Локальное обслуживание, глобальные возможности.
Локальное обслуживание, глобальные возможности.
Технические статьи AODSON по литью по выплавляемым моделям, обработке на станках с ЧПУ, крепежным изделиям, материалам и выбору промышленных компонентов.

2026-06-03
Коммерческие здания предъявляют к архитектурной фурнитуре гораздо более высокие требования, чем частные дома. Дверная ручка в офисном здании может использоваться тысячи раз в неделю. Кронштейн перил в торговом центре должен выглядеть аккуратно, при этом бесшумно выдерживая удары, воздействие чистящих средств, влажности и ежедневного износа. В отелях, больницах, школах, аэропортах, на заводах и в общественных зданиях фурнитура — это не просто отделочная деталь. Она является частью системы безопасности здания, обеспечивает доступность, снижает затраты на техническое обслуживание и улучшает внешний вид в долгосрочной перспективе. Именно поэтому нержавеющая сталь остается одним из наиболее часто используемых материалов для коммерческой архитектурной фурнитуры. Она предлагает практичный баланс коррозионной стойкости, прочности, гигиеничности, огнестойкости и гибкости дизайна. Оптимальный выбор продукта по-прежнему зависит от условий эксплуатации здания. В сухих помещениях можно успешно использовать нержавеющую сталь марки 304 в течение многих лет, в то время как на прибрежных территориях, в бассейнах, на предприятиях общественного питания и в средах, подверженных воздействию химических веществ, часто требуется нержавеющая сталь марки 316, дуплексная нержавеющая сталь или тщательно подобранная обработка поверхности. Ниже представлены десять видов архитектурной фурнитуры из нержавеющей стали, широко используемых в коммерческих зданиях, с практическими рекомендациями по их применению и рекомендациями для покупателей, подрядчиков и дизайнеров, которые следует учитывать перед их выбором. 