Service local, capacités mondiales.
Service local, capacités mondiales.
Articles techniques d'AODSON sur la fonderie de précision, l'usinage CNC, les fixations, les matériaux et la sélection des composants industriels.

2026-07-03
Comparez les quincailleries architecturales en acier inoxydable 304 et 316 en termes de corrosion, de coût, de finitions, de fabrication OEM et choisissez la qualité appropriée pour votre projet.
2026-07-03
Un guide technique complet pour le choix des fixations résistantes à la corrosion pour les usines chimiques, couvrant les alliages 316L, duplex, super duplex, acier inoxydable 6Mo, titane et nickel.

2026-07-03
Ce guide compare les fixations en acier inoxydable et en alliages spéciaux pour les applications en eau de mer, offshore et marines, y compris les alliages 316L, 2205, 2507, 904L, 254SMO, 1.4529, titane et nickel.

2026-07-03
Une comparaison pratique en ingénierie des aciers inoxydables 904L et 254SMO pour les fixations, l'eau de mer, la corrosion par les chlorures, le PREN, l'usinage, le coût et les services industriels sévères.

2026-07-03
Acier inoxydable 904L vs 1.4529 : Comparaison complète pour les fixations et les applications industrielles. En bref : L’acier inoxydable 904L est un acier austénitique fortement allié, pratique pour de nombreux environnements industriels sévères et acides. L’acier inoxydable 1.4529, également connu sous le nom d’alliage 926 ou UNS N08926, est généralement le choix le plus résistant lorsque les principaux risques sont la corrosion par piqûres due aux chlorures, la corrosion caverneuse, l’exposition à l’eau de mer ou les milieux salins stagnants. Pour les fixations, le choix final doit prendre en compte non seulement l’alliage, mais aussi la conception du filetage, le procédé de fabrication, l’état de surface, la lubrification, le contrôle du couple, la certification et les conditions réelles d’utilisation. Note technique : Comparer l’acier inoxydable 904L et l’acier inoxydable 1.4529 n’est pas une simple question de “ bon contre meilleur ”. Les deux matériaux peuvent être d’excellents choix, mais ils répondent à des problèmes de corrosion et d’approvisionnement différents. Dans de nombreux projets de fixation, l’acier inoxydable 904L peut être techniquement suffisant et économiquement avantageux. Dans des environnements chlorés plus agressifs, l’acier inoxydable 1.4529 peut offrir une plus grande marge de sécurité. Sections de l’article : Introduction | 904L | 1.4529 | Composition | PREN | Corrosion | Fixations | Fabrication | Guide de sélection | FAQ 1. Introduction : Pourquoi les aciers 904L et 1.4529 sont-ils souvent comparés ? Les ingénieurs comparent les aciers 904L et 1.4529 car ce sont tous deux des aciers inoxydables austénitiques à haute teneur en nickel et en molybdène, résistants à la corrosion et utilisés lorsque les aciers inoxydables courants 304, 316 ou 316L ne présentent plus une durabilité suffisante. Ces deux nuances se retrouvent dans les usines chimiques, les équipements pétrochimiques, l'accastillage, les structures offshore, les systèmes de désulfuration des gaz de combustion, les ensembles pompe-vanne, les échangeurs de chaleur et les fixations industrielles sur mesure. Cette comparaison est importante car les boulons, écrous, goujons et tiges filetées présentent souvent des défaillances différentes de celles des grandes plaques ou des sections de tuyauterie. Une fixation comporte des filetages soumis à des contraintes, de petites crevasses sous la tête et l'écrou, un contact avec des rondelles ou des faces de bride, et une surface susceptible d'être endommagée par l'usinage, le couple de serrage ou des opérations de maintenance répétées. Une corrosion localisée dans ces zones restreintes peut être plus dangereuse qu'une corrosion généralisée sur une surface exposée. Les deux matériaux…

2026-07-01
Un guide pratique d'ingénierie sur la fabrication des roues de pompe en acier inoxydable, couvrant la sélection des matériaux, le moulage à la cire perdue, l'usinage CNC, l'équilibrage, l'inspection, les défauts et la finition.

2026-07-01
Comparez le moulage à cire perdue et le moulage au sable du point de vue de l'ingénierie et des achats, notamment en ce qui concerne la précision, la finition de surface, le coût de l'outillage, les matériaux, les besoins d'usinage, le volume de production et les applications typiques.

