Servicio local, capacidades globales.
Servicio local, capacidades globales.
Artículos técnicos de AODSON sobre fundición a la cera perdida, mecanizado CNC, elementos de fijación, materiales y selección de componentes industriales.

2026-07-03
Compare los herrajes arquitectónicos de acero inoxidable 304 y 316 en cuanto a corrosión, costo, acabados, fabricación OEM y elección del grado adecuado para su proyecto.
2026-07-03
Una guía de ingeniería completa para la selección de elementos de fijación resistentes a la corrosión para plantas químicas, que abarca acero inoxidable 316L, dúplex, superdúplex, 6Mo, titanio y aleaciones de níquel.

2026-07-03
Esta guía compara los elementos de fijación de acero inoxidable y aleaciones especiales para aplicaciones marinas, en alta mar y en entornos marinos, incluyendo aleaciones de 316L, 2205, 2507, 904L, 254SMO, 1.4529, titanio y níquel.

2026-07-03
Comparación práctica de ingeniería entre los aceros inoxidables 904L y 254SMO para elementos de fijación, agua de mar, corrosión por cloruros, PREN, mecanizado, coste y servicio industrial severo.

2026-07-03
Acero inoxidable 904L vs 1.4529: Comparación completa para fijaciones y aplicaciones industriales Respuesta breve: El acero inoxidable 904L es un grado austenítico de alta aleación práctico para muchos entornos industriales y ácidos severos, mientras que el acero inoxidable 1.4529, también conocido como aleación 926 o UNS N08926, es generalmente la opción más resistente cuando la corrosión por picaduras de cloruro, la corrosión por hendidura, la exposición al agua de mar o los medios estancados que contienen sal son los principales riesgos. Para las fijaciones, la elección final debe considerar no solo la aleación, sino también el diseño de la rosca, la ruta de fabricación, el acabado superficial, la lubricación, el control de torque, la certificación y las condiciones reales de servicio. Nota de ingeniería 904L vs 1.4529 no es una simple pregunta de "bueno vs mejor". Ambos materiales pueden ser excelentes opciones, pero resuelven diferentes problemas de corrosión y suministro. En muchos proyectos de fijación, el 904L puede ser técnicamente suficiente y comercialmente eficiente. En un servicio de cloruro más agresivo, el 1.4529 puede proporcionar un mayor margen de seguridad. Secciones del artículo: Introducción | 904L | 1.4529 | Composición | PREN | Corrosión | Sujetadores | Fabricación | Guía de selección | Preguntas frecuentes 1. Introducción: ¿Por qué se comparan a menudo el 904L y el 1.4529? Los ingenieros comparan el 904L y el 1.4529 porque ambos son aceros inoxidables austeníticos resistentes a la corrosión, con alto contenido de níquel y molibdeno, utilizados cuando los aceros inoxidables comunes 304, 316 o 316L ya no ofrecen suficiente durabilidad. Los dos grados se superponen en plantas químicas, equipos petroquímicos, herrajes marinos, estructuras marinas, sistemas de desulfuración de gases de combustión, conjuntos de bombas y válvulas, equipos de intercambiadores de calor y sujetadores industriales personalizados. La comparación es importante porque los pernos, tuercas, espárragos y varillas roscadas a menudo fallan de manera diferente a las placas grandes o secciones de tuberías. Un sujetador tiene roscas cargadas, pequeñas grietas debajo de la cabeza y la tuerca, contacto con arandelas o caras de brida y una superficie que puede dañarse por el mecanizado, el par de instalación o el mantenimiento repetido. La corrosión localizada en estas pequeñas áreas puede ser más peligrosa que la corrosión general en una superficie expuesta. Ambos materiales…

2026-07-01
Una guía práctica de ingeniería para la fabricación de impulsores de bombas de acero inoxidable, que abarca la selección de materiales, la fundición a la cera perdida, el mecanizado CNC, el equilibrado, la inspección, los defectos y el acabado.

2026-07-01
Compare la fundición a la cera perdida con la fundición en arena desde una perspectiva de ingeniería y compras, incluyendo precisión, acabado superficial, costo de herramientas, materiales, necesidades de mecanizado, volumen de producción y aplicaciones típicas.

