
Les ferrures architecturales doivent remplir bien plus qu'une simple fonction esthétique. Elles doivent maintenir le verre, relier les mains courantes, soutenir les balustrades, s'aligner avec la structure du bâtiment, résister à la corrosion et conserver un aspect haut de gamme même après des années d'utilisation. Le moulage à la cire perdue est largement utilisé dans ce domaine car il permet de produire des formes complexes en acier inoxydable avec une qualité constante et une utilisation optimale des matériaux.
Pour les architectes, les ingénieurs, les distributeurs, les chefs de projet et les acheteurs OEM, comprendre le processus permet d'expliquer pourquoi un raccord moulé bien conçu peut surpasser une alternative fabriquée ou entièrement usinée en termes de coût, d'apparence et de constance de production.
AODSON fabrique de la quincaillerie architecturale en acier inoxydable par le biais de moulage de précision, Usinage CNC, Ce guide explique le rôle du moulage à la cire perdue, ses avantages et comment le spécifier pour une production OEM fiable, notamment en matière de finition de surface, d'inspection et d'emballage pour l'exportation.
Qu'est-ce qu'un investissement ? Fonderie?

Le moulage à cire perdue, également appelé fonderie à cire perdue, est un procédé de fabrication de précision permettant de créer des pièces métalliques à partir de modèles en cire. Une réplique en cire de la pièce est réalisée, assemblée dans un arbre de coulée, recouverte d'une coquille en céramique, puis déparaffinée et remplie de métal en fusion. Après solidification, la coquille en céramique est retirée et la pièce moulée est découpée, nettoyée, contrôlée, usinée et finie.
Cette méthode est particulièrement utile pour les pièces présentant des courbes, des bossages, des transitions douces, des caractéristiques internes, des formes décoratives ou des formes complexes qui, usinées entièrement à partir d'une barre pleine, engendreraient un gaspillage de matière. Dans le domaine de la quincaillerie architecturale, le moulage à cire perdue s'avère ainsi une solution pratique pour la fabrication de pinces à verre en acier inoxydable, de fixations araignées, de supports de main courante, de poignées de porte et de connecteurs sur mesure.
Contrairement aux procédés de fonderie brute, la fonderie à cire perdue est conçue pour la production de pièces quasi-finies. Elle ne remplace pas l'usinage intégral, mais elle réduit le temps d'usinage en formant la majeure partie de la géométrie au plus près de la forme finale.
Pourquoi le moulage à la cire perdue est idéal pour la quincaillerie architecturale
La quincaillerie architecturale allie souvent exigences structurelles et esthétiques. Un élément de quincaillerie peut nécessiter une capacité de charge, une résistance à la corrosion, une finition polie, des perçages précis et une forme conforme aux intentions de l'architecte. Le moulage à cire perdue répond mieux à ces exigences que de nombreux autres procédés de fabrication.
Pour les fabricants d'équipement d'origine (OEM), les principaux avantages sont la reproductibilité, la liberté de conception, l'optimisation des matériaux et la production à grande échelle. Une fois les paramètres d'outillage et de processus maîtrisés, il est possible de produire des lots de manière constante, puis de les usiner et de les finir selon les normes requises.
| Avantage | Pourquoi c'est important pour la quincaillerie architecturale | Résultat typique |
|---|---|---|
| Géométrie complexe | Permet des formes courbes, des bossages intégrés, des contours décoratifs et des chemins de charge compacts | Conception plus épurée avec moins de pièces soudées ou assemblées |
| Forme quasi-nette | Forme la majeure partie de la pièce avant usinage | Moins de déchets de matière que l'usinage CNC à partir d'une barre pleine |
| Bon potentiel de surface | Fournit une base appropriée pour une finition satinée ou miroir lorsque la qualité de la coulée est contrôlée. | Aspect matériel visible haut de gamme |
| Répétabilité | L'outillage et le contrôle des processus soutiennent la production par lots | Ajustement et apparence uniformes pour toutes les commandes de projets |
| flexibilité des matériaux | Compatible avec les nuances d'acier inoxydable courantes utilisées en architecture | Le matériau peut être adapté aux environnements intérieurs, extérieurs ou côtiers. |
Quincaillerie architecturale typique produite par moulage de précision

Pinces à verre
Les pinces à verre nécessitent souvent un corps compact, des arêtes nettes, des joints d'étanchéité et des vis de fixation. Le moulage à cire perdue permet de fabriquer le corps efficacement, tandis que l'usinage CNC contrôle les filetages, les logements de vis et les surfaces de serrage. Pour plus de détails, voir Pinces à verre en acier inoxydable : types, matériaux et applications.
