
建筑五金件的功能远不止于外观简洁。它必须能够固定玻璃、连接扶手、支撑栏杆、与建筑结构协调一致、耐腐蚀,并在多年使用后依然保持优良的外观。精密铸造工艺因其能够生产出质量稳定、材料利用率高的复杂不锈钢形状,而被广泛应用于此类产品。.
对于建筑师、工程师、分销商、项目经理和 OEM 买家来说,了解这一过程有助于解释为什么精心设计的铸造配件在成本、外观和生产一致性方面可以优于制造或完全机械加工的替代品。.
AODSON 通过以下方式生产不锈钢建筑五金件 精密熔模铸造, 数控加工, 表面处理、检验和出口包装。本指南解释了熔模铸造的适用范围、优势以及如何将其应用于可靠的OEM生产。.
什么是投资 铸件?

熔模铸造,也称失蜡铸造,是一种精密制造工艺,用于根据蜡模铸造金属零件。首先制作零件的蜡模,将其组装到铸造树中,涂覆陶瓷壳,脱蜡后注入熔融金属。待金属凝固后,去除陶瓷壳,然后对铸件进行切割、清理、检验、机械加工和最终精加工。.
当零件具有曲线、凸台、过渡区域、内部特征、装饰性形状或特殊形状时,这种方法尤其有用,因为如果完全用实心棒材加工,会造成材料浪费。对于建筑五金件而言,这使得熔模铸造成为制造不锈钢玻璃夹、蜘蛛爪配件、扶手支架、门把手和定制连接件的实用方法。.
与粗铸工艺不同,熔模铸造专为近净成形生产而设计。它并不能完全取代机械加工,但通过使大部分几何形状接近最终形状,可以减少机械加工时间。.
为什么熔模铸造是建筑五金件的理想选择
建筑五金件通常兼具结构和视觉两方面的要求。一个好的五金件可能需要具备承重能力、耐腐蚀性、抛光表面、精确的孔径以及符合建筑师设计意图的形状。相比其他许多制造工艺,熔模铸造更能满足这些需求。.
对于OEM买家而言,其主要优势在于可重复性、设计自由度、材料利用率和可扩展的生产能力。一旦模具和工艺参数得到控制,即可实现批量生产的一致性,然后进行机械加工和精加工,以达到所需的标准。.
| 益处 | 为什么这对建筑硬件很重要 | 典型结果 |
|---|---|---|
| 复几何 | 允许曲面形状、集成凸台、装饰性轮廓和紧凑的载荷路径 | 设计更简洁,焊接或组装部件更少。 |
| 近净形状 | 加工前形成大部分零件 | 与数控加工实心棒材相比,材料浪费更少 |
| 良好的表面电位 | 当铸造质量得到控制时,可为缎面或镜面抛光提供合适的基底。 | 高端可见硬件外观 |
| 重复性 | 工装和工艺控制支持批量生产 | 项目订单的合身度和外观保持一致 |
| 材料柔韧性 | 支持建筑中常用的不锈钢等级 | 材料可与室内、室外或沿海环境相匹配 |
采用熔模铸造工艺生产的典型建筑五金件

玻璃夹
玻璃夹具通常需要结构紧凑、边缘光滑、密封性好且螺纹连接牢固。熔模铸造可以高效地制造夹具主体,而数控加工则负责控制螺纹、螺纹座和夹具表面。更多详情,请参见 不锈钢玻璃夹:类型、材料和应用.
蜘蛛形接头
用于玻璃幕墙的蜘蛛爪式连接件需要光滑的臂杆、精确的连接点和坚固的材料。铸造工艺形成复杂的本体形状,而机械加工则控制最终的连接接口。.
扶手配件
扶手支架、弯头、支撑件和底座配件通常都有难以精细加工的弧形过渡部分。精密铸造可以减少焊接,并有助于打造更浑然一体的外观。.
门把手
门把手采用铸造工艺制作,尤其适用于设计中包含雕塑造型、符合人体工学的曲线或无品牌标识的定制几何形状的情况。由于门把手位置显眼且经常被触摸,因此表面处理质量至关重要。.