1. Дверные ручки из нержавеющей стали. Дверные ручки — одни из самых заметных элементов архитектурной фурнитуры на любом входе в коммерческое здание. Они используются на стеклянных дверях, деревянных дверях, дверях с алюминиевой рамой и дверях из нержавеющей стали в офисах, отелях, розничных магазинах, школах и общественных зданиях. При коммерческом использовании ручку следует оценивать не только по форме. Толщина стенок трубы, качество сварного соединения, способ крепления, зазор для захвата и однородность отделки — все это влияет на производительность. Для дверных ручек, расположенных друг за другом на стеклянных дверях, необходимы надежные крепежные комплекты и прокладки соответствующего размера, чтобы предотвратить деформацию стекла. Для входов с высокой проходимостью матовая нержавеющая сталь часто более устойчива к повреждениям, чем зеркальная полировка, поскольку мелкие царапины менее заметны. 2. Нержавеющая сталь…

2026-06-03
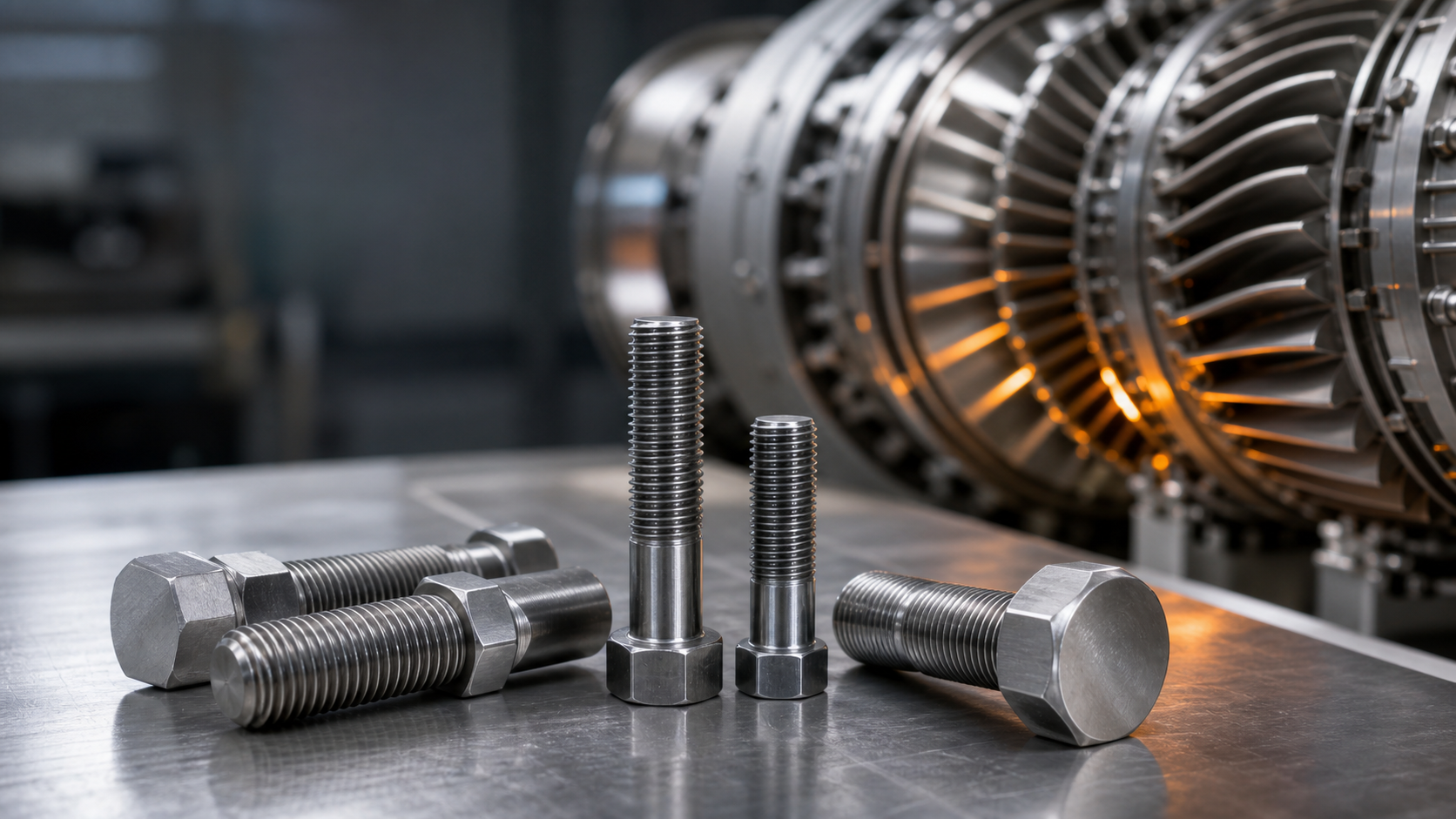
В суровых промышленных условиях шайба никогда не является просто тонким металлическим кольцом. Это поверхность распределения нагрузки, распорный элемент, компонент, поддерживающий уплотнение, и часто та небольшая деталь, которая защищает гораздо более дорогостоящую болтовую сборку от преждевременного выхода из строя. Когда оборудование подвергается воздействию солевого тумана, химикатов, тепла, вибрации, влаги и постоянным циклам технического обслуживания, шайбы из нержавеющей стали