Локальное обслуживание, глобальные возможности.
Локальное обслуживание, глобальные возможности.
Технические статьи AODSON по литью по выплавляемым моделям, обработке на станках с ЧПУ, крепежным изделиям, материалам и выбору промышленных компонентов.

2026-07-03
Сравните архитектурную фурнитуру из нержавеющей стали марок 304 и 316 по таким параметрам, как коррозионная стойкость, стоимость, отделка, производство OEM-продукцией и выбор подходящей марки для вашего проекта.
2026-07-03
Полное инженерное руководство по выбору коррозионностойких крепежных элементов для химических заводов, охватывающее сплавы 316L, дуплексную сталь, супердуплексную сталь, нержавеющую сталь 6Mo, титан и никелевые сплавы.

2026-07-03
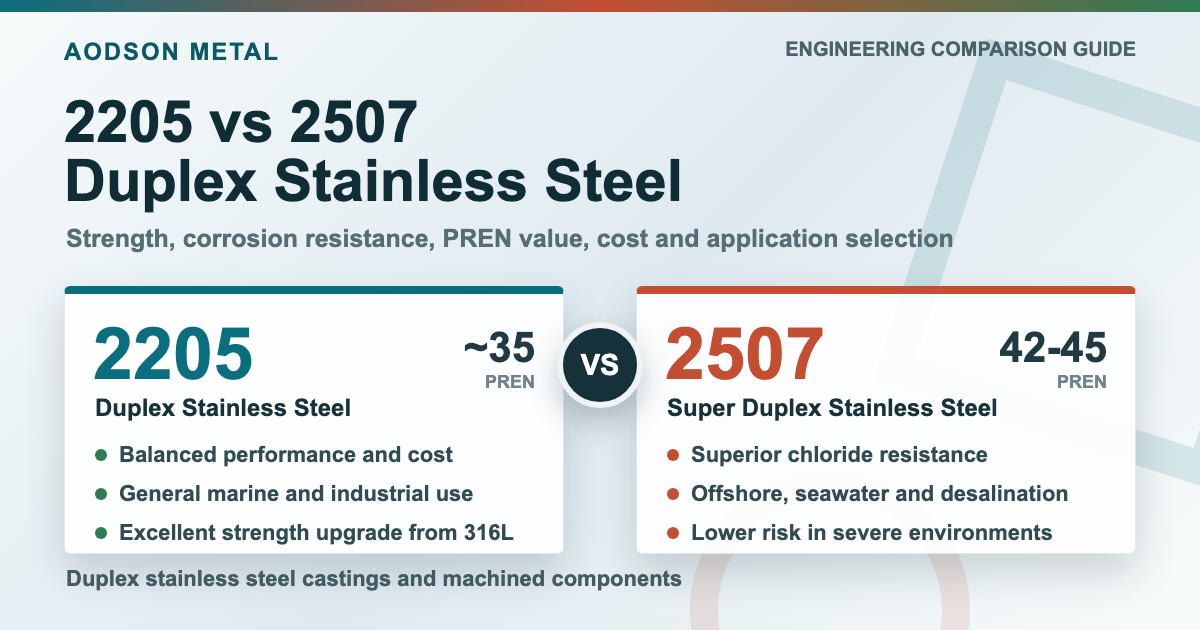
В этом руководстве сравниваются крепежные изделия из нержавеющей стали и специальных сплавов для применения в морской воде, на шельфе и в судостроении, включая сплавы 316L, 2205, 2507, 904L, 254SMO, 1.4529, титан и никелевые сплавы.

2026-07-03
Практическое инженерное сравнение нержавеющих сталей 904L и 254SMO для крепежных изделий, морской воды, хлоридной коррозии, PREN, механической обработки, стоимости и эксплуатации в тяжелых промышленных условиях.

