Service local, capacités mondiales.
Service local, capacités mondiales.
Articles techniques d'AODSON sur la fonderie de précision, l'usinage CNC, les fixations, les matériaux et la sélection des composants industriels.

2026-06-03
Les bâtiments commerciaux sont soumis à des exigences bien supérieures en matière de quincaillerie architecturale que les résidences privées. Une poignée de porte dans une tour de bureaux peut être touchée des milliers de fois par semaine. Un support de garde-corps dans un centre commercial doit être impeccable tout en résistant aux chocs, aux produits de nettoyage, à l'humidité et à l'usure quotidienne. Dans les hôtels, les hôpitaux, les écoles, les aéroports, les usines et les bâtiments publics, la quincaillerie n'est pas qu'un simple détail de finition. Elle contribue à la sécurité, à l'accessibilité, aux coûts d'entretien et à l'esthétique à long terme du bâtiment. C'est pourquoi l'acier inoxydable demeure l'un des matériaux les plus couramment utilisés pour la quincaillerie architecturale commerciale. Il offre un équilibre idéal entre résistance à la corrosion, robustesse, hygiène, résistance au feu et flexibilité de conception. Le choix du produit le plus adapté dépend toutefois de l'environnement du bâtiment. Dans les zones intérieures sèches, l'acier inoxydable 304 peut être utilisé avec succès pendant de nombreuses années, tandis que les sites côtiers, les abords de piscines, les établissements agroalimentaires et les environnements exposés à des produits chimiques nécessitent souvent l'acier inoxydable 316, l'acier inoxydable duplex ou des traitements de surface soigneusement sélectionnés. Vous trouverez ci-dessous dix produits de quincaillerie architecturale en acier inoxydable couramment utilisés dans les bâtiments commerciaux, accompagnés de notes pratiques sur leurs applications et les points à vérifier par les acheteurs, les entrepreneurs et les concepteurs avant de les choisir. 1. Poignées de porte en acier inoxydable. Les poignées de porte figurent parmi les éléments de quincaillerie architecturale les plus visibles dans toute entrée commerciale. Elles sont utilisées sur les portes vitrées, les portes en bois, les portes à cadre en aluminium et les portes en acier inoxydable dans les bureaux, les hôtels, les commerces, les écoles et les bâtiments publics. Pour un usage commercial, la poignée ne doit pas se limiter à sa forme. L'épaisseur de la paroi du tube, la qualité de la soudure, la méthode de fixation, le dégagement pour la prise en main et l'homogénéité de la finition influent tous sur ses performances. Les poignées dos à dos sur les portes vitrées nécessitent des kits de fixation fiables et des joints de dimensions appropriées pour éviter toute contrainte sur le verre. Pour les entrées à fort passage, l'acier inoxydable satiné brossé est souvent plus tolérant que le poli miroir, car les petites rayures y sont moins visibles. 2. Acier inoxydable…

