Lokálne služby, globálne možnosti.
Lokálne služby, globálne možnosti.
Technické články AODSON o odlievaní vytavovacích foriem, CNC obrábaní, spojovacích prvkoch, materiáloch a výbere priemyselných komponentov.

2026-06-03
Komerčné budovy vyžadujú od architektonického kovania viac ako súkromná rezidencia. Kľučky dverí v kancelárskej veži sa človek môže dotknúť tisíckrát týždenne. Konzola zábradlia v nákupnom centre musí vyzerať čisto a zároveň ticho odolávať nárazom, čistiacim chemikáliám, vlhkosti a každodennému opotrebovaniu. V hoteloch, nemocniciach, školách, letiskách, továrňach a verejných budovách nie je kovanie len dokončovacím detailom. Je súčasťou bezpečnosti, dostupnosti, nákladov na údržbu a dlhodobého vzhľadu budovy. Preto nehrdzavejúca oceľ zostáva jedným z najčastejšie špecifikovaných materiálov pre komerčné architektonické kovanie. Ponúka praktickú rovnováhu medzi odolnosťou proti korózii, pevnosťou, hygienou, požiarnou odolnosťou a flexibilitou dizajnu. Najlepšia voľba produktu stále závisí od prostredia budovy. V suchých vnútorných priestoroch sa môže nehrdzavejúca oceľ 304 úspešne používať mnoho rokov, zatiaľ čo pobrežné lokality, oblasti plaveckých bazénov, stravovacie zariadenia a prostredia vystavené chemikáliám často vyžadujú nehrdzavejúcu oceľ 316, duplexnú nehrdzavejúcu oceľ alebo starostlivo vybrané povrchové úpravy. Nižšie je uvedených desať architektonických kovaní z nehrdzavejúcej ocele bežne používaných v komerčných budovách s praktickými poznámkami o tom, kde sa používajú a čo by si mali kupujúci, dodávatelia a projektanti skontrolovať pred ich špecifikáciou. 