
Архитектурная фурнитура должна не только выглядеть аккуратно. Она должна удерживать стекло, соединять перила, поддерживать балюстрады, соответствовать конструкциям здания, противостоять коррозии и сохранять превосходный внешний вид после многих лет эксплуатации. Литье по выплавляемым моделям широко используется в этой категории, поскольку позволяет производить сложные формы из нержавеющей стали с повторяемым качеством и эффективным использованием материала.
Для архитекторов, инженеров, дистрибьюторов, менеджеров проектов и покупателей OEM-продукции понимание этого процесса помогает объяснить, почему хорошо спроектированный литой фитинг может превосходить изготовленный на заказ или полностью обработанный механическим способом аналог по стоимости, внешнему виду и стабильности производства.
Компания AODSON производит архитектурную фурнитуру из нержавеющей стали. прецизионное литье по выплавляемым моделям, Обработка на станках с ЧПУ, обработка поверхности, контроль качества и экспортная упаковка. В этом руководстве объясняется, какое место занимает литье по выплавляемым моделям, какие преимущества оно предоставляет и как его использовать для надежного производства OEM-продукции.
Что такое инвестиции? Кастинг?

Литье по выплавляемым моделям, также называемое литьем по восковым моделям, — это высокоточный производственный процесс, используемый для создания металлических деталей по восковым моделям. Изготавливается восковая копия детали, которая собирается в литейную форму, покрывается керамической оболочкой, удаляется воск и заполняется расплавленным металлом. После затвердевания керамическая оболочка удаляется, а отливка разрезается, очищается, проверяется, обрабатывается на станке и доводится до совершенства.
Этот метод особенно полезен, когда деталь имеет кривые, выступы, плавные переходы, внутренние элементы, декоративные формы или очертания, которые привели бы к нерациональному расходованию материала при механической обработке полностью из цельного прутка. Для архитектурной фурнитуры это делает литье по выплавляемым моделям практичным способом изготовления зажимов для стекла из нержавеющей стали, соединительных элементов типа «паук», кронштейнов для поручней, дверных ручек и нестандартных соединителей.
В отличие от чернового литья, литье по выплавляемым моделям предназначено для производства изделий с формой, близкой к окончательной. Оно не заменяет всю механическую обработку, но сокращает время обработки, поскольку большая часть геометрии формируется близко к конечной форме.
Почему литье по выплавляемым моделям идеально подходит для архитектурной фурнитуры
Фурнитура для архитектурных изделий часто сочетает в себе конструктивные и визуальные требования. К фурнитуре могут предъявляться такие требования, как несущая способность, коррозионная стойкость, полированная поверхность, точные отверстия и форма, соответствующая замыслу архитектора. Литье по выплавляемым моделям лучше справляется с этим сочетанием, чем многие другие методы производства.
Для OEM-покупателей ключевыми преимуществами являются повторяемость, свобода проектирования, эффективность использования материалов и масштабируемость производства. После контроля параметров оснастки и процесса можно производить партии продукции с высокой стабильностью, а затем обрабатывать и доводить до требуемого стандарта.
| Выгода | Почему это важно для архитектурной фурнитуры | Типичный результат |
|---|---|---|
| Сложная геометрия | Позволяет создавать изогнутые формы, интегрированные выступы, декоративные контуры и компактные пути прохождения груза. | Более лаконичный дизайн с меньшим количеством сварных или сборных деталей. |
| Форма, близкая к окончательной. | Формирует большую часть детали до механической обработки. | Меньше отходов материала, чем при ЧПУ-обработке из цельного прутка. |
| Хороший потенциал поверхности | Обеспечивает подходящую основу для сатинированной или зеркальной полировки при контроле качества литья. | Премиальный внешний вид оборудования |
| Повторяемость | Поддержка серийного производства за счет оснащения и контроля технологических процессов. | Единый стиль и внешний вид во всех заказах по проекту. |
| Гибкость материала | Подходит для распространенных марок нержавеющей стали, используемых в архитектуре. | Материал может быть подобран для использования внутри помещений, на открытом воздухе или в прибрежных районах. |
Типичная архитектурная фурнитура, изготовленная методом литья по выплавляемым моделям.

