
建築五金件的功能遠不止於外觀簡潔。它必須能夠固定玻璃、連接扶手、支撐欄桿、與建築結構協調一致、耐腐蝕,並在多年使用後仍保持優良的外觀。精密鑄造製程因其能夠生產出品質穩定、材料利用率高的複雜不銹鋼形狀,而被廣泛應用於此類產品。.
對於建築師、工程師、分銷商、專案經理和 OEM 買家來說,了解這個過程有助於解釋為什麼精心設計的鑄造配件在成本、外觀和生產一致性方面可以優於製造或完全機械加工的替代品。.
AODSON 透過以下方式生產不鏽鋼建築五金件 精密熔模鑄造, CNC加工, 表面處理、檢驗和出口包裝。本指南解釋了熔模鑄造的適用範圍、優勢以及如何將其應用於可靠的OEM生產。.
什麼是投資 鑄件?

熔模鑄造,也稱為失蠟鑄造,是一種精密製造工藝,用於根據蠟模鑄造金屬零件。首先製作零件的蠟模,將其組裝到鑄造樹中,塗上陶瓷殼,脫蠟後注入熔融金屬。待金屬凝固後,去除陶瓷殼,然後對鑄件進行切割、清理、檢驗、機械加工和最終精加工。.
當零件具有曲線、凸台、過渡區域、內部特徵、裝飾性形狀或特殊形狀時,這種方法尤其有用,因為如果完全用實心棒材加工,會造成材料浪費。對於建築五金件而言,這使得熔模鑄造成製造不銹鋼玻璃夾、蜘蛛爪配件、扶手支架、門把手和定制連接件的實用方法。.
與粗鑄製程不同,熔模鑄造專為近淨成形生產而設計。它並不能完全取代機械加工,但透過使大部分幾何形狀接近最終形狀,可以減少機械加工時間。.
為什麼熔模鑄造是建築五金的理想選擇
建築五金件通常兼具結構和視覺兩方面的要求。好的五金件可能需要具備承重能力、耐腐蝕性、拋光錶面、精確的孔徑以及符合建築師設計意圖的形狀。相較於其他許多製造工藝,熔模鑄造更能滿足這些需求。.
對於OEM買家而言,其主要優勢在於可重複性、設計自由度、材料利用率和可擴展的生產能力。一旦模具和製程參數得到控制,即可實現批量生產的一致性,然後進行機械加工和精加工,以達到所需的標準。.
| 益處 | 為什麼這對建築硬體很重要 | 典型結果 |
|---|---|---|
| 複幾何 | 允許曲面形狀、整合凸台、裝飾性輪廓和緊湊的載荷路徑 | 設計更簡潔,焊接或組裝零件更少。 |
| 近淨形狀 | 加工前形成大部分零件 | 與CNC加工實心棒材相比,材料浪費更少 |
| 良好的表面電位 | 當鑄造品質得到控制時,可為緞面或鏡面拋光提供合適的基底。 | 高端可見硬體外觀 |
| 重複性 | 工裝和製程控制支援批量生產 | 項目訂單的合身度和外觀保持一致 |
| 材料柔韌性 | 支援建築中常用的不銹鋼等級 | 材料可與室內、室外或沿海環境相匹配 |
採用熔模鑄造製程生產的典型建築五金件

玻璃夾
玻璃夾具通常需要結構緊湊、邊緣光滑、密封性好且螺紋連接牢固。熔模鑄造可以有效率地製造夾具主體,而數控加工則負責控制螺紋、螺紋座和夾具表面。更多詳情,請參見 不銹鋼玻璃夾:類型、材質與應用.
蜘蛛形接頭
用於玻璃帷幕牆的蜘蛛爪式連接件需要光滑的臂桿、精確的連接點和堅固的材料。鑄造過程形成複雜的本體形狀,而機械加工則控制最終的連接介面。.
扶手配件
扶手支架、彎頭、支撐件和底座配件通常都有難以精細加工的弧形過渡部分。精密鑄造可以減少焊接,並有助於創造更渾然一體的外觀。.
門把手
門把手採用鑄造工藝製作,尤其適用於設計中包含雕塑造型、符合人體工學的曲線或無品牌標誌的客製化幾何形狀的情況。由於門把手位置顯眼且經常被觸摸,因此表面處理品質至關重要。.