Raccords araignée
Les fixations en forme d'araignée utilisées dans les façades vitrées nécessitent des bras lisses, des points de connexion précis et un matériau robuste. Le moulage permet d'obtenir la forme complexe du corps, et l'usinage contrôle les interfaces de fixation finales.
Accessoires de main courante
Les supports, coudes, raccords et fixations de base des mains courantes présentent souvent des transitions courbes difficiles à usiner proprement. Le moulage à cire perdue réduit le recours au soudage et contribue à une apparence plus harmonieuse.
Poignées de porte
Le moulage est particulièrement avantageux pour les poignées de porte dont le design inclut des formes sculptées, des courbes ergonomiques ou une géométrie personnalisée sans logo. La qualité de la finition est primordiale, car les poignées sont très visibles et fréquemment manipulées.
Composants de balustrade
Les connecteurs, bases et supports de balustrades nécessitent une précision d'alignement et des surfaces esthétiques. Le moulage assure la forme principale, tandis que l'usinage et le polissage parachèvent les surfaces fonctionnelles et visibles.
Connecteurs personnalisés
Les connecteurs spécifiques à un projet sont parfaitement adaptés au moulage à la cire perdue lorsque la conception ne peut être réalisée efficacement à partir de profils standard ou par une fabrication simple.
| Product | Pourquoi le casting est utile | Opérations secondaires courantes |
|---|---|---|
| pinces à verre | Corps compact aux surfaces arrondies ou profilées | Filetage CNC, faces de joints, polissage |
| raccords araignée | Bras complexes et géométrie de moyeu intégrée | Perçage CNC, finition de surface, contrôles d'assemblage |
| Accessoires de main courante | Transitions courbes et supports intégrés | Usinage, soudage si nécessaire, finition satinée |
| poignées de porte | formes décoratives et ergonomiques | Meulage, polissage miroir, passivation |
| connecteurs de balustrade | Force et forme compacte | Trous de fixation, contrôle du filetage, inspection de la finition |
| Connecteurs personnalisés | Liberté de conception pour une géométrie spécifique au projet | Usinage de montage, rapports d'inspection, emballage pour l'exportation |
Processus de fabrication
Un programme de fonderie à cire perdue fiable repose sur la maîtrise de chaque étape. Le processus ne se limite pas à la coulée du métal ; il s’agit d’une séquence comprenant l’étude de la conception, l’outillage, la fabrication du modèle, la construction de la coquille, la coulée, le nettoyage, l’usinage, la finition et le contrôle.
| Étape | But | Point de contrôle clé |
|---|---|---|
| Modèle en cire | Créez une réplique précise de la pièce. | Dimensions du patron, marge de retrait et qualité de surface |
| Bâtiment à coque en céramique | Fabriquer un moule résistant à la chaleur autour des modèles en cire | épaisseur de la coque, temps de séchage et consistance du revêtement |
| Verser | Remplir la coque en céramique d'acier inoxydable fondu | Chimie des métaux, stabilité à la température et à la coulée |
| Assommer | Retirer la coquille et séparer les pièces moulées | Évitez les dommages, vérifiez les défauts de surface et retirez correctement les portails. |
| Traitement thermique | Améliorer les propriétés des matériaux lorsque cela est nécessaire | Cycle correct pour la note et les spécifications du projet |
| Usinage CNC | Fonctionnalités critiques finales | Stratégie de référence, position des trous, filetages et faces d'accouplement |
| finition de surface | Créer l'aspect final et l'état de surface | Sens du grain, contrôle des rayures et passivation si nécessaire |
Modèle en cire
Le modèle en cire détermine la géométrie de la pièce moulée. L'outillage doit tenir compte du retrait, des surépaisseurs d'usinage, de la position du point d'injection et des exigences de surface visible. Les problèmes rencontrés à ce stade peuvent se reproduire pour l'ensemble du lot.