栏杆组件
栏杆连接件、底座和支撑件需要精准的对齐和美观的表面。铸造工艺提供主要形状,而机械加工和抛光则完善功能性和可见性表面。.
自定义连接器
当设计无法通过标准型材或简单的加工方式高效实现时,项目专用连接器非常适合采用熔模铸造工艺。.
| Product | 为什么选角有帮助 | 常见二次操作 |
|---|---|---|
| 玻璃夹 | 紧凑的机身,表面呈圆形或异形。 | CNC螺纹、垫片端面、抛光 |
| 蜘蛛形接头 | 复杂的机械臂和集成式轮毂几何结构 | 数控孔加工、表面处理、装配检查 |
| 扶手配件 | 弧形过渡和集成支撑 | 机械加工,必要时进行焊接,缎面抛光 |
| 门把手 | 装饰性和人体工程学形状 | 研磨、镜面抛光、钝化 |
| 栏杆连接件 | 坚固而紧凑 | 安装孔、螺纹检查、表面处理检验 |
| 定制连接器 | 项目特定几何形状的设计自由度 | 夹具加工、检验报告、出口包装 |
制造过程
可靠的熔模铸造工艺依赖于对每个步骤的严格控制。该工艺不仅仅是浇铸金属,而是一系列完整的流程,包括设计评审、模具制作、模型制作、壳体成型、浇铸、清洗、机械加工、精加工和检验。.
| 步 | 目的 | 关键控制点 |
|---|---|---|