欄桿組件
欄桿連接件、底座和支撐件需要精準的對齊和美觀的表面。鑄造工藝提供主要形狀,而機械加工和拋光則可完善功能性和可見性表面。.
自訂連接器
當設計無法透過標準型材或簡單的加工方式高效實現時,專案專用連接器非常適合採用熔模鑄造製程。.
| Product | 為什麼選角有幫助 | 常見二次操作 |
|---|---|---|
| 玻璃夾 | 緊湊的機身,表面呈圓形或異形。 | CNC螺紋、墊片端面、拋光 |
| 蜘蛛形接頭 | 複雜的機械手臂和整合式輪轂幾何結構 | 數控孔加工、表面處理、組裝檢查 |
| 扶手配件 | 弧形過渡和整合支撐 | 機械加工,必要時進行焊接,緞面拋光 |
| 門把手 | 裝飾性和人體工學形狀 | 研磨、鏡面拋光、鈍化 |
| 欄桿連接件 | 堅固而緊湊 | 安裝孔、螺紋檢查、表面處理檢驗 |
| 客製化連接器 | 專案特定幾何形狀的設計自由度 | 夾具加工、檢驗報告、出口包裝 |
製造過程
可靠的熔模鑄造製程依賴於對每個步驟的嚴格控制。該工藝不僅僅是澆鑄金屬,而是一系列完整的流程,包括設計評審、模具製作、模型製作、殼體成型、鑄造、清洗、機械加工、精加工和檢驗。.
| 步 | 目的 | 關鍵控制點 |
|---|---|---|
| 蠟模 | 製作該部件的精確複製品 | 圖案尺寸、縮水率和表面質量 |
| 陶瓷殼建築 | 圍繞蠟模製作耐熱模具 | 殼厚度、乾燥時間和塗層稠度 |
