在現代製造業中,電腦數控 (CNC) 加工已成為一項基石技術,它徹底改變了精密零件和組件的設計和生產方式。從航空航太零件到日常消費品,CNC 加工已成為不可或缺的工具,它融合了電腦程式設計、機械工程和自動化技術,能夠提供穩定、高品質的加工結果。本文將探討 CNC 加工的基本原理,包括其定義、核心製程、關鍵零件、應用、優勢和未來發展趨勢。.
1. 什麼是 CNC加工?
數控加工是指利用電腦程式對工具機進行自動化控制,這些程式以數值資料編碼。與依賴人工操作刀具和引導加工過程的傳統手工加工不同,數控加工使用預先編程的指令來控制切削刀具、工件和其他工具機部件的運動,精度極高。其核心原理是將設計規格(通常使用電腦輔助設計 (CAD) 軟體建立)轉換為一組指令(通常是 G 程式碼或 M 程式碼),供數控工具機自動解釋和執行。以下是一些常見數控操作的 G 程式碼範例,讓程式設計概念更加直觀:
數控加工的發展可以追溯到1950年代,當時第一批數控(NC)工具機問世,並採用穿孔卡進行編程。隨著電腦技術的進步,CNC工具機發展成為數控系統,後者俱有更高的靈活性、更便捷的編程和即時調整功能,最終在大多數高精度、大批量生產應用中取代了手工加工。如今,數控加工已廣泛應用於各個行業,用於生產公差極小(通常小至±0.0005英寸)且幾何形狀複雜的零件,而這些零件如果採用手工加工,則難以實現或不切實際。.
2. 核心數控加工工藝
數控加工涵蓋一系列減材製造工藝,透過從工件上去除材料來獲得所需的形狀。最常見的工藝包括:
2.1 數控銑削
數控銑削是最通用的數控加工製程之一,它使用旋轉的多點切削刀具從工件上去除材料。工件夾緊在工作台上,工作台沿著多個軸(通常為 X、Y 和 Z 軸)移動,從而將工件相對於刀具定位。銑削可以加工平面、槽、孔和複雜的 3D 形狀,因此非常適合加工引擎零件、支架和模腔等零件。先進的銑床,例如五軸銑床,可以使刀具沿著額外的旋轉軸(A、B、C 軸)移動,從而能夠在一次裝夾中加工複雜的曲面。.
2.2 CNC車削
數控車削用於生產圓柱形或圓錐形零件,例如軸、銷和襯套。在此過程中,工件高速旋轉,而固定的切削刀具沿直線運動,從工件的外表面或內表面去除材料。數控車床(用於車削的工具機)還可以執行端面加工、鏜孔、開槽和螺紋加工等附加操作,因此無需多次裝夾。此製程廣泛應用於汽車和航空航太工業,用於批量生產精密旋轉零件。.
2.3 數控鑽孔
數控鑽孔是指使用電腦控制的鑽頭在工件上精確鑽孔。此製程可加工出各種深度和直徑的孔,並可能包括啄鑽(用於加工深孔)和點鑽(用於引導鑽頭)等特殊技術。對於夾具板、機械外殼和引擎缸體等對孔定位精度要求極高的零件而言,數控鑽孔至關重要。.
2.4 高級數控工藝
除了核心加工流程外,現代數控加工還包括滿足特殊需求的高階技術: 五軸加工:結合了線性軸和旋轉軸,可以從多個角度加工複雜零件,從而縮短設置時間並提高精度——是渦輪葉片等航空航天部件的理想選擇。 高速加工(HSM)採用20,000–50,000轉/分的主軸轉速和超硬刀具,可將材料去除率提高30%或更多,同時達到低至Ra 0.8μm的表面粗糙度。 電火花加工 (EDM):一種利用電火花侵蝕材料的非接觸式工藝,適用於傳統工具無法切割的硬金屬和複雜形狀。.
3. CNC工具機的關鍵零件
數控工具機是由眾多相互連接的部件組成的複雜系統,每個部件都對確保精度和效率起著至關重要的作用。其七個主要部件如下:
3.1 工具機架/床身
數控工具機的結構底座支撐著所有其他部件(主軸、軸、工作台)。它通常由鑄鐵、鋼或花崗岩製成,以確保高剛性和穩定性,從而減少加工過程中的振動,並確保加工精度。框架內還裝有線性導軌,用於工作台的平穩移動。.