Зажимы для стекла
Для зажимов стекла часто требуются компактный корпус, чистые кромки, надежные соединения прокладок и элементы крепления винтов. Литье по выплавляемым моделям позволяет эффективно изготавливать корпус, а обработка на станках с ЧПУ контролирует резьбу, посадочные места винтов и поверхности зажима. Для получения более подробной информации см. Зажимы для стекла из нержавеющей стали: типы, материалы и области применения..
Фитинги типа «паук»
Для крепления элементов в стеклянных фасадах необходимы гладкие рычаги, точные точки соединения и прочный материал. Литье формирует сложную форму корпуса, а механическая обработка контролирует конечные точки крепления.
Фурнитура для поручней
Кронштейны, отводы, опоры и фитинги для поручней часто имеют изогнутые переходы, которые сложно аккуратно изготовить. Литье по выплавляемым моделям уменьшает количество сварных швов и помогает создать более цельный внешний вид.
Дверные ручки
При проектировании дверных ручек с использованием литья особенно важна форма, например, скульптурные линии, эргономичные изгибы или геометрия, не требующая нанесения фирменной символики. Качество отделки имеет решающее значение, поскольку ручки хорошо видны и часто используются.
Компоненты балюстрады
Для изготовления соединителей, оснований и опор балюстрад необходима точность выравнивания и привлекательные поверхности. Литье обеспечивает основную форму, а механическая обработка и полировка завершают создание функциональных и видимых поверхностей.
Пользовательские коннекторы
Соединительные элементы, разработанные специально для конкретного проекта, идеально подходят для литья по выплавляемым моделям в тех случаях, когда конструкцию невозможно эффективно изготовить из стандартных профилей или с помощью простых методов.
| Product | Почему кастинг помогает | Общие вторичные операции |
|---|---|---|
| Стеклянные зажимы | Компактный корпус с закругленными или фигурными поверхностями | Резьба, обработанная на станках с ЧПУ, обработка поверхностей прокладок, полировка. |
| Фитинги типа «паук» | Сложные рычаги и интегрированная геометрия ступицы. | Сверление отверстий на станках с ЧПУ, обработка поверхности, проверка сборки. |
| Фурнитура для поручней | Изогнутые переходы и интегрированные опоры | Механическая обработка, сварка при необходимости, сатинированная отделка. |
| Дверные ручки | Декоративные и эргономичные формы | Шлифовка, зеркальная полировка, пассивация |
