Lokaler Service, globale Kompetenzen.
Lokaler Service, globale Kompetenzen.
AODSON-Fachartikel über Feinguss, CNC-Bearbeitung, Verbindungselemente, Werkstoffe und die Auswahl industrieller Komponenten.

2026-07-03
Vergleichen Sie architektonische Beschläge aus Edelstahl 304 und 316 hinsichtlich Korrosionsbeständigkeit, Kosten, Oberflächenbeschaffenheit, OEM-Fertigung und der Auswahl der richtigen Güteklasse für Ihr Projekt.
2026-07-03
Ein vollständiger Leitfaden für Ingenieure zur Auswahl korrosionsbeständiger Verbindungselemente für Chemieanlagen, der 316L-, Duplex-, Superduplex-, 6Mo-Edelstahl, Titan- und Nickellegierungen abdeckt.

2026-07-03
Dieser Leitfaden vergleicht Befestigungselemente aus Edelstahl und Speziallegierungen für Anwendungen in Meerwasser, Offshore- und Schifffahrt, darunter 316L, 2205, 2507, 904L, 254SMO, 1.4529, Titan- und Nickellegierungen.

2026-07-03
Ein praxisorientierter technischer Vergleich der Edelstahlsorten 904L und 254SMO hinsichtlich Befestigungselementen, Meerwasserbeständigkeit, Chloridkorrosion, PREN-Wert, Bearbeitungsfähigkeit, Kostenbeständigkeit und Eignung für anspruchsvolle industrielle Anwendungen.

2026-07-03
904L vs. 1.4529 Edelstahl: Vollständiger Vergleich für Verbindungselemente und industrielle Anwendungen. Kurz gesagt: 904L-Edelstahl ist ein praktischer, hochlegierter austenitischer Stahl für viele anspruchsvolle industrielle und saure Umgebungen. 1.4529-Edelstahl, auch bekannt als Legierung 926 oder UNS N08926, ist hingegen im Allgemeinen die robustere Wahl, wenn Chloridkorrosion, Spaltkorrosion, Meerwassereinwirkung oder stehende salzhaltige Medien die Hauptrisiken darstellen. Bei Verbindungselementen müssen neben der Legierung auch Gewindedesign, Herstellungsverfahren, Oberflächenbeschaffenheit, Schmierung, Drehmomentkontrolle, Zertifizierung und die tatsächlichen Betriebsbedingungen berücksichtigt werden. Anmerkung: Die Frage “904L vs. 1.4529” lässt sich nicht einfach mit „gut oder besser“ beantworten. Beide Werkstoffe können hervorragende Lösungen sein, lösen jedoch unterschiedliche Korrosions- und Beschaffungsprobleme. In vielen Projekten mit Verbindungselementen ist 904L technisch ausreichend und wirtschaftlich effizient. Bei aggressiveren chloridhaltigen Umgebungen bietet 1.4529 eine größere Sicherheitsreserve. Artikelabschnitte: Einleitung | 904L | 1.4529 | Zusammensetzung | PREN | Korrosion | Verbindungselemente | Fertigung | Auswahlhilfe | FAQ 1. Einleitung: Warum 904L und 1.4529 häufig verglichen werden Ingenieure vergleichen 904L und 1.4529, da beide korrosionsbeständige, hoch-nickel- und hoch-molybdänhaltige austenitische Edelstähle sind, die eingesetzt werden, wenn die gängigen Edelstähle 304, 316 oder 316L nicht mehr ausreichend haltbar sind. Die beiden Sorten finden Überschneidungen in Chemieanlagen, petrochemischen Anlagen, Schiffsausrüstung, Offshore-Anlagen, Rauchgasentschwefelungsanlagen, Pumpen- und Ventilbaugruppen, Wärmetauschern und kundenspezifischen Industrieverbindungselementen. Der Vergleich ist wichtig, da Schrauben, Muttern, Bolzen und Gewindestangen oft anders versagen als große Platten oder Rohrabschnitte. Ein Verbindungselement weist belastete Gewinde, kleine Spalten unterhalb des Kopfes und der Mutter, Kontakt mit Unterlegscheiben oder Flanschflächen sowie eine Oberfläche auf, die durch Bearbeitung, Anzugsmoment oder wiederholte Wartung beschädigt werden kann. Lokalisierte Korrosion in diesen kleinen Bereichen kann gefährlicher sein als allgemeine Korrosion auf einer offenen Oberfläche. Beide Materialien…