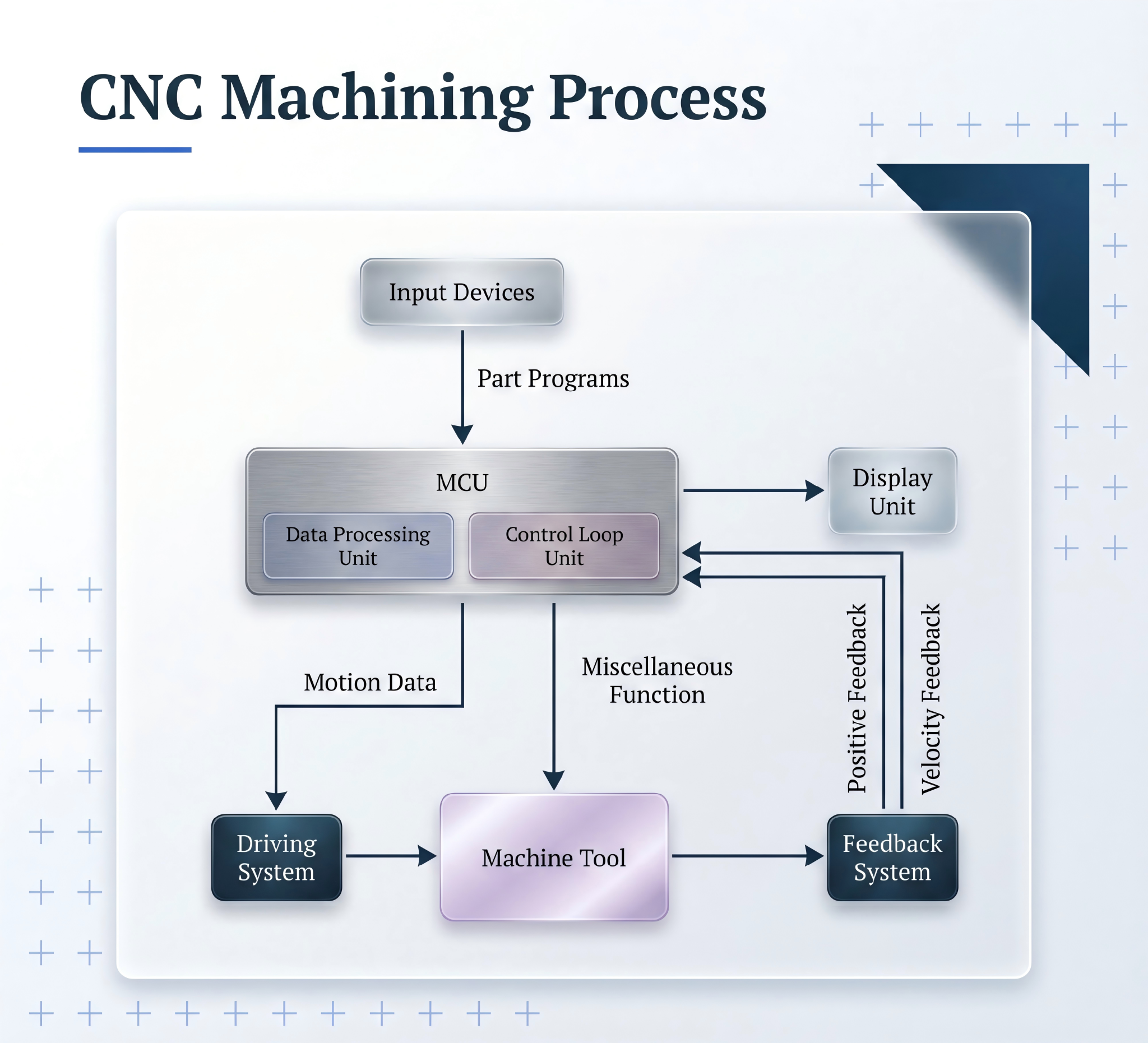
3.2 CNC控制器(工具機控制單元,MCU)
數控機床的「大腦」負責解讀G代碼或M代碼程序,向驅動系統發送指令,並監控來自感測器的回饋。它配備有操作介面(控制面板),用於程式輸入、編輯和監控。常用的控制器包括發那科(Fanuc)、西門子(Siemens)和哈斯(Haas)等品牌。.
3.3 主軸和刀架
主軸是用於固定切削刀具(銑削)或工件(車削)的旋轉部件。它以精確的轉速(RPM)提供旋轉運動,並將扭矩傳遞給刀具或工件。刀架用於固定切削刀具,確保切削過程中的剛性和精度。主軸可採用皮帶驅動、齒輪驅動或電動驅動(高速應用中採用整合式馬達和主軸)。.
3.4 軸系統
數控機床沿著受控軸移動刀具或工件,這些軸可以是線性軸(X、Y、Z軸)或旋轉軸(A、B、C軸)。軸的數量決定了工具機的功能:三軸工具機常用於加工基本零件,而五軸機床則用於加工複雜幾何形狀。線性導軌和滾珠螺桿確保了精確定位和重複定位。.
3.5 驅動系統
它將控制器發出的電信號轉換為機械運動,驅動軸和主軸。它包括伺服馬達和滾珠螺桿,這些部件決定了機器的定位精度和速度。閉環驅動系統(附回授感測器)用於高精度應用,而開環系統則更簡單、更經濟,適用於基本任務。.