| Соединители балюстрады | Прочность и компактная форма | Проверка монтажных отверстий, резьбы, качества отделки. |
| Пользовательские разъемы | Свобода проектирования геометрии, специфичной для конкретного проекта. | Изготовление оснастки, протоколы контроля качества, экспортная упаковка. |
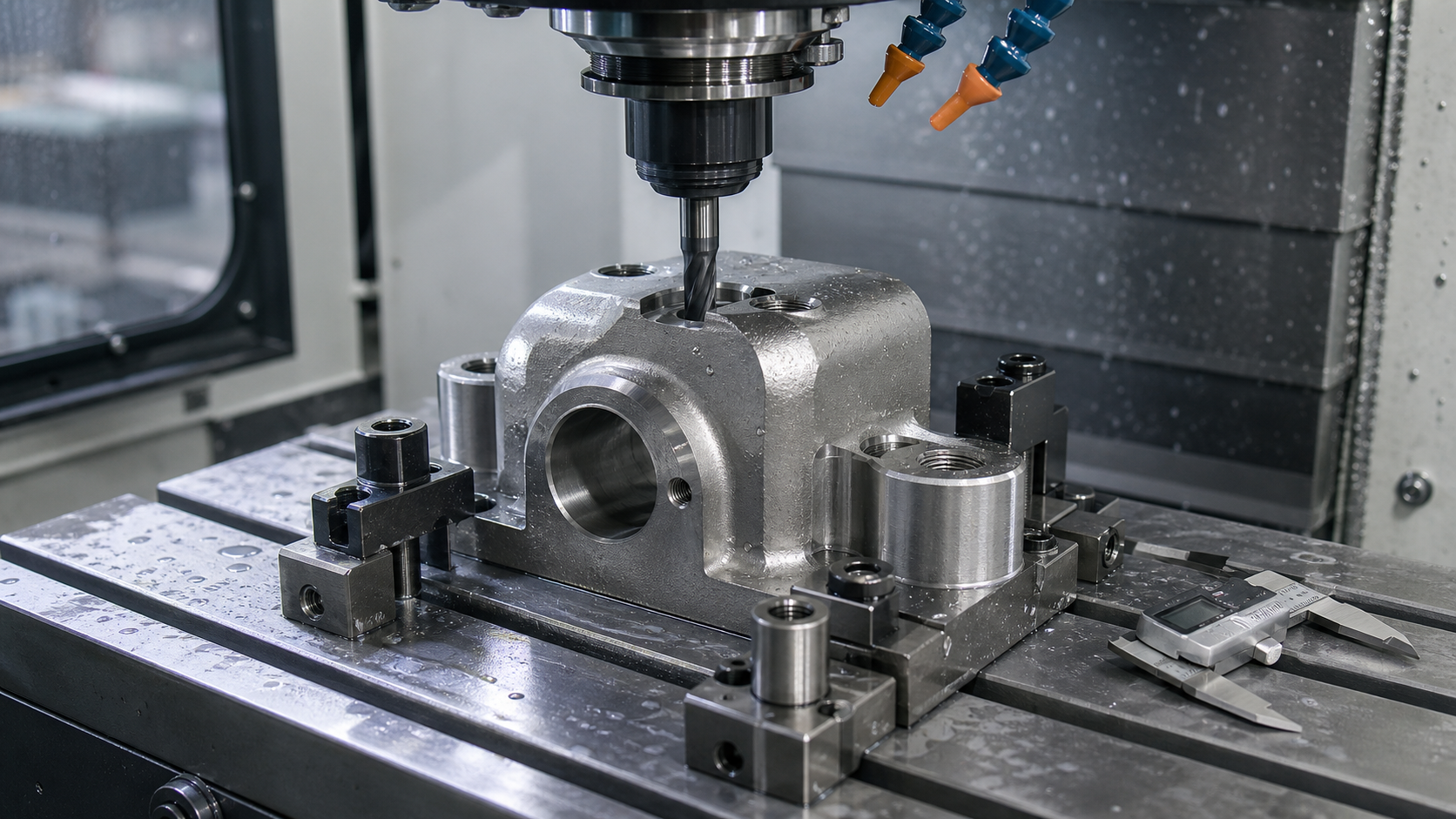
Процесс производства
Надежность программы литья по выплавляемым моделям зависит от контроля каждого этапа. Процесс включает в себя не только заливку металла; это последовательность этапов: анализ проекта, изготовление оснастки, производство моделей, изготовление оболочек, заливка, очистка, механическая обработка, финишная обработка и контроль качества.
| Шаг | Цель | Ключевой контрольный пункт |
|---|---|---|
| Восковая модель | Создайте точную копию детали. | Размеры выкройки, припуск на усадку и качество поверхности. |
| Керамическое каркасное здание | Создайте термостойкую форму на основе восковых моделей. | Толщина оболочки, время сушки и консистенция покрытия. |
| Наливание | Заполните керамическую оболочку расплавленной нержавеющей сталью. | Химический состав металлов, температурная стабильность и стабильность при заливке. |
| Нокаутировать | Снимите оболочку и разделите отливки. | Избегайте повреждений, проверяйте наличие дефектов поверхности и правильно снимайте ворота. |
| Термическая обработка | Улучшение свойств материала при необходимости. | Правильный цикл для данного уровня и спецификации проекта. |
| Обработка на станках с ЧПУ | Завершить разработку критически важных функций | Базовая стратегия, положение отверстия, резьба и сопрягаемые поверхности. |
| Отделка поверхности | Создание окончательного внешнего вида и состояния поверхности. | Направление зерна, контроль царапин и пассивация при необходимости. |
Восковая модель
Восковая модель определяет геометрию отливки. При изготовлении оснастки необходимо учитывать усадку, припуск на механическую обработку, положение литникового канала и требования к видимой поверхности. Проблемы на этом этапе могут повторяться во всей партии.
Здание из керамической оболочки

Изготовление керамических оболочек предполагает многократное погружение и нанесение штукатурки для создания формы, достаточно прочной для расплавленной нержавеющей стали. Качество оболочки влияет на чистоту поверхности, стабильность размеров, однородность отливок.