2026-06-03
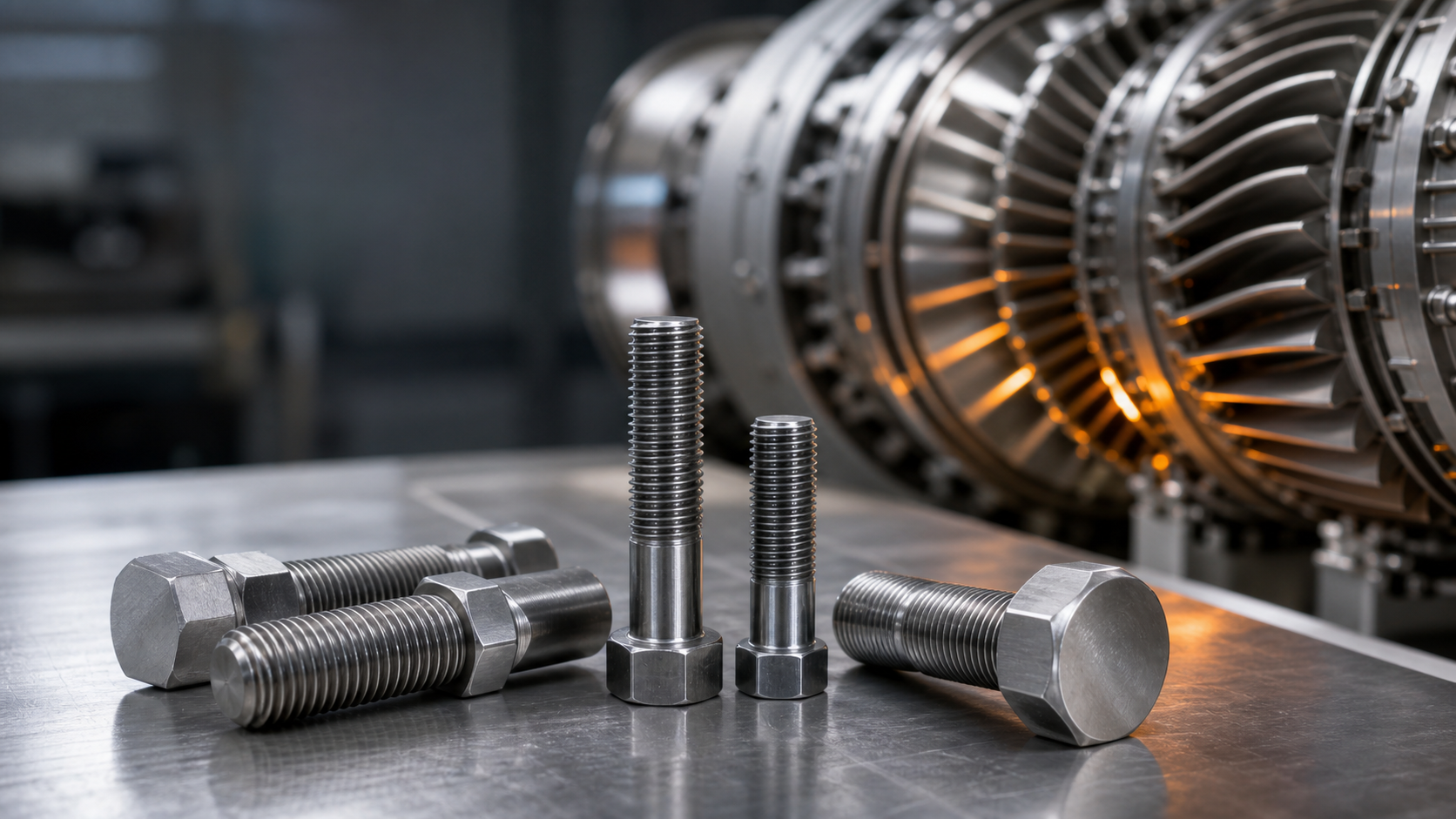
Dans les environnements industriels difficiles, une rondelle n'est jamais un simple anneau métallique. Elle sert à répartir la charge, à espacer les pièces, à assurer l'étanchéité et, souvent, à protéger un assemblage boulonné bien plus coûteux contre une défaillance prématurée. Lorsque les équipements sont exposés aux embruns salins, aux produits chimiques, à la chaleur, aux vibrations, à l'humidité et à des cycles de maintenance constants, les rondelles en acier inoxydable deviennent indispensables car elles contribuent à maintenir les systèmes de fixation stables, propres et résistants à la corrosion dans le temps. Pour les fabricants, les entreprises d'ingénierie, d'approvisionnement et de construction (EPC), les équipes de maintenance et les acheteurs OEM, la valeur des rondelles en acier inoxydable ne réside pas uniquement dans leur résistance mécanique. Leur véritable atout est leur fiabilité : moins de fixations grippées, une force de serrage plus prévisible, une meilleure résistance aux agressions environnementales et un risque moindre d'arrêts de production imprévus. Les environnements difficiles affectent l'ensemble du système de fixation. Les fixations industrielles cèdent rarement pour une seule raison. La défaillance résulte généralement d'une combinaison de corrosion, de dommages de surface, de vibrations, de cycles thermiques et d'une mauvaise répartition de la charge. Une rondelle en acier au carbone peut sembler acceptable lors de l'installation, mais en milieu humide, marin, chimique ou à haute température, elle peut devenir le point faible de l'assemblage. La dilatation de la rouille, les piqûres et la rugosité de surface peuvent réduire la qualité du contact et compliquer le démontage ultérieur. Les rondelles en acier inoxydable sont conçues pour résister à ces conditions. Les aciers inoxydables de nuance 304 offrent une bonne résistance générale à la corrosion, tandis que l'acier inoxydable 316, enrichi en molybdène, améliore la résistance aux chlorures et aux environnements marins. Dans les environnements plus agressifs, on peut opter pour des aciers inoxydables duplex ou des alliages plus résistants pour une meilleure résistance mécanique et aux piqûres. Elles répartissent la charge et protègent les surfaces de contact. La fonction première d'une rondelle est de répartir la charge exercée par la tête de boulon ou l'écrou sur une plus grande surface. Dans les machines industrielles, les pompes, les vannes, les supports de structure, l'accastillage et les assemblages à brides, cela contribue à prévenir les indentations localisées, le grippage ou la déformation des surfaces de contact.

