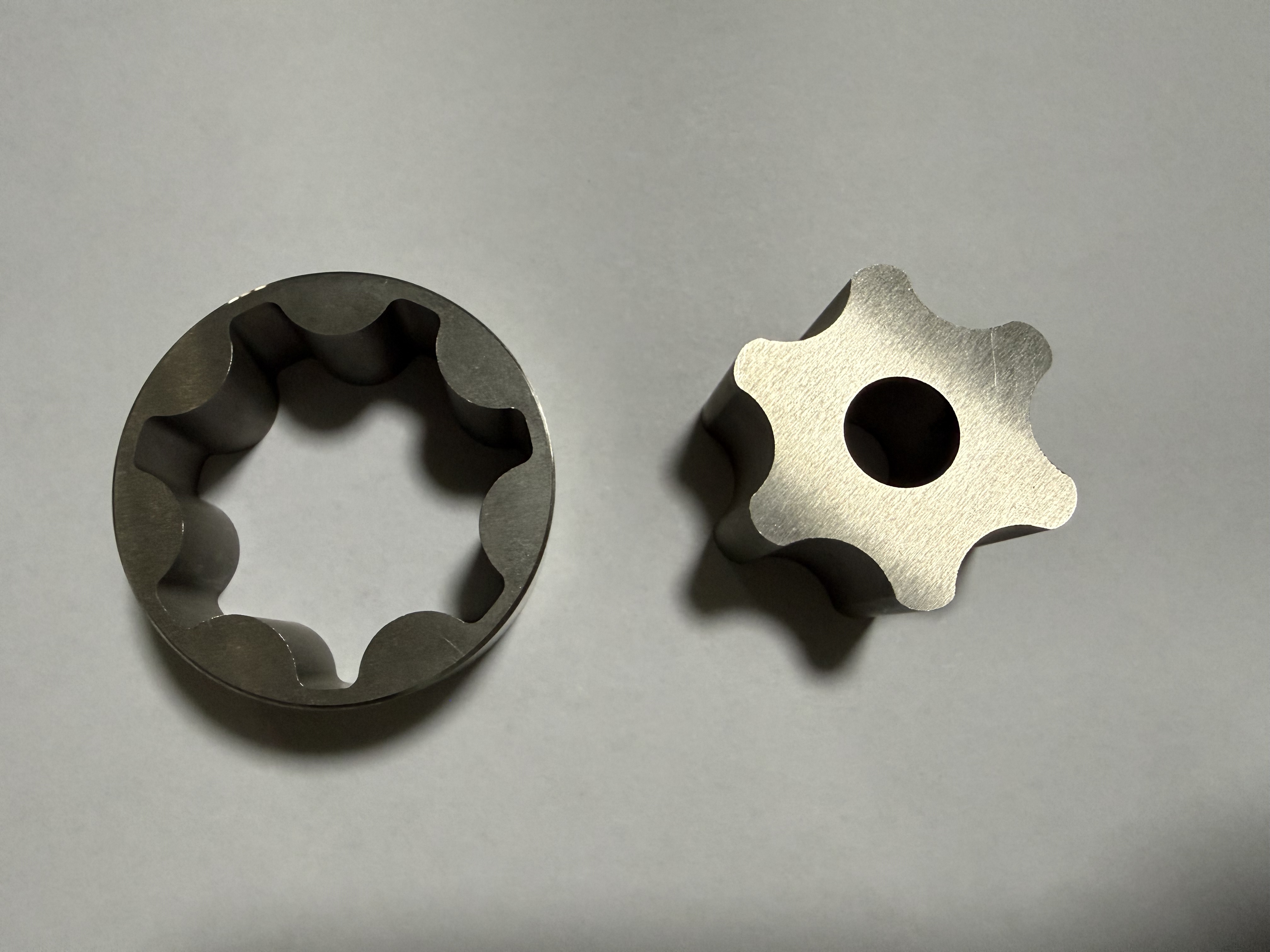
不锈钢齿轮部件远看往往结构简单,但关键工序却发生在齿廓、孔径和内轮廓等内部结构上。当这些区域需要保证精度、光滑度和一致性时,慢速线切割放电加工是实现所需几何形状最可靠的方法之一,它既能避免材料受力变形,又不会产生过大的切削应力。.
对于Aodson公司而言,线切割放电加工(Wire EDM)在加工不锈钢零件时尤为有效,因为这类零件需要干净的内部轮廓、稳定的配合以及可重复的边缘质量。该工艺使用一根细长的移动焊丝,通过可控的电火花沿预设路径去除材料。由于该工具不像传统刀具那样对零件施加压力,因此即使零件具有狭窄的槽口、小半径或较深的内部结构,最终轮廓也能与CAD设计高度吻合。.
为什么不锈钢齿轮零件能从慢速线切割加工中获益?
不锈钢强度高、耐腐蚀、经久耐用,但加工难度较大。在传统切割过程中,热量、加工硬化和刀具压力都会影响尺寸控制。慢速线切割有助于减少这些问题,因为其切削力极低,且线材能够精确地沿着预设轮廓移动。.
这使得该工艺适用于加工齿轮状零件、泵组件、机械传动零件、分度件以及需要精确配合面的定制不锈钢型材。齿轮内部窗口和弧形齿根可以直接切削,无需多次铣削近似加工。.