Наливание
В процессе заливки расплавленная нержавеющая сталь подается в предварительно нагретую керамическую оболочку. Контроль температуры, чистота металла и конструкция литниковой системы влияют на конечный результат отливки. Недостаточный контроль может привести к неравномерному распределению материала, усадке или дефектам поверхности.
Нокаутировать

После охлаждения керамическая оболочка удаляется. Отливки вырезаются из литника, литниковые каналы шлифуются, и проводится первичный осмотр, чтобы проверить, готова ли заготовка к механической обработке и чистовой отделке.
Термическая обработка
Термическая обработка может применяться в зависимости от сплава, механических требований и спецификации заказчика. Не каждый архитектурный элемент нуждается в термической обработке, но ее следует рассматривать, когда прочность, коррозионная стойкость или состояние материала имеют решающее значение.
Обработка на станках с ЧПУ
Обработка на станках с ЧПУ позволяет создавать детали, для которых недостаточно точности литья. Типичные обрабатываемые участки включают резьбовые отверстия, зенковки, штифты, опорные поверхности, монтажные поверхности и зоны контакта со стеклом. Компания AODSON Обработка на станках с ЧПУ Производственные возможности обеспечивают этот переход от литья с минимальной последующей обработкой к изготовлению готовых изделий.
Отделка поверхности

Финишная обработка поверхности удаляет следы литья и механической обработки, создавая при этом желаемый внешний вид. В зависимости от проекта для архитектурной фурнитуры может потребоваться сатинированная шлифовка, зеркальная полировка, электрополировка, пассивация или подготовка поверхности под покрытие.
Варианты материалов
Выбор материалов должен соответствовать условиям установки. Сухие внутренние помещения, балконы на побережье, ограждения бассейнов и промышленные объекты предъявляют совершенно разные требования к фурнитуре из нержавеющей стали.
| Материал | Типичное архитектурное использование | Преимущества | Примечания покупателя |
|---|---|---|---|
| нержавеющая сталь 304 | Перила для внутренних работ, ручки, декоративная фурнитура и общая фурнитура. | Высокая коррозионная стойкость, широкая доступность, экономичность. | Лучше всего подходит для сухого или умеренного климата. |
| нержавеющая сталь 316 | Наружная фурнитура, здания с повышенной влажностью, проекты на побережье и высококачественная наружная фурнитура. | Повышенная устойчивость к хлоридам благодаря молибдену. | Рекомендуется для многих вариантов применения в наружной архитектуре. |
| Двухуровневая квартира 2205 | Фитинги повышенной прочности или подверженные сильной коррозии | Высокая прочность и высокая коррозионная стойкость | Требуется тщательный контроль процессов литья, механической обработки и сварки. |
Дополнительные сведения см. в соответствующем разделе. Архитектурная фурнитура из нержавеющей стали 304 и 316 и Сравнение литья из нержавеющей стали 316L и 2205..
Преимущества по сравнению с другими методами производства.
Литье по выплавляемым моделям не всегда является единственным возможным способом производства. Правильный процесс зависит от геометрии, объема, допусков, качества отделки, прочности и стоимости. Однако для сложных архитектурных элементов из нержавеющей стали литье по выплавляемым моделям часто обеспечивает наилучший баланс.
| Метод | Сильные стороны | Ограничения | Лучший вариант |
|---|---|---|---|
| литье по выплавляемым моделям | Сложные формы, хороший потенциал поверхности, эффективность, близкая к чистой. | Требуется инструментарий и контроль технологического процесса. | Зажимы для стекла, соединительные элементы типа «паук», коннекторы, фурнитура на заказ. |
| литье в песчаные формы | Снижение стоимости оснастки для крупных простых деталей. | Более шероховатая поверхность и меньшая детализация по сравнению с литьем по выплавляемым моделям. | Крупные промышленные компоненты, где качество отделки менее критично. |
| Ковка | Отличная прочность для придания нужной формы. | Ограниченная свобода проектирования и зачастую высокие затраты на оснастку. | Простые высокопрочные формы |
| Изготовление | Подходит для сварных соединений и мелкосерийного производства. | Деформация сварных швов и видимые швы могут повлиять на внешний вид. | Рамы, кронштейны и узлы из листового металла или трубы. |
| ЧПУ из цельного прутка | Высокая точность и отсутствие необходимости в литейной оснастке. | Расход материалов и длительное время обработки сложных форм. | Простая геометрия, прототипы или детали с жесткими допусками. |
Когда конструкции включают сложные кривые или интегрированные элементы, литье с последующей механической обработкой часто оказывается более эффективным, чем удаление большого количества нержавеющей стали из цельного материала. Для получения более подробной информации о процессе см. Как производится архитектурная фурнитура.