2026-07-01
Choisir une fonderie de précision ne se résume pas à une simple comparaison de prix. La plupart des acheteurs reçoivent plusieurs devis qui semblent similaires au premier abord : nuance du matériau, prix unitaire, coût de l’outillage et délai de livraison. La difficulté réside dans l’interprétation de ces chiffres. Une pièce moulée peut paraître simple sur un plan et se révéler complexe à produire en raison du retrait, des variations d’épaisseur, des surépaisseurs d’usinage, du comportement de l’alliage ou des exigences de contrôle. Un fournisseur peut proposer un devis rapidement, mais omettre un test de pression. Un autre peut maîtriser la pièce moulée, mais sous-traiter l’usinage à un atelier qui ne contrôle pas le positionnement des références. C’est généralement là que le risque lié à l’achat se manifeste. Pour les fabricants d’équipement d’origine (OEM), les ingénieurs mécaniciens et les fabricants d’équipements industriels, une fonderie compétente doit réduire l’incertitude avant le lancement de la production. Elle doit examiner attentivement le plan, poser des questions pratiques, expliquer les limites du processus et contrôler la production, du modèle en cire à l’inspection finale. Ce guide explique comment évaluer une fonderie avant de passer commande, notamment pour l’acier inoxydable, l’acier inoxydable duplex, l’acier réfractaire, les alliages de nickel et autres pièces moulées industrielles de précision. La production moderne de pièces moulées de précision repose sur la maîtrise du processus, et non uniquement sur l’équipement de fonderie. Pourquoi choisir la bonne fonderie est crucial. Le moulage à la cire perdue est souvent privilégié car il permet de produire des formes complexes, un meilleur état de surface et un contrôle dimensionnel plus précis que de nombreux procédés de moulage au sable ou de fabrication. Cela ne signifie pas pour autant que toutes les fonderies sont capables de produire une même pièce avec la même qualité. La différence se fait réellement sentir une fois l'outillage réalisé, les échantillons inspectés et les commandes répétées lancées. Un mauvais choix de fournisseur a généralement des répercussions sur quatre aspects : Coût : Le prix de fonderie le plus bas peut s'avérer élevé si l'on ajoute ultérieurement des coûts d'usinage, des retouches, du transport aérien ou des défaillances sur site. Délai de livraison : Une fonderie dont les capacités de fabrication de coquilles, de fusion, de traitement thermique ou d'usinage ne sont pas suffisantes risque de ne pas respecter les délais de livraison, même pour une pièce moulée simple. Qualité : Dérive dimensionnelle, porosité, défauts…