精密齿轮轮廓的关键优势
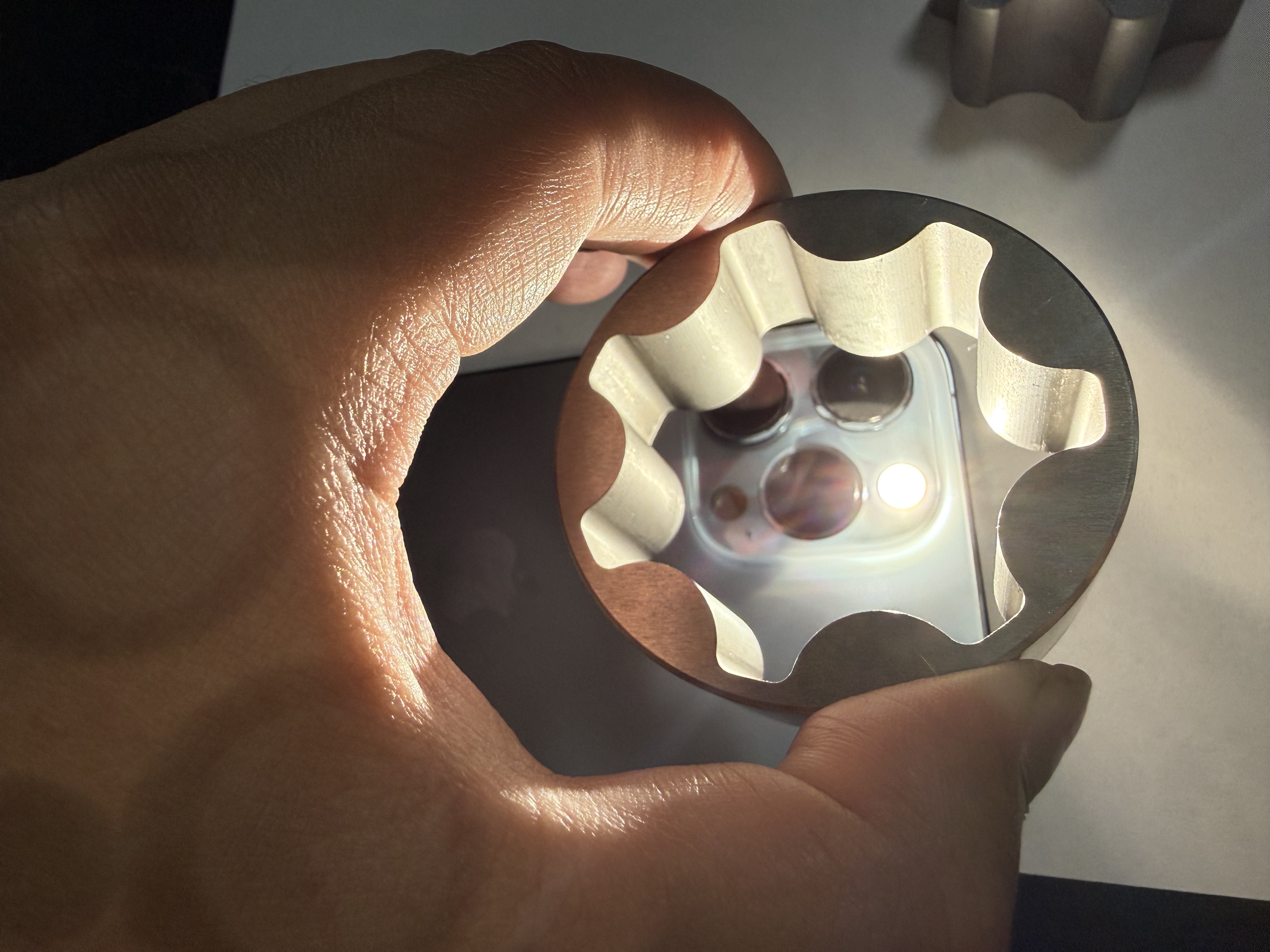
- 精确的内部轮廓: 准备好起始孔后,钢丝可以切割封闭形状和复杂的窗户。.
- 清洁的牙根过渡区: 可以通过控制小半径和平滑曲线来降低应力集中。.
- 低机械应力: 没有沉重的切割负荷,这有助于保护薄壁和精细结构。.
- 边缘质量始终如一: 可控的放电参数有助于产生均匀的表面,以便进行去毛刺、抛光或组装。.
- 可重复批次: 一旦程序和夹具经过验证,就可以始终如一地重现相同的轮廓。.
切割前的工艺注意事项
成功的线切割零件加工始于机器启动之前。材料等级、坯料厚度、起始孔位置、余量、拉延公差以及最终表面要求都应综合考虑。对于不锈钢齿轮零件,切削路径必须保护功能性齿廓,同时预留足够的材料以便后续进行抛光或钝化处理。.
夹具也至关重要。零件在切割过程中必须保持稳定,尤其是在去除较大的内部截面时。对于环形齿轮零件,平衡支撑有助于保持最终开口的精度,并防止线材在完成轮廓加工时发生移动。.
加工后的质量检查
慢速线切割加工后,不锈钢齿轮零件通常需要进行轮廓精度、孔径、厚度、平面度和边缘状况的检查。目视检查可以发现烧痕、毛刺或搬运划痕,而尺寸检查则可以确认零件是否符合图纸要求。如果该零件将与其他零件配合使用,则进行配合测试是切实可行的最后步骤。.
最终得到的不锈钢零件具有精确的轮廓、可控的内部几何形状以及可根据应用需求进行表面处理的良好状态。对于定制工业零件而言,这种精度和灵活性的结合正是慢速线切割放电加工仍然是理想之选的原因。.
Aodson公司定制不锈钢齿轮加工
Aodson 提供从图纸审核到机械加工、表面处理和检验的全套定制不锈钢零部件服务。如果您的项目需要不锈钢齿轮零件、内部型材、泵相关组件或其他精密金属零件,我们的团队可以帮助您评估设计并选择切实可行的制造方案。.