2026-05-28
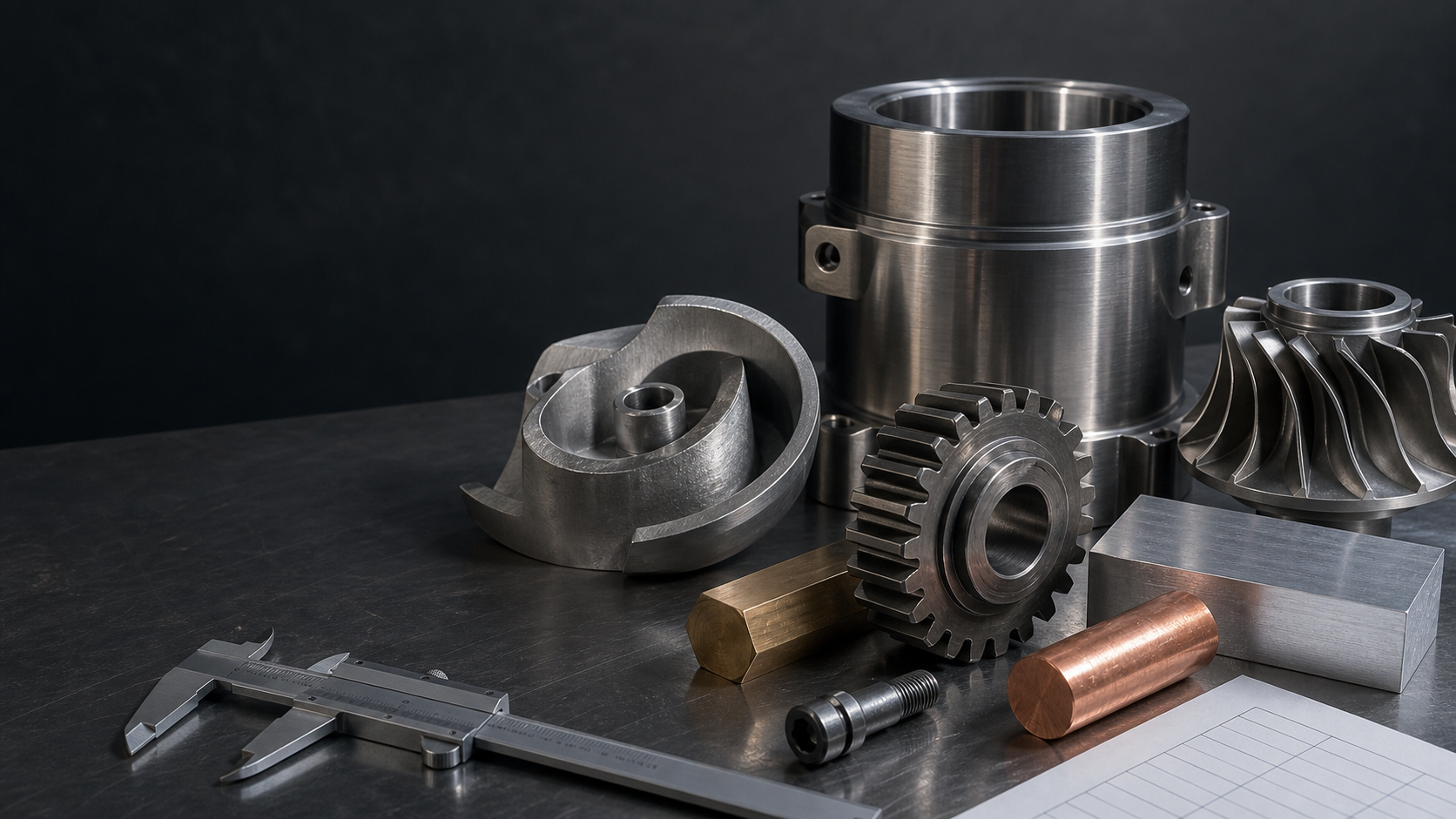
Lorsqu'une pièce métallique devient difficile à fabriquer, le choix se résume généralement à deux options principales : la fonderie à cire perdue et l'usinage CNC. Ces deux procédés permettent de produire des composants fiables et performants. Ils sont utilisés pour l'acier inoxydable, l'acier au carbone, l'acier allié, l'aluminium, le laiton et les alliages spéciaux. Ils conviennent également aux applications exigeantes dans les domaines des pompes, des vannes, de l'accastillage, de la quincaillerie de construction, des machines et des assemblages industriels sur mesure. Le choix optimal dépend moins du procédé “ le plus avancé ” que de la forme de la pièce, du volume de production annuel, des tolérances requises, de l'état de surface, du matériau et des possibilités de post-traitement. Ce guide compare la fonderie à cire perdue et l'usinage CNC d'un point de vue pratique, en matière d'ingénierie et d'approvisionnement, notamment pour les pièces métalliques complexes où le coût, la répétabilité et la liberté de conception sont essentiels. Qu'est-ce que la fonderie à cire perdue ? La fonderie à cire perdue, également appelée moulage à cire perdue, est un procédé de fonderie de précision utilisé pour produire des pièces métalliques à géométrie complexe. Un modèle en cire est réalisé, assemblé en une matrice, recouvert d'une coquille en céramique, fondu, puis rempli de métal en fusion. Après