1. Kľučky na dvere z nehrdzavejúcej ocele Kľučky na dvere patria medzi najviditeľnejšie architektonické prvky v každom komerčnom vchode. Používajú sa na sklenených dverách, drevených dverách, dverách s hliníkovým rámom a dverách z nehrdzavejúcej ocele v kanceláriách, hoteloch, maloobchodných predajniach, školách a verejných budovách. Pri komerčnom použití by sa kľučka mala posudzovať viac než len podľa tvaru. Hrúbka steny rúry, kvalita zvarových spojov, spôsob montáže, vôľa úchopu a konzistencia povrchovej úpravy ovplyvňujú výkon. Kľučky na sklenených dverách umiestnené chrbtom k sebe vyžadujú spoľahlivé upevňovacie sady a tesnenia správnej veľkosti, aby sa zabránilo namáhaniu skla. Pre vchody s vysokou premávkou je brúsená saténová nehrdzavejúca oceľ často tolerantnejšia ako zrkadlový lesk, pretože malé škrabance sú menej viditeľné. 2. Nehrdzavejúca oceľ…

2026-06-03
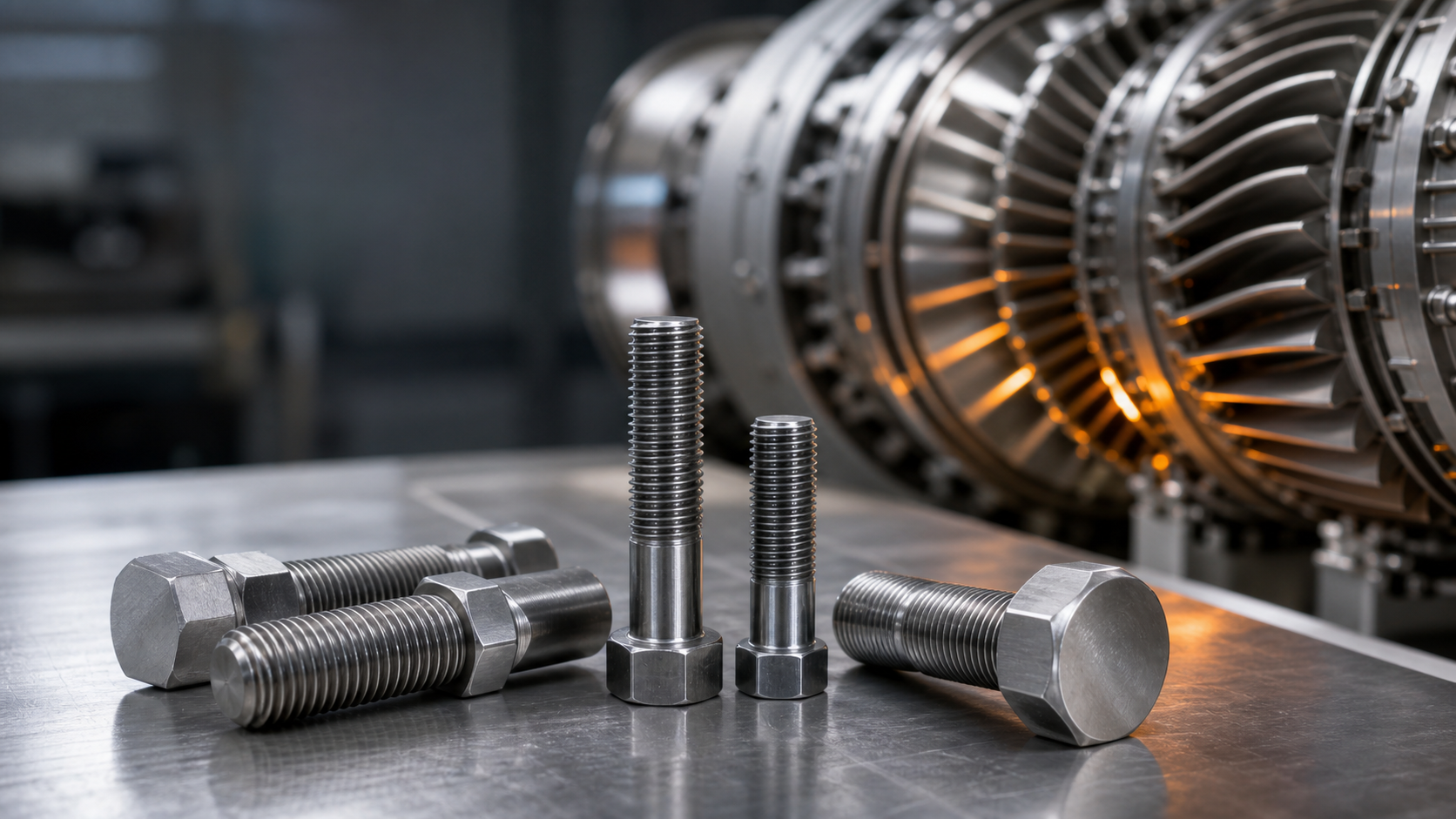
V náročných priemyselných prostrediach nie je podložka nikdy len tenkým kovovým krúžkom. Je to plocha na rozloženie zaťaženia, rozperný prvok, komponent na podporu tesnenia a často malá časť, ktorá chráni oveľa drahšiu skrutkovú zostavu pred predčasným zlyhaním. Keď je zariadenie vystavené soľnej hmle, chemikáliám, teplu, vibráciám, vlhkosti a neustálym cyklom údržby, podložky z nehrdzavejúcej ocele sa stávajú nevyhnutnými, pretože pomáhajú udržiavať upevňovacie systémy stabilné, čisté a odolné voči korózii v priebehu času. Pre výrobcov, dodávateľov EPC, údržbárske tímy a kupujúcich OEM nie je hodnota podložiek z nehrdzavejúcej ocele len v ich materiálovej pevnosti. Ich skutočná hodnota spočíva v spoľahlivosti: menej zadretých spojovacích prvkov, predvídateľnejšie upínacie zaťaženie, lepšia odolnosť voči vplyvom prostredia a nižšie riziko neplánovaných prestojov. Drsné prostredie napáda celý upevňovací systém. Priemyselné spojovacie prvky zriedka zlyhávajú z jednej jednoduchej príčiny. Porucha zvyčajne vzniká kombináciou