| 蜡模 | 制作该部件的精确复制品 | 图案尺寸、缩水率和表面质量 |
| 陶瓷壳建筑 | 围绕蜡模制作一个耐热模具 | 壳层厚度、干燥时间和涂层稠度 |
| 浇注 | 将熔融不锈钢注入陶瓷壳中 | 金属化学性质、温度和浇注稳定性 |
| 昏死 | 去除外壳并分离铸件 | 避免损坏,检查表面缺陷并正确拆除闸门。 |
| 热处理 | 必要时改善材料性能 | 符合等级和项目规范的正确周期 |
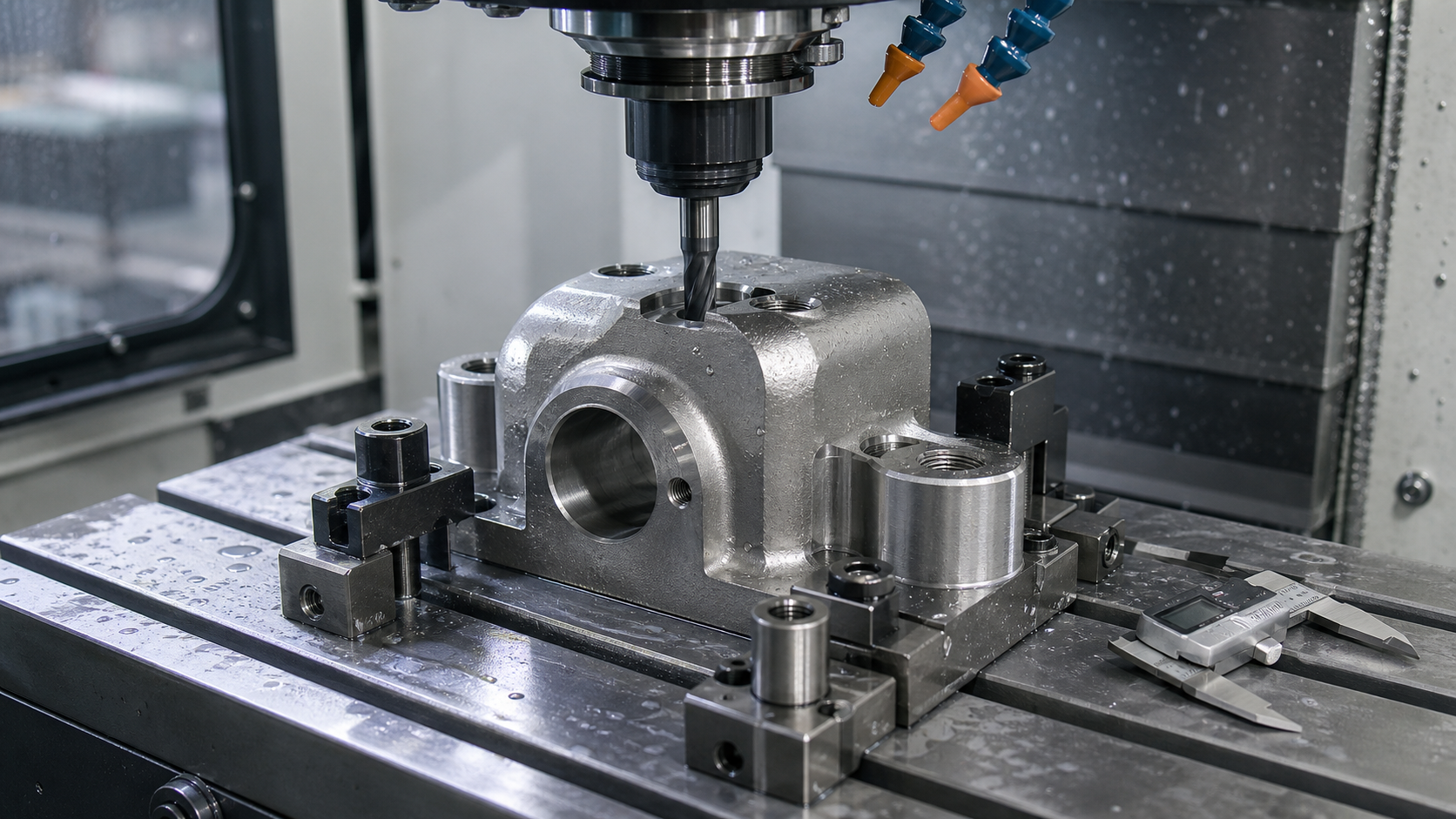
| 数控加工 | 完成关键功能 | 基准策略、孔位置、螺纹和配合面 |
| 表面处理 | 打造最终外观和表面状态 | 纹理方向、划痕控制和钝化(如有需要) |
蜡模
蜡模控制着铸件的几何形状。模具设计必须考虑收缩率、加工余量、浇口位置和可见表面要求。此阶段出现的问题可能会在整个批次中重复出现。.
陶瓷壳建筑

陶瓷壳体结构采用反复浸渍和抹灰工艺,制成足以承受熔融不锈钢的模具。壳体质量会影响表面光洁度、尺寸稳定性和铸造一致性。.
浇注
浇注过程中,熔融不锈钢被注入预热的陶瓷壳体中。温度控制、金属洁净度和浇注系统设计都会影响最终铸件的质量。控制不当会导致浇注不足、缩孔或表面缺陷。.