| 澆注 | 將熔融不銹鋼注入陶瓷殼中 | 金屬化學性質、溫度和澆注穩定性 |
| 昏死 | 去除外殼並分離鑄件 | 避免損壞,檢查表面缺陷並正確拆除閘門。 |
| 熱處理 | 必要時可改善材料性能 | 符合等級和項目規範的正確週期 |
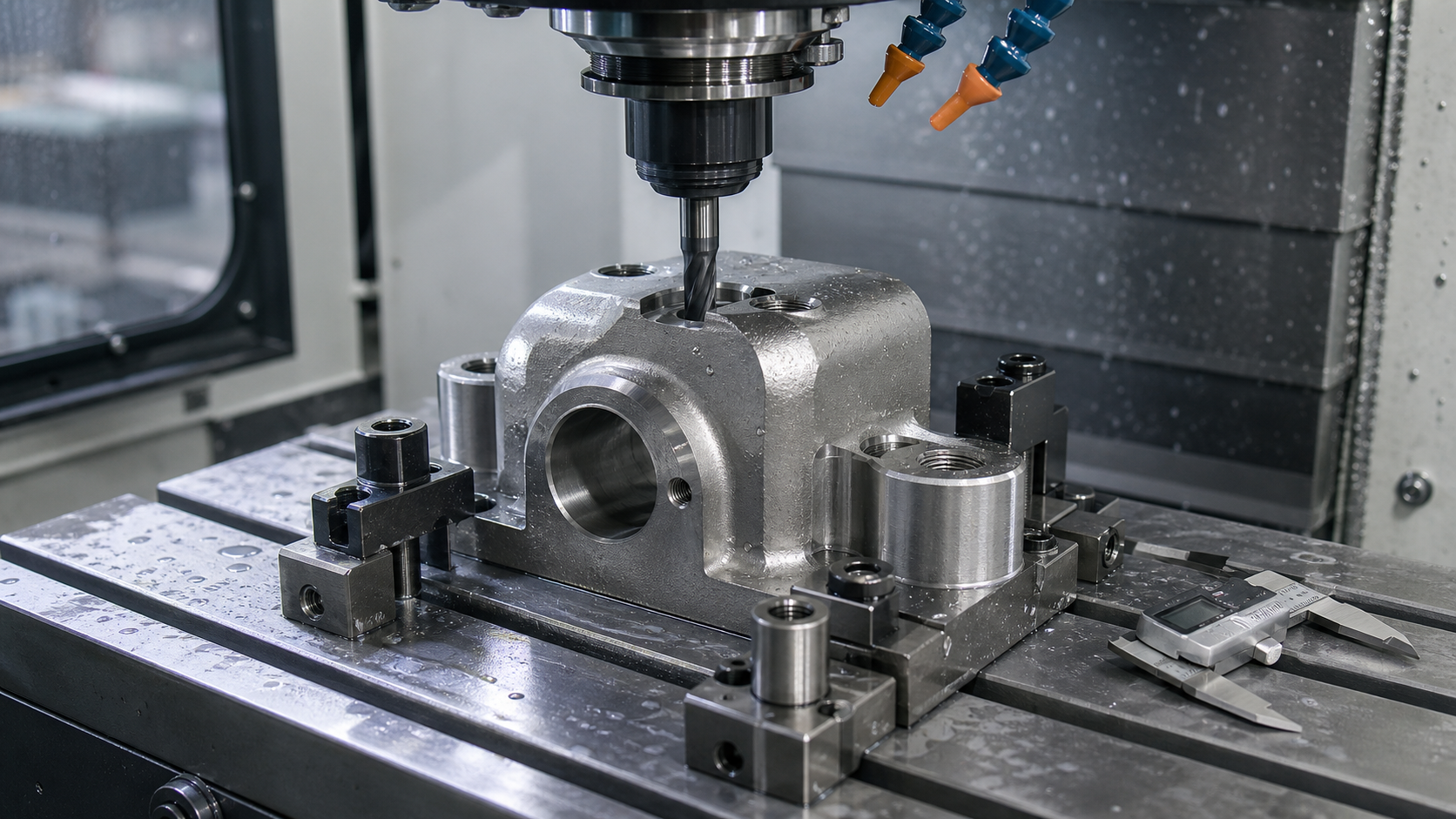
| CNC加工 | 完成關鍵功能 | 基準策略、孔位置、螺紋和配合面 |
| 表面處理 | 打造最終外觀和表面狀態 | 紋理方向、刮痕控制和鈍化(如有需要) |
蠟模
蠟模控制著鑄件的幾何形狀。模具設計必須考慮收縮率、加工餘裕、澆口位置和可見表面要求。此階段出現的問題可能會在整個批次中重複出現。.
陶瓷殼建築

陶瓷殼體結構採用反覆浸漬和抹灰工藝,製成足以承受熔融不銹鋼的模具。殼體品質會影響表面光潔度、尺寸穩定性和鑄造一致性。.
澆注
澆注過程中,熔融不銹鋼被注入預熱的陶瓷殼體中。溫度控制、金屬潔淨度和澆注系統設計都會影響最終鑄件的品質。控制不當會導致澆注不足、縮孔或表面缺陷。.
昏死

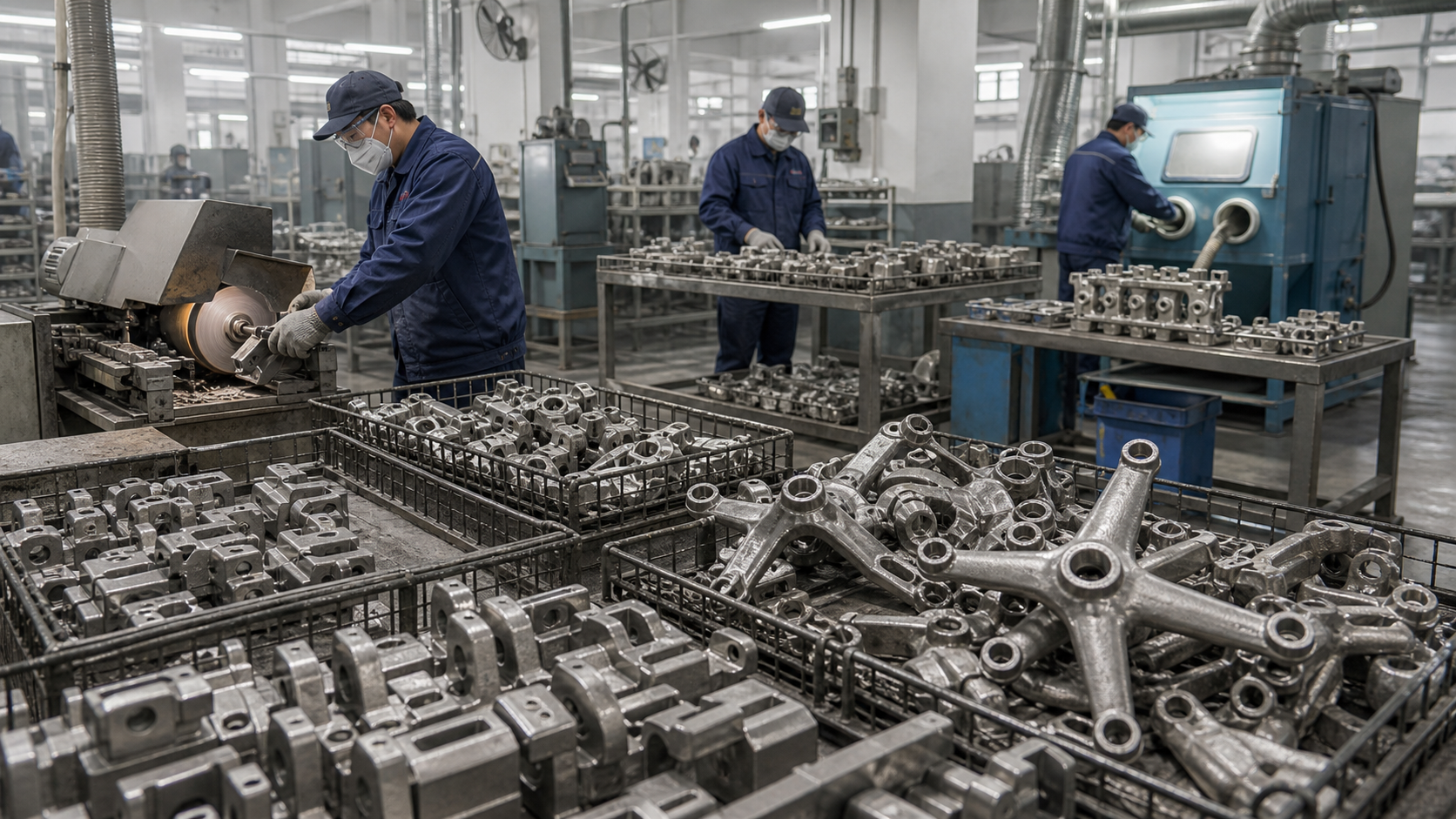
冷卻後,去除陶瓷殼。將鑄件從鑄件樹上切割下來,打磨澆口,並進行初步檢查,以確定毛坯是否可以進行後續的機械加工和精加工。.
熱處理