становятся незаменимыми, поскольку они помогают поддерживать стабильность, чистоту и коррозионную стойкость крепежных систем в течение длительного времени. Для производителей, EPC-подрядчиков, ремонтных бригад и покупателей OEM-продукции ценность шайб из нержавеющей стали заключается не только в их прочности материала. Их реальная ценность заключается в надежности: меньшее количество заклинивших крепежных элементов, более предсказуемая сила зажима, лучшая устойчивость к воздействию окружающей среды и меньший риск незапланированных простоев. Суровые условия окружающей среды воздействуют на всю крепежную систему. Промышленные крепежные элементы редко выходят из строя по одной простой причине. Выход из строя обычно происходит из-за сочетания коррозии, повреждения поверхности, вибрации, термических циклов и плохого распределения нагрузки. Шайба из углеродистой стали может выглядеть приемлемо при установке, но во влажной, морской, химической или высокотемпературной среде она может стать слабым местом в соединении. Расширение ржавчины, образование точечных повреждений и шероховатость поверхности могут снизить качество контакта и затруднить последующую разборку. Шайбы из нержавеющей стали разработаны для противостояния этим условиям. Такие марки, как нержавеющая сталь 304, обеспечивают хорошую общую коррозионную стойкость, в то время как нержавеющая сталь 316 содержит молибден для повышения устойчивости к хлоридам и морской атмосфере. В более агрессивных средах для повышения прочности и устойчивости к точечным повреждениям могут быть выбраны дуплексные нержавеющие стали или более высокие легирующие марки. Они распределяют нагрузку и защищают сопрягаемые