pompes, aux pièces de transmission mécanique, aux pièces d'indexage et aux profilés en acier inoxydable sur mesure nécessitant des surfaces d'accouplement précises. Les fenêtres internes des engrenages et les racines incurvées des dents peuvent être usinées directement, sans approximation par plusieurs passes de fraisage.

Principaux avantages des profils d'engrenages de précision
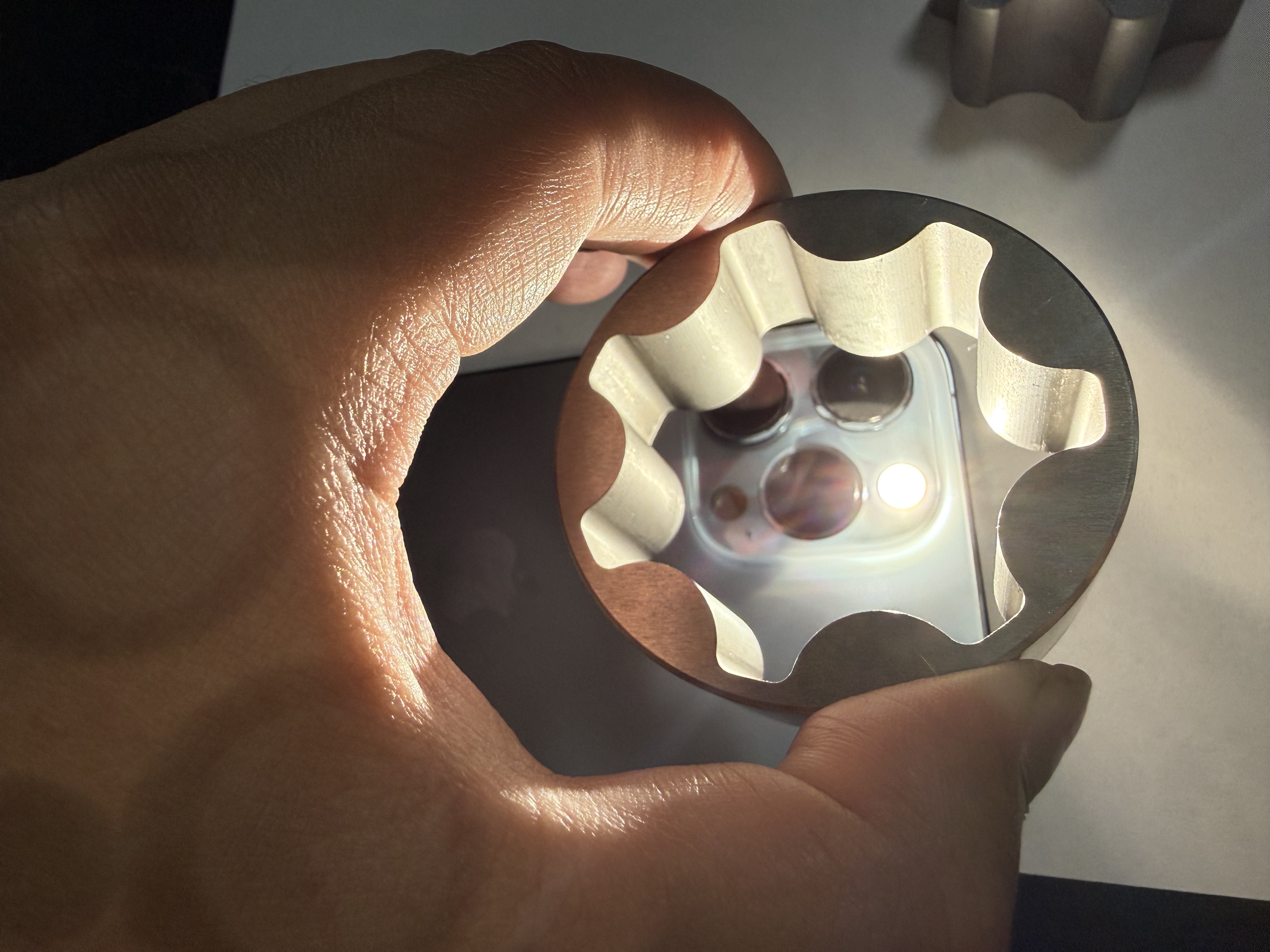
- Contours internes précis : Le fil peut découper des formes fermées et des fenêtres complexes après la réalisation d'un trou de départ.
- Nettoyer les transitions des racines dentaires : Il est possible de contrôler les petits rayons de courbure et les courbes douces afin de réduire la concentration des contraintes.
- Faible contrainte mécanique : L'absence de forte contrainte de coupe contribue à protéger les parois fines et les éléments délicats.
- Qualité constante des bords : Des paramètres de décharge contrôlés permettent d'obtenir une surface uniforme, prête pour l'ébavurage, le polissage ou l'assemblage.
- Lots reproductibles : Une fois le programme et le dispositif validés, le même profil peut être reproduit de manière cohérente.
Considérations relatives au processus avant la découpe
La réussite de la fabrication d'une pièce par électroérosion à fil commence avant même la mise en marche de la machine. Il convient d'examiner simultanément la nuance d'acier, l'épaisseur de l'ébauche, la position du trou de départ, la surépaisseur, la tolérance d'emboutissage et les exigences de finition de surface. Pour les engrenages en acier inoxydable, la trajectoire de coupe doit préserver le profil fonctionnel de la dent tout en conservant une quantité de matière suffisante pour la finition, notamment le polissage ou la passivation.
Le dispositif de fixation est également important. La pièce doit rester stable pendant la découpe, notamment lors de l'enlèvement de grandes sections internes. Pour les pièces d'engrenage annulaires, un support équilibré permet de garantir la précision de l'ouverture finale et d'éviter tout mouvement pendant le passage du fil.
Contrôles de qualité après usinage
Après usinage par électroérosion à fil lent, les composants d'engrenages en acier inoxydable sont généralement contrôlés quant à la précision du profil, le diamètre d'alésage, l'épaisseur, la planéité et l'état des arêtes. L'inspection visuelle permet de déceler les marques de brûlure, les bavures ou les rayures dues à la manipulation, tandis que le contrôle dimensionnel confirme la conformité de la pièce au plan. Si le composant est destiné à être monté contre une autre pièce, un essai d'ajustement constitue une étape finale pratique.
On obtient ainsi une pièce en acier inoxydable au profil précis, à la géométrie interne maîtrisée et à l'état de surface modulable selon l'application. Pour les composants industriels sur mesure, cette combinaison de précision et de flexibilité explique pourquoi l'électroérosion à fil lent reste une solution de choix.
Usinage sur mesure d'engrenages en acier inoxydable chez Aodson
Aodson prend en charge la fabrication de composants sur mesure en acier inoxydable, de l'étude des plans à l'usinage, en passant par la finition et le contrôle qualité. Si votre projet nécessite des engrenages, des profilés internes, des composants de pompes ou d'autres pièces métalliques de précision en acier inoxydable, notre équipe vous accompagne dans l'évaluation de la conception et le choix d'une solution de fabrication adaptée.