2026-07-03
Сравнение нержавеющей стали 904L и 1.4529: полный анализ для крепежных изделий и промышленного применения. Краткий ответ: нержавеющая сталь 904L — это практичный высоколегированный аустенитный сплав для многих агрессивных промышленных и кислотных сред, в то время как нержавеющая сталь 1.4529, также известная как сплав 926 или UNS N08926, обычно является более прочным вариантом, когда основными рисками являются хлоридная точечная коррозия, щелевая коррозия, воздействие морской воды или застойные солесодержащие среды. При выборе крепежных изделий необходимо учитывать не только сплав, но и конструкцию резьбы, технологию производства, качество поверхности, смазку, контроль крутящего момента, сертификацию и реальные условия эксплуатации. Примечание инженера: сравнение 904L и 1.4529 — это не простой вопрос “хороший или лучший”. Оба материала могут быть отличным выбором, но они решают разные проблемы коррозии и поставок. Во многих проектах с крепежными изделиями 904L может быть технически достаточной и коммерчески эффективной. В условиях более агрессивной среды с хлоридами сталь 1.4529 может обеспечить больший запас прочности. Разделы статьи: Введение | 904L | 1.4529 | Состав | PREN | Коррозия | Крепежные изделия | Производство | Руководство по выбору | Часто задаваемые вопросы 1. Введение: Почему часто сравнивают 904L и 1.4529 Инженеры сравнивают 904L и 1.4529, потому что обе являются коррозионностойкими аустенитными нержавеющими сталями с высоким содержанием никеля и молибдена, используемыми, когда обычная нержавеющая сталь 304, 316 или 316L уже не обеспечивает достаточной прочности. Эти две марки пересекаются в применении на химических заводах, в нефтехимическом оборудовании, морской арматуре, морских сооружениях, системах десульфуризации дымовых газов, насосно-клапанных узлах, теплообменном оборудовании и промышленных крепежных изделиях, изготовленных на заказ. Сравнение важно, потому что болты, гайки, шпильки и резьбовые стержни часто выходят из строя иначе, чем большие пластины или секции труб. Крепежный элемент имеет нагруженную резьбу, небольшие щели под головкой и гайкой, контакт с шайбами или поверхностями фланцев, а также поверхность, которая может быть повреждена в результате механической обработки, момента затяжки или многократного технического обслуживания. Локализованная коррозия в этих небольших участках может быть опаснее, чем общая коррозия на открытой поверхности. Оба материала…

2026-07-01
Практическое инженерное руководство по изготовлению рабочих колес насосов из нержавеющей стали, охватывающее выбор материала, литье по выплавляемым моделям, обработку на станках с ЧПУ, балансировку, контроль качества, дефекты и финишную обработку.

2026-07-01
Сравните литье по выплавляемым моделям и литье в песчаные формы с точки зрения проектирования и закупок, включая точность, качество поверхности, стоимость оснастки, материалы, потребности в механической обработке, объемы производства и типичные области применения.

2026-07-01
Выбор литейного завода для литья по выплавляемым моделям редко сводится к простому сравнению цен. Большинство покупателей получают несколько предложений, которые на первый взгляд кажутся похожими: марка материала, цена за единицу, стоимость оснастки и сроки выполнения заказа. Сложность заключается в оценке того, что скрывается за этими цифрами. Отливка может выглядеть простой на чертеже, но при этом стать сложной в производстве из-за усадки, неравномерности толщины стенок, припусков на механическую обработку, поведения сплава или требований к контролю качества. Поставщик может быстро предложить цену, но не выполнить требование по испытанию под давлением. Другой поставщик может понимать особенности отливки, но передать механическую обработку на аутсорсинг цеху, который не контролирует расположение базовых элементов. Именно в этих деталях обычно начинается риск при покупке. Для OEM-покупателей, инженеров-механиков и производителей промышленного оборудования правильный выбор литейного завода должен снизить неопределенность до начала производства. Он должен тщательно изучить чертеж, задать практические вопросы, объяснить ограничения процесса и контролировать работу от восковой модели до окончательной проверки. Это руководство объясняет, как оценить литейный завод перед размещением заказа, особенно для нержавеющей стали, дуплексной нержавеющей стали, жаропрочной стали, никелевых сплавов и других прецизионных промышленных отливок. Современное производство литья по выплавляемым моделям зависит от контроля процесса, а не только от литейного оборудования. Почему выбор правильного литейного завода имеет значение? Литье по выплавляемым моделям часто выбирают потому, что оно позволяет получать сложные формы, обеспечивает лучшее качество поверхности и более точный контроль размеров, чем многие методы литья в песчаные формы или изготовления деталей. Это не означает, что каждый литейный завод может изготовить одну и ту же деталь одинаково хорошо. Реальная разница проявляется после изготовления оснастки, проверки образцов и начала повторных заказов. Неправильный выбор поставщика обычно влияет на четыре области: Стоимость: Самая низкая цена литья может стать высокой, если к этому добавляются затраты на механическую обработку, доработку, авиаперевозки или поломки в полевых условиях. Сроки выполнения: Литейный завод без стабильных мощностей по изготовлению оболочек, плавке, термообработке или механической обработке может не уложиться в сроки отгрузки, даже если само литье простое. Качество: Отклонение размеров, пористость, неправильные…