2026-06-08
Les machines à café et expresso professionnelles dépendent de pièces métalliques capables de résister à des assemblages répétés, à l'eau chaude, à la vapeur, à la pression, aux produits de nettoyage et à de longs cycles de production. Pour les marques de machines à café, les acheteurs OEM, les ingénieurs et les responsables des achats, le processus de fabrication des pièces influe directement sur la précision dimensionnelle, la résistance à la corrosion, la qualité de surface, la sécurité alimentaire et la stabilité de l'approvisionnement. Deux méthodes de fabrication courantes pour les composants de machines à café sont l'usinage CNC et la fonderie de précision, souvent combinées dans le cadre de projets sur mesure. Ce guide explique comment la fonderie et l'usinage CNC sont utilisés pour fabriquer les composants métalliques des équipements de machines à café, dans quels cas chaque procédé est plus approprié et pourquoi une approche de fabrication combinée permet souvent une meilleure maîtrise des coûts et une production plus constante. Pourquoi le processus de fabrication est-il important pour les pièces de machines à café ? Les pièces de machines à café peuvent paraître petites, mais leurs conditions d'utilisation sont exigeantes. Un raccord fileté, un corps de vanne, un composant de groupe ou une connexion de chaudière doit s'emboîter parfaitement avec les autres pièces, résister à la corrosion, garantir son étanchéité et rester stable lors de cycles de chauffage et de refroidissement répétés. Le processus de fabrication choisi influe sur la précision dimensionnelle, l'état de surface, la résistance à la corrosion, la stabilité de l'assemblage, la résistance à la pression et à la température, et la maîtrise des coûts. Pour la production en série OEM, le choix du procédé influe également sur la capacité de chaque lot à répondre aux mêmes exigences fonctionnelles et esthétiques. Si une pièce présente une géométrie complexe, des passages internes ou des formes irrégulières, le moulage quasi-net peut réduire le gaspillage de matière. Si une pièce exige des tolérances serrées, des alésages, des filetages ou des surfaces d'étanchéité précis, l'usinage CNC est généralement nécessaire. L'essentiel est de ne pas choisir un procédé isolément, mais de l'adapter au dessin, au matériau, à la tolérance, à la quantité et à l'application finale. Pièces courantes de machines à café fabriquées par moulage ou usinage CNC : Les composants métalliques des machines à café peuvent comprendre des pièces visibles et internes. Certains composants nécessitent un aspect poli, tandis que d'autres sont principalement conçus…
2026-06-06
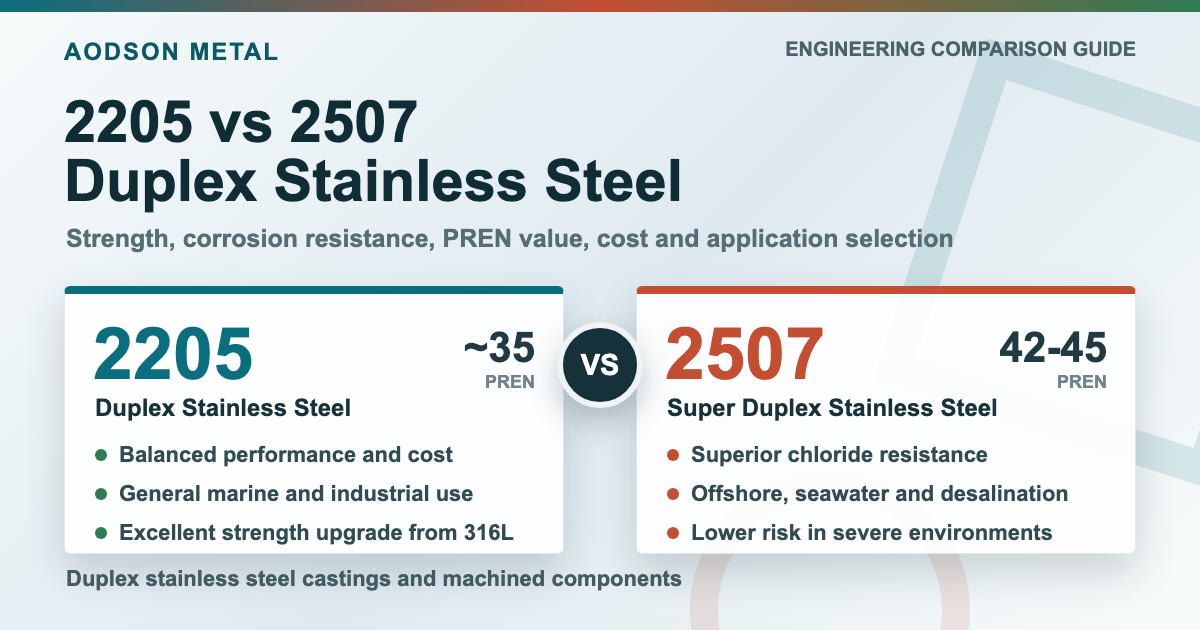
Les aciers inoxydables duplex sont devenus de plus en plus importants dans les environnements industriels exigeants, car ils allient une résistance mécanique élevée à une forte résistance à la corrosion par les chlorures. Pour les ingénieurs, les acheteurs et les chefs de projet, deux nuances figurent souvent sur la liste des matériaux présélectionnés : l’acier inoxydable duplex 2205 et l’acier inoxydable super duplex 2507. Ces deux nuances sont largement utilisées pour l’accastillage marin, les équipements offshore, les systèmes de dessalement, les pièces pour l’industrie chimique, les pompes, les vannes et les pièces moulées résistantes à la corrosion. Cependant, elles ne répondent pas aux mêmes besoins. L’acier 2205 offre un excellent compromis entre résistance, résistance à la corrosion et coût. L’acier 2507 offre une protection supérieure dans les environnements fortement chlorés, notamment lorsque l’eau de mer, les embruns salés, les milieux acides ou les exigences de longue durée de vie rendent les défaillances coûteuses. Ce guide compare les aciers inoxydables duplex 2205 et 2507 du point de vue de la sélection technique. Il explique leur composition, leur indice PREN, leur résistance à la corrosion, leur résistance mécanique, leur coût, leur aptitude au moulage, leur usinabilité et fournit des conseils pratiques d’application pour les composants OEM destinés aux secteurs maritime, offshore, du dessalement et de l’industrie. Qu’est-ce que l’acier inoxydable duplex 2205 ? L'acier inoxydable duplex 2205 est le plus répandu. Sa microstructure mixte, composée d'austénite et de ferrite, est généralement équilibrée à près de 50/50 après un traitement thermique de mise en solution approprié. Cette microstructure duplex confère au 2205 une limite d'élasticité supérieure à celle des aciers inoxydables austénitiques courants tels que le 304 et le 316L, tout en améliorant sa résistance à la fissuration par corrosion sous contrainte en milieu chloruré. La composition chimique typique du 2205 comprend environ 22% de chrome, 5% de nickel, 3% de molybdène et un ajout contrôlé d'azote. Le chrome améliore la résistance à la corrosion générale. Le molybdène et l'azote améliorent la résistance à la corrosion par piqûres et à la corrosion caverneuse. Le nickel contribue au maintien de l'équilibre des phases austénite/ferrite, essentiel à la ténacité, à la soudabilité et à la fiabilité des performances mécaniques. Comparé au 316L, le 2205 est beaucoup plus résistant et généralement plus résistant à la fissuration par corrosion sous contrainte en milieu chloruré. Il constitue ainsi un matériau idéal pour les composants marins en acier inoxydable, les corps de vannes, les pompes, etc.