solidification, la coquille céramique est retirée et les pièces moulées sont découpées, nettoyées, traitées thermiquement, usinées si nécessaire et contrôlées. Le principal atout du moulage à la cire perdue réside dans la liberté de création de formes. Il permet de réaliser des contours internes, des surfaces courbes, des nervures, des bossages, des parois minces et des transitions douces, autant d'éléments qu'il serait coûteux, voire impossible, d'usiner à partir d'une barre pleine. Pour les pièces complexes, il produit souvent une ébauche quasi-définitive, ne laissant que les surfaces critiques à usiner par commande numérique (CNC). Qu'est-ce que l'usinage CNC ? L'usinage CNC consiste à enlever de la matière d'un bloc, d'une barre, d'une pièce forgée, moulée ou extrudée à l'aide d'outils de coupe à commande numérique. Les procédés CNC courants comprennent le fraisage, le tournage, le perçage, le taraudage, la rectification et l'usinage multiaxes. Le principal atout de l'usinage CNC est la précision dimensionnelle. Il est idéal pour les tolérances serrées, la planéité, la concentricité, les filetages, les alésages de précision, les surfaces d'étanchéité et les pièces nécessitant des arêtes nettes et répétables.
2026-05-28
Guide pratique de l'alliage de zinc Zamak 5, comprenant sa composition, ses avantages en matière de moulage sous pression, ses utilisations courantes, des notes de conception et des conseils sur le choix des matériaux.