2026-07-01
Elegir una fundición de precisión rara vez se reduce a una simple comparación de precios. La mayoría de los compradores reciben varias cotizaciones que, a primera vista, parecen similares: grado del material, precio unitario, costo de utillaje y plazo de entrega. La dificultad reside en discernir qué hay detrás de esas cifras. Una pieza fundida puede parecer sencilla en un plano, pero complicarse en la producción debido a la contracción, la variación del espesor de la pared, el margen de mecanizado, el comportamiento de la aleación o los requisitos de inspección. Un proveedor puede cotizar rápidamente, pero omitir un requisito de prueba de presión. Otro puede comprender la pieza fundida, pero subcontratar el mecanizado a un taller que no controla la ubicación de referencia. Es en estos detalles donde suele comenzar el riesgo de compra. Para los compradores OEM, los ingenieros mecánicos y los fabricantes de equipos industriales, la fundición adecuada debe reducir la incertidumbre antes de que comience la producción. Debe revisar el plano cuidadosamente, hacer preguntas prácticas, explicar los límites del proceso y controlar el trabajo desde el modelo de cera hasta la inspección final. Esta guía explica cómo evaluar una fundición antes de realizar un pedido, especialmente para acero inoxidable, acero inoxidable dúplex, acero resistente al calor, aleación de níquel y otras piezas fundidas industriales de precisión. La producción moderna de fundición de precisión depende del control del proceso, no solo del equipo de fundición. Por qué es importante elegir la fundición adecuada. La fundición a la cera perdida se suele elegir porque permite producir formas complejas, un mejor acabado superficial y un control dimensional más preciso que muchos métodos de fundición en arena o fabricación. Sin embargo, esto no significa que todas las fundiciones puedan fabricar la misma pieza con la misma calidad. La verdadera diferencia se observa una vez que se fabrican las herramientas, se inspeccionan las muestras y comienzan los pedidos repetidos. Una mala elección de proveedor suele afectar a cuatro áreas: Coste: El precio más bajo de la fundición puede resultar caro si posteriormente se añaden los costes de mecanizado, las reparaciones, el transporte aéreo o los fallos en obra. Plazo de entrega: Una fundición sin capacidad estable para la fabricación de moldes, la fusión, el tratamiento térmico o el mecanizado puede incumplir las fechas de envío incluso cuando la pieza fundida es sencilla. Calidad: Desviación dimensional, porosidad, defectos…