2026-06-08
Коммерческие кофемашины и эспрессо-машины зависят от металлических деталей, способных выдерживать многократную сборку, горячую воду, пар, давление, чистящие средства и длительные производственные циклы. Для производителей кофемашин, OEM-покупателей, инженеров и менеджеров по закупкам производственный процесс изготовления деталей кофемашин напрямую влияет на точность размеров, коррозионную стойкость, качество поверхности, безопасность при контакте с пищевыми продуктами и стабильность поставок. Два распространенных метода изготовления компонентов кофемашин — это обработка на станках с ЧПУ и литье по выплавляемым моделям, и во многих проектах на заказ используются оба процесса одновременно. В этом руководстве объясняется, как литье и обработка на станках с ЧПУ используются для изготовления металлических компонентов кофемашин, когда каждый процесс более подходит, и почему комбинированный производственный процесс часто обеспечивает лучший контроль затрат и стабильность производства. Почему производственный процесс важен для деталей кофемашин? Детали кофемашин могут выглядеть небольшими, но условия их работы могут быть очень сложными. Резьбовой фитинг, корпус клапана, компонент группы или соединение бойлера должны точно соответствовать другим деталям, противостоять коррозии, сохранять герметичность и оставаться стабильными при многократных циклах нагрева и охлаждения. Выбранный производственный процесс влияет на точность размеров, качество поверхности, коррозионную стойкость, стабильность сборки, устойчивость к давлению и температуре, а также на общий контроль затрат. При серийном производстве OEM-продукции выбор технологического процесса также влияет на то, сможет ли каждая партия соответствовать одинаковым функциональным требованиям и требованиям к внешнему виду. Если деталь имеет сложную геометрию, внутренние каналы или неправильную форму, начало с литья с минимальной последующей обработкой может уменьшить отходы материала. Если деталь требует жестких допусков, точных отверстий, резьбы или уплотнительных поверхностей, обычно требуется обработка на станках с ЧПУ. Ключевым моментом является не выбор одного процесса изолированно, а соответствие процесса чертежу, материалу, допуску, количеству и конечному применению. Типичные детали кофемашин, изготовленные методом литья или обработки на станках с ЧПУ. Металлические компоненты кофемашин могут включать как видимые, так и внутренние детали. Некоторые компоненты требуют полированной поверхности, в то время как другие в основном предназначены для…
2026-06-06
Дуплексные нержавеющие стали приобретают все большее значение в сложных промышленных условиях, поскольку сочетают в себе высокую механическую прочность с высокой устойчивостью к коррозии под воздействием хлоридов. Для инженеров, закупщиков и руководителей проектов в одном списке материалов часто фигурируют две марки: дуплексная нержавеющая сталь 2205 и супердуплексная нержавеющая сталь 2507. Обе марки широко используются для морского оборудования, оборудования для морских платформ, систем опреснения, деталей химической промышленности, насосов, клапанов и коррозионностойких отливок. Проблема заключается в том, что они не выполняют одну и ту же функцию. 2205 предлагает превосходный баланс прочности, коррозионной стойкости и стоимости. 2507 обеспечивает более высокий уровень защиты в агрессивных хлоридных средах, особенно там, где морская вода, солевой туман, кислотные среды или требования к длительному сроку службы делают отказ дорогостоящим. В этом руководстве сравниваются дуплексные нержавеющие стали 2205 и 2507 с точки зрения инженерного выбора. В нем объясняются состав, значение PREN, коррозионная стойкость, прочность, стоимость, литейные свойства, обрабатываемость и практические рекомендации по применению для морских, морских, опреснительных и промышленных компонентов OEM-производителей. Что такое дуплексная нержавеющая сталь 2205? Дуплексная нержавеющая сталь 2205 — наиболее широко используемая марка дуплексной нержавеющей стали. Она имеет смешанную микроструктуру аустенита и феррита, обычно сбалансированную примерно до 50/50 после соответствующей термической обработки. Эта дуплексная микроструктура обеспечивает стали 2205 более высокую прочность на разрыв, чем у распространенных аустенитных нержавеющих сталей, таких как 304 и 316L, а также улучшает устойчивость к коррозионному растрескиванию под напряжением в средах, содержащих хлориды. Типичный химический состав стали 2205 включает около 22% хрома, 5% никеля, 3% молибдена и контролируемое добавление азота. Хром улучшает общую коррозионную стойкость. Молибден и азот улучшают устойчивость к точечной и щелевой коррозии. Никель помогает поддерживать фазовый баланс аустенита/феррита, необходимый для прочности, свариваемости и надежных механических характеристик. По сравнению с 316L, сталь 2205 значительно прочнее и, как правило, более устойчива к коррозионному растрескиванию под воздействием хлоридов. Это делает ее практичным материалом для морских компонентов из нержавеющей стали, корпусов клапанов, насосов и т.д.