3.6 工作台及工件夾持裝置
工作台是加工過程中夾緊或固定工件的地方。它沿著 X 軸和 Y 軸移動(銑削)或旋轉(車削),以將材料相對於刀具定位。工件夾持裝置-例如虎鉗、卡盤和工裝夾具-確保工件保持穩定和對準,防止可能影響精確度的移動。.
3.7 回授系統(感測器)
它即時監控機器各部件的位置、速度和溫度,並將數據回傳給控制器。這使得控制器能夠進行調整併修正誤差,從而確保嚴格的公差。常用的回饋裝置包括編碼器、旋轉變壓器和線性光柵尺。具有回授系統的機器稱為閉環系統,而沒有回授系統的機器則稱為開環系統。.
4. 數控加工的應用
由於其多功能性、精確性和高效性,數控加工幾乎被應用於所有製造業。尋求專業支援的人員可以訪問 專業CNC加工服務, 而依賴數控加工的主要產業(以市場規模計)包括:
- 航空航太與國防:採用高強度材料(鈦、因科鎳合金)生產渦輪葉片、機身結構和起落架等精密零件。 2023年全球航空航太零件市場規模達149,130億美元。.
- 汽車:生產引擎缸體、變速箱殼體和底盤零件。預計2025年,全球汽車數控設備市場規模將達14,320億美元。.
- 醫療和牙科:採用醫用級不鏽鋼和鈦等材料,製造高精度、生物相容性的外科手術工具、植入物和假體。.
- 電子與半導體:生產半導體設備和消費性電子產品的外殼、模具和夾具,對小型、精密零件的公差要求非常高。.
- 模具製造:生產具有複雜幾何形狀的射出成型模具、沖模和夾具,這些模具對於各行業的大量生產至關重要。.
- 石油、天然氣和能源:生產在極端條件下運作的閥體、泵浦和渦輪機零件,這些零件需要很高的耐用性和精度。.
5. 數控加工的優點與局限性
5.1 優勢
- 精準與一致性即使是大量生產,也能提供公差嚴格、品質穩定的零件。最大限度地減少人為誤差,確保每個零件都符合設計規範。.
- 效率:實現加工過程自動化,縮短加工週期,提高生產效率。數控機床可以全天候運行,只需極少的人工幹預。.
- 多功能性:可加工各種材料(金屬、塑膠、木材、複合材料)和手工加工無法實現的複雜幾何形狀。.
- 靈活性更改生產流程非常簡單——只需更新程序,無需對機器進行大量重新配置。這使其成為小批量和客製化生產的理想選擇。.
- 安全:減少了人員接觸危險切割作業的機會,因為操作人員無需手動引導工具。.
5.2 局限性
- 初始成本高: CNC 工具機和相關軟體(CAD/CAM)需要大量的初始投資,這使得小型企業難以獲得它們。.
- 技術工人需求操作員和程式設計師需要接受專門訓練才能操作CNC工具機和編寫有效的 G 程式碼程式。.
- 設定時間複雜的零件可能需要較長的程式設計、工具和夾具設定時間,這會降低小批量生產的效率。.
- 材料限制雖然 CNC 加工用途廣泛,但對於極硬或極脆的材料來說效果較差,可能需要像 EDM 這樣的特殊製程。.
6. 數控加工的未來趨勢
數控加工的未來取決於提升精度、效率和連接性的技術進步。主要趨勢包括:
- 工業4.0集成數控工具機正逐漸成為智慧工廠的一部分,它們與物聯網(IoT)設備連接,實現即時監控、預測性維護和數據驅動的最佳化。這減少了停機時間,並提高了整體生產效率。.
- 人工智慧與機器學習人工智慧驅動的數控系統可以優化刀具路徑、預測刀具磨損並即時調整參數,從而提高效率並減少浪費。機器學習演算法還可以從以往的生產運作中學習,以改善未來的流程。.
- 增材-減材混合加工將3D列印(積層製造)與CNC加工(減材製造)結合,可快速、精確地生產複雜零件。這種混合方法充分利用了兩種技術的優勢。.
- 小型化對微型數控加工的需求正在成長,尤其是在電子和醫療產業,用於生產微型、高精度的零件,如微型植入物和電子元件。.
- 永續性CNC 製造商正在採用環保措施,例如使用可生物降解的冷卻液、優化能源利用以及透過精確的刀具路徑減少材料浪費。.
7. 結論
數控加工徹底改變了現代製造業,帶來了無與倫比的精度、效率和多功能性。從最初作為手工加工的替代品,到如今成為智慧製造的基石,數控技術不斷發展演進,推動著各行各業的創新。對於任何從事製造、工程或產品設計的人員來說,了解數控技術的定義、流程、組成部分和應用都至關重要。.
隨著技術的進步,數控加工將變得更加普及、高效,並融入全球供應鏈,從而確保它仍然是生產驅動我們世界運轉的零件的關鍵工具——從航空航天發動機到醫療設備等等。.