поверхности. Наиболее непосредственная функция шайбы — распределение нагрузки от головки болта или гайки на большую площадь. В промышленном оборудовании, насосах, клапанах, конструкционных кронштейнах, морской арматуре и фланцевых соединениях это помогает предотвратить локальное вдавливание, заедание или деформацию сопрягаемых поверхностей…

2026-05-28
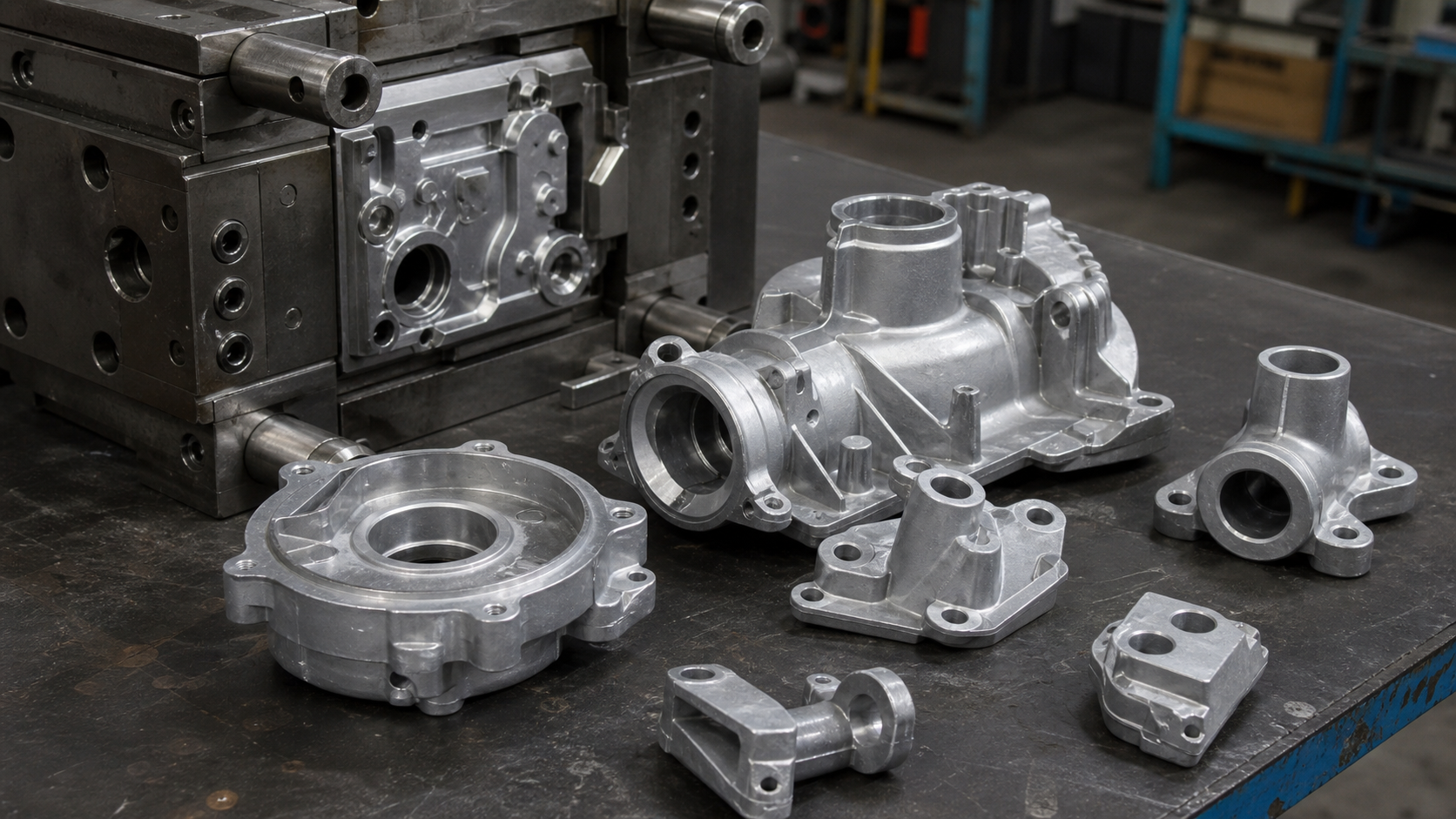
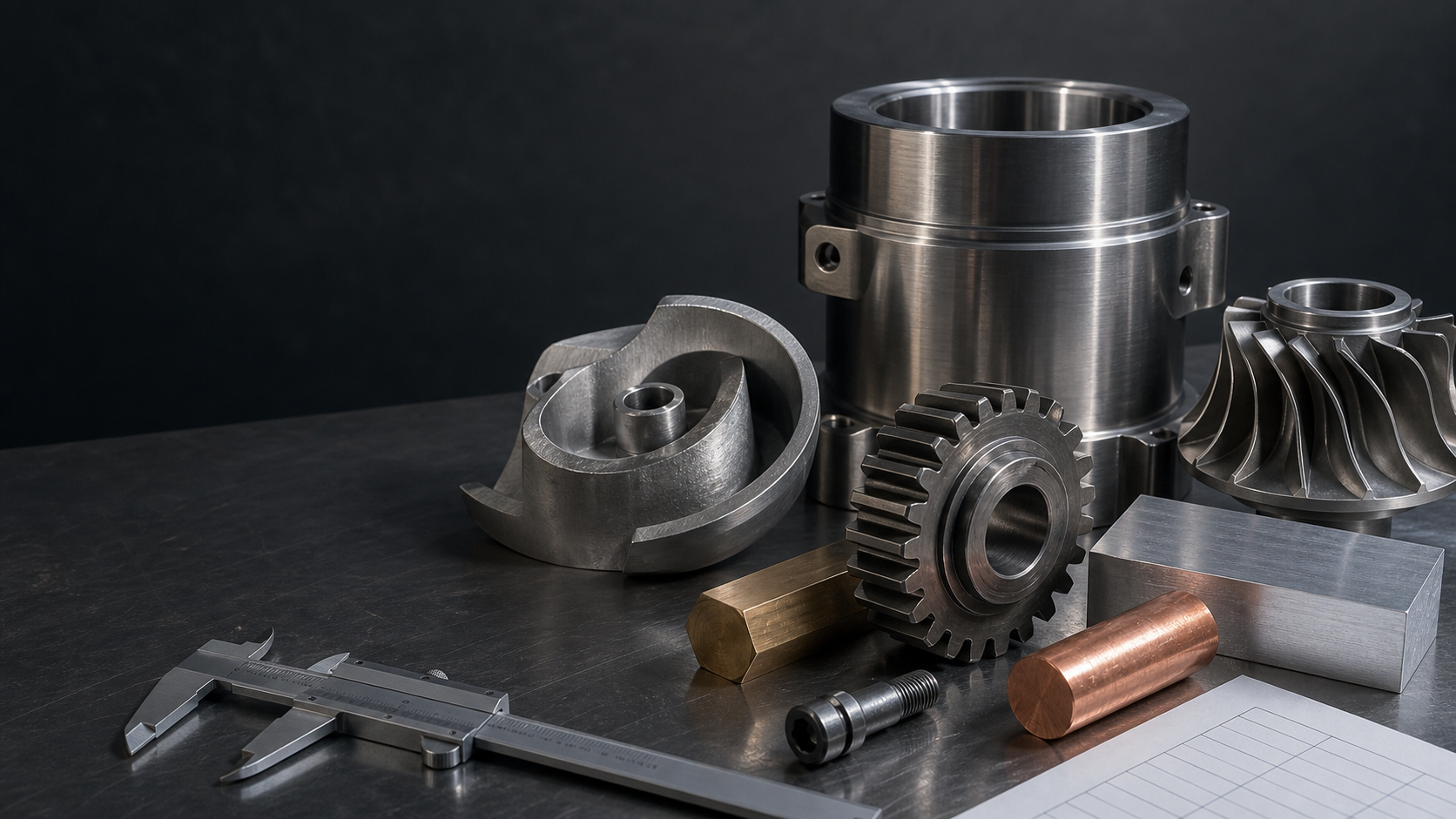
Когда изготовление металлической детали становится сложным, выбор способа производства обычно сужается до двух основных вариантов: литье по выплавляемым моделям и обработка на станках с ЧПУ. Оба метода позволяют производить надежные высокопроизводительные компоненты. Оба используются для нержавеющей стали, углеродистой стали, легированной стали, алюминия, латуни и специальных сплавов. И оба могут использоваться в сложных областях применения, таких как насосы, клапаны, морское оборудование, строительная фурнитура, машиностроение и нестандартные промышленные узлы. Лучший выбор зависит не столько от того, какой процесс “более совершенен”, сколько от формы детали, годового объема производства, требований к допускам, качества поверхности, материала и объема постобработки, который может выдержать конструкция. В этом руководстве сравниваются литье по выплавляемым моделям и обработка на станках с ЧПУ с практической инженерной точки зрения и с точки зрения выбора поставщиков, особенно для сложных металлических деталей, где важны стоимость, повторяемость и свобода проектирования. Что такое литье по выплавляемым моделям? Литье по выплавляемым моделям, также называемое литьем по восковым моделям, — это процесс точного