2026-05-26
La densité est l'une des variables souvent négligées qui influencent tous les projets en acier inoxydable. Elle permet de déterminer le poids d'expédition d'un dessin, le poids d'un modèle de fonderie et les besoins de levage d'une paroi de réservoir. Cependant, l'utilisation d'une valeur générique pour tous les aciers inoxydables peut engendrer des erreurs évitables, notamment pour les grandes quantités ou lorsque le poids est un facteur commercial important. Ce guide propose un tableau pratique des densités de l'acier inoxydable, explique les différences entre les nuances et montre comment les ingénieurs et les acheteurs peuvent utiliser correctement la densité pour les tôles, les pièces usinées et les composants moulés à la cire perdue. La comparaison des masses d'acier inoxydable commence par une géométrie définie, une nuance connue et une valeur de densité appropriée. Quelle est la densité de l'acier inoxydable ? La plupart des aciers inoxydables ont une densité comprise entre 7,7 et 8,0 g/cm³ environ, soit de 7 700 à 8 000 kg/m³. Les nuances austénitiques, comme les 304 et 316, se situent généralement dans la partie supérieure de cette plage, tandis que les nuances ferritiques et martensitiques sont généralement plus légères. Les nuances duplex se situent généralement entre les deux. La densité est la masse divisée par le volume. Il ne faut pas confondre densité et résistance mécanique, dureté ou résistance à la corrosion. Une nuance d'acier inoxydable de plus faible densité n'est pas automatiquement un matériau plus léger : ses propriétés mécaniques, sa tenue à la corrosion, son procédé de fabrication et son coût global de cycle de vie restent des facteurs déterminants dans le choix du matériau. Tableau des densités de l'acier inoxydable par nuance. Les valeurs suivantes correspondent aux valeurs nominales typiques à température ambiante (environ 20 °C). Elles conviennent aux calculs préliminaires de poids, à l'établissement des coûts et à la planification logistique. Pour les conceptions critiques, les garanties de masse contractuelles ou la vérification des matériaux, veuillez vous référer à la fiche technique du fabricant, au cahier des charges ou au certificat d'essai du matériau. Nuance d'acier inoxydable Famille métallurgique Densité (g/cm³) Densité (kg/m³) Densité (lb/in³) 304 / 304L Austénitique 7,93 7 930 0,286 316 / 316L Austénitique 7,98 7 980 0,288 321 Austénitique, stabilisé au titane 7,93 7 930 0,286 904L Austénitique fortement allié 8,00 8 000 0,289 430 Ferritique 7,70 7 700 0,278 410 Martensitique 7,75…

2026-05-26
L’acier inoxydable est résistant à la corrosion, mais pas inaltérable. Découvrez les causes de la rouille, comparez les nuances 304, 316L et duplex selon l’environnement et prévenez les défaillances dues à la corrosion.
2026-05-25