根據合金種類、機械性能要求和客戶特定要求,可能需要進行熱處理。並非所有建築配件都需要熱處理,但當強度、耐腐蝕性或材料狀態至關重要時,則應考慮熱處理。.
CNC加工
CNC加工能夠完成僅靠鑄造公差無法實現的特徵加工。典型的加工區域包括螺紋孔、沉頭孔、銷釘、軸承面、安裝面和玻璃接觸面。 AODSON的 CNC加工 這項功能支援從近淨鑄造到成品硬體的過渡。.
表面處理

表面處理可以去除鑄造和加工痕跡,並達到指定的外觀效果。根據專案的不同,建築五金件可能需要緞面拉絲、鏡面拋光、電解拋光、鈍化或塗層預處理。.
材質選項
材料的選擇應考慮安裝環境。室內乾燥環境、沿海陽台、泳池圍欄和工業場所對不銹鋼五金件的要求截然不同。.
| 材料 | 典型建築用途 | 優勢 | 買家須知 |
|---|---|---|---|
| 304不鏽鋼 | 室內欄桿、把手、裝飾配件和通用五金件 | 良好的耐腐蝕性、廣泛的可用性和成本效益 | 最適合乾燥或溫和的環境 |
| 316不銹鋼 | 戶外五金、潮濕建築、沿海項目和高端外露配件 | 由於鉬的存在,氯離子耐受性增強 | 推薦用於多種外部建築應用 |
| 複式公寓 2205 | 高強度或耐嚴重腐蝕的管件 | 高強度和強耐腐蝕性 | 需要精細的鑄造、加工和焊接控制 |
有關相關材料指南,請參見 304 與 316 不鏽鋼建築五金件 和 316L 與 2205 不鏽鋼鑄件.