korózie, poškodenia povrchu, vibrácií, tepelných cyklov a zlého rozloženia zaťaženia. Podložka z uhlíkovej ocele môže pri inštalácii vyzerať prijateľne, ale v mokrom, námornom, chemickom alebo vysokoteplotnom prostredí sa môže stať slabým bodom spoja. Rozpínanie hrdze, jamková tvorba a drsnosť povrchu môžu znížiť kvalitu kontaktu a sťažiť neskoršiu demontáž. Podložky z nehrdzavejúcej ocele sú navrhnuté tak, aby odolávali týmto podmienkam. Triedy ako nehrdzavejúca oceľ 304 poskytujú dobrú všeobecnú odolnosť proti korózii, zatiaľ čo nehrdzavejúca oceľ 316 pridáva molybdén pre lepšiu odolnosť voči chloridom a morskej atmosfére. V agresívnejšom prostredí je možné zvoliť duplexné nehrdzavejúce ocele alebo vyššie triedy legovaných zliatin pre zvýšenú pevnosť a odolnosť proti jamkovej tvorbe. Rozkladajú zaťaženie a chránia spájané povrchy. Najbezprostrednejšou funkciou podložky je rozložiť zaťaženie z hlavy skrutky alebo matice na väčšiu plochu. V priemyselných strojoch, čerpadlách, ventiloch, konštrukčných konzolách, námornom hardvéri a prírubových spojoch to pomáha predchádzať lokálnemu pretlačeniu, oderu alebo deformácii spájaných…

2026-05-28
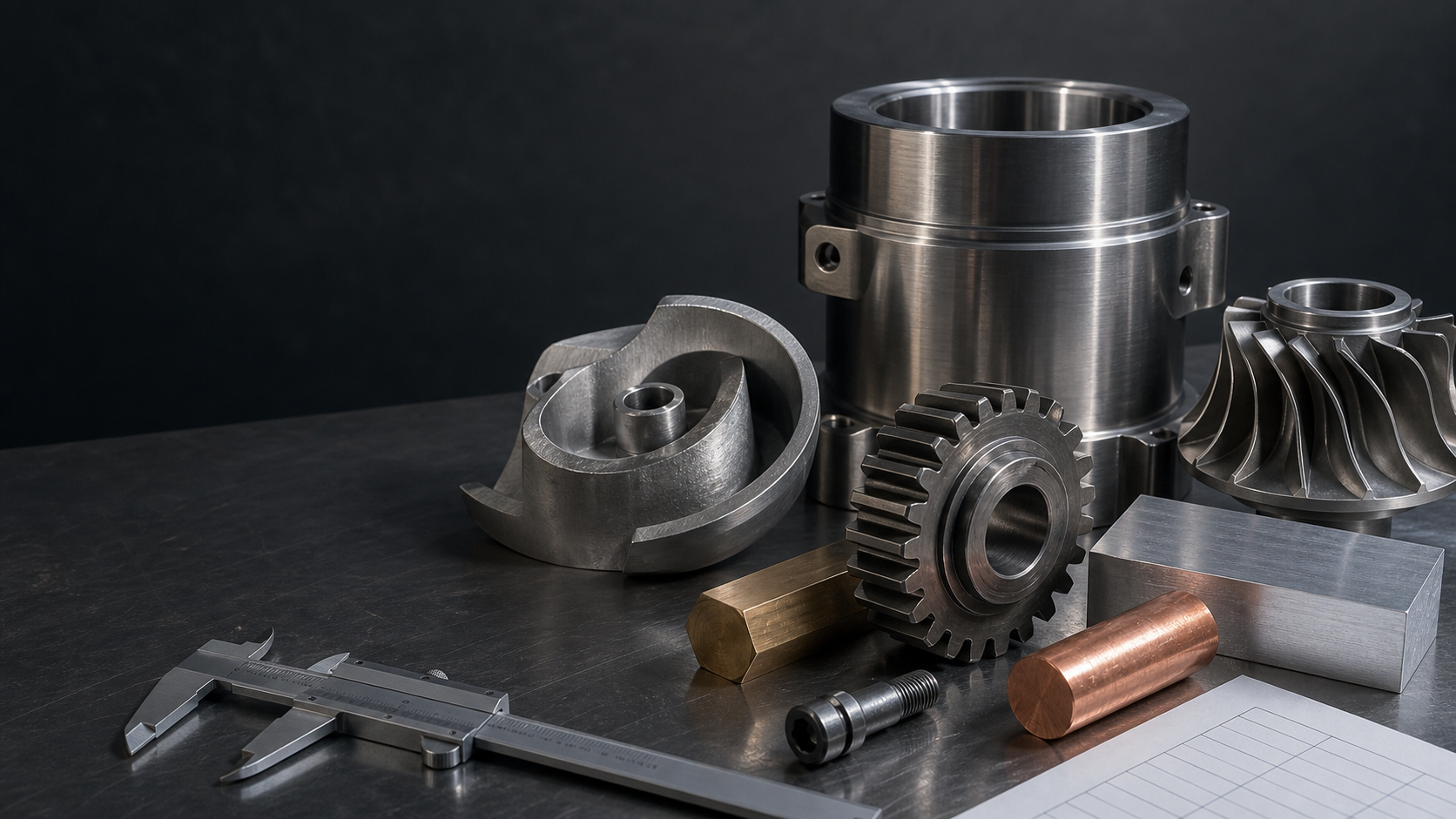
Keď sa výroba kovového dielu stane ťažkou, rozhodnutie o výrobe sa zvyčajne zúži na dve silné možnosti: vytaviteľné liatie a CNC obrábanie. Obe možnosti dokážu vyrobiť spoľahlivé a vysokovýkonné komponenty. Obe sa používajú na nehrdzavejúcu oceľ, uhlíkovú oceľ, legovanú oceľ, hliník, mosadz a špeciálne zliatiny. A obe dokážu podporiť náročné aplikácie v čerpadlách, ventiloch, námornom hardvéri, stavebnom hardvéri, strojoch a zákazkových priemyselných zostavách. Lepšia voľba závisí menej od toho, ktorý proces je “pokročilejší”, a viac od tvaru dielu, ročného množstva, požiadaviek