Bâtiment à coque en céramique

La fabrication de moules en céramique utilise des trempages et des enduits successifs pour créer un moule suffisamment résistant pour l'acier inoxydable en fusion. La qualité du moule influe sur l'état de surface, la stabilité dimensionnelle et la régularité de la coulée.
Verser
Lors de la coulée, l'acier inoxydable en fusion est introduit dans la coquille en céramique préchauffée. La maîtrise de la température, la propreté du métal et la conception du système d'alimentation influent sur la qualité finale de la pièce. Un contrôle insuffisant peut entraîner des coulures, des retassures ou des défauts de surface.
Assommer

Après refroidissement, la coquille en céramique est retirée. Les pièces moulées sont détachées de la grappe, les canaux d'alimentation sont rectifiés et un contrôle initial vérifie si l'ébauche est prête pour l'usinage et la finition.
Traitement thermique
Le traitement thermique peut être envisagé en fonction de l'alliage, des exigences mécaniques et des spécifications du client. Il n'est pas nécessaire pour tous les éléments architecturaux, mais il doit être considéré lorsque la résistance, la résistance à la corrosion ou l'état du matériau sont des critères essentiels.
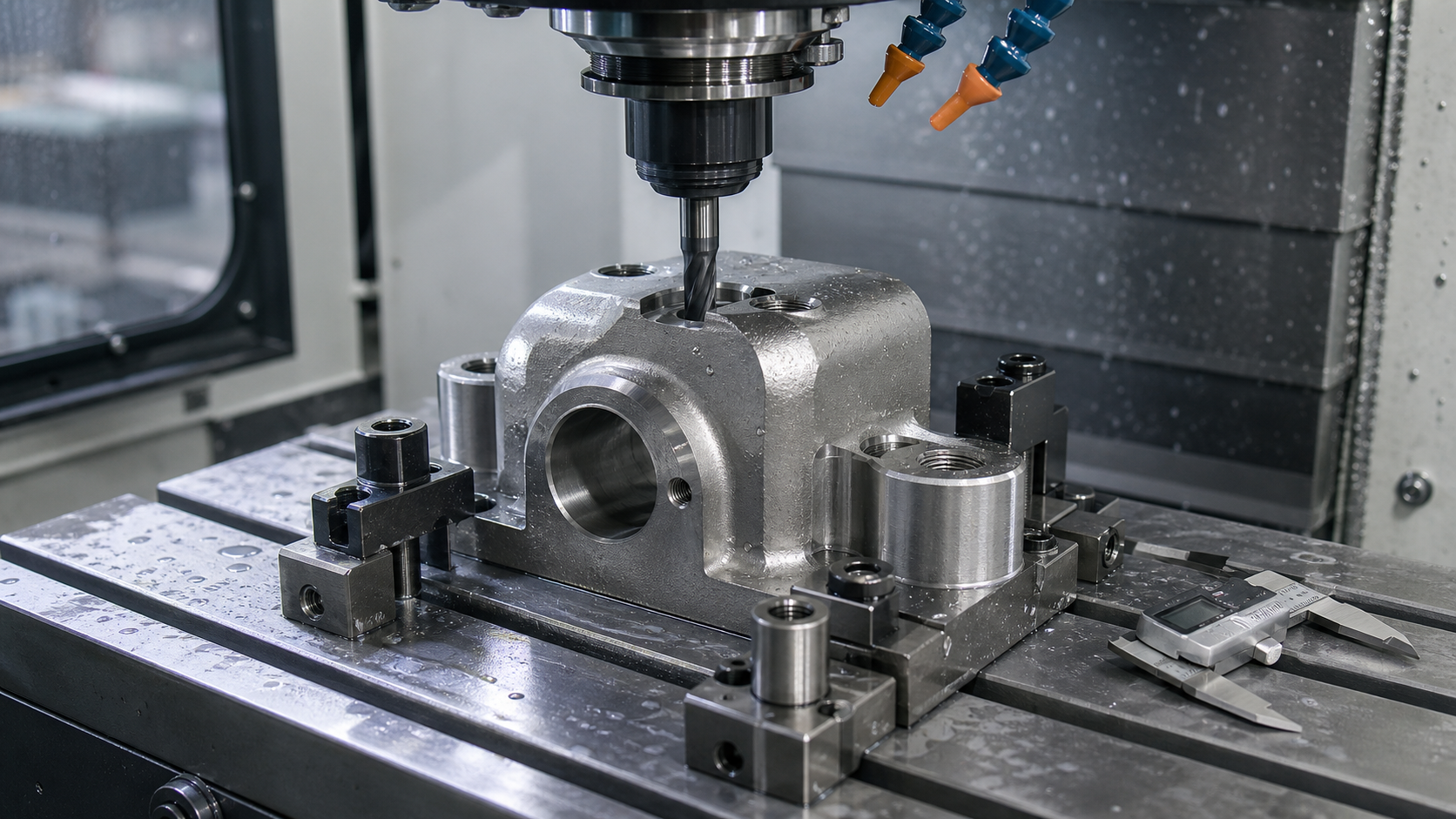
Usinage CNC
L'usinage CNC permet de réaliser des caractéristiques qui ne peuvent être obtenues uniquement par tolérance de fonderie. Les zones usinées typiques comprennent les trous taraudés, les fraisages, les goupilles, les surfaces d'appui, les faces de montage et les interfaces de contact avec le verre. Usinage CNC Cette capacité permet de passer de la production quasi-net au matériel fini.