литья, используемый для производства металлических деталей со сложной геометрией. Изготавливается восковая модель, которая собирается в древовидную форму, покрывается керамической оболочкой, расплавляется, а затем заполняется расплавленным металлом. После затвердевания керамическая оболочка удаляется, а отливки разрезаются, очищаются, подвергаются термообработке, обрабатываются механически при необходимости и проверяются. Главное преимущество литья по выплавляемым моделям — это свобода форм. Оно позволяет создавать внутренние контуры, изогнутые поверхности, ребра, выступы, тонкие стенки и плавные переходы, которые было бы дорого или невозможно обработать из цельного прутка. Для сложных деталей часто получается заготовка, близкая к окончательной форме, оставляя только критически важные поверхности для вторичной обработки на станках с ЧПУ. Что такое обработка на станках с ЧПУ? Обработка на станках с ЧПУ удаляет материал из цельного блока, прутка, поковки, отливки или экструзии с помощью управляемых компьютером режущих инструментов. К распространенным процессам обработки на станках с ЧПУ относятся фрезерование, токарная обработка, сверление, нарезание резьбы, шлифовка и многоосевая обработка. Главное преимущество обработки на станках с ЧПУ — это контроль размеров. Она отлично подходит для жестких допусков, плоскостности, концентричности, резьбы, прецизионных отверстий, уплотнительных поверхностей и деталей, требующих чистых, повторяемых кромок….
2026-05-28
Практическое руководство по цинковому сплаву Zamak 5, включая состав, преимущества литья под давлением, распространенные области применения, рекомендации по проектированию и советы по выбору материала.