na tolerancie, povrchovej úpravy, materiálu a toho, koľko dodatočného spracovania môže návrh tolerovať. Táto príručka porovnáva vytaviteľné liatie s CNC obrábaním z praktického inžinierskeho a zdrojového hľadiska, najmä pre zložité kovové diely, kde záleží na nákladoch, opakovateľnosti a slobode dizajnu. Čo je vytaviteľné liatie? Vytaviteľné liatie, nazývané aj odlievanie metódou strateného vosku, je proces presného odlievania používaný na výrobu kovových dielov so zložitou geometriou. Vytvorí sa voskový model, zostaví sa do stromu, potiahne sa keramickou škrupinou, roztaví sa a potom sa naplní roztaveným kovom. Po stuhnutí sa keramická škrupina odstráni a odliatky sa narežú, vyčistia, tepelne spracujú, v prípade potreby opracujú a skontrolujú. Najväčšou silnou stránkou investičného odliatku je tvarová voľnosť. Dokáže vytvoriť vnútorné kontúry, zakrivené povrchy, rebrá, výstupky, tenké steny a prechody, ktoré by bolo drahé alebo nemožné obrobiť z plného tyčového materiálu. Pri zložitých dieloch sa často vyrába polotovar s takmer čistým tvarom, pričom na sekundárne CNC obrábanie zostávajú iba kritické povrchy. Čo je CNC obrábanie? CNC obrábanie odstraňuje materiál z plného bloku, tyče, výkovku, odliatku alebo extrúzie pomocou počítačom riadených rezných nástrojov. Medzi bežné CNC procesy patrí frézovanie, sústruženie, vŕtanie, rezanie závitov, brúsenie a viacosové obrábanie. Najväčšou silnou stránkou CNC obrábania je rozmerová kontrola. Je vynikajúce pre tesné tolerancie, rovinnosť, sústrednosť, závity, presné otvory, tesniace povrchy a diely, ktoré vyžadujú čisté a opakovateľné hrany....
2026-05-28
Praktický sprievodca zinkovou zliatinou Zamak 5 vrátane zloženia, výhod tlakového liatia, bežného použitia, poznámok k návrhu a tipov na výber materiálu.