2026-06-08
Las máquinas de café y espresso comerciales dependen de piezas metálicas que puedan soportar el montaje repetido, agua caliente, vapor, presión, agentes de limpieza y largos ciclos de producción. Para las marcas de máquinas de café, los compradores OEM, los ingenieros y los gerentes de compras, el proceso de fabricación de las piezas de las máquinas de café afecta directamente la precisión dimensional, la resistencia a la corrosión, la calidad de la superficie, las consideraciones de seguridad para el contacto con alimentos y la estabilidad del suministro. Dos métodos comunes de fabricación de componentes de máquinas de café son el mecanizado CNC y la fundición de precisión, y muchos proyectos personalizados utilizan ambos procesos juntos. Esta guía explica cómo se utilizan la fundición y el mecanizado CNC para fabricar componentes metálicos de equipos de café, cuándo es más adecuado cada proceso y por qué una ruta de fabricación combinada a menudo puede brindar un mejor control de costos y consistencia de producción. Por qué importa el proceso de fabricación para las piezas de las máquinas de café Las piezas de las máquinas de café pueden parecer pequeñas, pero sus condiciones de trabajo pueden ser exigentes. Un accesorio roscado, un cuerpo de válvula, un componente del cabezal del grupo o una conexión de caldera deben encajar con precisión con otras piezas, resistir la corrosión, mantener el rendimiento de sellado y permanecer estables a través de repetidos ciclos de calentamiento y enfriamiento. El proceso de fabricación seleccionado influye en la precisión dimensional, el acabado superficial, la resistencia a la corrosión, la estabilidad del montaje, la resistencia a la presión y la temperatura, y el control general de costos. Para la producción en serie de fabricantes de equipos originales (OEM), la selección del proceso también afecta si cada lote puede cumplir con los mismos requisitos funcionales y estéticos. Si una pieza tiene geometría compleja, conductos internos o formas irregulares, comenzar con una fundición casi final puede reducir el desperdicio de material. Si una pieza requiere tolerancias estrictas, orificios, roscas o superficies de sellado precisas, generalmente se requiere mecanizado CNC. La clave no es elegir un proceso de forma aislada, sino adaptarlo al dibujo, el material, la tolerancia, la cantidad y la aplicación final. Piezas comunes de máquinas de café fabricadas mediante fundición o mecanizado CNC. Los componentes metálicos de las máquinas de café pueden incluir piezas visibles e internas. Algunos componentes requieren un acabado pulido, mientras que otros están diseñados principalmente…
2026-06-06
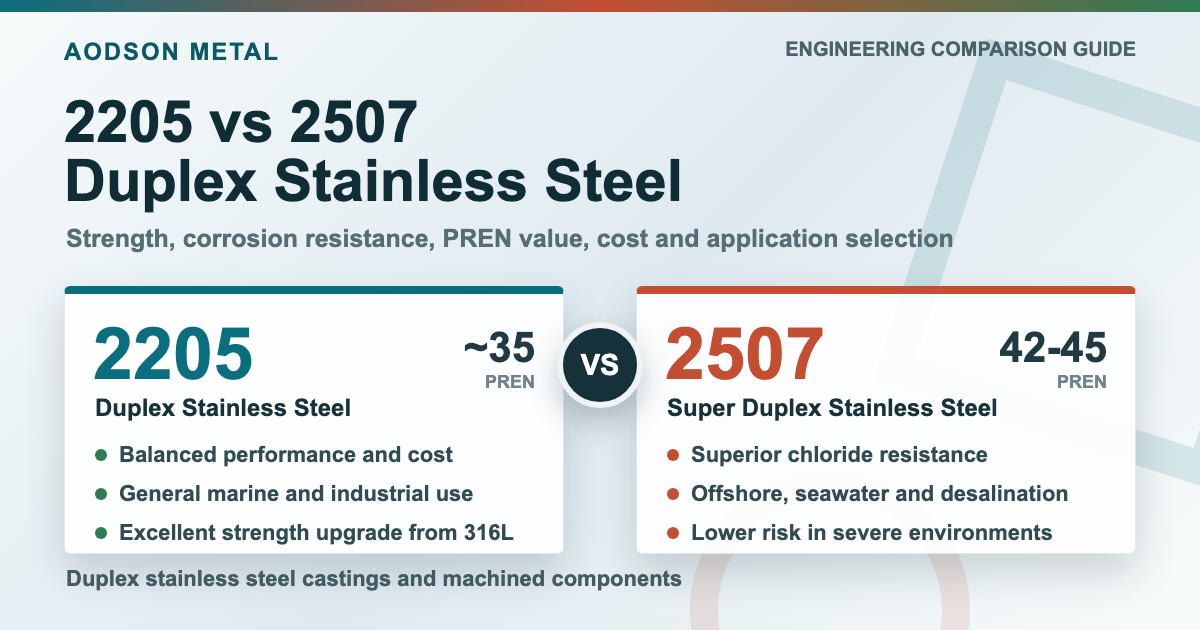
Los aceros inoxidables dúplex se han vuelto cada vez más importantes en entornos industriales exigentes debido a que combinan una alta resistencia mecánica con una fuerte resistencia a la corrosión por cloruros. Para ingenieros, compradores y gerentes de proyectos, dos grados suelen aparecer en la misma lista de materiales: el acero inoxidable dúplex 2205 y el acero inoxidable superdúplex 2507. Ambos grados se utilizan ampliamente en herrajes marinos, equipos offshore, sistemas de desalinización, piezas para procesamiento químico, bombas, válvulas y piezas fundidas resistentes a la corrosión. El desafío es que no cumplen la misma función. El 2205 ofrece un excelente equilibrio entre resistencia, resistencia a la corrosión y costo. El 2507 proporciona un mayor nivel de protección en entornos con cloruros severos, especialmente donde el agua de mar, la niebla salina, los medios ácidos o los requisitos de larga vida útil hacen que las fallas sean costosas. Esta guía compara el acero inoxidable dúplex 2205 con el 2507 desde una perspectiva de selección de ingeniería. Explica la composición, el valor PREN, la resistencia a la corrosión, la resistencia, el costo, la capacidad de fundición, la maquinabilidad y la guía de aplicación práctica para componentes OEM marinos, offshore, de desalinización e industriales. ¿Qué es el acero inoxidable dúplex 2205? El acero inoxidable dúplex 2205 es el grado de acero inoxidable dúplex más utilizado. Está diseñado con una microestructura mixta de austenita y ferrita, generalmente equilibrada cerca de 50/50 después de un tratamiento térmico de solución adecuado. Esta microestructura dúplex le confiere al 2205 una mayor resistencia a la fluencia que los aceros inoxidables austeníticos comunes como el 304 y el 316L, a la vez que mejora la resistencia a la corrosión bajo tensión en ambientes que contienen cloruros. La composición química típica del 2205 contiene aproximadamente 22% de cromo, 5% de níquel, 3% de molibdeno y una adición controlada de nitrógeno. El cromo mejora la resistencia general a la corrosión. El molibdeno y el nitrógeno mejoran la resistencia a la corrosión por picaduras y por hendiduras. El níquel ayuda a mantener el equilibrio de fases austenita/ferrita necesario para la tenacidad, la soldabilidad y un rendimiento mecánico fiable. En comparación con el 316L, el 2205 es mucho más resistente y, en general, más resistente a la corrosión bajo tensión por cloruros. Esto lo convierte en un material práctico para componentes de acero inoxidable marinos, cuerpos de válvulas, bombas, etc.