2026-07-01
Ein praktischer Leitfaden für Ingenieure zur Herstellung von Pumpenlaufrädern aus Edelstahl, der Materialauswahl, Feinguss, CNC-Bearbeitung, Auswuchten, Inspektion, Fehler und Endbearbeitung abdeckt.

2026-07-01
Vergleichen Sie Feinguss und Sandguss aus technischer und einkaufstechnischer Sicht, einschließlich Genauigkeit, Oberflächengüte, Werkzeugkosten, Materialien, Bearbeitungsaufwand, Produktionsvolumen und typischer Anwendungen.

2026-07-01
Die Wahl einer Feingussgießerei ist selten ein einfacher Preisvergleich. Die meisten Käufer erhalten mehrere Angebote, die auf den ersten Blick ähnlich erscheinen: Materialgüte, Stückpreis, Werkzeugkosten und Lieferzeit. Die Schwierigkeit besteht darin, die tatsächlichen Gegebenheiten hinter diesen Zahlen zu beurteilen. Ein Gussteil kann auf der Zeichnung einfach aussehen, sich aber in der Produktion aufgrund von Schwindung, Wandstärkenabweichungen, Bearbeitungszugaben, Legierungsverhalten oder Prüfanforderungen als schwierig erweisen. Ein Lieferant erstellt vielleicht schnell ein Angebot, vergisst aber eine Druckprüfung. Ein anderer versteht zwar das Gussteil, lagert die Bearbeitung aber an einen Betrieb aus, der die Bezugspunkte nicht kontrolliert. Genau hier beginnt das Kaufrisiko. Für OEM-Käufer, Maschinenbauingenieure und Hersteller von Industrieanlagen sollte die richtige Gießerei die Unsicherheit vor Produktionsbeginn minimieren. Sie sollte die Zeichnung sorgfältig prüfen, praxisnahe Fragen stellen, Prozessgrenzen erläutern und die Arbeit vom Wachsmodell bis zur Endkontrolle kontrollieren. Dieser Leitfaden erklärt, wie Sie eine Gießerei vor der Auftragserteilung bewerten, insbesondere für Edelstahl, Duplex-Edelstahl, hitzebeständigen Stahl, Nickellegierungen und andere Präzisionsgussteile für die Industrie. Die moderne Feingussproduktion hängt von der Prozesskontrolle ab, nicht nur von der Gießereiausrüstung. Warum die Wahl der richtigen Gießerei so wichtig ist: Feinguss wird oft gewählt, weil er komplexe Formen, eine bessere Oberflächengüte und eine höhere Maßgenauigkeit als viele Sandguss- oder Fertigungsverfahren ermöglicht. Das bedeutet jedoch nicht, dass jede Gießerei das gleiche Teil gleich gut herstellen kann. Der wahre Unterschied zeigt sich erst nach dem Werkzeugbau, der Musterprüfung und bei Folgeaufträgen. Eine ungeeignete Gießerei wirkt sich in der Regel auf vier Bereiche aus: Kosten: Der niedrigste Gusspreis kann sich verteuern, wenn später Bearbeitungsausschuss, Nacharbeit, Luftfracht oder Ausfälle vor Ort hinzukommen. Lieferzeit: Eine Gießerei ohne ausreichende Kapazitäten für die Herstellung der Gussform, das Schmelzen, die Wärmebehandlung oder die Bearbeitung kann Liefertermine verpassen, selbst bei einfachen Gussteilen. Qualität: Maßabweichungen, Porosität, fehlerhafte Teile…