Варианты отделки поверхности
Отделка архитектурной фурнитуры имеет как эстетическое, так и техническое значение. Видимые детали из нержавеющей стали должны выглядеть однородно, быть устойчивыми к загрязнениям и не иметь шероховатостей, в которых может скапливаться грязь или влага.
| Заканчивать | Появление | Типичное использование | Контрольная точка |
|---|---|---|---|
| Сатиновое покрытие | Направленная шлифовка текстуры древесины | Перила для коммерческого использования, фурнитура для перил, зажимы для стекла | Равномерное направление волокон и шероховатость |
| Зеркальная полировка | Высокоотражающая поверхность | Роскошный интерьер, дверные ручки, высококачественная видимая фурнитура. | Удаление царапин и качество отражения |
| Электрополировка | Яркая и микроскопически более гладкая поверхность | Детали, подлежащие очистке или чувствительные к коррозии. | Однородный химический состав и контроль краев |
| Пассивация | Незначительные визуальные изменения | Обработанные на станке, сварные или открытые крепежные элементы из нержавеющей стали. | Удаление свободного железа и тщательное промывание. |
| ПВД-препарат | Базовая поверхность для декоративного покрытия | Черный, шампань, бронза или дизайнерские проекты | Адгезия базового покрытия и лакокрасочного покрытия |
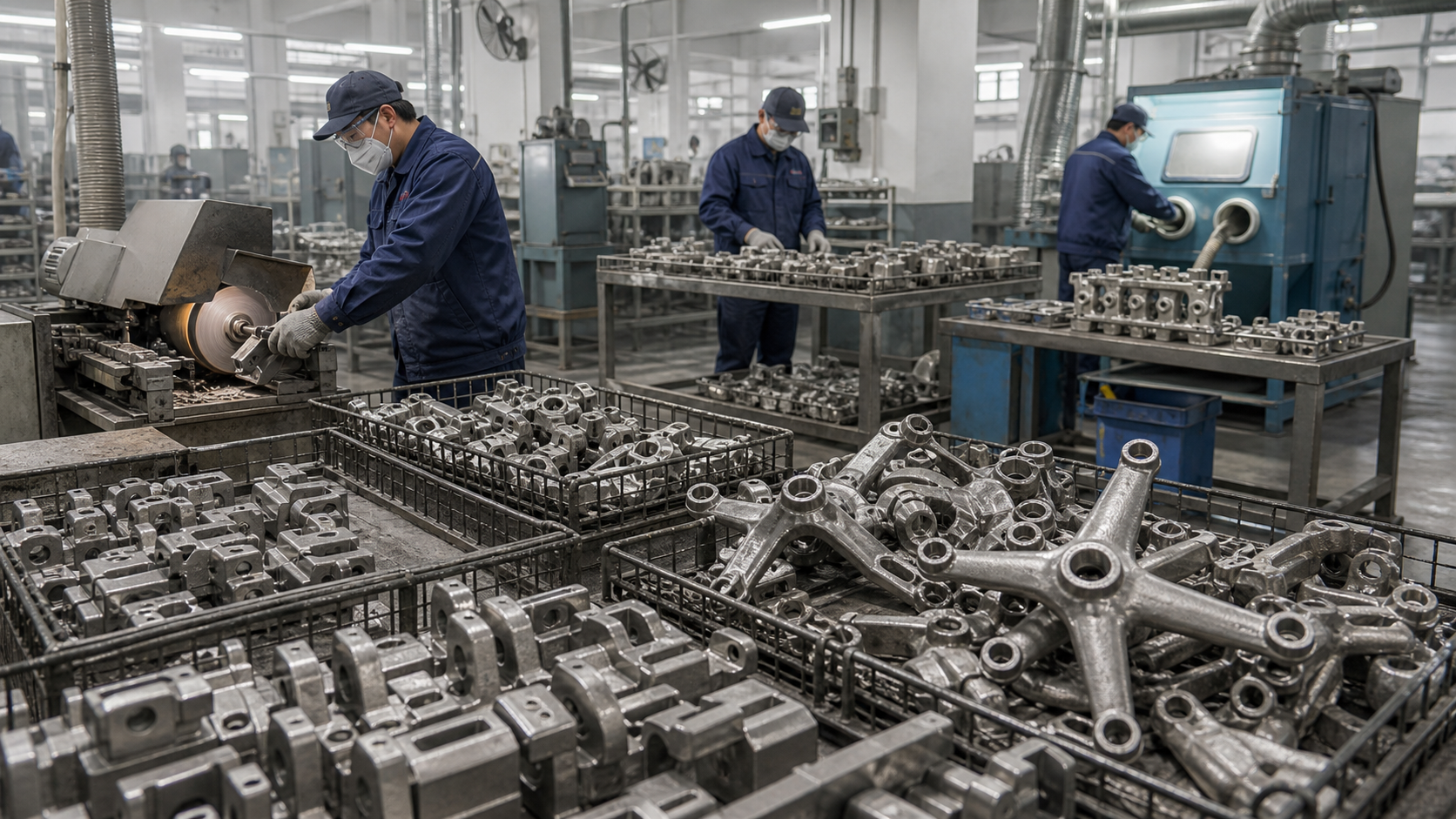
Контроль качества и отслеживаемость материалов

Контроль качества литых по выплавляемым моделям архитектурных элементов должен начинаться до начала производства и продолжаться до окончательной упаковки. Сертификаты на материалы, номера партий, параметры литья, контроль механической обработки и отделки — все это способствует отслеживаемости.
Проверка может включать в себя анализ химического состава, визуальный осмотр, проверку размеров, проверку резьбы, проверку посадки, проверку качества поверхности, проверку на коррозию (при необходимости) и проверку упаковки. AODSON контроль качества Рабочий процесс помогает покупателям OEM-продукции подтвердить соответствие продукции чертежам, образцам и проектным спецификациям.
Типичные области применения
Архитектурная фурнитура из нержавеющей стали, изготовленная методом литья по выплавляемым моделям, широко используется в современных зданиях. Ее ценность наиболее высока там, где необходимы видимая форма, компактность, прочность и возможность воспроизводимого производства.