與其他製造方法相比的優勢
熔模鑄造並非總是唯一的製造流程。合適的工藝取決於幾何形狀、數量、公差、表面光潔度、強度和成本。然而,對於複雜的建築不銹鋼五金件而言,熔模鑄造往往能提供最佳的平衡。.
| 方法 | 優勢 | 限制 | 最佳匹配 |
|---|---|---|---|
| 熔模鑄造 | 複雜形狀、良好的表面電位、接近淨效率 | 需要工具和過程控制 | 玻璃夾、蜘蛛形接頭、連接器、訂製五金件 |
| 砂型鑄造 | 降低大型簡單零件的模具成本 | 表面粗糙度更高,細節不如熔模鑄造。 | 對錶面光潔度要求不高的大型工業零件 |
| 鍛造 | 優異的強度,適用於各種形狀 | 設計自由度有限,模具成本通常很高。 | 簡單高強度型 |
| 製造 | 適用於焊接組件和小批量結構 | 焊接變形和可見焊縫可能會影響外觀 | 由板材或管材製成的框架、支架和組件 |
| 實心棒材經CNC加工 | 高精度,無需鑄造模具 | 複雜形狀的加工會造成材料浪費和加工時間過長。 | 簡單的幾何形狀、原型或高精度特徵 |
當設計包含複雜曲線或整合特徵時,鑄造加機加工通常比從實心坯料中去除大量不銹鋼更有效率。有關更廣泛的工藝背景,請參閱 建築五金件的製造過程.
表面處理選項
建築五金件的表面處理既要考慮美觀,也要考慮技術。外露的不鏽鋼部件必須外觀一致,耐污染,並且避免表面粗糙,以免藏污納垢或積聚濕氣。.
| 結束 | 外貌 | 典型用途 | 控制點 |
|---|---|---|---|
| 緞面 | 定向刷紋 | 商用欄桿、扶手配件、玻璃夾具 | 一致的晶粒方向和粗糙度 |
| 鏡面拋光 | 高反射表面 | 豪華內裝、門把手、高級外露配件 | 去除刮痕和反射質量 |
| 電解拋光 | 明亮且微觀上更光滑的表面 | 可清洗或易腐蝕部件 | 均勻化學性質和邊緣控制 |
| 鈍化 | 視覺變化不大 | 機械加工、焊接或外露不銹鋼五金件 | 去除遊離鐵並徹底沖洗 |
| PVD製備 | 裝飾塗層的基底表面 | 黑色、香檳色、青銅色或設計主導型項目 | 底漆拋光和塗層附著力 |
品質檢驗和材料可追溯性

精密鑄造建築五金件的品質控制應從生產前開始,貫穿整個生產過程,直到最終包裝。材料證書、爐號、鑄造參數、加工檢驗和表面處理檢查等都應納入品質可追溯性考量。.
檢驗可能包括化學成分分析、外觀檢查、尺寸檢查、螺紋規測量、配合檢查、表面光潔度檢查、必要時的腐蝕相關驗證以及包裝檢查。 AODSON 的 品質管制 工作流程有助於OEM買家確認生產符合圖面、樣品和項目規格。.