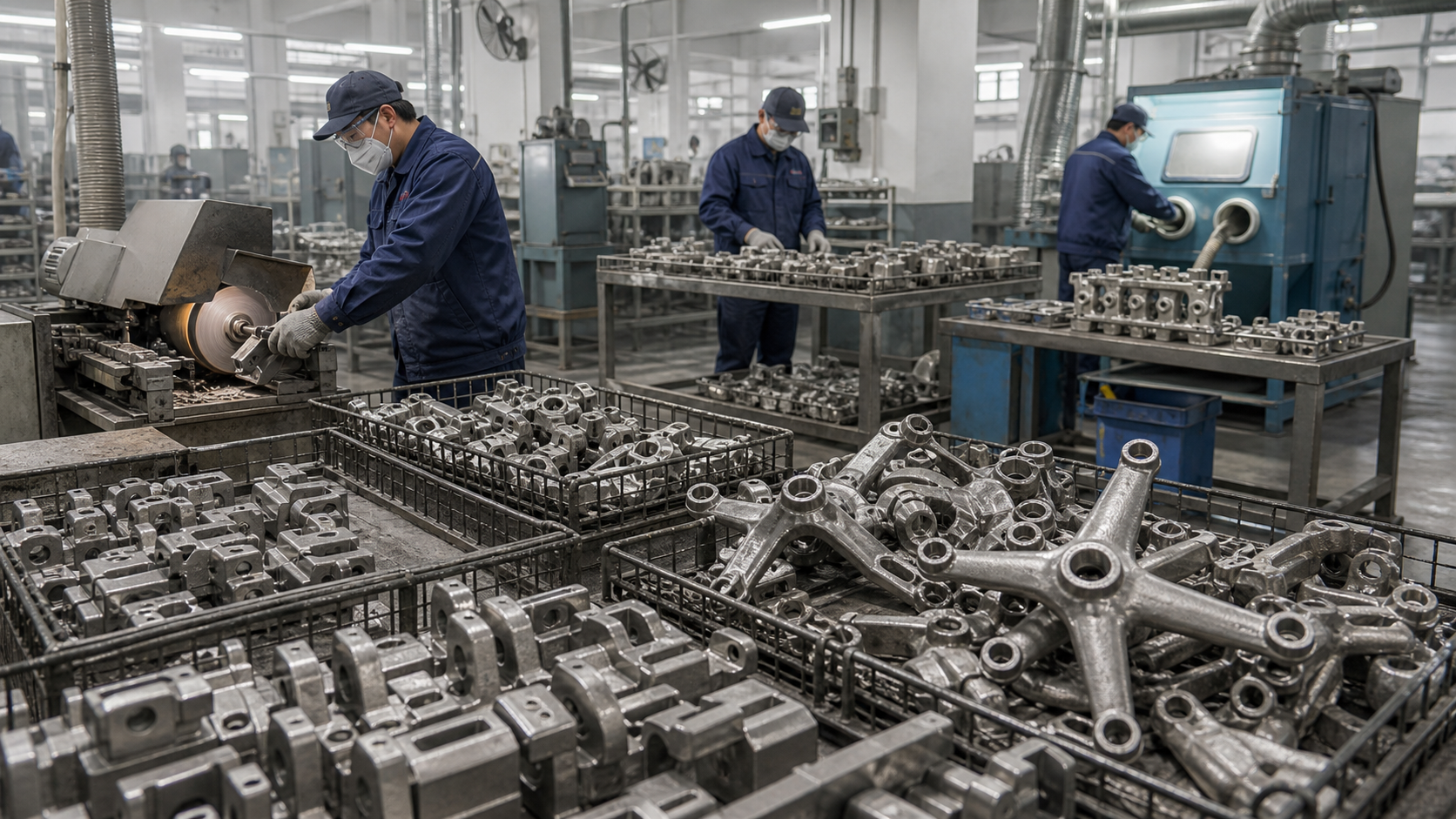
昏死

冷却后,去除陶瓷壳。将铸件从铸件树上切割下来,打磨浇口,并进行初步检查,以确定毛坯是否可以进行后续的机械加工和精加工。.
热处理
根据合金种类、机械性能要求和客户具体要求,可能需要进行热处理。并非所有建筑配件都需要热处理,但当强度、耐腐蚀性或材料状态至关重要时,则应考虑热处理。.
数控加工
CNC加工能够完成仅靠铸造公差无法实现的特征加工。典型的加工区域包括螺纹孔、沉头孔、销钉、轴承面、安装面和玻璃接触面。AODSON的 数控加工 这项功能支持从近净铸造到成品硬件的过渡。.
表面处理

表面处理可以去除铸造和加工痕迹,并达到指定的外观效果。根据项目的不同,建筑五金件可能需要缎面拉丝、镜面抛光、电解抛光、钝化或涂层预处理。.