2026-05-26
Плотность — одна из тех неочевидных переменных, которые определяют любой проект из нержавеющей стали. Она превращает чертеж в расчет веса при транспортировке, модель отливки — в смету на материалы, а стенку резервуара — в требования к подъему. Однако использование одного общего значения для каждой марки нержавеющей стали может привести к предотвратимым ошибкам, особенно при больших объемах или при коммерческом значении веса. Это руководство содержит практическую таблицу плотности нержавеющей стали, объясняет, почему марки различаются, и показывает, как инженеры и закупщики могут правильно использовать плотность для листовой стали, обработанных деталей и компонентов, отлитых по выплавляемым моделям. Сравнение массы нержавеющей стали начинается с определенной геометрии, известной марки и соответствующего значения плотности. Какова плотность нержавеющей стали? Плотность большинства нержавеющих сталей составляет приблизительно от 7,7 до 8,0 г/см³, или от 7700 до 8000 кг/м³. Аустенитные марки, такие как 304 и 316, обычно находятся в верхней части этого диапазона, в то время как ферритные и мартенситные марки, как правило, легче. Дуплексные марки обычно находятся между этими двумя значениями. Плотность — это масса, деленная на объем. Ее не следует путать с прочностью, твердостью или коррозионной стойкостью. Более низкая плотность не означает автоматически, что материал легче: его механические свойства, коррозионная стойкость, метод изготовления и стоимость жизненного цикла по-прежнему определяют выбор материала. Таблица плотности нержавеющей стали по маркам. Приведенные ниже значения являются типичными номинальными значениями при комнатной температуре (около 20°C). Они подходят для предварительного расчета веса, калькуляции затрат и планирования логистики. Для критически важных конструкций, договорных гарантий массы или проверки материала используйте соответствующий технический паспорт производителя, спецификацию закупки или сертификат испытаний материала. Марка нержавеющей стали Металлургическое семейство Плотность (г/см³) Плотность (кг/м³) Плотность (фунт/дюйм³) 304 / 304L Аустенитная 7,93 7930 0,286 316 / 316L Аустенитная 7,98 7980 0,288 321 Аустенитная, стабилизированная титаном 7,93 7930 0,286 904L Высоколегированная аустенитная 8,00 8000 0,289 430 Ферритная 7,70 7700 0,278 410 Мартенситная 7,75…

2026-05-26
Нержавеющая сталь устойчива к коррозии, но не защищена от нее полностью. Узнайте, почему она ржавеет, сравните марки стали 304, 316L и дуплексную сталь в зависимости от условий окружающей среды и предотвратите коррозионные повреждения.
2026-05-25
Сравните распространенные марки металлических материалов по стандартам GB/T, ASTM/UNS/SAE, EN/DIN и JIS для нержавеющей стали, легированной стали, алюминия, меди, титана и никелевых сплавов.

2026-05-25
Сравните марки дуплексной нержавеющей стали с марками 304 и 316L по показателям коррозионной стойкости, прочности и износостойкости. Узнайте, когда лучше выбрать материал 2205 или 2507.
2026-05-24
Изучите материалы для болтов из высокотемпературных сплавов, включая A-286, Inconel X-750, Inconel 718 и Waspaloy, а также получите практические рекомендации по выбору жаростойких крепежных элементов.

2026-05-23
Точное литье, также известное как литье по выплавляемым моделям или литье по восковым моделям, — это процесс формования металла, используемый для производства деталей с точными размерами, чистыми поверхностями и сложными формами, которые трудно изготовить с помощью обычной механической обработки или литья в песчаные формы. Оно широко используется для нержавеющей стали, углеродистой стали, легированной стали, алюминия, латуни и других металлов. Главное преимущество точного литья простое: оно позволяет производителям превратить точную модель в металлическую деталь, близкую к окончательной форме. Это означает меньше механической обработки, меньше отходов материала и лучшую однородность от детали к детали. Как работает точное литье? Процесс начинается с восковой модели. Эта восковая модель имеет ту же форму, что и окончательная отливка. Несколько восковых моделей часто соединяются с центральной системой литников, образуя восковую елку. Затем елку погружают в керамическую суспензию и покрывают тонким огнеупорным материалом. После того, как наносится несколько слоев и они высыхают, керамическая оболочка становится достаточно прочной, чтобы удерживать расплавленный металл. Затем воск выплавляется из керамической оболочки. Именно поэтому этот процесс часто называют литьем по восковым моделям. Пустая керамическая полость нагревается, и в нее заливается расплавленный металл. После охлаждения керамическая оболочка удаляется, отдельные отливки вырезаются из литника, и каждая деталь очищается, подвергается термообработке, механической обработке и проверке в соответствии с требованиями. Почему производители используют прецизионное литье? Прецизионное литье выбирается, когда для детали необходим хороший баланс между сложностью формы, точностью размеров и надежными механическими характеристиками. По сравнению со многими другими методами литья, оно позволяет получать более тонкие стенки, более мелкие детали и более гладкие поверхности. Оно особенно полезно для деталей с внутренними формами, изогнутыми профилями, ребрами, выступами, отверстиями и другими элементами, которые было бы дорого обрабатывать из цельного материала. Для покупателей преимущество заключается не только в форме. Хорошо контролируемый процесс прецизионного литья…