典型應用
現代建築中隨處可見精密鑄造不鏽鋼建築五金件。在需要兼顧美觀、堅固和可重複生產的場合,它的價值尤其突出。.
| 應用 | 典型鑄造五金件 | 重要要求 |
|---|---|---|
| 玻璃欄桿 | 玻璃夾、龍頭、欄桿連接件 | 玻璃厚度相容性、耐腐蝕性和拋光錶面 |
| 帷幕牆系統 | 蜘蛛形接頭、點支撐、客製化連接器 | 精確的連接幾何形狀和材料可追溯性 |
| 樓梯 | 扶手支架、支撐件和底座配件 | 對齊度、表面耐久性和安裝精度 |
| 酒店和商業室內設計 | 門把手、裝飾支架、玻璃配件 | 優質的表面處理和批次一致性 |
| 陽台和戶外區域 | 欄桿配件、夾具和錨固件 | 316 或雙相不鏽鋼材質選擇及保護性表面處理 |
| 客製化OEM項目 | 項目專用連接器和無品牌硬體 | DFM審查、模具控制、重複性及出口包裝 |
AODSON 如何生產 OEM 建築五金
AODSON支援OEM建築五金製造,可依圖面、3D文件、樣品或項目規格進行客製化。流程始於工程審核:材料等級、幾何形狀、鑄造可行性、加工基準、可見表面、拋光需求、檢驗計畫和包裝方式。.
對於鑄造設計,AODSON 負責開發模具和製程參數、製作蠟模、建造陶瓷殼體、澆注不銹鋼、取出並清理鑄件、加工關鍵特徵、完成表面精加工以及檢驗成品零件。同一套製造流程還可以支援玻璃夾具、蜘蛛爪配件、扶手五金件、欄桿零件、門把手和客製化連接件的生產。.
如需洽談項目,請透過以下方式發送圖紙、樣品、目標材料、表面處理、年用量和應用環境: 索取報價 或者 聯絡 AODSON.
常見問題解答
為什麼建築五金件要採用熔模鑄造工法?
它可以製造出表面品質好、重複性高的複雜不銹鋼形狀,適用於玻璃夾、蜘蛛形配件、扶手配件和定制連接器。.
熔模鑄造可以製造哪些建築五金?
典型產品包括玻璃夾、蜘蛛形配件、扶手支架、門把手、欄桿連接器、鉸鏈體和定制不銹鋼工程五金件。.
熔模鑄造的精度是否足以滿足成品五金件的要求?
精密鑄造可提供接近最終形狀的成品,而數控加工則用於加工關鍵孔、螺紋、安裝面和高精度特徵。.
哪些不銹鋼牌號常用於精密鑄造五金件?
304、316 和雙相不鏽鋼 2205 都是常用的材質。最佳選擇取決於腐蝕環境、強度要求、表面處理和專案預算。.
熔模鑄造與砂型鑄造有何不同?
與砂型鑄造相比,熔模鑄造能提供更好的細節、更光滑的表面和更精確的尺寸控制,尤其適用於較小的優質建築五金件。.
熔模鑄造是否能完全取代數控加工?
不。鑄造可以減少材料浪費並形成主要形狀,但對於精密孔、螺紋、平面和受控裝配接口,仍然需要數控加工。.
熔模鑄造的建築五金可以拋光成鏡面嗎?
是的。只要鑄造品質和表面處理控制得當,不鏽鋼精密鑄造五金件可以進行緞面拋光、鏡面拋光、鈍化處理或塗層處理。.
精密鑄造五金件的品質檢查有哪些重要內容?
重要檢查包括材料證書、尺寸檢驗、表面缺陷檢查、螺紋和配合檢查、表面處理檢驗和包裝驗證。.
熔模鑄造適用於OEM訂製硬體嗎?
是的。當需要可重複的幾何形狀、客製化形狀、優質表面處理和可擴展的生產時,它非常適合OEM硬體。.
熔模鑄造報價需要哪些文件?
請提供圖面、3D文件(如有)、材料等級、表面處理要求、年產量、公差說明、應用環境和檢驗要求。.
結論
熔模鑄造因其兼具設計自由度、不銹鋼材料優異的性能、近淨成形效率和卓越的表面處理效果,而被廣泛應用於建築五金領域。結合數控加工、精加工和嚴格的檢驗流程,熔模鑄造成生產可靠的玻璃夾具、蜘蛛爪配件、扶手配件、門把手、欄桿組件和客製化連接件的實用途徑。.
對於OEM買家和專案團隊而言,儘早明確材料等級、安裝環境、公差要求和表面處理預期是最佳效果的關鍵。 AODSON透過精密鑄造、機械加工和品質控制生產,幫助客戶將這些要求轉化為可追溯、符合出口標準的優質不銹鋼建築五金產品。.