Comparez les nuances de matériaux métalliques courantes selon les normes GB/T, ASTM/UNS/SAE, EN/DIN et JIS pour l'acier inoxydable, l'acier allié, l'aluminium, le cuivre, le titane et les alliages de nickel.

2026-05-25
Comparez les aciers inoxydables duplex 304 et 316L en termes de corrosion, de résistance et d'usure. Découvrez quand privilégier les aciers 2205 ou 2507.
2026-05-24
Explorez les matériaux de boulons en alliage haute température, notamment l'A-286, l'Inconel X-750, l'Inconel 718 et le Waspaloy, avec des conseils pratiques pour la sélection de fixations résistantes à la chaleur.

2026-05-23
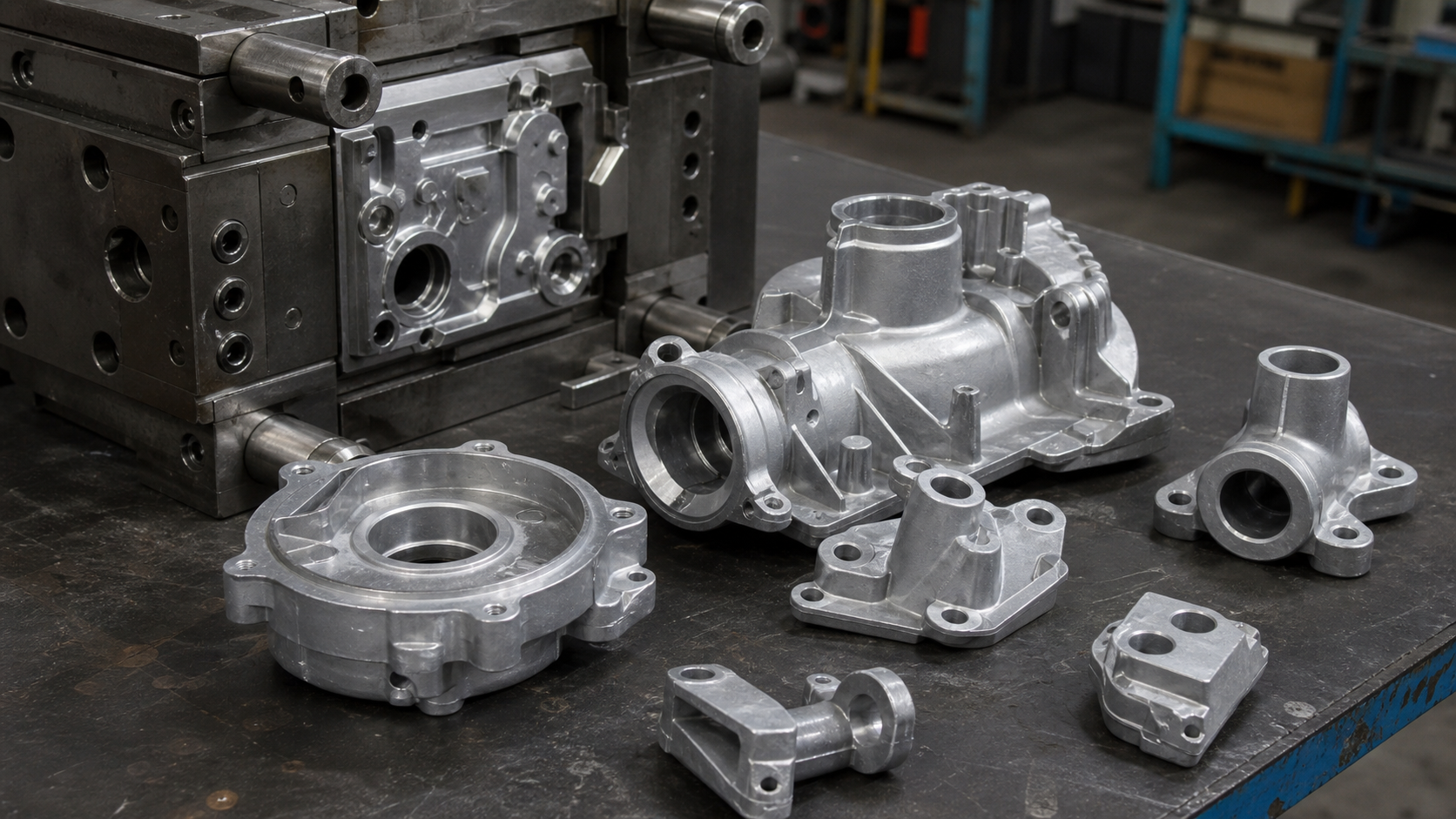
Le moulage de précision, également appelé moulage à cire perdue ou moulage à cire perdue, est un procédé de mise en forme des métaux utilisé pour produire des pièces aux dimensions précises, aux surfaces propres et aux formes complexes, difficiles à réaliser par usinage classique ou moulage au sable. Il est largement utilisé pour l'acier inoxydable, l'acier au carbone, l'acier allié, l'aluminium, le laiton et d'autres métaux. L'avantage principal du moulage de précision est simple : il permet aux fabricants de transformer un modèle précis en une pièce métallique quasi-définitive. Cela se traduit par moins d'usinage, moins de gaspillage de matière et une meilleure homogénéité entre les pièces. Fonctionnement du moulage de précision : Le procédé commence par un modèle en cire. Ce modèle a la même forme que la pièce finale. Plusieurs modèles en cire sont souvent reliés à un système de canaux central pour former un arbre de coulée. Cet arbre est ensuite plongé dans une barbotine céramique et recouvert d'une fine couche de matériau réfractaire. Après la formation et le séchage de plusieurs couches, la coque céramique devient suffisamment résistante pour contenir le métal en fusion. La cire est alors fondue et extraite de la coque. C'est pourquoi ce procédé est souvent appelé moulage à cire perdue. La cavité en céramique vide est chauffée, puis du métal en fusion y est coulé. Après refroidissement, la coque en céramique est retirée, les pièces individuelles sont détachées de la grappe, puis nettoyées, traitées thermiquement, usinées et contrôlées selon les besoins. Pourquoi les fabricants utilisent-ils le moulage de précision ? Le moulage de précision est privilégié lorsqu’une pièce exige un bon équilibre entre complexité de forme, précision dimensionnelle et fiabilité mécanique. Comparé à de nombreuses autres méthodes de moulage, il permet d’obtenir des parois plus fines, des détails plus fins et des surfaces plus lisses. Il est particulièrement adapté aux pièces présentant des formes internes complexes, des profils courbes, des nervures, des bossages, des trous et autres caractéristiques qu’il serait coûteux d’usiner à partir d’un matériau massif. Pour les acheteurs, l’avantage ne se limite pas à la forme. Un processus de moulage de précision parfaitement maîtrisé…