| Приложение | Типичная литая фурнитура | Важное требование |
|---|---|---|
| Стеклянные перила | Зажимы для стекла, штуцеры, соединители для балюстрад | Совместимость по толщине стекла, коррозионная стойкость и полированная поверхность. |
| Фасадные системы | Фитинги типа «паук», точечные опоры, соединители на заказ. | Точная геометрия соединения и отслеживаемость материалов. |
| Лестницы | Кронштейны, опоры и цокольные фитинги для поручней | Выравнивание, прочность поверхности и точность монтажа. |
| Гостиничные и коммерческие интерьеры | Дверные ручки, декоративные кронштейны, фурнитура для стекла | Превосходное качество отделки и стабильность качества партий. |
| Балконы и открытые площадки | Фурнитура для перил, зажимы и анкеры | Выбор материала 316 или дуплексной стали и защитное покрытие. |
| Проекты OEM-производителей по индивидуальному заказу | Специализированные разъемы для проекта и оборудование без фирменной маркировки. | Анализ технологичности производства (DFM), контроль оснастки, повторяемость и экспортная упаковка. |
Как компания AODSON производит архитектурную фурнитуру по OEM-заказам
Компания AODSON оказывает поддержку OEM-производителям архитектурной фурнитуры на основе чертежей, 3D-файлов, образцов или проектных спецификаций. Процесс начинается с инженерной проверки: марка материала, геометрия, возможность литья, базовые параметры обработки, видимые поверхности, требования к полировке, план контроля качества и метод упаковки.
Для литых конструкций компания AODSON разрабатывает оснастку и параметры процесса, изготавливает восковые модели, создает керамические оболочки, отливает нержавеющую сталь, извлекает и очищает отливки, обрабатывает критически важные элементы, выполняет финишную обработку поверхности и проверяет готовые компоненты. Та же производственная цепочка может использоваться для изготовления зажимов для стекла, соединительных элементов типа «паук», фурнитуры для поручней, деталей балюстрад, дверных ручек и нестандартных соединителей.
Для обсуждения проекта отправьте чертежи, образцы, информацию о целевом материале, отделке, годовом объеме производства и условиях эксплуатации. Запросить ценовое предложение или Свяжитесь с AODSON.