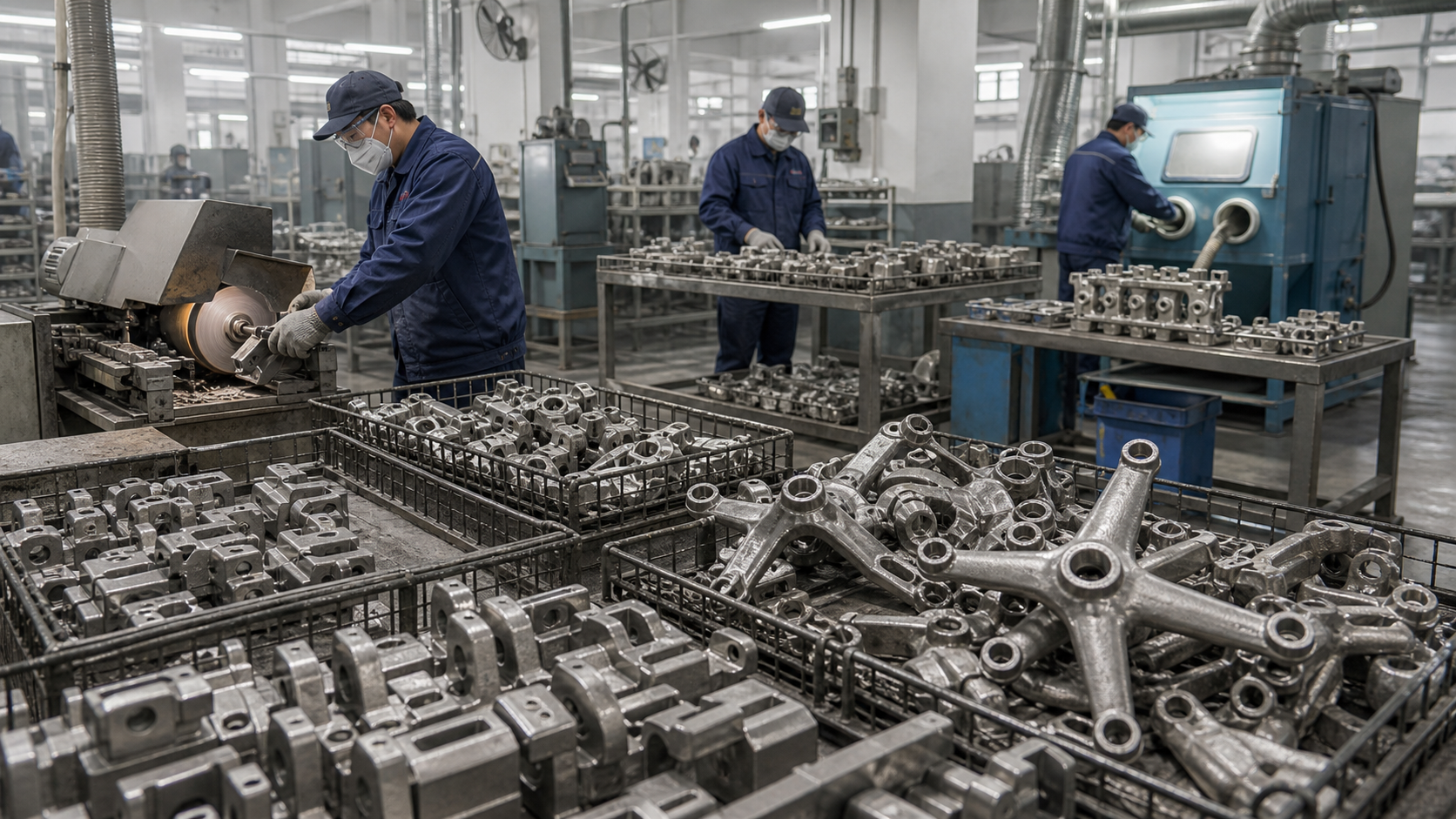
Finition de surface

La finition de surface élimine les marques de fonderie et d'usinage tout en obtenant l'aspect souhaité. Selon le projet, la quincaillerie architecturale peut nécessiter un brossage satiné, un polissage miroir, un électropolissage, une passivation ou une préparation de revêtement.