2026-06-08
Gewerbliche Kaffee- und Espressomaschinen benötigen Metallteile, die wiederholter Montage, Heißwasser, Dampf, Druck, Reinigungsmitteln und langen Produktionszyklen standhalten. Für Kaffeemaschinenhersteller, OEM-Käufer, Ingenieure und Einkaufsleiter hat der Fertigungsprozess von Kaffeemaschinenteilen direkten Einfluss auf Maßgenauigkeit, Korrosionsbeständigkeit, Oberflächenqualität, Lebensmittelsicherheit und eine stabile Lieferkette. Zwei gängige Fertigungsmethoden für Kaffeemaschinenkomponenten sind CNC-Bearbeitung und Feinguss. Viele Sonderanfertigungen kombinieren beide Verfahren. Dieser Leitfaden erklärt, wie Gießen und CNC-Bearbeitung zur Herstellung von Metallkomponenten für Kaffeemaschinen eingesetzt werden, wann welches Verfahren besser geeignet ist und warum eine kombinierte Fertigung oft eine bessere Kostenkontrolle und Produktionskonsistenz ermöglicht. Warum der Fertigungsprozess für Kaffeemaschinenteile so wichtig ist: Kaffeemaschinenteile mögen klein erscheinen, aber ihre Betriebsbedingungen können anspruchsvoll sein. Gewindefittings, Ventilkörper, Brühgruppenkomponenten oder Kesselanschlüsse müssen präzise mit anderen Teilen zusammenpassen, korrosionsbeständig sein, ihre Dichtigkeit gewährleisten und auch bei wiederholten Heiz- und Kühlzyklen stabil bleiben. Der gewählte Fertigungsprozess beeinflusst Maßgenauigkeit, Oberflächenbeschaffenheit, Korrosionsbeständigkeit, Montagestabilität, Druck- und Temperaturbeständigkeit sowie die Gesamtkostenkontrolle. Bei der Serienfertigung von OEM-Produkten beeinflusst die Prozesswahl auch, ob jede Charge die gleichen funktionalen und optischen Anforderungen erfüllt. Bei Bauteilen mit komplexer Geometrie, internen Kanälen oder unregelmäßigen Formen kann ein endkonturnaher Guss Materialverschwendung reduzieren. Erfordert ein Bauteil enge Toleranzen, präzise Bohrungen, Gewinde oder Dichtflächen, ist in der Regel eine CNC-Bearbeitung erforderlich. Entscheidend ist, nicht ein Verfahren isoliert zu wählen, sondern es auf Zeichnung, Material, Toleranz, Menge und Endanwendung abzustimmen. Gängige Kaffeemaschinenteile, hergestellt durch Guss oder CNC-Bearbeitung: Metallkomponenten für Kaffeemaschinen umfassen sowohl sichtbare als auch interne Teile. Einige Komponenten erfordern eine polierte Oberfläche, während andere primär für die optische Gestaltung vorgesehen sind…
2026-06-06
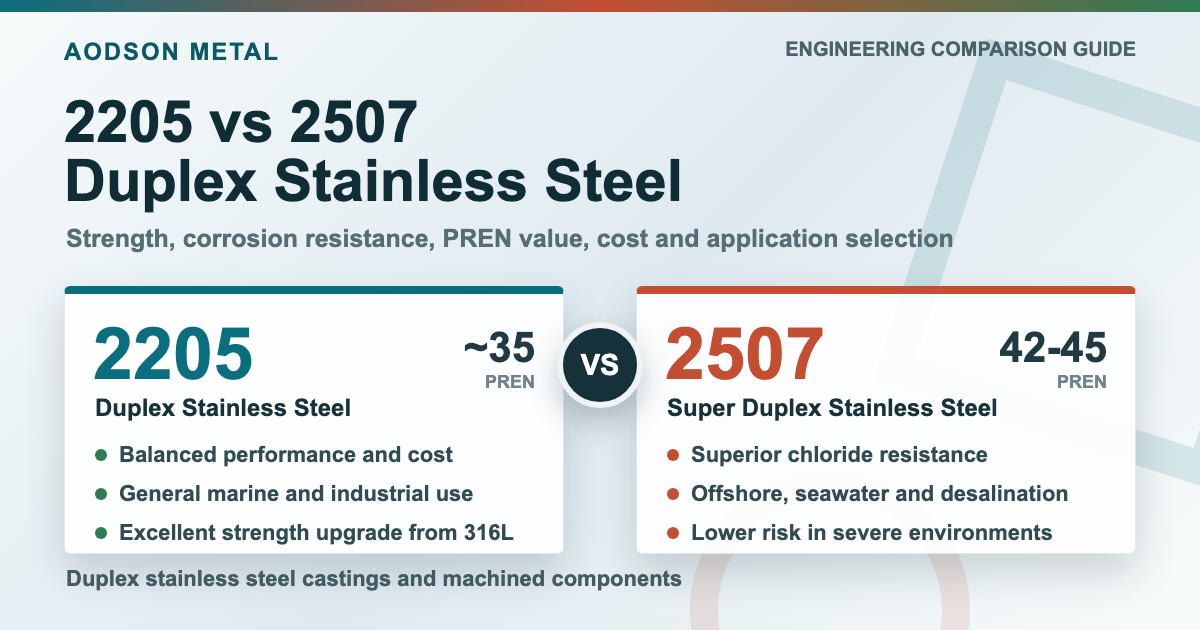