2026-05-26
Hustota je jednou z nenápadných premenných, ktoré formujú každý projekt z nehrdzavejúcej ocele. Premieňa výkres na prepravnú hmotnosť, model odliatku na cenovú ponuku materiálu a stenu nádrže na požiadavku na zdvíhanie. Použitie jednej všeobecnej hodnoty pre každú triedu nehrdzavejúcej ocele však môže viesť k chybám, ktorým sa dá vyhnúť, najmä ak sú množstvá veľké alebo je hmotnosť komerčne dôležitá. Táto príručka poskytuje praktickú tabuľku hustoty nehrdzavejúcej ocele, vysvetľuje, prečo sa triedy líšia, a ukazuje, ako môžu inžinieri a kupujúci správne používať hustotu pre plechy, obrábané diely a odliatky z investičných odliatkov. Porovnávanie hmotnosti nehrdzavejúcej ocele začína definovanou geometriou, známou triedou a vhodnou hodnotou hustoty. Aká je hustota nehrdzavejúcej ocele? Väčšina nehrdzavejúcich ocelí má hustotu približne medzi 7,7 a 8,0 g/cm³ alebo 7 700 až 8 000 kg/m³. Austenitické triedy, ako napríklad 304 a 316, sú vo všeobecnosti na hornej hranici tohto rozsahu, zatiaľ čo feritické a martenzitické triedy sú zvyčajne ľahšie. Duplexné triedy sa zvyčajne nachádzajú medzi nimi. Hustota je hmotnosť delená objemom. Nemala by sa zamieňať s pevnosťou, tvrdosťou alebo odolnosťou proti korózii. Trieda s nižšou hustotou nie je automaticky ľahším materiálom: výber materiálu stále ovplyvňujú jej mechanické vlastnosti, odolnosť voči korózii, spôsob výroby a náklady na životný cyklus. Tabuľka hustoty nehrdzavejúcej ocele podľa triedy Nasledujúce údaje predstavujú typické nominálne hodnoty pri izbovej teplote alebo blízkej izbovej teplote (približne 20 °C). Sú vhodné na predbežný výpočet hmotnosti, kalkuláciu nákladov a plánovanie logistiky. Pre kritický návrh, zmluvné záruky hmotnosti alebo overenie materiálu použite príslušný list údajov výrobcu, špecifikáciu nákupu alebo certifikát o skúške materiálu. Nerezová oceľ Trieda Metalurgická skupina Hustota (g/cm³) Hustota (kg/m³) Hustota (lb/in³) 304 / 304L Austenitická 7,93 7 930 0,286 316 / 316L Austenitická 7,98 7 980 0,288 321 Austenitická, Ti stabilizovaná 7,93 7 930 0,286 904L Vysoko legovaná austenitická 8,00 8 000 0,289 430 Feritická 7,70 7 700 0,278 410 Martenzitická 7,75…

2026-05-26
Nerezová oceľ je odolná voči korózii, nie je však úplne odolná voči korózii. Zistite, prečo hrdzavie, porovnajte triedy 304, 316L a duplex podľa prostredia a predchádzajte poruchám spôsobeným koróziou.
2026-05-25
Porovnajte bežné triedy kovových materiálov podľa noriem GB/T, ASTM/UNS/SAE, EN/DIN a JIS pre nehrdzavejúcu oceľ, legovanú oceľ, hliník, meď, titán a zliatiny niklu.