材料选项
材料的选择应考虑安装环境。室内干燥环境、沿海阳台、泳池围栏和工业场所对不锈钢五金件的要求截然不同。.
| 材料 | 典型建筑用途 | 优势 | 买家须知 |
|---|---|---|---|
| 304不锈钢 | 室内栏杆、把手、装饰配件和通用五金件 | 良好的耐腐蚀性、广泛的可用性和成本效益 | 最适合干燥或温和的环境 |
| 316不锈钢 | 户外五金、潮湿建筑、沿海项目和高端外露配件 | 由于钼的存在,氯离子耐受性增强 | 推荐用于多种外部建筑应用 |
| 复式公寓 2205 | 高强度或耐严重腐蚀的管件 | 高强度和强耐腐蚀性 | 需要精细的铸造、加工和焊接控制 |
有关相关材料指南,请参见 304 与 316 不锈钢建筑五金件 和 316L 与 2205 不锈钢铸件.
与其他制造方法相比的优势
熔模铸造并非总是唯一的制造工艺。合适的工艺取决于几何形状、数量、公差、表面光洁度、强度和成本。然而,对于复杂的建筑不锈钢五金件而言,熔模铸造往往能提供最佳的平衡。.
| 方法 | 优势 | 局限性 | 最佳匹配 |
|---|---|---|---|
| 熔模铸造 | 复杂形状、良好的表面电位、接近净效率 | 需要工具和过程控制 | 玻璃夹、蜘蛛形接头、连接器、定制五金件 |
| 砂型铸造 | 降低大型简单零件的模具成本 | 表面粗糙度更高,细节不如熔模铸造。 | 对表面光洁度要求不高的大型工业零部件 |
| 锻造 | 优异的强度,适用于各种形状 | 设计自由度有限,且模具成本通常很高。 | 简单高强度型 |
| 制造 | 适用于焊接组件和小批量结构 | 焊接变形和可见焊缝可能会影响外观 | 由板材或管材制成的框架、支架和组件 |
| 实心棒材经数控加工 | 高精度,无需铸造模具 | 复杂形状的加工会造成材料浪费和加工时间过长。 | 简单的几何形状、原型或高精度特征 |
当设计包含复杂曲线或集成特征时,铸造加机加工通常比从实心坯料中去除大量不锈钢更高效。有关更广泛的工艺背景,请参阅 建筑五金件的制造过程.
表面处理选项
建筑五金件的表面处理既要考虑美观,也要考虑技术。外露的不锈钢部件必须外观一致,耐污染,并且避免表面粗糙,以免藏污纳垢或积聚湿气。.
| 结束 | 外貌 | 典型用途 | 控制点 |
|---|---|---|---|
| 缎面 | 定向刷纹 | 商用栏杆、扶手配件、玻璃夹具 | 一致的晶粒方向和粗糙度 |
| 镜面抛光 | 高反射表面 | 豪华内饰、门把手、高级外露配件 | 去除划痕和反射质量 |
| 电解抛光 | 明亮且微观上更光滑的表面 | 可清洗或易腐蚀部件 | 均匀化学性质和边缘控制 |
| 钝化 | 视觉变化不大 | 机加工、焊接或外露式不锈钢五金件 | 去除游离铁并彻底冲洗 |
| PVD制备 | 装饰涂层的基底表面 | 黑色、香槟色、青铜色或设计主导型项目 | 底漆抛光和涂层附着力 |
质量检验和材料可追溯性

精密铸造建筑五金件的质量控制应从生产前开始,贯穿整个生产过程,直至最终包装。材料证书、炉号、铸造参数、加工检验和表面处理检查等都应纳入质量可追溯性考量。.
检验可能包括化学成分分析、外观检查、尺寸检查、螺纹规测量、配合检查、表面光洁度检查、必要时的腐蚀相关验证以及包装检查。AODSON 的 质量控制 工作流程有助于OEM买家确认生产符合图纸、样品和项目规格。.