Options de matériaux
Le choix des matériaux doit tenir compte de l'environnement d'installation. Les espaces intérieurs secs, les balcons côtiers, les clôtures de piscine et les sites industriels imposent des exigences très différentes en matière de quincaillerie en acier inoxydable.
| Matériel | Utilisation architecturale typique | Avantages | Notes de l'acheteur |
|---|---|---|---|
| acier inoxydable 304 | Rambardes d'intérieur, poignées, accessoires décoratifs et quincaillerie générale | Bonne résistance à la corrosion, large disponibilité et rapport coût-efficacité | Idéal pour les environnements secs ou tempérés. |
| acier inoxydable 316 | Quincaillerie extérieure, bâtiments humides, projets côtiers et accessoires apparents haut de gamme | Meilleure résistance aux chlorures grâce au molybdène | Recommandé pour de nombreuses applications architecturales extérieures |
| Duplex 2205 | Raccords haute résistance ou résistants à la corrosion sévère | Haute résistance et forte résistance à la corrosion | Nécessite un contrôle rigoureux du moulage, de l'usinage et du soudage |
Pour plus d'informations sur les matériaux connexes, consultez Quincaillerie architecturale en acier inoxydable 304 ou 316 et Pièces moulées en acier inoxydable 316L vs 2205.
Avantages par rapport aux autres méthodes de fabrication
Le moulage à cire perdue n'est pas toujours la seule option de fabrication. Le procédé approprié dépend de la géométrie, du volume, des tolérances, de la finition, de la résistance et du coût. Cependant, pour les éléments de quincaillerie architecturale complexes en acier inoxydable, le moulage à cire perdue offre souvent le meilleur compromis.
| Méthode | Points forts | Limites | Meilleure adaptation |
|---|---|---|---|
| moulage de précision | Formes complexes, bon potentiel de surface, rendement quasi net | Nécessite un outillage et un contrôle des processus | Pinces à verre, fixations en forme d'araignée, connecteurs, quincaillerie sur mesure |
| moulage au sable | Réduction des coûts d'outillage pour les grandes pièces simples | Surface plus rugueuse et détails moins précis que le moulage à la cire perdue | Composants industriels de grande taille où la finition est moins critique |
| Forgeage | Excellente résistance pour les formes appropriées | Liberté de conception limitée et coûts d'outillage souvent élevés | Formes simples à haute résistance |
| Fabrication | Adapté aux assemblages soudés et aux structures de faible volume | Les déformations des soudures et les joints visibles peuvent affecter l'aspect. | Cadres, supports et assemblages en tôle ou en tube |
| Usinage CNC à partir d'une barre pleine | Haute précision et absence d'outillage de fonderie | gaspillage de matériaux et longs temps d'usinage pour les formes complexes | Géométrie simple, prototypes ou caractéristiques à tolérances serrées |
Lorsque les conceptions comportent des courbes complexes ou des éléments intégrés, le moulage suivi d'un usinage est souvent plus efficace que l'enlèvement de grandes quantités d'acier inoxydable à partir d'une barre pleine. Pour un contexte de processus plus large, voir Comment sont fabriqués les éléments de quincaillerie architecturale.