2026-05-25
Porovnajte triedy duplexnej nehrdzavejúcej ocele s oceľami 304 a 316L z hľadiska korózie, pevnosti a opotrebovania. Zistite, kedy je lepšou voľbou materiálu 2205 alebo 2507.
2026-05-24
Preskúmajte materiály skrutiek zo zliatin odolných voči vysokým teplotám vrátane A-286, Inconel X-750, Inconel 718 a Waspaloy s praktickými radami pre výber tepelne odolných spojovacích prvkov.

2026-05-23
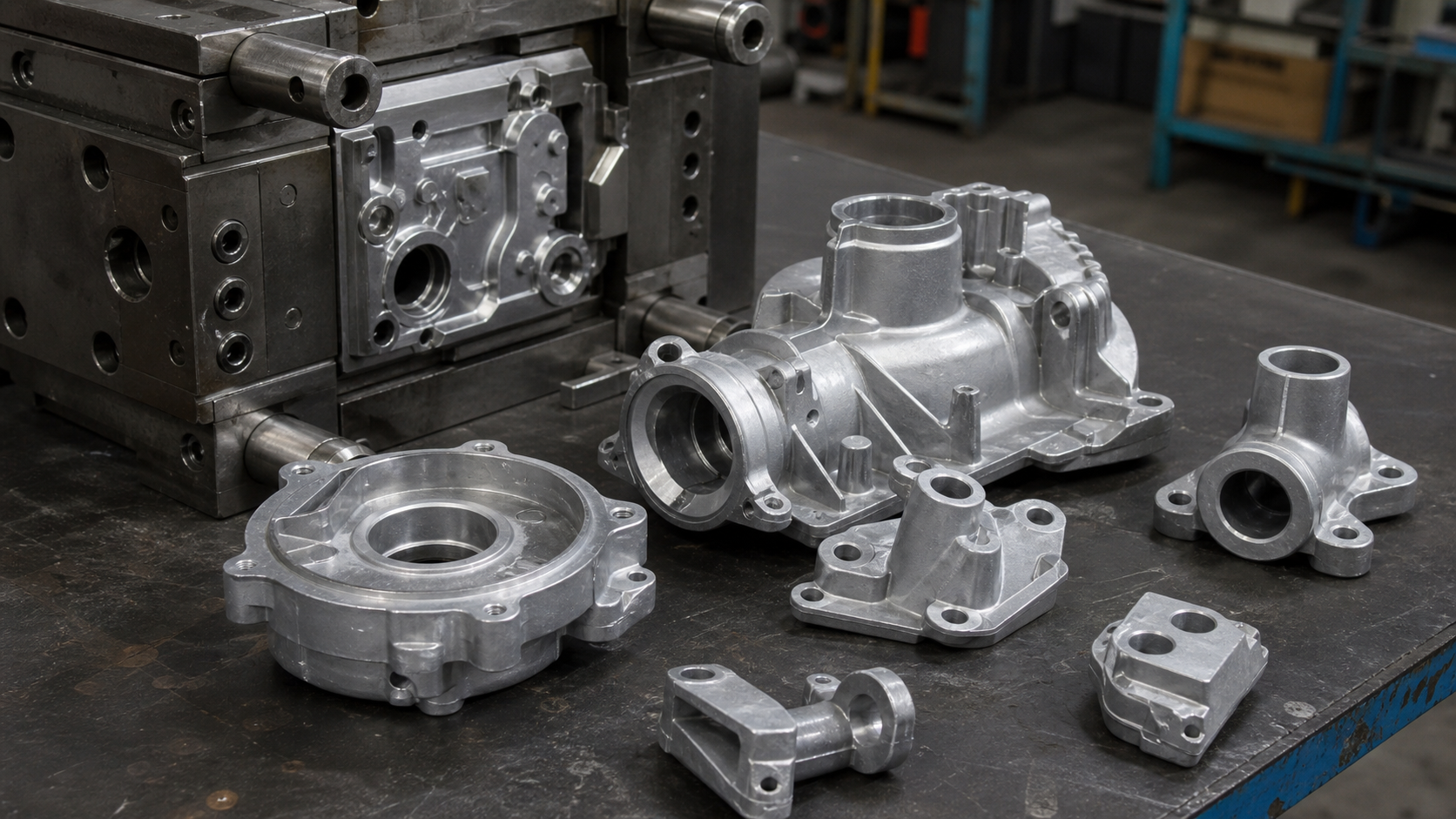
Presné odlievanie, tiež známe ako vytaviteľné liatie alebo odlievanie metódou vytaveného vosku, je proces tvárnenia kovov používaný na výrobu dielov s presnými rozmermi, čistými povrchmi a zložitými tvarmi, ktoré je ťažké vyrobiť bežným obrábaním alebo odlievaním do pieskovej formy. Široko sa používa na nehrdzavejúcu oceľ, uhlíkovú oceľ, legovanú oceľ, hliník, mosadz a iné kovy. Hlavná hodnota presného odlievania je jednoduchá: umožňuje výrobcom premeniť presný vzor na kovový komponent s takmer čistým tvarom. To znamená menej obrábania, menej odpadu materiálu a lepšiu konzistenciu medzi jednotlivými dielmi. Ako funguje presné odlievanie Proces začína voskovým modelom. Tento voskový model má rovnaký tvar ako konečný odliatok. Niekoľko voskových modelov je často spojených s centrálnym systémom žľabov, čím sa vytvorí voskový stromček. Stromček sa potom ponorí do keramickej suspenzie a potiahne sa jemným žiaruvzdorným materiálom. Po nanesení a vysušení niekoľkých vrstiev sa keramická škrupina stane dostatočne pevnou na to, aby udržala roztavený kov. Následne sa vosk z keramickej škrupiny roztaví. Preto sa tento proces často nazýva odlievanie metódou vytaveného vosku. Prázdna keramická dutina sa zahreje a do nej sa naleje roztavený kov. Po vychladnutí sa keramický plášť odstráni, jednotlivé odliatky sa vyrežú zo stromu a každý diel sa podľa potreby vyčistí, tepelne spracuje, opracuje a skontroluje. Prečo výrobcovia používajú presné odlievanie Presné odlievanie sa volí, keď diel potrebuje dobrú rovnováhu medzi tvarovou zložitosťou, rozmerovou presnosťou a spoľahlivým mechanickým výkonom. V porovnaní s mnohými inými metódami odlievania dokáže vyrobiť tenšie steny, jemnejšie detaily a hladšie povrchy. Je obzvlášť užitočný pre diely s vnútornými tvarmi, zakrivenými profilmi, rebrami, výstupkami, otvormi a inými prvkami, ktorých obrábanie z plného materiálu by bolo nákladné. Pre kupujúcich nie je výhodou len tvar. Dobre kontrolovaný proces presného odlievania…