典型应用
现代建筑中随处可见精密铸造不锈钢建筑五金件。在需要兼顾美观、坚固和可重复生产的场合,它的价值尤为突出。.
| 应用 | 典型铸造五金件 | 重要要求 |
|---|---|---|
| 玻璃栏杆 | 玻璃夹、龙头、栏杆连接件 | 玻璃厚度兼容性、耐腐蚀性和抛光表面 |
| 幕墙系统 | 蜘蛛形接头、点支撑、定制连接器 | 精确的连接几何形状和材料可追溯性 |
| 楼梯 | 扶手支架、支撑件和底座配件 | 对齐度、表面耐久性和安装精度 |
| 酒店和商业室内设计 | 门把手、装饰支架、玻璃配件 | 优质的表面处理和批次一致性 |
| 阳台和户外区域 | 栏杆配件、夹具和锚固件 | 316 或双相不锈钢材质选择及保护性表面处理 |
| 定制OEM项目 | 项目专用连接器和无品牌硬件 | DFM审查、模具控制、重复性和出口包装 |
AODSON 如何生产 OEM 建筑五金
AODSON支持OEM建筑五金制造,可根据图纸、3D文件、样品或项目规格进行定制。流程始于工程审核:材料等级、几何形状、铸造可行性、加工基准、可见表面、抛光要求、检验计划和包装方式。.
对于铸造设计,AODSON 负责开发模具和工艺参数、制作蜡模、构建陶瓷壳体、浇注不锈钢、取出并清理铸件、加工关键特征、完成表面精加工以及检验成品部件。同一套制造流程还可以支持玻璃夹具、蜘蛛爪配件、扶手五金件、栏杆部件、门把手和定制连接件的生产。.
如需洽谈项目,请通过以下方式发送图纸、样品、目标材料、表面处理、年用量和应用环境: 索取报价 或者 联系 AODSON.
常见问题解答
为什么建筑五金件要采用熔模铸造工艺?
它可以制造出表面质量好、重复性高的复杂不锈钢形状,适用于玻璃夹、蜘蛛形配件、扶手配件和定制连接器。.
熔模铸造可以制造哪些建筑五金件?
典型产品包括玻璃夹、蜘蛛形配件、扶手支架、门把手、栏杆连接器、铰链体和定制不锈钢工程五金件。.
熔模铸造的精度是否足以满足成品五金件的要求?
精密铸造可提供接近最终形状的成品,而数控加工则用于加工关键孔、螺纹、安装面和高精度特征。.
哪些不锈钢牌号常用于精密铸造五金件?
304、316 和双相不锈钢 2205 都是常用的材质。最佳选择取决于腐蚀环境、强度要求、表面处理和项目预算。.
熔模铸造与砂型铸造相比有何区别?
与砂型铸造相比,熔模铸造能提供更好的细节、更光滑的表面和更精确的尺寸控制,尤其适用于较小的优质建筑五金件。.
熔模铸造是否能完全取代数控加工?
不。铸造可以减少材料浪费并形成主要形状,但对于精密孔、螺纹、平面和受控装配接口,仍然需要数控加工。.
熔模铸造的建筑五金件可以抛光成镜面吗?
是的。只要铸造质量和表面处理控制得当,不锈钢精密铸造五金件可以进行缎面抛光、镜面抛光、钝化处理或涂层处理。.
精密铸造五金件的质量检查有哪些重要内容?
重要检查包括材料证书、尺寸检验、表面缺陷检查、螺纹和配合检查、表面处理检验和包装验证。.
熔模铸造适用于OEM定制硬件吗?
是的。当需要可重复的几何形状、定制形状、优质表面处理和可扩展的生产时,它非常适合OEM硬件。.
熔模铸造报价需要哪些文件?
请提供图纸、3D文件(如有)、材料等级、表面处理要求、年产量、公差说明、应用环境和检验要求。.
结论
熔模铸造因其兼具设计自由度、不锈钢材料优异的性能、近净成形效率和卓越的表面处理效果,而被广泛应用于建筑五金领域。结合数控加工、精加工和严格的检验流程,熔模铸造成为生产可靠的玻璃夹具、蜘蛛爪配件、扶手配件、门把手、栏杆组件和定制连接件的实用途径。.
对于OEM买家和项目团队而言,尽早明确材料等级、安装环境、公差要求和表面处理预期是取得最佳效果的关键。AODSON通过精密铸造、机械加工和质量控制生产,帮助客户将这些要求转化为可追溯、符合出口标准的优质不锈钢建筑五金产品。.