Options de finition de surface
La finition des ferrures architecturales est à la fois esthétique et technique. Les pièces en acier inoxydable visibles doivent présenter un aspect uniforme, résister à la contamination et éviter les aspérités susceptibles de retenir la saleté ou l'humidité.
| Finition | Apparence | Utilisation typique | Point de contrôle |
|---|---|---|---|
| finition satinée | Grain brossé directionnel | Garde-corps commerciaux, accessoires de mains courantes, pinces à verre | Direction du grain et rugosité uniformes |
| Polissage miroir | Surface hautement réfléchissante | Intérieurs luxueux, poignées de porte, finitions apparentes haut de gamme | qualité de l'élimination des rayures et de la réflexion |
| électropolissage | surface brillante et microscopiquement plus lisse | Pièces nettoyables ou sensibles à la corrosion | Chimie uniforme et contrôle des bords |
| Passivation | Peu de changements visuels | Quincaillerie en acier inoxydable usinée, soudée ou apparente | Élimination du fer libre et rinçage approprié |
| Préparation PVD | Surface de base pour revêtement décoratif | Projets noirs, champagne, bronze ou axés sur le design | Adhérence du polissage de base et du revêtement |
Contrôle qualité et traçabilité des matériaux

Le contrôle qualité des éléments de quincaillerie architecturale moulés à la cire perdue doit débuter avant la production et se poursuivre jusqu'à l'emballage final. Les certificats de matériaux, les numéros de coulée, les paramètres de moulage, les contrôles d'usinage et de finition garantissent la traçabilité.
L'inspection peut comprendre l'analyse de la composition chimique, l'inspection visuelle, les contrôles dimensionnels, les jauges de filetage, les contrôles d'ajustement, l'examen de l'état de surface, la vérification de la corrosion le cas échéant et l'inspection de l'emballage. contrôle de qualité Le flux de travail aide les acheteurs OEM à confirmer que la production correspond aux dessins, aux échantillons et aux spécifications du projet.
Applications typiques
On retrouve des éléments de quincaillerie architecturale en acier inoxydable moulé à la cire perdue dans de nombreux bâtiments modernes. Leur intérêt est maximal lorsqu'il faut allier esthétique, robustesse et production reproductible.
| Application | Quincaillerie moulée typique | Exigence importante |
|---|---|---|
| Garde-corps en verre | Pinces à verre, robinets, connecteurs de balustrade | Compatibilité avec l'épaisseur du verre, résistance à la corrosion et finition polie |
| Systèmes de façade | Raccords en araignée, supports ponctuels, connecteurs sur mesure | Géométrie de connexion précise et traçabilité des matériaux |
| Escaliers | Supports, fixations et supports de main courante | précision d'alignement, de durabilité de la surface et d'installation |
| Hôtels et intérieurs commerciaux | Poignées de porte, supports décoratifs, ferrures pour vitres | Finition de qualité supérieure et homogénéité des lots |
| Balcons et espaces extérieurs | Accessoires, colliers et ancrages pour garde-corps | Choix du matériau (acier inoxydable 316 ou duplex) et finition protectrice |
| Projets OEM personnalisés | Connecteurs spécifiques au projet et matériel sans marque | Revue DFM, contrôle de l'outillage, répétabilité et emballage pour l'exportation |
Comment AODSON fabrique de la quincaillerie architecturale OEM
AODSON accompagne la fabrication de quincaillerie architecturale pour les équipementiers à partir de plans, de fichiers 3D, d'échantillons ou de spécifications techniques. Le processus débute par une analyse technique : qualité du matériau, géométrie, faisabilité du moulage, données d'usinage, surfaces visibles, exigences de polissage, plan d'inspection et méthode d'emballage.
Pour les pièces moulées, AODSON conçoit l'outillage et définit les paramètres de processus, réalise les modèles en cire, fabrique les coques en céramique, coule l'acier inoxydable, démoule et nettoie les pièces, usine les éléments critiques, effectue la finition de surface et contrôle les composants finis. Cette même chaîne de production permet de réaliser des pinces à verre, des fixations araignées, des accessoires de garde-corps, des éléments de balustrade, des poignées de porte et des connecteurs sur mesure.
Pour discuter d'un projet, envoyez les dessins, les échantillons, le matériau cible, la finition, la quantité annuelle et l'environnement d'application via Demander un devis ou Contactez AODSON.