Часто задаваемые вопросы
Почему литье по выплавляемым моделям используется для изготовления архитектурной фурнитуры?
Он позволяет создавать сложные формы из нержавеющей стали с хорошим качеством поверхности и повторяемостью, что делает его подходящим для зажимов для стекла, соединительных элементов типа «паук», фитингов для поручней и нестандартных соединителей.
Какие архитектурные элементы можно изготовить методом литья по выплавляемым моделям?
В ассортимент типичной продукции входят зажимы для стекла, соединительные элементы типа «паук», кронштейны для поручней, дверные ручки, соединители для балюстрад, корпуса петель и изготовленная на заказ фурнитура из нержавеющей стали для различных проектов.
Достаточна ли точность литья по выплавляемым моделям для изготовления готовых изделий?
Литье по выплавляемым моделям позволяет получать детали, близкие к окончательной форме, в то время как обработка на станках с ЧПУ используется для изготовления ответственных отверстий, резьбы, монтажных поверхностей и элементов с жесткими допусками.
Какие марки нержавеющей стали чаще всего используются для литья по выплавляемым моделям?
Наиболее распространены марки стали 304, 316 и дуплексная сталь 2205. Оптимальный выбор зависит от степени коррозионной стойкости, требований к прочности, типа отделки и бюджета проекта.
Чем отличается литье по выплавляемым моделям от литья в песчаные формы?
Литье по выплавляемым моделям обеспечивает более высокую детализацию, более гладкие поверхности и более точные размеры по сравнению с литьем в песчаные формы, особенно для небольших высококачественных архитектурных изделий.
Позволяет ли литье по выплавляемым моделям исключить использование станков с ЧПУ?
Нет. Литье уменьшает отходы материала и создает основную форму, но для изготовления прецизионных отверстий, резьбы, плоских поверхностей и контролируемых стыков все еще необходима обработка на станках с ЧПУ.
Можно ли отполировать до зеркального блеска архитектурную фурнитуру, изготовленную методом литья по выплавляемым моделям?
Да. При надлежащем качестве литья и контроле качества обработки, детали из нержавеющей стали, изготовленные методом литья по выплавляемым моделям, могут быть сатинированы, отполированы до зеркального блеска, пассивированы или подготовлены к нанесению покрытия.
Какие проверки качества важны для изделий, изготовленных методом литья по выплавляемым моделям?
Важные проверки включают в себя проверку сертификатов на материалы, контроль размеров, проверку дефектов поверхности, проверку резьбы и посадки, проверку качества отделки и проверку упаковки.
Подходит ли литье по выплавляемым моделям для изготовления OEM-оборудования на заказ?
Да. Он отлично подходит для OEM-производителей оборудования, когда требуется повторяемая геометрия, нестандартные формы, высококачественная отделка и масштабируемое производство.
Какие документы необходимы для составления сметы на литье по выплавляемым моделям?
Предоставьте чертежи, 3D-файлы (если имеются), марку материала, требования к отделке, годовой объем производства, примечания по допускам, условия эксплуатации и требования к контролю качества.
Заключение
Литье по выплавляемым моделям широко используется для изготовления архитектурной фурнитуры, поскольку сочетает в себе свободу проектирования, характеристики нержавеющей стали, эффективность получения изделий, близких к окончательной форме, и превосходные возможности обработки поверхности. В сочетании с обработкой на станках с ЧПУ, финишной обработкой и строгим контролем качества это становится практичным способом изготовления надежных зажимов для стекла, фитингов типа «паук», фитингов для поручней, дверных ручек, элементов балюстрад и нестандартных соединителей.
Для OEM-заказчиков и проектных групп наилучшие результаты достигаются при раннем определении марки материала, условий монтажа, требований к допускам и ожидаемых характеристик отделки. Компания AODSON помогает клиентам преобразовать эти требования в отслеживаемую, готовую к экспорту архитектурную фурнитуру из нержавеющей стали посредством точного литья, механической обработки и производства с контролем качества.
Нужна литая по выплавляемым моделям архитектурная фурнитура из нержавеющей стали? Отправьте свои чертежи, образцы или требования к проекту по указанному адресу. Запросить ценовое предложение или Контакт.