Duplex-Edelstähle gewinnen in anspruchsvollen Industrieumgebungen zunehmend an Bedeutung, da sie hohe mechanische Festigkeit mit starker Beständigkeit gegen Chloridkorrosion vereinen. Für Ingenieure, Einkäufer und Projektmanager stehen oft zwei Sorten auf der Auswahlliste: Duplex-Edelstahl 2205 und Superduplex-Edelstahl 2507. Beide Sorten werden häufig für Schiffsausrüstung, Offshore-Anlagen, Entsalzungsanlagen, Teile der chemischen Verfahrenstechnik, Pumpen, Ventile und korrosionsbeständige Gussteile eingesetzt. Die Herausforderung besteht darin, dass sie nicht denselben Zweck erfüllen. 2205 bietet ein optimales Verhältnis von Festigkeit, Korrosionsbeständigkeit und Kosten. 2507 bietet einen höheren Schutz in stark chloridhaltigen Umgebungen, insbesondere dort, wo Meerwasser, Salznebel, saure Medien oder lange Lebensdauer einen Ausfall kostspielig machen. Dieser Leitfaden vergleicht Duplex-Edelstahl 2205 und 2507 aus technischer Sicht. Er erläutert Zusammensetzung, PREN-Wert, Korrosionsbeständigkeit, Festigkeit, Kosten, Gießbarkeit, Bearbeitbarkeit und gibt praktische Anwendungshinweise für Komponenten in den Bereichen Schiffbau, Offshore, Entsalzung und industrielle Erstausrüstung. Was ist Duplex-Edelstahl 2205? 2205 Duplex-Edelstahl ist die am weitesten verbreitete Duplex-Edelstahlsorte. Er zeichnet sich durch ein Mischgefüge aus Austenit und Ferrit aus, das nach einer geeigneten Lösungsglühung typischerweise ein Verhältnis von nahezu 50/50 aufweist. Dieses Duplex-Gefüge verleiht 2205 eine höhere Streckgrenze als gängigen austenitischen Edelstählen wie 304 und 316L und verbessert gleichzeitig die Beständigkeit gegen Spannungsrisskorrosion in chloridhaltigen Umgebungen. Die typische chemische Zusammensetzung von 2205 umfasst etwa 221 % Chrom, 51 % Nickel, 31 % Molybdän und einen kontrollierten Stickstoffzusatz. Chrom verbessert die allgemeine Korrosionsbeständigkeit. Molybdän und Stickstoff verbessern die Beständigkeit gegen Lochfraß und Spaltkorrosion. Nickel trägt zur Aufrechterhaltung des für Zähigkeit, Schweißbarkeit und zuverlässige mechanische Eigenschaften erforderlichen Austenit/Ferrit-Phasengleichgewichts bei. Im Vergleich zu 316L ist 2205 deutlich fester und im Allgemeinen beständiger gegen Spannungsrisskorrosion durch Chloride. Dadurch eignet es sich gut als Werkstoff für maritime Edelstahlkomponenten, Ventilgehäuse, Pumpen…