Foire aux questions
Pourquoi utilise-t-on le moulage à la cire perdue pour la quincaillerie architecturale ?
Elle permet de créer des formes complexes en acier inoxydable avec une bonne qualité de surface et une grande répétabilité, ce qui la rend idéale pour les pinces à verre, les fixations en araignée, les fixations de mains courantes et les connecteurs sur mesure.
Quels éléments de quincaillerie architecturale peuvent être fabriqués par moulage à la cire perdue ?
Les produits typiques comprennent des pinces à verre, des fixations araignées, des supports de main courante, des poignées de porte, des connecteurs de balustrade, des corps de charnières et de la quincaillerie sur mesure en acier inoxydable.
La fonderie de précision est-elle suffisamment précise pour la fabrication de quincaillerie finie ?
Le moulage à la cire perdue permet d'obtenir des formes quasi-définitives, tandis que l'usinage CNC est utilisé pour les trous critiques, les filetages, les faces de montage et les éléments à tolérances serrées.
Quelles nuances d'acier inoxydable sont couramment utilisées pour les pièces moulées à la cire perdue ?
Les aciers 304, 316 et duplex 2205 sont courants. Le choix optimal dépend de l'exposition à la corrosion, des exigences de résistance, de la finition et du budget du projet.
Comment le moulage à la cire perdue se compare-t-il au moulage au sable ?
Le moulage à la cire perdue offre une meilleure précision des détails, des surfaces plus lisses et une capacité dimensionnelle plus rigoureuse que le moulage au sable, notamment pour les petites pièces de quincaillerie architecturale haut de gamme.
Le moulage à cire perdue élimine-t-il l'usinage CNC ?
Non. Le moulage réduit le gaspillage de matériaux et crée la forme principale, mais l'usinage CNC reste nécessaire pour les trous de précision, les filetages, les faces planes et les interfaces d'assemblage contrôlées.
Peut-on polir miroir des éléments de quincaillerie architecturale moulée à la cire perdue ?
Oui. Avec une qualité de coulée et un contrôle de finition appropriés, les pièces en acier inoxydable moulées à la cire perdue peuvent être satinées, polies miroir, passivées ou préparées pour le revêtement.
Quels sont les contrôles de qualité importants pour les pièces moulées à la cire perdue ?
Les contrôles importants comprennent les certificats de matériaux, l'inspection dimensionnelle, l'examen des défauts de surface, les contrôles de filetage et d'ajustement, l'inspection de la finition et la vérification de l'emballage.
La fonderie à cire perdue est-elle adaptée à la fabrication de matériel sur mesure pour les équipementiers ?
Oui. Il est parfaitement adapté aux équipements OEM lorsqu'une géométrie répétable, des formes personnalisées, une finition haut de gamme et une production à grande échelle sont requises.
Quels sont les fichiers nécessaires pour un devis de fonderie de précision ?
Fournir des dessins, des fichiers 3D si disponibles, la nuance du matériau, les exigences de finition, le volume annuel, les notes de tolérance, l'environnement d'application et les exigences d'inspection.
Conclusion
Le moulage à cire perdue est largement utilisé pour la quincaillerie architecturale car il allie liberté de conception, performance de l'acier inoxydable, efficacité de production de pièces quasi-finies et potentiel de finition de surface haut de gamme. Associé à l'usinage CNC, à la finition et à un contrôle rigoureux, il constitue une solution pratique pour la fabrication de pinces à verre, de fixations araignées, de raccords de main courante, de poignées de porte, d'éléments de balustrade et de connecteurs sur mesure fiables.
Pour les fabricants d'équipement d'origine (OEM) et les équipes de projet, il est essentiel de définir au plus tôt la nuance d'acier inoxydable, l'environnement d'installation, les tolérances requises et les exigences de finition. AODSON accompagne ses clients dans la transformation de ces exigences en quincaillerie architecturale en acier inoxydable, traçable et prête à l'exportation, grâce à une fonderie de précision, un usinage rigoureux et une production sous contrôle qualité strict.
Vous avez besoin de quincaillerie architecturale en acier inoxydable moulé à la cire perdue ? Envoyez vos dessins, échantillons ou exigences de projet via Demander un devis ou Contact.







